Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА КОМПОНЕНТА ИЗ ВОЛОКНИСТОГО КОМПОЗИТА ДЛЯ АВИАЦИОННОЙ И КОСМИЧЕСКОЙ ТЕХНИКИ
Вид РИД
Изобретение
Настоящее изобретение относится к способу производства компонента из волокнистого композита, в частности для авиакосмической промышленности, к вставке в пресс-форму для производства компонента из волокнистого композита этого типа и к компоненту из волокнистого композита, который имеет по меньшей мере один усиливающий элемент, который изготовлен с помощью вставки в пресс-форму этого типа и/или способа этого типа.
Хотя настоящее изобретение и техническая задача, на которой оно основано, применимы к любому компоненту из волокнистого композита, они будут описаны более подробно ниже в отношении плоских компонентов из пластика, армированного углеродным волокном (CFRP - далее "углепластик"), которые усилены усиливающими элементами, также известными как стрингеры, например, панели оболочки летательного аппарата.
В области авиации общеизвестно усиление углепластиковых панелей обшивки углепластиковыми стрингерами для того, чтобы выдерживать высокие нагрузки при максимально возможном уменьшении массы. В этом отношении различают в сущности два типа стрингеров - Т-образные стрингеры и омега-образные стрингеры. В поперечном сечении Т-образные стрингеры состоят из основания и полки. Основание образует поверхность соединения с панелью обшивки. Использование панелей обшивки, усиленных Т-образными стрингерами, широко распространено в авиастроении. Омега-образные стрингеры имеют более-менее шляпную форму и их основания служат для соединения с панелью обшивки. Омега-образные стрингеры могут быть соединено с отвержденной или неотвержденной панелью обшивки в отвержденном или неотвержденном состоянии, или их отверждают одновременно с панелью обшивки, в мокром состоянии. В этом отношении различают в сущности три разных способа соединения:
1. Вторичное связывание:
Жесткое/жесткое адгезионное связывание с помощью клейкой пленки
2. Совместное связывание:
Жесткое/мокрое адгезионное связывание, по выбору с помощью клейкой пленки
3. Совместное отверждение:
Мокрое/мокрое адгезионное связывание.
Также возможны промежуточные состояния, такие как частично отвержденное. Однако для производства неотвержденных или отвержденных панелей обшивки, усиленных отвержденные и/или неотвержденные омега-образные стрингеры, необходимы опорные вставки или вставки в пресс-форму. С одной стороны, функция опорной вставки или вставки в пресс-форму заключается в фиксации и поддержке неотвержденных волокнистых полуфабрикатов, расположенных под полостью отвержденных стрингеров, панели обшивки и/или нестабильных волокнистых полуфабрикатов стрингеров в желательной омега-форме в процессе производства. С другой стороны, опорная вставка или вставка в пресс-форму передает необходимое давление автоклава на неотвержденный соединяемый элемент в способах совместного связывания или совместного отверждения.
До сих пор были попытки использовать, например, профилированные трубчатые пленки из, например, полиамида (ПА) или фторполимера (FEP) или полые профилированные детали из силиконового каучука в автоклавном процессе для адгезионного связывания отвержденных омега-стрингеров с неотвержденной обшивкой как опорная вставка. Давление автоклава действует изнутри на трубчатую пленку или силиконовую профилированную деталь, которая, в свою очередь, передает давление автоклава на неотвержденный ламинат обшивки под омега-стрингером. После отверждения опорные вставки удаляют.
Исследованные до сих пор материалы для опорных вставок не всегда приводят в воспроизводимо хорошему качеству компонентов. Не всегда может быть получен необходимый внутренний контур. Так называемые "трубные разрыватели" приводят к пористым ламинатам или неудовлетворительным адгезионным соединениям, и это приводит к дорогостоящим доводочным работам или браку.
Еще одна проблема в производстве панелей обшивки, усиленных омега-образными стрингерами заключается в том, что используемые в настоящее время материалы для опорных вставок или вставок пресс-формы дорогостоящие (в частности, полые профилированные детали, изготовленные из силиконового каучука, из-за короткого времени фиксации и возможного повреждения), и их трудно удалять после формирования омега-образных стрингеров (например, из-за включений пленки), так что материал, остающийся в стрингерах отрицательно влияет на совокупную массу летательного аппарата. Кроме того, в области обшивки могут встречаться скопления пор и отклонения волокон, которые могут отрицательно влиять на однородность, прочность и путь силы в структуре области обшивки.
Для подавления акустического шума, как известно, компаунд из углепластика и смолы наносят на поля обшивки между стрингерами.
На этой основе цель настоящего изобретения заключается в том, чтобы предложить более экономичный и легкий компонент из волокнистого композита, в частности для авиакосмической промышленности.
