Результат интеллектуальной деятельности: ЛИТОЙ КОМПОЗИЦИОННЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области металлургии и машиностроения и может быть использовано для получения антифрикционных композиционных сплавов, предназначенных для изготовления литых изделий, работающих в условиях сухого и абразивного изнашивания при повышенных температурах.
Известны составы и способы получения композиционных сплавов с алюминиевой матрицей, упрочненных дисперсными частицами. К числу таких способов относятся способы, основанные на методах порошковой металлургии, например способ, предусматривающий высокоэнергетическую обработку исходных порошков и их последующее горячее компактирование в пресс-форме (H.J. Brinkman, J. Duszczyk, L. Katgerman, Journal of Materials Research, V.I 4, N.11, 1999, pp.4246-4250). Однако такой способ имеет ограниченное применение, поскольку полученные изделия имеют высокую пористость и низкую макроплотность.
Известен состав и способ получения литого композиционного сплава механическим замешиванием дискретных тугоплавких частиц в расплав (Патент РФ №2186867, Канк Сук Бонг, А.В. Панфилов и др., приоритет 09.01.2001). Этот способ не исключает окисления и газонасыщения матричного сплава, что в конечном итоге не позволяет достичь стабильного уровня механических и триботехнических свойств. Кроме того, указанный способ требует применения сложного специализированного оборудования.
Известен способ синтеза литого композиционного сплава при продувке матричного расплава активными газами (N2, CH4, NH3), предусматривающий пропускание газовой смеси через расплав алюминия с помощью керамической трубки (US Patent No. 6343640, R.G. Reddy, B. Wu, Feb. 5, 2002). Недостатком метода синтеза композиционных сплавов при продувке расплава активными газами являются трудности, связанные с контролем заданного количества армирующей фазы и обеспечением ее высокого содержания в готовой композиции.
Известен способ получения литых композиционных сплавов замешиванием в расплав алюминиевого сплава солевых смесей, содержащих реакционно-активные компоненты (D. Zhao, X. Liu, Y. Liu, X. Bian, Journal of Materials Science, 2005, V. 40, N.16, pp.4365-4368). Сущность способа состоит в том, что при замешивании в расплав смеси солей KBF4, K2ZrF6 и K2TiF6 происходит взаимодействие алюминиевого расплава с солями с образованием армирующих частиц ZrB2 и TiB2. К недостаткам этого способа можно отнести сравнительно низкое количество образующейся эндогенной дисперсной фазы, неуправляемость процесса и экологическую небезопасность.
Наиболее близким к предлагаемому составу сплава и способу его получения, т.е. прототипом, является способ получения литого композиционного материала на основе алюминиевого сплава (например, АК12), упрочненного эндогенными включениями интерметаллидных фаз состава Al3X (где Х - легирующие добавки Ti, Zr, V, Fe, Ni) и экзогенными дискретными керамическими микро- и наноразмерными частицами (TiC, ZrC, B4C, SiC, Al2O3, ZrO2, BN, TiN), включающий смешивание порошка легирующего элемента с дискретными керамическими частицами, брикетирование полученной смеси и введение ее в расплав алюминия, выдержку расплава для образования упрочняющих интерметаллидных фаз, перемешивание и разливку (Патент РФ №2323991, А.В. Панфилов, Д.Н. Бранчуков, А.А. Панфилов, А.В. Петрунин и др., приоритет от 22.09.2006, дата выдачи 10.05.2008 г.).
Недостатком такого композиционного материала является то, что в качестве армирующих наполнителей используются в основном экзогенные частицы, а комплекс эндогенных наполнителей ограничен только интерметаллидными фазами состава Al3X. Такой подход зачастую не обеспечивает существенного повышения уровня эксплуатационных свойств по сравнению с базовым сплавом. Известно, что армирование осуществляется наиболее эффективно и, как следствие, наиболее полно реализуется необходимый комплекс свойств, при использовании широкого спектра именно эндогенных упрочняющих соединений, формирующихся в ходе экзотермических реакций между предварительно введенными исходными реакционно-активными компонентами непосредственно в расплаве, поскольку такие процессы обеспечивают достижение хорошей адгезионной связи между наполнителем и матрицей, обусловленной близким решеточным соответствием матрицы и синтезированных фаз.
