Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОЙ КАБИНЫ АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНИРОВАННАЯ КАБИНА АВТОМОБИЛЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области транспортного машиностроения и может быть использовано для создания бронированных кабин автомобилей из полимерных композиционных материалов, а также бронеавтомобилей, вагонов, КУНГов и т.д.
Известна броня для транспортных средств, содержащая слои полимерного композиционного материала и элементы ее крепления к обшивке транспортного средства, по заявке ФРГ №2853154 от 14.08.1980 г. МКП7 F41H 5/04.
Известен способ изготовления передней части грузового автомобиля с кабиной водителя и передняя часть грузового автомобиля по патенту RU №2423277 C1 от 29.12.2009 г. МКП7 B62D 33/00.
Известен способ изготовления панельного кузова по патенту RU №2364539 C1 от 16.11.2007 МКП7 B62D 33/00.
Известна кабина автомобиля по WO 2009004221 A1 от 2009.01.08 МКП7 B60J 5/04.
Известные устройства и известный способ определяют общий уровень техники и не являются особо релевантными, поэтому предлагаемыми решениями устраняются недостатки общего известного уровня техники.
Недостатком общего известного уровня техники для способа изготовления является его низкая технологичность, а также низкое качество кабины, вследствие низкой надежности ее работы, высокой пожароопасности из-за низкой технологичности укладки трудногорючих материалов, например, минераловаты, высокой трудоемкости нанесения и низкого качества грунтовки под финишное покрытие кабины, кроме того, недостатком является низкая технологичность и низкое качество окантовок и угловых соединений панелей, а также низкая оптимизация бронезащиты и низкая надежность работы крепежных элементов.
Недостатком общего известного уровня техники для устройства является низкая надежность его работы из-за низкой прочности и жесткости соединения панелей, низкое качество лицевой поверхности, высокая пожароопасность, а также низкая оптимизация бронезащиты и низкая надежность работы крепежных элементов.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка конструкции и технологии изготовления кабины, исключающая указанные недостатки.
Технический результат для способа, который может быть получен при решении технической задачи, заключается в повышении его технологичности, а также в повышении качества кабины, за счет повышения надежности ее работы, снижения пожароопасности за счет повышения технологичности укладки трудногорючих материалов, например, минераловаты, снижения трудоемкости нанесения и повышения качества грунтовки под финишное покрытие кабины, кроме того, техническим результатом является повышение технологичности и качества окантовок и угловых соединений панелей, а также на оптимизацию бронезащиты и повышение надежности работы крепежных элементов.
Технический результат для устройства, который может быть получен при решении технической задачи, заключается в повышении надежности его работы за счет повышения прочности и жесткости соединения панелей, в повышении качества лицевой поверхности; в снижении пожароопасности, а также в оптимизации бронезащиты и повышении надежности работы крепежных элементов, кроме того, технический результат заключается в повышении технологичности конструкции.
Поставленная задача с достижением технического результата решается тем, что способ изготовления бронированной кабины автомобиля из полимерных композиционных материалов, при котором на оправку с цапфами на передней и задней поверхностях устанавливают полками наружу ограничительные металлические уголки заднего торца кабины, полками внутрь - рамки из уголка дверных и оконных проемов, вне этих проемов до ограничительных уголков формуют единую внутреннюю стеклопластиковую оболочку боковин, крыши, днища и передней панели с загибами на полки ограничительных уголков и уголков рамок и обрезкой припуска оболочки по этим полкам, далее, индивидуально для каждой грани, вращая оправку на цапфах для боковин, крыши и днища и кантуя - для передней панели, формируют бронетеплозащитные сэндвич-панели с установкой вплотную к загибам оболочки окантовочных пластиковых швеллеров, при этом сэндвич-панели формируют, укладывая бронеслои на внутреннюю оболочку и в полость швеллеров, вплотную к их стенкам, распределяя теплозащитный материал по всей площади бронеслоев и накрывая сэндвич-панели предварительно отформованными и частично отвержденными листами наружной облицовки, перекрывая при этом всю площадь панели с нахлестом по внутреннему и наружному периметрам и укладывая в площади нахлеста между слоями облицовки разделительную ленту из антиадгезионной пленки, затем удаляют рамки проемов и ограничительные уголки и оформляют окантовки проемов и заднего торца послойной приформовкой к загибам внутренней оболочки менее отвержденных, чем сама облицовка, слоев ее нахлеста с удалением разделительной ленты по мере приформовки слоев, а угловое скрепление панелей между собой осуществляют поочередной приформовкой с аналогичным удалением лент слоев нахлестов облицовок к предварительно установленным двутавровым профилям со стреловидными полками и друг к другу, причем эти профили устанавливают внутренними полками под теплозащитный материал на угол бронеслоев, дополнительно скрепляя панели, кроме того, слои нахлеста каждой облицовки вырезают через один и каждый слой нахлеста одной облицовки располагают между соответствующими слоями соседней.
Листы облицовки формуют на листовых формах, выполненных в размер каждой панели, с нависанием нахлеста, с нанесением на рабочую поверхность формы слоя грунтовки и устанавливают листы облицовки при накрывании панелей вместе с их листовыми формами, прижимая последние струбцинами.
В качестве теплозащитного материала используют трудногорючую минераловату.
Внутрь панелей в полость окантовочных швеллеров вклеивают закладные крепежные элементы.
Бронеслои боковин, крыши, днища и передней панели выполняют дифференцировано, в зависимости от класса защиты элементов, например, для боковин и передней панели на внутреннюю оболочку укладывают баллистические слои из арамидной ткани, на которых закрепляют сплошной слой керамических плиток, заформовывая последние наружной оболочкой из бронеорганопластика.
Угловые скрепления бронеслоев соседних сэндвич-панелей осуществляют наружной оболочкой из бронеорганопластика аналогично скреплению наружных облицовок без вырезания слоев нахлеста.