Эта цель достигнута согласно изобретению способом, который имеет признаки пункта 1 и/или 4, вставкой в пресс-форму, которая имеет признаки пункта 12, и/или компонентом из волокнистого композита, который имеет признаки пункта 14 формулы изобретения.
Соответственно предложен способ производства компонента из волокнистого композита, в частности для авиакосмической промышленности, имеющий следующие этапы. Прежде всего, вставку в пресс-форму создают из материала, содержащего пробку, используя инструмент для создания наружной формы вставки в пресс-форму. Эту вставку в пресс-форму, изготовленную таким образом, затем располагают на основе компонента из волокнистого композита, который будет изготавливаться, так, чтобы она опиралась по меньшей мере на частично отвержденный усиливающий элемент, чтобы сформировать по меньшей мере одну часть пресс-формы для компонента из волокнистого композита. По меньшей мере на эту часть пресс-формы многократно подают тепло и/или давление для производства компонента из волокнистого композита. В еще одном способе производства компонента из волокнистого композита, в частности для авиакосмической промышленности, вставку в пресс-форму формируют из материала, содержащего пробку, используя инструмент для создания наружной формы вставки в пресс-форму, причем эту вставку в пресс-форму затем располагают на основании производимого компонента из волокнистого композита. По меньшей мере один волокнистый полуфабрикат затем укладывают, по меньшей мере на части основания, чтобы получить по меньшей мере одну часть пресс-формы для производимого компонента из волокнистого композита. После этого осуществляют многоэтапную подачу по меньшей мере на эту часть пресс-формы тепла и/или давление, чтобы получить компонент из волокнистого композита.
Кроме того, вставка в пресс-форму для производства компонента из волокнистого композита, в частности усиливающий элемент, например, стрингер, укладывают на основание с материалом вставки, который содержит пробку.
Дополнительно, предложен компонент из волокнистого композита по меньшей мере с одним усиливающим элементом, в частности для авиакосмической промышленности, который изготовлен с использованием вставки в пресс-форму согласно изобретению и/или способом согласно изобретению.
Одна из идей, на которых основано настоящее изобретение, заключается в том, что вставка в пресс-форму выполнена из материала, содержащего пробку. Таким образом, по сравнению с подходами, упомянутыми в начале, настоящее изобретение имеет преимущество в том, что компонент из волокнистого композита может быть изготовлен с помощью более экономичной вставки в пресс-форму. Вставка в пресс-форму также может иметь несколько функций.
Усиливающий элемент может иметь полость и быть, например, омега-стрингером. Однако также возможны полости с другими поперечными сечениями, например, трапециевидным, треугольным, круглым, волнообразным и т.д. Усиливающие элементы без полости, например, Т-стрингеры, U-стрингеры, L-стрингеры также могут поддерживаться поперечно, например, вставкой в пресс-форму, действующей в качестве опорной вставки. Вставку в пресс-форму затем частично адаптируют, например, как наружную опорную вставку, или полностью адаптируют, например, как внутреннюю опорную вставку, в каждом случае к этим формам, и она имеет соответственную форму поперечного сечения.
Прежде всего, вставка в пресс-форму, опирающаяся на отвержденный или частично отвержденный усиливающий элемент, может быть применена с этим усиливающим элементом для неотвержденного, частично отвержденного или отвержденного компонента основания как опорная вставка усиливающего элемента.
Кроме того, вставка в пресс-форму может быть расположена на компоненте основания и использоваться для создания усиливающего элемента на неотвержденном, частично отвержденном или отвержденном компоненте основания, чтобы волокнистые полуфабрикаты для изготавливаемого усиливающего элемента можно было укладывать на вставку в пресс-форму.
При функционировании только как опорная вставка, после отверждения компонента из волокнистого композита в автоклаве, опорную вставку удаляют из усиливающего элемента и/или отсоединяют от него. Опорная вставка имеет стабильные размеры и, одновременно, упругая, что дает высококачественный компонент из волокнистого композита. Кроме того, ее можно использовать несколько раз и, таким образом, снижать расходы. Ее относительно небольшая масса означает, что с ней легко работать. Кроме того, ее можно перерабатывать.
При еще одном функционировании вставка в пресс-форму остается так называемой "балансирующей опорной вставкой" в и/или на усиливающем элементе. Дополнительно к вышеуказанным преимуществам также существует преимущество акустического шумоподавления, и можно, по меньшей мере частично, не использовать дополнительную звукоизоляцию из обычных материалов. Компонент из волокнистого композита в форме панели обшивки фюзеляжа имеет улучшенные ударные характеристики и улучшенные характеристики прогорания (которые также можно повысить путем добавления огнезащитных составов) из-за остающихся опорных вставок, изготовленных из пробки, в и/или на усиливающих элементах. Кроме того, таким образом становится возможной по меньшей мере частичная теплоизоляция.