Кроме того, с точки зрения оптимального взаимодействия фаз и формирования заданной структуры и свойств литых алюминиевых композиционных сплавов в идеале следует отдавать предпочтение тем дисперсным наполнителям (в первую очередь, эндогенным), которые способны одновременно выполнять как армирующую, так и модифицирующую функции. Для такого подхода есть все основания, так как в литературе по литейным композициям многократно отмечалась активная зародышеобразующая функция ряда дисперсных частиц при кристаллизации матрицы того или иного композита. Известно (Чернышева Т.А., Кобелева Л.И., Шебо П., Панфилов А.В. Взаимодействие металлических расплавов с армирующими наполнителями. - М.: Наука, 1993, 272 с.), что при кристаллизации композиций, армированных только экзогенными дисперсными частицами карбида кремния, первичные кристаллы α-алюминия не могут зарождаться на поверхности частиц, что обусловлено плохой смачиваемостью и теплофизическими характеристиками наполнителей. В композиционных сплавах, содержащих экзогенные и эндогенные частицы металлоподобных карбидов и боридов, зарождение дендритов α-алюминия происходит на поверхности частиц. То же наблюдается и в случаях, когда матричный расплав легирован элементами, образующими при кристаллизации тугоплавкие интерметаллидные фазы.
Частицы металлоподобных карбидов, боридов и интерметаллидов оказывают модифицирующее действие на литую структуру композитов, так как характеризуются меньшим несоответствием решеток, высоким химическим сродством к матрице и более высокой теплопроводностью. В результате они являются активными центрами кристаллизации. Следует также отметить, что введение в расплав керамических наполнителей способствует уменьшению дендритного параметра. Одной из причин этого уменьшения является эффект ограничения кристаллизующихся объемов из-за наличия на границах растущих зерен армирующих частиц.
Таким образом, целесообразным представляется развивать такие подходы к синтезу литых композиционных сплавов, которые основываются именно на комплексном армировании базовых сплавов наполнителями различной природы и размеров, в первую очередь, эндогенными и способными выполнять модифицирующую функцию (TiB2, TiC, Al2O3, Al3Ti, AlTi и др.).
Техническим эффектом настоящего изобретения является получение литого композиционного сплава на базе стандартных алюминиевых сплавов, обладающего повышенными механическими и триботехническими свойствами и обеспечивающего стабильную эксплуатацию изделий при повышенных температурах.
Технический эффект достигается тем, что в литом композиционном сплаве на базе стандартных алюминиевых сплавов, содержащем включения интерметаллидных фаз размером <10 мкм в количестве 5-20 об.%, высокопрочные керамические наноразмерные частицы размером <50 нм в количестве 0,1-2,0% от массы расплава и армирующие дискретные керамические частицы со средним размером 14 мкм, введенные в расплав алюминиевого сплава в количестве 1-5% от его массы, в качестве интерметаллидных включений содержатся включения интерметаллидных фаз состава Al3X, AlX, AlX3, где Х - Ti, Zr, V, Fe, Ni, в качестве армирующих дискретных керамических частиц содержатся экзогенные частицы ZrC, B4C, SiC, ZrO2, BN, TiN и эндогенные частицы TiB2, TiC, Al2O3, формируемые в объеме расплава в ходе экзотермических реакций между предварительно введенными исходными реакционно-активными компонентами, в качестве высокопрочных керамических наноразмерных частиц содержатся эндогенные частицы TiB2, TiC, Al2O3.
Для формирования в объеме матричного сплава эндогенных упрочняющих фаз в качестве исходных компонентов используются такие порошковые частицы, при взаимодействии которых друг с другом и с матричным алюминиевым расплавом проходят интенсивные экзотермические реакции, приводящие к образованию новых эндогенных армирующих и модифицирующих фаз TiB2, TiC, Al2O3, Al3X, AlX, AlX3 (где Х - Ti, Zr, V, Fe, Ni). Дополнительное регулирование физико-механических и эксплуатационных свойств композиционного сплава в широких пределах может осуществляться за счет добавления в состав исходного порошкового брикета экзогенных керамических частиц. Следует отметить, что одним из важнейших условий при получении предлагаемых литых композиционных сплавов является высокая экзотермичность реакций химического взаимодействия исходных компонентов порошкового брикета, поскольку для обеспечения смачивания и усвоения экзогенных частиц необходимо создание градиента температур.