Для устройства поставленная задача с достижением технического результата решается тем, что бронированная кабина автомобиля из полимерных композиционных материалов, включающая единую внутреннюю стеклопластиковую оболочку боковин, крыши, днища и передней панели, выполненную с загибами на окантовочные пластиковые швеллера заднего торца, дверных и оконных проемов, бронетеплозащитные сэндвич-панели, выполненные из бронеслоев, установленных на внутренней оболочке и в полости швеллеров, вплотную к их стенкам, и теплозащитного материала, распределенного по всей площади бронеслоев, и листы наружной облицовки, приформованные своими нахлестами к загибам внутренней оболочки, с окончательным оформлением окантовок проемов и заднего торца, а также друг к другу и к двутавровым профилям со стреловидными полками для углового скрепления панелей между собой, причем профили установлены внутренними полками под теплозащитным материалом на углу бронеслоев для дополнительного скрепления панелей, и, кроме того, слои нахлеста углового скрепления каждой облицовки вырезаны через один и каждый слой нахлеста одной облицовки расположен между соответствующими слоями соседней.
Листы облицовки снабжены грунтовым покрытием, выполненным единой технологической операцией с формовкой этих листов.
В качестве теплозащитного материала использована трудногорючая минераловата.
Внутри панелей в полости окантовочных швеллеров вклеены закладные крепежные элементы.
Бронеслои боковин, крыши, днища и передней панели выполнены дифференцировано, в зависимости от класса защиты элементов, например, для боковин и передней панели на внутренней оболочке уложены баллистические слои из арамидной ткани, на которых закреплен сплошной слой керамических плиток, заформованный наружной оболочкой из бронеорганопластика.
Угловые скрепления бронеслоев соседних сэндвич-панелей осуществлены наружной оболочкой из бронеорганопластика аналогично скреплению наружных облицовок без вырезания слоев нахлеста.
Отличительными признаками для способа являются следующие признаки:
- на оправку устанавливают полками наружу ограничительные металлические уголки заднего торца кабины, полками внутрь - рамки из уголка дверных и оконных проемов - признаки существенные, предусматривают наличие новых операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа;
- вне этих проемов до ограничительных уголков формуют единую внутреннюю стеклопластиковую оболочку боковин, крыши, днища и передней панели с загибами на полки ограничительных уголков и уголков рамок и обрезкой припуска оболочки по этим полкам - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа, а также на повышение технологичности и качества окантовок;
- индивидуально для каждой грани, вращая оправку на цапфах для боковин, крыши и днища и кантуя - для передней панели, формируют бронетеплозащитные сэндвич-панели с установкой вплотную к загибам оболочки окантовочных пластиковых швеллеров - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа, а также на повышение технологичности и качества окантовок;
- сэндвич-панели формируют, укладывая бронеслои на внутреннюю оболочку и в полость швеллеров, вплотную к их стенкам, распределяя теплозащитный материал по всей площади бронеслоев - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности способа и на снижение пожароопасности за счет повышения технологичности укладки трудногорючих материалов, например, минераловаты;
- накрывают сэндвич-панели предварительно отформованными и частично отвержденными листами наружной облицовки, перекрывая при этом всю площадь панели с нахлестом по внутреннему и наружному периметрам и укладывая в площади нахлеста между слоями облицовки разделительную ленту из антиадгезионной пленки, оформляют окантовки проемов и заднего торца послойной приформовкой к загибам внутренней оболочки менее отвержденных, чем сама облицовка, слоев ее нахлеста с удалением разделительной ленты по мере приформовки слоев - признаки существенные, предусматривают наличие новых операций, с применением новых материалов, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оформления окантовок за счет повышения реологических свойств разделенных слоев нахлеста, так как из-за экзотермического эффекта отверждение связующего листов наружной оболочки более интенсивно в большем массиве материала, кроме того, признаки направлены на повышение качества и повышение надежности работы окантовок;
- угловое скрепление панелей между собой осуществляют поочередной приформовкой с аналогичным удалением лент слоев нахлестов облицовок к предварительно установленным двутавровым профилям со стреловидными полками и друг к другу - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оформления угловых скреплений аналогично предыдущим признакам, кроме того, признаки направлены на повышение надежности работы угловых скреплений и, следовательно, всей кабины за счет повышения ее прочности и жесткости;
- профили устанавливают внутренними полками под теплозащитный материал на угол бронеслоев, дополнительно скрепляя панели - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оформления угловых скреплений, бронеслоев и теплозащитного материала;
- слои нахлеста каждой облицовки вырезают через один и каждый слой нахлеста одной облицовки располагают между соответствующими слоями соседней - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оформления угловых скреплений, а также на повышение качества наружной поверхности кабины за счет исключения угловых утолщений облицовок;
- наносят на рабочую поверхность формы слоя грунтовки и устанавливают листы облицовки при накрывании панелей вместе с их листовыми формами, прижимая последние струбцинами - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления кабины и качества наружной поверхности;
- в качестве теплозащитного материала используют трудногорючую минераловату - признаки существенные, предусматривают наличие новых операций, с применением новых материалов, направлены на решение поставленной задачи с достижением технического результата, на снижение пожароопасности;
- внутрь панелей в полость окантовочных швеллеров вклеивают закладные крепежные элементы - признаки существенные, предусматривают наличие новых операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы крепежных элементов;
- бронеслои боковин, крыши, днища и передней панели выполняют дифференцировано, в зависимости от класса защиты элементов, например, для боковин и передней панели на внутреннюю оболочку укладывают баллистические слои из арамидной ткани, на которых закрепляют сплошной слой керамических плиток, заформовывая последние наружной оболочкой из бронеорганопластика, а угловые скрепления бронеслоев осуществляют наружной оболочкой из бронеорганопластика аналогично скреплению наружных облицовок без вырезания слоев нахлеста - признаки существенные, предусматривают наличие новых операций с применением новых материалов, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи, с достижением технического результата, на оптимизацию бронезащиты.