Другие предпочтительные конфигурации и улучшенные варианты осуществления настоящего изобретения представлены в зависимых пунктах формулы изобретения.
Когда усиливающий элемент по меньшей мере частично отвержден, т.е., предварительно отвержден или отвержден, вставка в пресс-форму может быть снабжена по меньшей мере одним фиксирующим элементом для фиксации вставки в пресс-форму на усиливающем элементе. В частности, если вставка в пресс-форму остается в компоненте, эту фиксацию можно выполнить, например, в форме липких лент, и/или смоляных пленок, и/или клейких пленок, которые наносят в отдельных местах и/или непрерывно.
Если вставка в пресс-форму должна быть снова удалена, предпочтительно, чтобы по меньшей мере один фиксирующий элемент был прикреплен к вставке в пресс-форму и взаимодействовал с по меньшей мере одним фиксирующим вспомогательным элементом, который может быть прикреплен к усиливающему элементу так, чтобы его можно было из него удалить, и, например, этот по меньшей мере один фиксирующий элемент и по меньшей мере один вспомогательный фиксирующий элемент были выполнены магнитными полосами. В этом отношении, например, вставка в пресс-форму может быть снабжена магнитной полосой на одной или нескольких боковых сторонах, которые должны прилегать к усиливающему элементу. Эту магнитную полосу можно прикрепить и/или ввести в соответствующий (например, фрезерованный или отлитый) паз или выемку. Этот паз или выемка соответствует геометрическому поперечному сечению магнитной полосы. Преимущество заключается в простом введении магнитной полосы и фиксации заподлицо. В случае тонкостенной вставки в пресс-форму может быть сделано локальное утолщение в области крепления или введения магнитной полосы. Затем на соответствующую сторону/поверхность усиливающего элемента устанавливают съемную металлическую полосу, например, из листового металла, которая взаимодействует с магнитной полосой. Металлическая полоса как фиксирующее средство также может быть магнитной полосой. Преимущество заключается в том, что такое фиксирующее средство также легко устанавливать и удалять.
Согласно одному предпочтительному варианту осуществления изобретения, усиливающие средства расположены в области переходов, которые выполнены с острыми кромками, наружной формы вставки в пресс-форму. Эти усиливающие средства, в частности угловые профилированные детали, имеют преимущество в том, что они образуют острые кромки и углы, причем вставку в пресс-форму можно снабдить в этой области закруглениями, которые легко выполнить.
Разделительный слой предпочтительно наносят или выполняют на вставке в пресс-форму, и он предотвращает прилипание материала усиливающего элемента, или волокнистого полуфабриката, и/или матрицы к вставке в пресс-форму. Разделительный слой может быть прямо выполнен, например, путем механической обработки посредством шлифования и/или полирования. Однако разделительный слой также может состоять из разделительной пленки и/или жидкого разделительного вещества и может быть нанесен дополнительно. Он облегчает удаление вставки в пресс-форму после по меньшей мере частично отверждения части, полученной с помощью вставки в пресс-форму, компонента из волокнистого композита.
Термин "волокнистые полуфабрикаты" понимается как означающий текстильную ткань, прокладочный холст и волокнистый мат.Их получают с помощью матрицы, например, эпоксидной смолы, и затем отверждают, например, в автоклаве.
Для этого можно использовать ручное ламинирование, препрег, литьевое прессование и/или вакуумную инфузию, так в сочетании со способом намотки.
Согласно еще одному предпочтительному варианту осуществления изобретения, вставку в пресс-форму располагают на части основания, состоящей из полуфабрикатов волокнистого композита, и/или по меньшей мере частично окружают волокнистыми полуфабрикатами для формирования по меньшей мере одной части пресс-формы компонента из волокнистого композита. Таким образом, части основания, например, панели обшивки, панели давления и т.д. могут быть выгодно сформированы с омега-стрингерами, а также с другими усиливающими элементами. В качестве альтернативы или дополнительно, также можно производить отдельные компоненты из волокнистого композита, форма которых полностью определяется вставкой в пресс-форму.
Во время производства, например, омега-стрингера вставка в пресс-форму отверждается и затем может быть удалена из упомянутого омега-стрингера в его продольном направлении, что облегчается разделительным слоем. Предотвращается повреждение вставки в пресс-форму за счет того, что она выполнена по меньшей мере с одним усиливающим слоем, состоящим, например, из стойкой на разрыв текстильной ткани и/или со стойкой на разрыв разделительной пленкой.