Предлагаемый способ приготовления литого композиционного сплава осуществляется следующим образом. Порошки исходных компонентов подвергают термической обработке (порошки керамических частиц прокаливают при 650-700°С в течение 1-1,5 часов в печной атмосфере, металлические порошки просушивают при 100-150°С в течение 1-1,5 часов) для удаления адсорбированной влаги и активации поверхности частиц. Затем порошки исходных реакционно-активных компонентов, армирующие дискретные керамические частицы и технологические добавки, в качестве которых используют криолит Na3AlF6 в количестве 0,1-0,2% и алюминиевый порошок в количестве до 30% от массы порошковой смеси, подвергают смешиванию в шаровой мельнице в течение 30-40 мин и прессуют в брикеты. Брикеты подогревают до 300±10°С и вводят в матричный расплав, перегретый до 850-900°С. После ввода брикетов расплав выдерживают в течение 15-20 мин для завершения протекания реакций синтеза эндогенных армирующих фаз с последующим перемешиванием для устранения структурной неоднородности и разливают. Экспериментально установлено, что ввод брикетов при температуре ниже 850°С не обеспечивает полного протекания реакций синтеза эндогенных упрочняющих фаз и, как следствие, необходимого уровня смачивания экзогенных керамических частиц. При температурах расплава свыше 900°С происходит интенсификация экзотермических реакций, приводящая к деградации экзогенной керамической фазы за счет взаимодействия с жидким алюминием. Таким образом, оптимальная температура для ввода брикетов в расплав должна находиться в интервале 850-900°С. Минимальное время выдержки, необходимое для ввода в алюминиевый расплав брикета и достаточное для завершения экзотермических реакций, составляет 15-20 минут. Разливка сплава до истечения этого времени нежелательна, поскольку при этом в структуре сплава могут присутствовать не прореагировавшие компоненты брикетов.
Для интенсификации и ускорения распада порошковых композиционных брикетов в матричном расплаве в состав исходной смеси добавляется алюминиевый порошок в количестве до 30% от массы смеси. Увеличение поверхности контакта порошковых наполнителей с алюминием и возрастание количества жидкой фазы, участвующей в реакциях in-situ, облегчает усвоение брикета расплавом и тем самым уменьшает время выдержки композиции до разливки.
Для активизации реакций синтеза эндогенных фаз предусмотрено добавление в состав исходной порошковой композиционной смеси криолита Na3AlF6 в количестве 0,1-0,2 масс.%, который растворяет оксидные пленки, присутствующие в расплаве и на поверхности частиц алюминиевого порошка.
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемый литой композиционный сплав и способ его получения отличаются от известного тем, что:
- исключается ввод экзогенных наноразмерных частиц, использование которых увеличивает себестоимость композиционных сплавов и осложняет процесс; кроме того, по литературным данным, ввод готовых наночастиц в расплав вызывает трудности технологического характера. Более предпочтительным является формирование эндогенных наноразмерных фаз непосредственно в расплаве в ходе реакций между предварительно введенными исходными компонентами, которые будут выполнять также роль модификаторов, причем как для матрицы, так и для образующихся интерметаллидных соединений;
- новый сплав дополнительно содержит эндогенные армирующие и модифицирующие фазы, при этом номенклатура используемых эндогенных фаз расширяется, включая не только интерметаллидные соединения типа Al3X: TiB2, TiC, Al2O3, Al3X, AlX, AlX3 (где Х - Ti, Zr, V, Fe, Ni);
- расширяется номенклатура базовых матричных сплавов; в качестве матричных сплавов взамен АК12 (система Al-Si) предлагается использовать литейные алюминиевые сплавы, содержащие магний (системы Al-Mg, Al-Si-Mg, Al-Si-Cu-Mg и др.), которые более технологичны с точки зрения получения литых композиционных сплавов, поскольку присутствие магния в расплаве облегчает ввод в расплав и улучшает смачивание и усвоение экзогенной дисперсной фазы;
- для интенсификации распада порошковых брикетов в расплаве и уменьшения времени выдержки композиции до разливки в исходную порошковую смесь дополнительно добавляется алюминиевый порошок, а для активизации реакций синтеза эндогенных фаз предусмотрено использование криолита Na3AlF6.
Подогрев брикетов до 300±10°С перед вводом и добавление алюминиевого порошка позволяют интенсифицировать взаимодействие компонентов с расплавом и за счет этого сократить время выдержки композиции перед разливкой до 15-20 мин.
Изобретение может быть проиллюстрировано следующими примерами.