Отличительными признаками для устройства являются следующие признаки:
- наличие единой внутренней стеклопластиковой оболочки боковин, крыши, днища и передней панели, выполненной с загибами на окантовочные пластиковые швеллера заднего торца, дверных и оконных проемов, бронетеплозащитных сэндвич-панелей, выполненных из бронеслоев, установленных на внутренней оболочке и в полости швеллеров, вплотную к их стенкам, и теплозащитного материала, распределенного по всей площади бронеслоев - признаки существенные, предусматривают наличие новых элементов, новую форму элементов, и их новое взаимное расположение, направлены на решение поставленной задачи с достижением технического результата, на повышени надежности работы конструкции за счет повышения прочности и жесткости соединения панелей;
- наличие листов наружной облицовки, приформованных своими нахлестами к загибам внутренней оболочки, с окончательным оформлением окантовок проемов и заднего торца, а также друг к другу и к двутавровым профилям со стреловидными полками для углового скрепления панелей между собой, причем профили установлены внутренними полками под теплозащитным материалом на углу бронеслоев для дополнительного скрепления панелей - признаки существенные, предусматривают наличие новых элементов, новую форму элементов, новое взаимное расположение элементов и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет повышения прочности и жесткости соединения панелей;
- слои нахлеста углового скрепления каждой облицовки вырезаны через один и каждый слой нахлеста одной облицовки расположен между соответствующими слоями соседней - признаки существенные, предусматривают новую форму элементов, новое взаимное расположение элементов и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, на повышение качества лицевой поверхности за счет исключения угловых утолщений облицовок;