Согласно еще одному предпочтительному варианту осуществления изобретения, вставка в пресс-форму выполнена по меньшей мере с одним надрезом. Этот надрез предпочтительно расположен в продольном направлении вставки в пресс-форму. Таким образом, вставка в пресс-форму этого типа дает возможность производить стрингеры с поперечным сечением, которое изменяется в их продольном направлении.
Вставка в пресс-форму может быть получена путем формования под давлением. В этом способе порошок пробки, например, смешивают со связующим и наполнителем, состоящим, например, из гранул резины, и сжимают пресс-формой для получения желательной формы вставки в пресс-форму. Также можно полученную таким образом вставку в пресс-форму довести до конечных размеров путем механической обработки с удалением материала, например, резкой, шлифованием и полированием.
Вставка в пресс-форму также может состоять из по меньшей мере двух сегментов, например, двух сегментов, изготовленных формованием под давлением или другим способом, причем сегменты соединяют друг с другом клеем. Конечно, после этого они также могут быть обработаны.
Вставка в пресс-форму также может быть выполнена как полая вставка с внутренним пространством. В этом случае боковые стенки, состоящие из отдельных пластин, могут быть собраны, чтобы получить конечную форму. Также можно, чтобы вставка в пресс-форму была изготовлена формованием под давлением, и в таком случае внутреннее пространство заполнено соответствующим материалом.
В еще одном варианте осуществления формирование вставки в пресс-форму как полой вставки включает два этапа: предоставление сплошной профилированной детали, которая изготовлена, например, формованием под давлением. Наружный и внутренний контуры вставки в пресс-форму изготавливают, например, фрезерованием и/или резкой. Наружная форма инструмента для фрезерования и/или резки для формирования внутреннего пространства