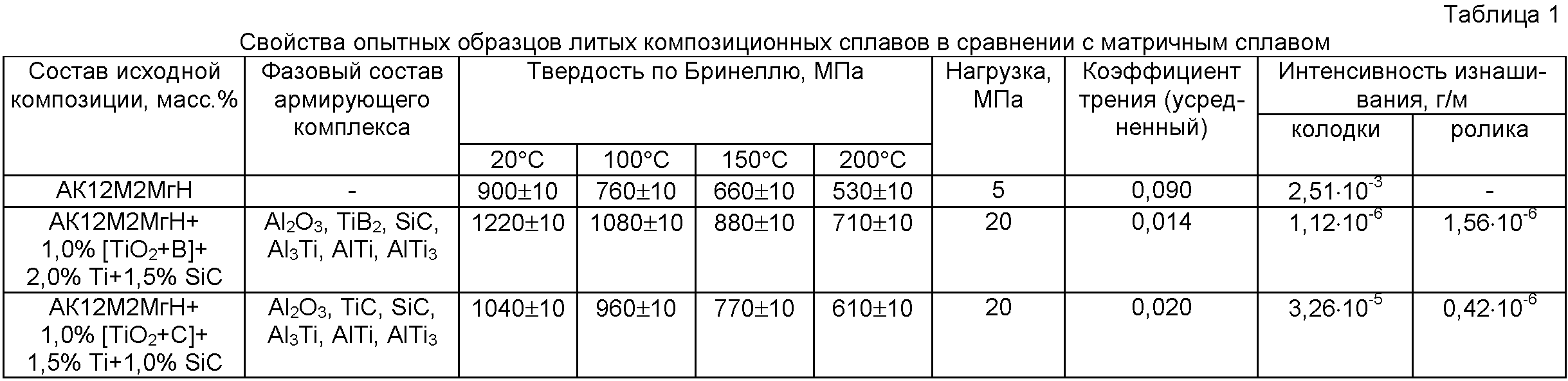
По вышеизложенной технологии были приготовлены литые композиционные сплавы (табл.1) на базе стандартного сплава АК12М2МгН системы Al-Si-Cu-Mg-Ni.
В табл.1 также представлены численные значения твердости НВ образцов алюмоматричных композиционных сплавов (АКС) в литом состоянии и результаты испытаний образцов АКС на трение и износ в сравнении с матричным сплавом. Результаты испытаний свидетельствуют о повышении твердости АКС на 35-40% при нормальной температуре и до 30% при температуре 200°С. Твердость образцов возрастает с увеличением суммарной объемной доли армирующей фазы с 2,5 до 5%.
Трибологические свойства образцов АКС оценивали по величине коэффициента трения и интенсивности изнашивания. Установлено, что образцы из АКС при температуре 20°С имеют коэффициент трения в 5-7 раз ниже, а износостойкость в 10-12 раз выше по сравнению с базовым сплавом. Достигнутые показатели твердости превосходят аналогичные показатели прототипа на 40-45%, а износостойкость новых сплавов в сравнении с прототипом выше в 2-2,5 раза.
В табл.2 приведен сравнительный анализ степени усвоения исходного порошкового брикета при различном составе композиции и времени выдержки композиции до разливки. Видно, что наибольшую степень усвоения армирующих компонентов, а следовательно, и меньший расход армирующего наполнителя обеспечивает предлагаемый способ получения литого композиционного сплава, основанный на использовании в составе брикета криолита в качестве технологической добавки.
Высокий уровень трибологических свойств АКС позволяет рекомендовать их для широкого применения в трибосопряжениях различного технологического оборудования, автомобильной, дорожно-строительной технике и других областях взамен традиционных антифрикционных сплавов на медной, цинковой и алюминиевой основе.
|
Захватный корректирующий модуль
Способ работы мембранного привода с жесткими центрами
Установка для испытания образцов на усталость
Способ сборки деталей типа вал-втулка
Плоский шлифовальный круг и способ его изготовления
Редуктор-шарнир
Шаровая планетарная мельница для высокоэнергетического измельчения материалов
Способ гибкого ленточного шлифования
Комбинированный виброустойчивый инструмент
Способ диагностики сверточных кодов
Легкий бетон на основе отходов минерального сырья
Захватный корректирующий модуль
Способ работы мембранного привода с жесткими центрами
Установка для испытания образцов на усталость
Способ сборки деталей типа вал-втулка
Прутки из алюмоматричного композиционного материала для наплавки износостойких покрытий
Способ рафинирования алюминиевых сплавов