- листы облицовки снабжены грунтовым покрытием, выполненным единой технологической операцией с формовкой этих листов - признаки существенные, предусматривают наличие новых элементов и новое исполнение элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение качества лицевой поверхности и повышение технологичности конструкции;
- в качестве теплозащитного материала использована трудногорючая минераловата - признаки существенные, предусматривают обоснованное применение нового материала, направлены на решение поставленной задачи с достижением технического результата, на снижение пожароопасности;
- внутри панелей в полости окантовочных швеллеров вклеены закладные крепежные элементы - признаки существенные, предусматривают наличие новых элементов, и новое взаимное расположение элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы крепежных элементов;
- бронеслои боковин, крыши, днища и передней панели выполнены дифференцировано, в зависимости от класса, защиты элементов, например, для боковин и передней панели на внутренней оболочке уложены баллистические слои из арамидной ткани, на которых закреплен сплошной слой керамических плиток, заформованный наружной оболочкой из бронеорганопластика - признаки существенные, предусматривают наличие новых элементов, новую форму элементов, новое взаимное расположение элементов, их новую взаимосвязь и обоснованное применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на оптимизацию бронезащиты;
- угловые скрепления бронеслоев соседних сэндвич-панелей осуществлены наружной оболочкой из бронеорганопластика аналогично скреплению наружных облицовок без вырезания слоев нахлеста - признаки существенные, предусматривают новую взаимосвязь элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы конструкции за счет повышения прочности и жесткости соединения панелей, а также на повышение технологичности конструкции.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению технологичности конструкции бронированной кабины и надежности ее работы без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
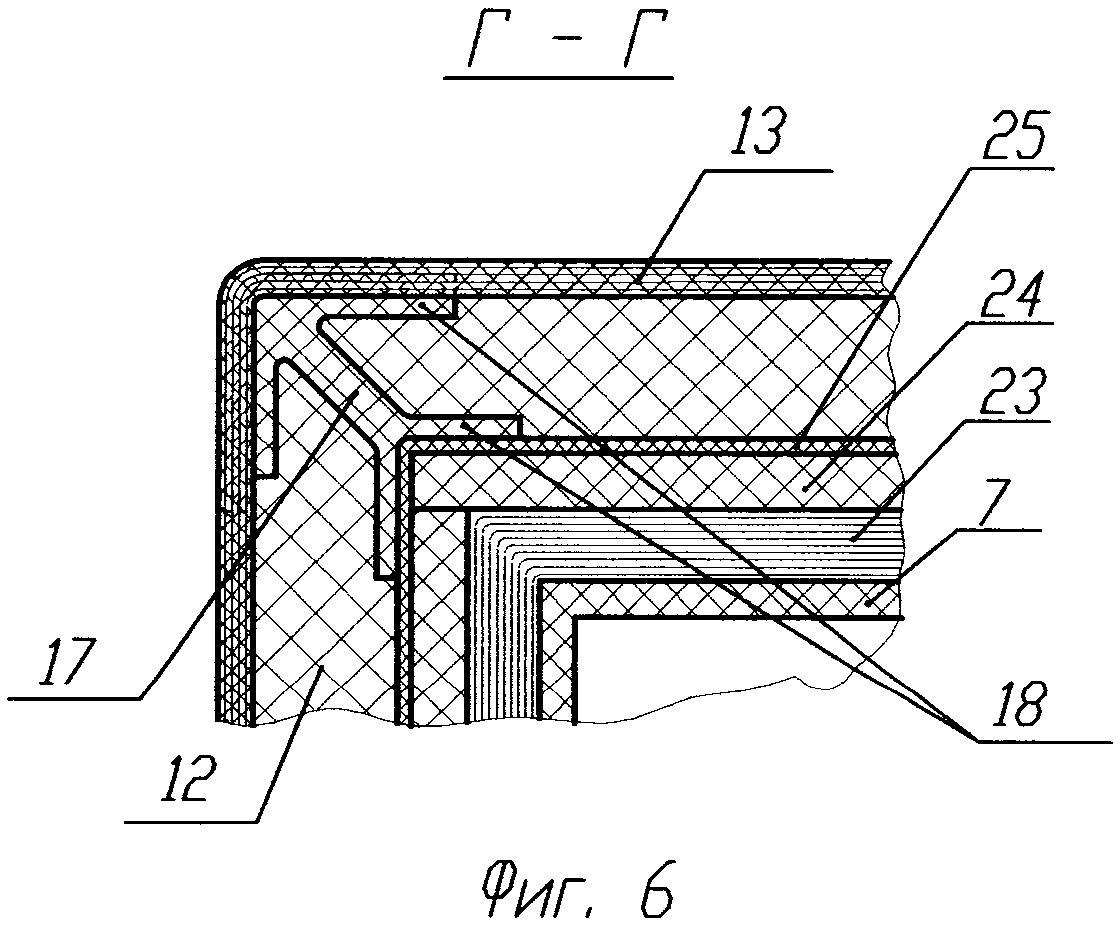
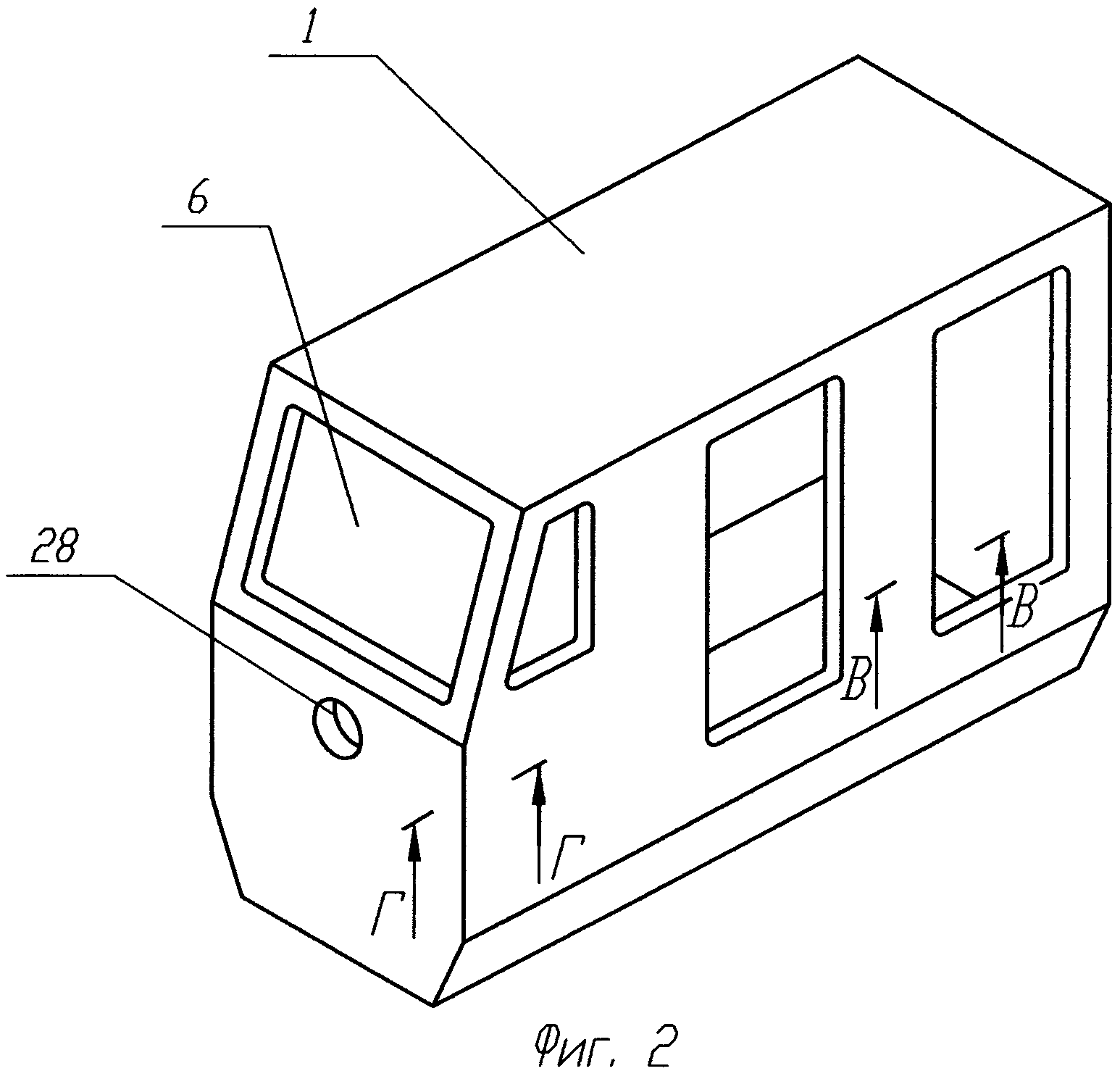
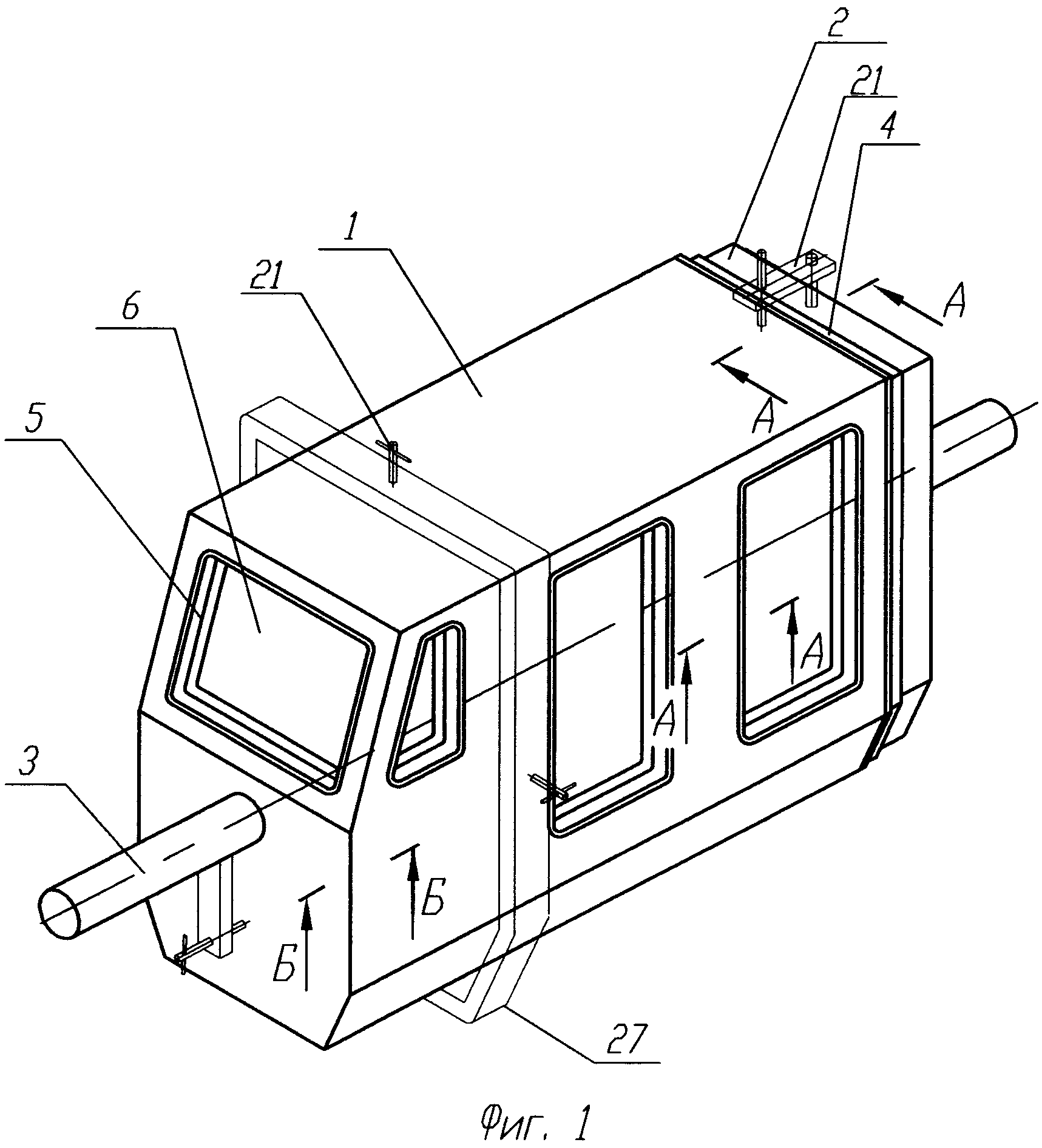
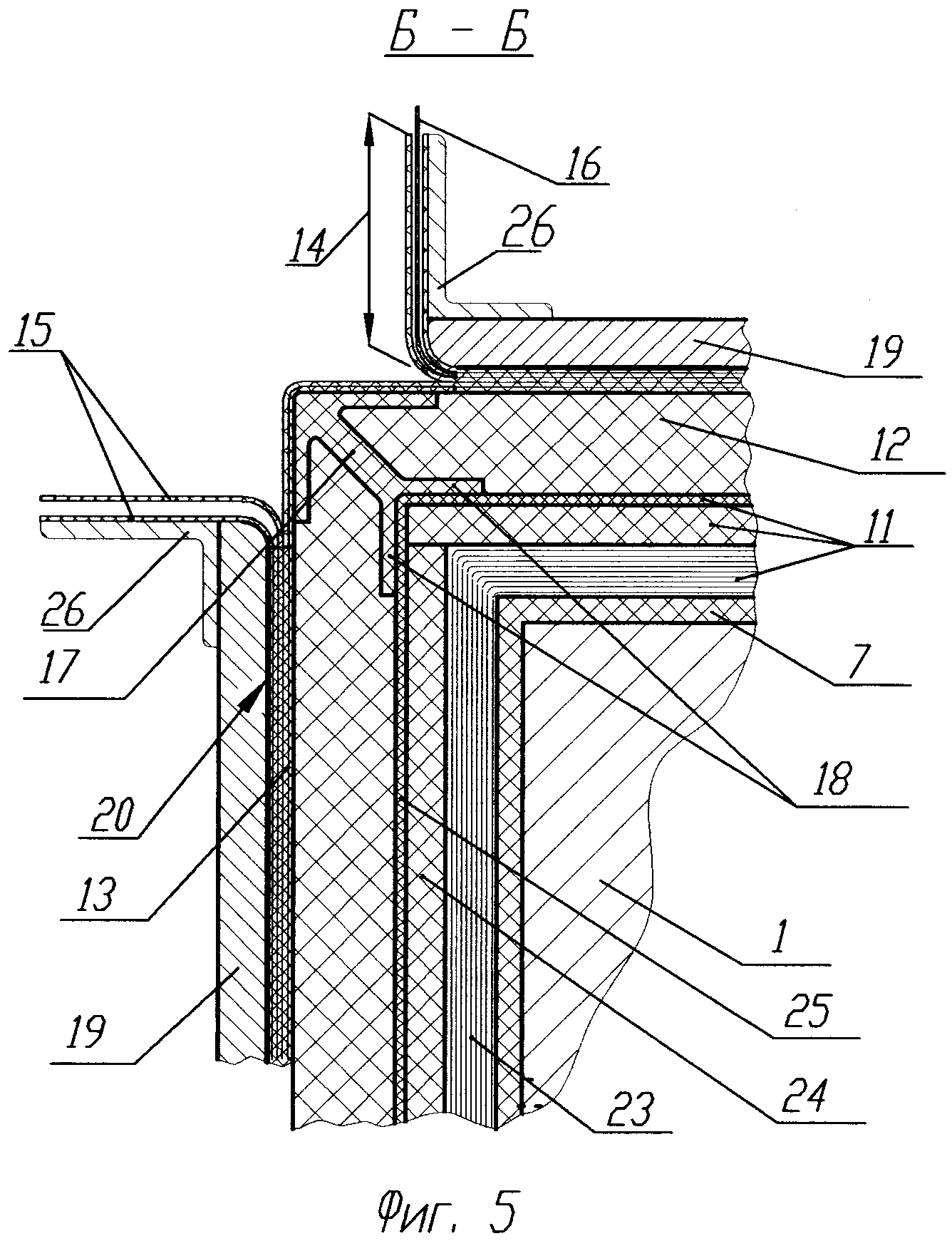
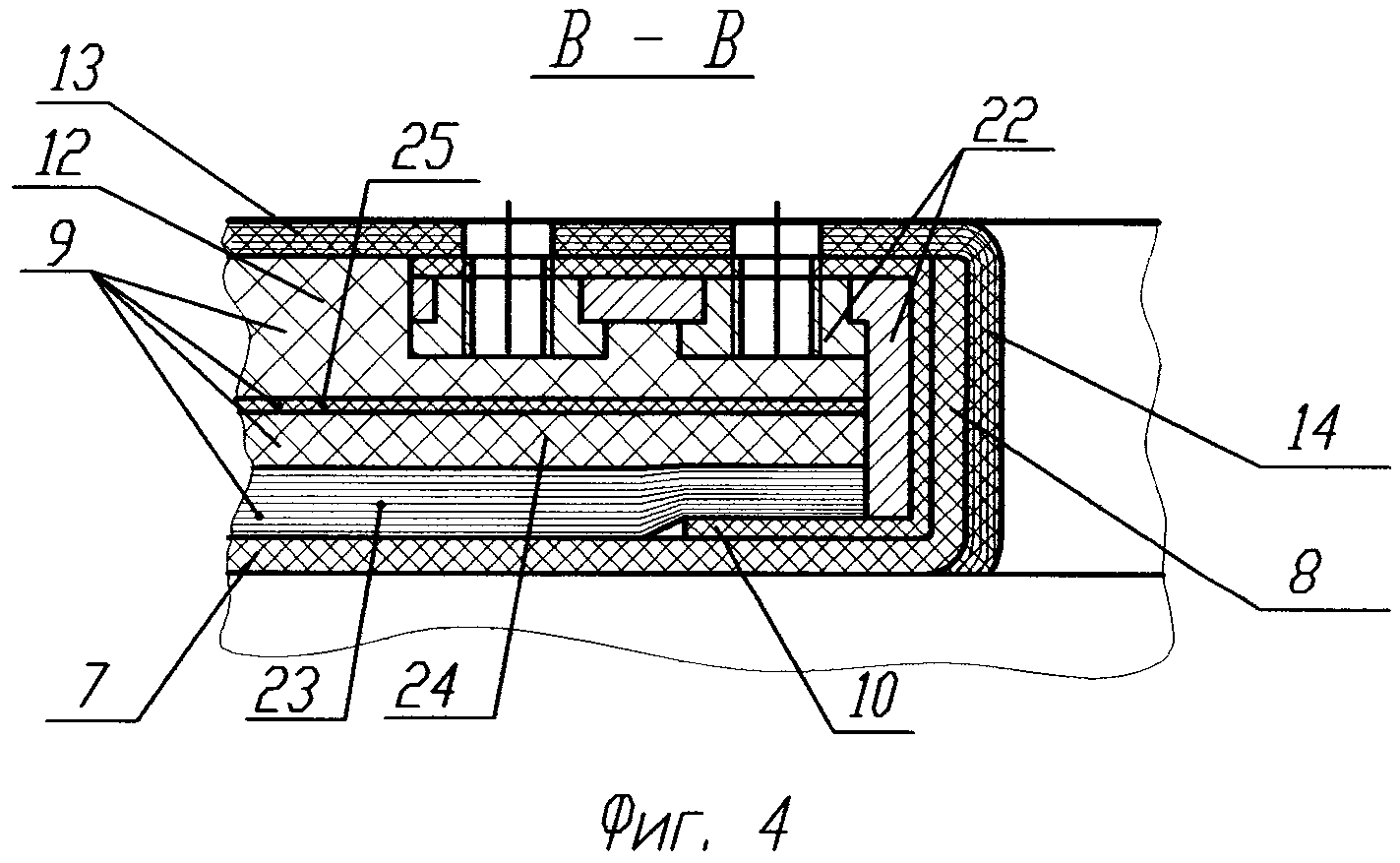
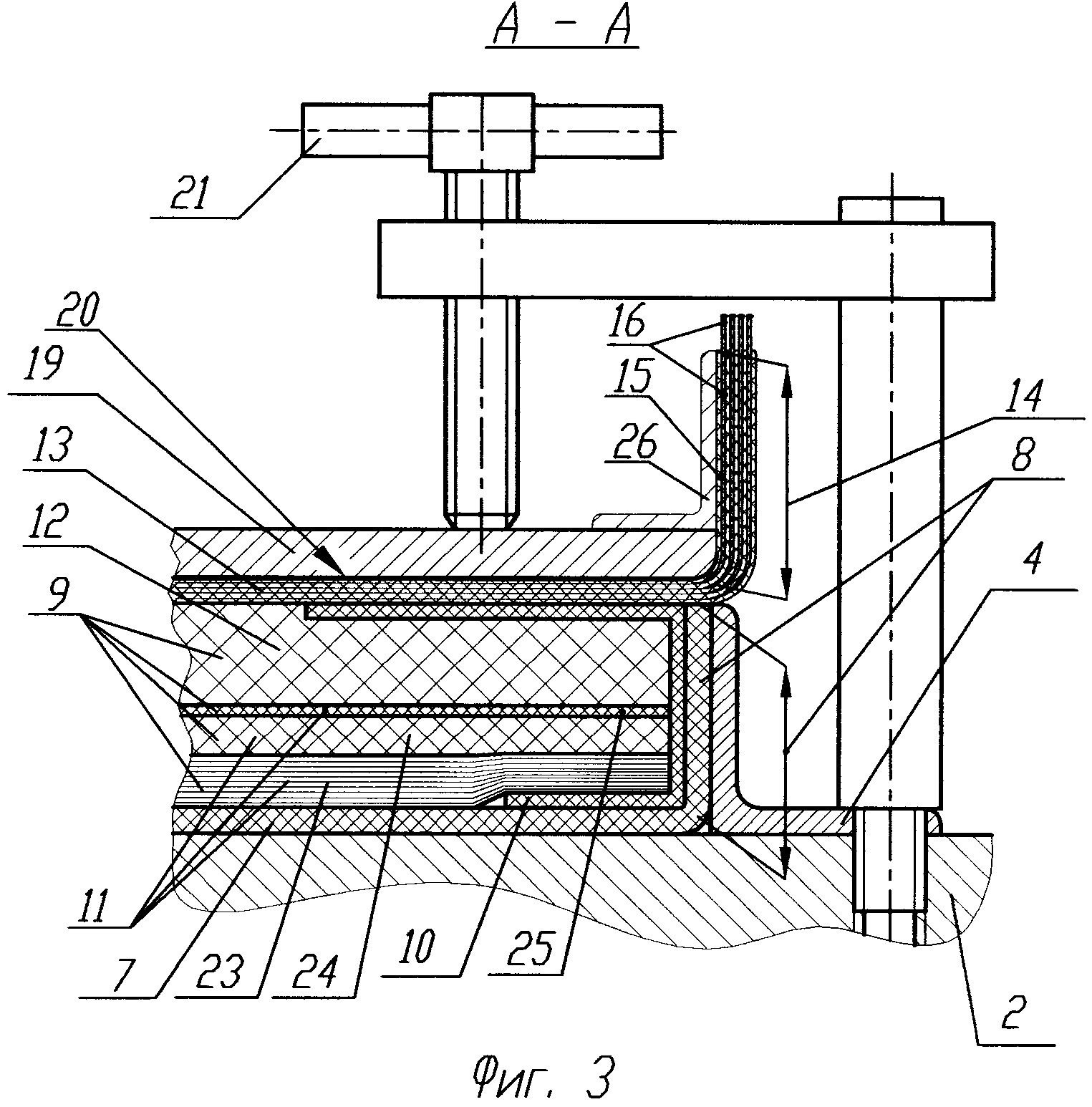
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид способа, на фиг.2 - общий вид кабины, на фиг.3 - способ оформления окантовок, на фиг.4 - окантовка с крепежными элементами, на фиг.5 - способ углового скрепления, на фиг.6 - угловое скрепление.
Способ изготовления бронированной кабины 1 грузового автомобиля из полимерных композиционных материалов, при котором на оправку 2 с цапфами 3 на передней и задней поверхностях устанавливают полками наружу ограничительные металлические уголки 4 заднего торца кабины 1, полками внутрь - рамки 5 из уголка 4. дверных и оконных проемов 6, вне этих проемов 6 до ограничительных уголков 4 формуют единую внутреннюю стеклопластиковую оболочку 7 боковин, крыши, днища и передней панели с загибами 8 на полки ограничительных уголков 4 и уголков рамок и обрезкой припуска оболочки 7 по этим полкам, далее, индивидуально для каждой грани, вращая оправку 2 на цапфах 3 для боковин, крыши и днища и кантуя -для передней панели, формируют бронетеплозащитные сэндвич-панели 9 с установкой вплотную к загибам 8 оболочки 7 окантовочных пластиковых швеллеров 10, при этом сэндвич-панели формируют, укладывая бронеслои 