вставки соответствует геометрическому поперечному сечению внутреннего пространства вставки. Вращающийся инструмент для фрезерования или резки перемещают в сплошной профилированной детали в ее продольном направлении, одновременно выполняя продольный паз в головной стенке вставки в пресс-форму, изготавливаемую таким образом хвостовиком инструмента для фрезерования или резки. Этот паз может быть закрыт, например, соединяемой клеем полосой материала, содержащего пробку, и/или фиксирующим элементом с магнитными полосами.
В еще одном варианте осуществления формирование вставки в пресс-форму включает следующие этапы: предоставление листового материала, который изготовлен, например, каландрированием или другими способами формования под давлением. Затем вырезают заготовки, которые складывают фальцевальным инструментом и соединяют инструментом для вставки. В этом отношении инструмент для вставки действует как наружная пресс-форма. Еще одна вставка может быть введена во внутреннее пространство, и в этом случае, когда листовой материал складывают, эта вставка может действовать как вставка для намотки. Для фальцевания листовой материал может быть соответственно надрезан и/или снабжен надсечками.
Вставку в пресс-форму согласно изобретению для производства компонента из волокнистого композита, в частности усиливающего элемента в/на компоненте основания в авиационно-космической промышленности изготавливают из материала, содержащего пробку, как сказано выше.
Компонент из волокнистого композита, который имеет по меньшей мере один усиливающий элемент, в частности для авиакосмической промышленности, изготавливают, используя вставку в пресс-форму, описанную выше.
В еще одном варианте осуществления, в случае компонента из волокнистого композита, вставку в пресс-форму располагают на по меньшей мере одном усиливающем элементе в качестве звукопоглощающего и/или в качестве