11 на внутреннюю оболочку 7 и в полость швеллеров 10, вплотную к их стенкам, распределяя теплозащитный материал 12 по всей площади бронеслоев 11 и накрывая сэндвич-панели 9 предварительно отформованными и частично отвержденными листами наружной облицовки 13, перекрывая при этом всю площадь панели 9 с нахлестом 14 по внутреннему и наружному периметрам и укладывая в площади нахлеста 14 между слоями 15 облицовки 13 разделительную ленту 16 из антиадгезионной пленки, затем удаляют рамки 5 проемов 6 и ограничительные уголки 4 и оформляют окантовки проемов 6 и заднего торца послойной приформовкой к загибам 8 внутренней оболочки 7 менее отвержденных, чем сама облицовка 13, слоев 15 ее нахлеста 14 с удалением разделительной ленты 16 по мере приформовки слоев 15, а угловое скрепление панелей 9 между собой осуществляют поочередной приформовкой с аналогичным удалением лент 16 слоев 15 нахлестов 14 облицовок 13 к предварительно установленным двутавровым профилям 17 со стреловидными полками 18 и друг к другу, причем эти профили 17 устанавливают внутренними полками 18 под теплозащитный материал 12 на угол бронеслоев 11, дополнительно скрепляя панели 9, кроме того, слои 15 нахлеста 14 каждой облицовки 13 вырезают через один и каждый слой 15 нахлеста 14 одной облицовки 13 располагают между соответствующими слоями соседней 13.
Листы облицовки 13 формуют, на листовых формах 19, выполненных в размер каждой панели 9, с нависанием нахлеста 14, с нанесением на рабочую поверхность формы 19 слоя грунтовки 20 и устанавливают листы облицовки 13 при накрывании панелей 9 вместе с их листовыми формами 19, прижимая последние струбцинами 21.
В качестве теплозащитного материала 12 используют трудногорючую минераловату.
Внутрь панелей 9 в полость окантовочных швеллеров 10 вклеивают закладные крепежные элементы 22.
Бронеслои 11 боковин, крыши, днища и передней панели выполняют дифференцировано, в зависимости от класса защиты элементов, например, для боковин и передней панели на внутреннюю оболочку 7 укладывают баллистические слои 23 из арамидной ткани, на которых закрепляют сплошной слой керамических плиток 24, заформовывая последние наружной оболочкой из бронеорганопластика 25.
Угловые скрепления бронеслоев 11 соседних сэндвич-панелей 9 осуществляют наружной оболочкой из бронеорганопластика 25 аналогично скреплению наружных облицовок без вырезания слоев нахлеста.
Бронированная кабина 1 грузового автомобиля из полимерных композиционных материалов, включающая единую внутреннюю стеклопластиковую оболочку 7 боковин, крыши, днища и передней панели, выполненную с загибами 8 на окантовочные пластиковые швеллера 10 заднего торца, дверных и оконных проемов 6, бронетеплозащитные сэндвич-панели 9, выполненные из бронеслоев 11, установленных на внутренней оболочке 7 и в полости швеллеров 10, вплотную к их стенкам, и теплозащитного материала 12, распределенного по всей площади бронеслоев 11, и листы наружной облицовки 13, приформованные своими нахлестами 14 к загибам 8 внутренней оболочки 7, с окончательным оформлением окантовок проемов 6 и заднего торца, а также друг к другу, и к двутавровым профилям 17 со стреловидными полками 18 для углового скрепления панелей 9 между собой, причем профили 17 установлены внутренними полками 18 под теплозащитным материалом 12 на углу бронеслоев 11 для дополнительного скрепления панелей 9, и, кроме того, слои 15 нахлеста 14 углового скрепления каждой облицовки 13 вырезаны через один и каждый слой 15 нахлеста 14 одной облицовки 13 расположен между соответствующими слоями 15 соседней.
Листы облицовки 13 снабжены грунтовым покрытием 20, выполненным единой технологической операцией с формовкой этих листов.
В качестве теплозащитного материала 12 использована трудногорючая минераловата.
Внутри панелей 9 в полости окантовочных швеллеров 10 вклеены закладные крепежные элементы 22.
Бронеслои боковин, крыши, днища и передней панели выполнены дифференцировано, в зависимости от класса защиты элементов, например, для боковин и передней панели на внутренней оболочке 7 уложены баллистические слои 23 из арамидной ткани, на которых закреплен сплошной слой керамических плиток 24, заформованный наружной оболочкой из бронеорганопластика 25.
Угловые скрепления бронеслоев 11 соседних сэндвич-панелей 9 осуществлены наружной оболочкой из бронеорганопластика 25 аналогично скреплению наружных облицовок без вырезания слоев нахлеста.
Пример конкретного исполнения способа заключается в том, что формовку листов облицовки 13 выполняют послойной укладкой слоев 15 стеклоткани, пропитанной эпоксидным связующим, с одновременной укладкой между этими слоями 15 в площади нахлеста разделительной ленты 16 из антиадгезионной пленки, например, фторопластовой или полиэтиленовой, причем ленту 16 укладывают с заходом на рабочую поверхность листовой формы 19 не более чем на толщину формуемой облицовки 13. Такое исполнение позволяет исключить складки и гофры слоев 15 при оформлении окантовок и угловых скреплений. Кроме того, для повышения технологичности оформления угловых скреплений и окантовок на листовых формах 19 по внутреннему и внешнему периметрам закрепляют уголковые стойки 26.
Также пример конкретного исполнения способа заключается в том, что заготовку кабины 1 на оправке 2 с оформленными угловыми скреплениями и окантовками обжимают листовыми формами 19 с помощью струбцин 22, которые закрепляют на оправке 1, в проемах 6 или у заднего торца, а также на передней цапфе 3 и с помощью разъемного обруча 27. Собранную таким образом заготовку помещают в печь, где проводят термообработку. После термообработки снимают струбцины 21 вместе с элементами их крепления и обручем 27, снимают листовые формы 18 и стаскивают кабину 1 с оправки 2 в сторону передней цапфы 3. В задний проем кабины вклеивают или закрепляют с помощью крепежных элементов заднюю панель кабины с герметизацией ее стыка. Отверстие под цапфу 3 в передней панели закрывают бронированной заглушкой или оставляют для использования при эксплуатации. Внутренние поверхности оболочки 7 зачищают, а наружные поверхности кабины шлифуют, при этом, благодаря наличию грунтового покрытия 20, выполненного единой технологической операцией с формовкой облицовки 13, трудоемкость этой шлифовки значительно снижена.
Пример конкретного исполнения кабины 1 заключается в том, что ее задний проем снабжен задней панелью, которая может быть вклеена или закреплена с помощью крепежных элементов с герметизацией стыка. В передней панели кабины выполнен круглый проем 28, который может быть закрыт заглушкой или использован при некоторых режимах эксплуатации кабины, например, для размещения вооружения.
Работает кабина 1 следующим образом. При взаимодействии бронезащищенной, например, боковой поверхности кабины с индентором, последний разрушается керамикой 24, а его осколки и осколки керамики останавливаются в баллистических слоях 23 с непробитием внутренней оболочки 7. Обратные осколки керамики задерживаются наружной оболочкой из бронеорганопластика 25.
Использование изобретений позволит создать высокотехнологичную конструкцию кабины высокого качества и с повышенной надежностью работы, что подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний узлов и макетов кабины, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим, новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Способ изготовления съёмной бронезащиты экипажа вертолёта из полимерных композитов и съёмная бронезащита экипажа вертолёта из полимерных композитов
Способ изготовления бронепанели из слоистых полимерных композитов для защиты верхней части лица и бронепанель из слоистых полимерных композитов для верхней части лица
Способ изготовления бронепанели из полимерных композитов и бронепанель из полимерных композитов
Способ изготовления бронепанели из слоистых композитов для защиты нижней части лица и бронепанель из слоистых полимерных композитов для защиты нижней части лица
Боевая одежда пожарного-спасателя для комплексной защиты от опасных факторов пожара, баллистических и динамических воздействий
Способ изготовления многослойной текстильной брони и многослойная текстильная броня
Способ теплового неразрушающего контроля стабильности качества изделий из полимерных композиционных материалов в процессе их серийного производства
Способ изготовления домкрата-подушки и домкрат-подушка
Способ изготовления маскировочного средства и маскировочное средство
Способ изготовления маскировочного средства и маскировочное средство
Способ изготовления универсальной бронепреграды для защитной одежды и универсальная бронепреграда для защитной одежды
Способ изготовления водолазного шлема из слоистых полимерных композитов, форма для изготовления водолазного шлема из слоистых полимерных композитов и водолазный шлем из слоистых полимерных композитов
Способ изготовления бронещита и бронещит
Способ изготовления домкрата-подушки и домкрат-подушка
Способ изготовления радиопрозрачного бронеэкрана из полимерных композитов и радиопрозрачный бронеэкран из полимерных композитов
Способ изготовления бронешлема из полимерных композиционных материалов и бронешлем из полимерных композиционных материалов
Способ изготовления бронешлема из слоистых полимерных композитов и бронешлем из слоистых полимерных композитов
Облегченная штурмовая многосекционная лестница из композиционного материала