теплоизоляционного элемента. Ниже изобретение будет описано более подробно со ссылками на варианты осуществления, показанные на фигурах чертежей, на которых:
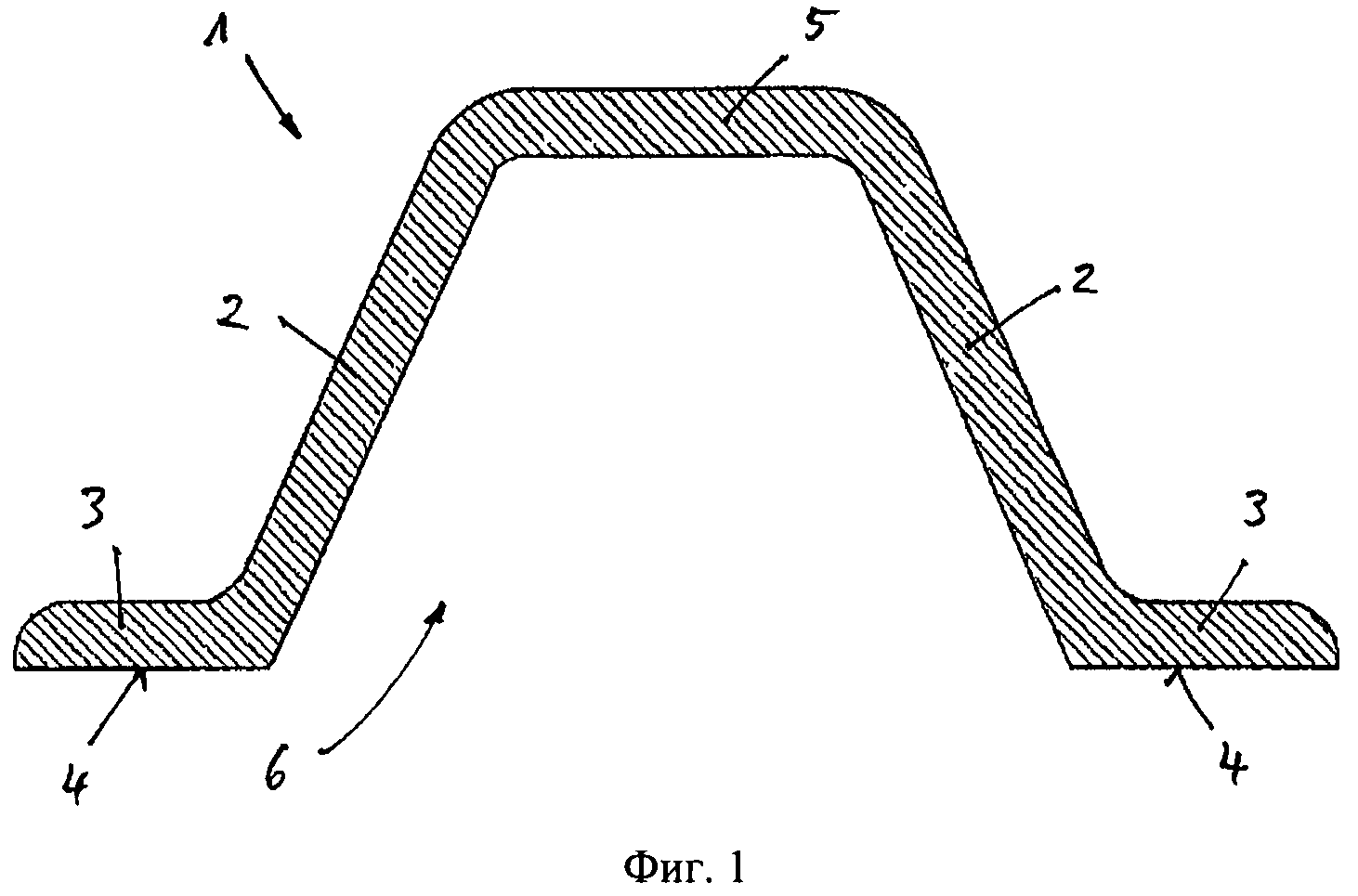
Фиг.1 - схематический вид в поперечном разрезе усиливающего элемента;
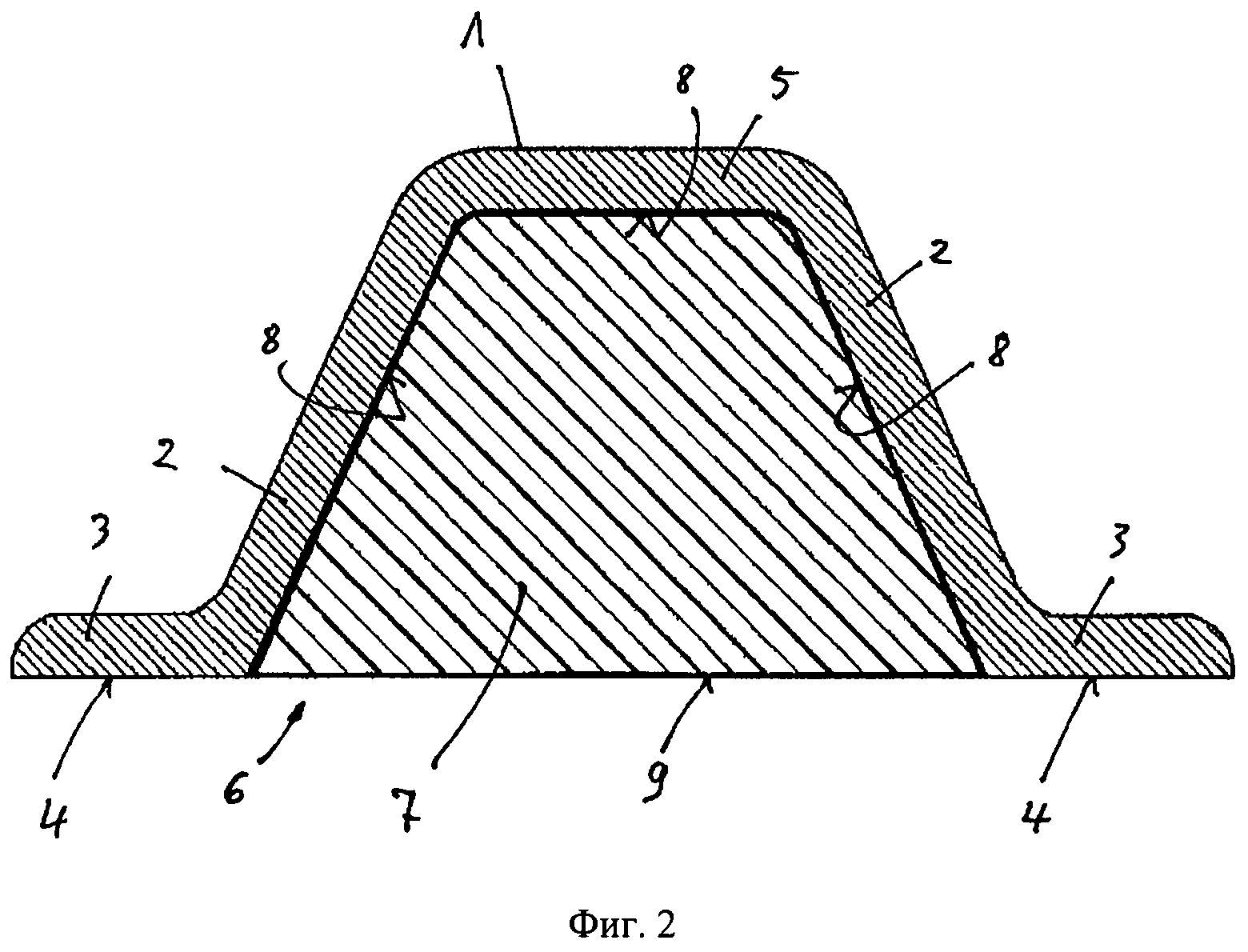
Фиг.2 - вид с Фиг.1 с поперечным разрезом первого варианта осуществления вставки в форму согласно изобретению;
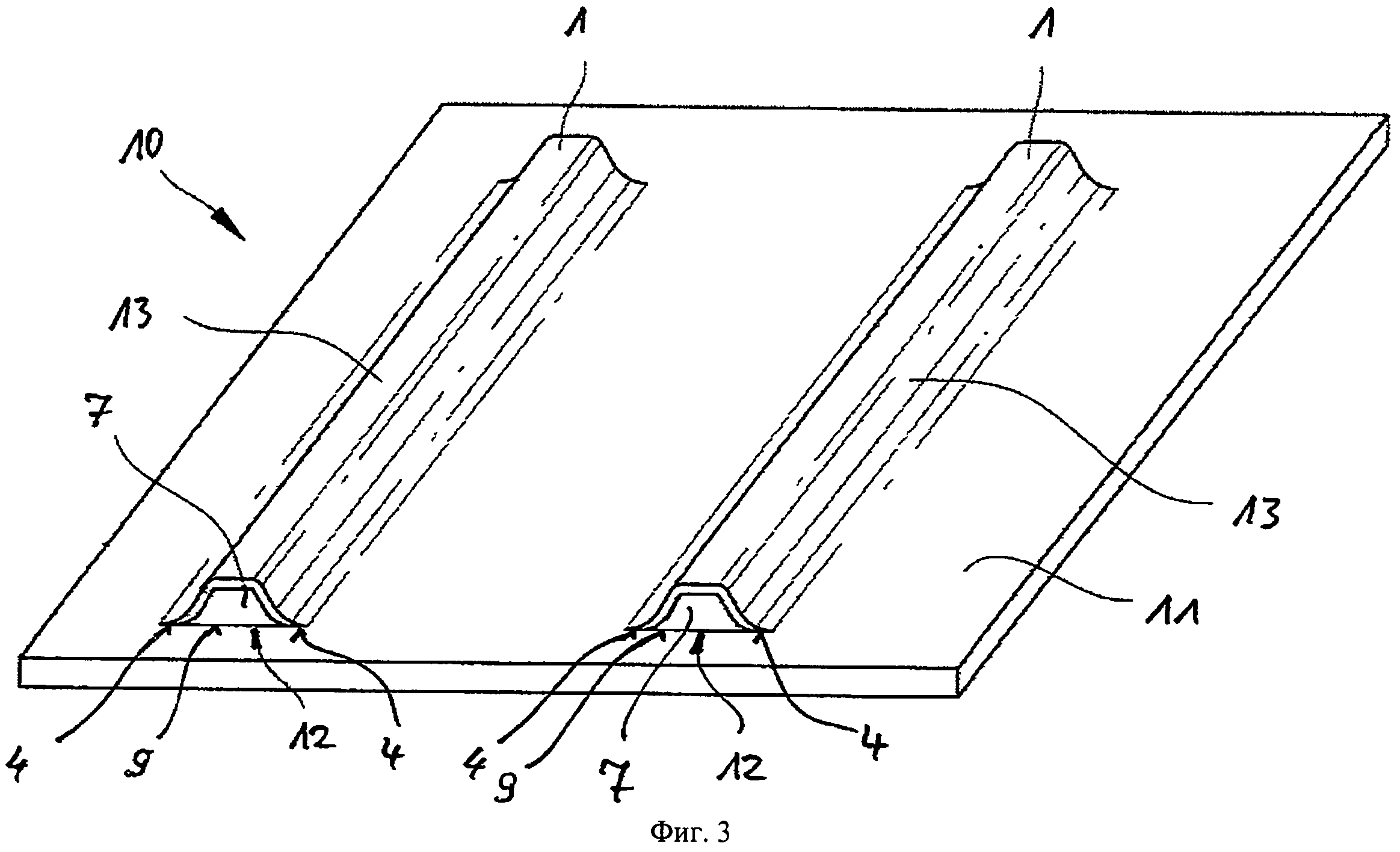
Фиг.3 - схематический перспективный вид варианта осуществления компонента из волокнистого композита согласно изобретению во время производства согласно первому способу изобретения;
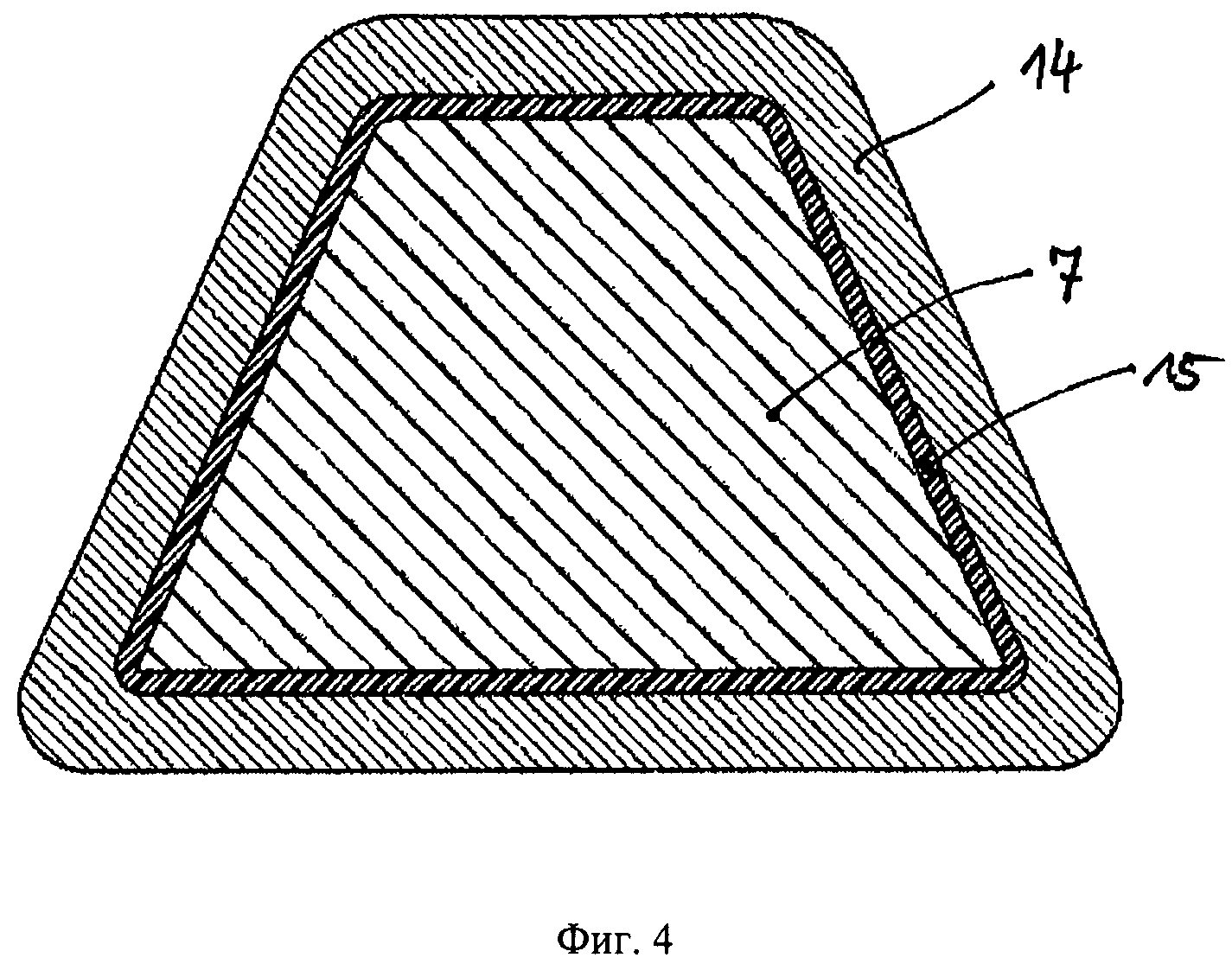
Фиг.4 - схематический вид в поперечном разрезе первого варианта осуществления вставки в пресс-форму согласно изобретению с Фиг.2 в инструменте для пресс-формы или вставки;
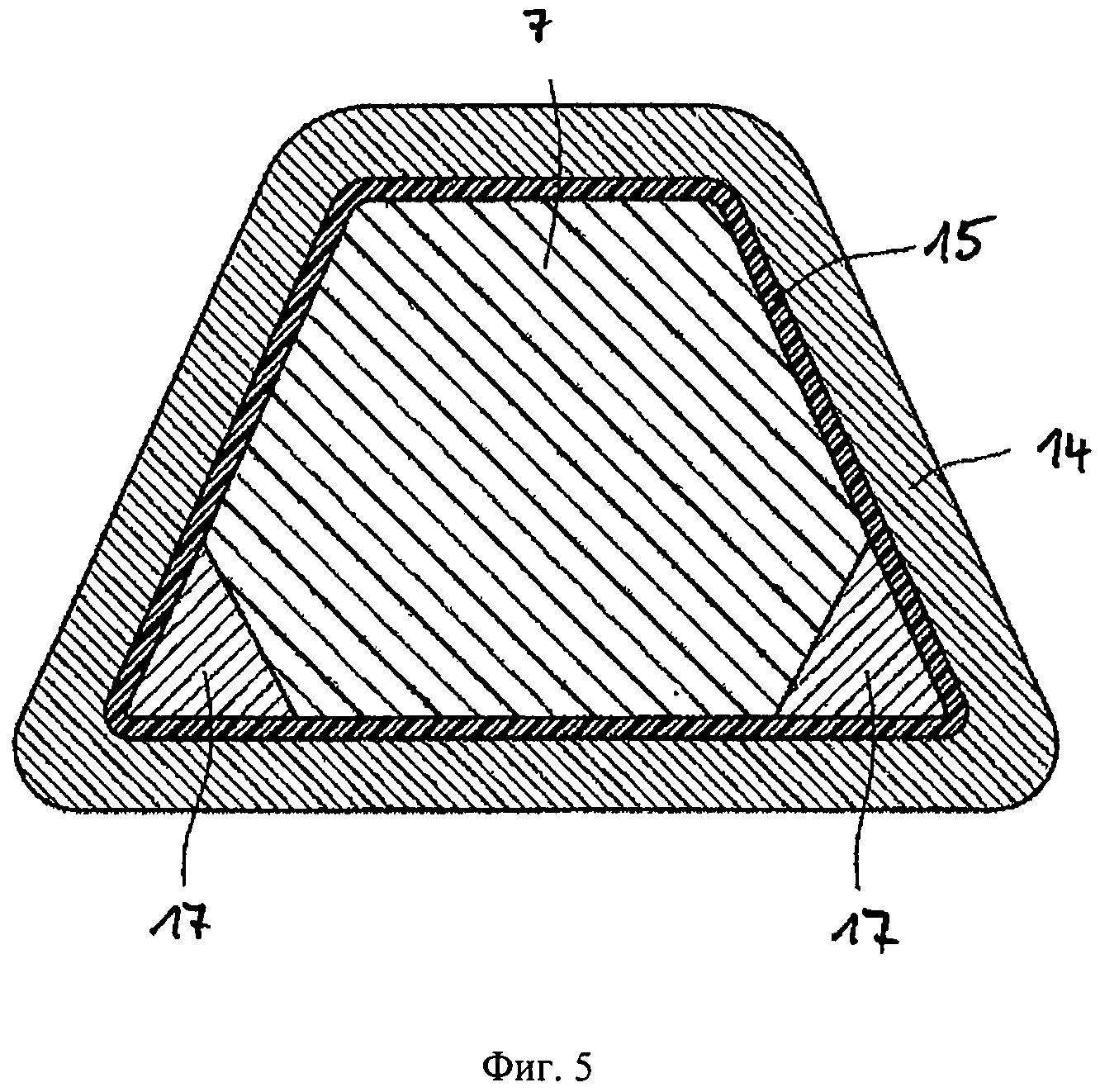
Фиг.5 - вариант первого варианта осуществления с Фиг.4;
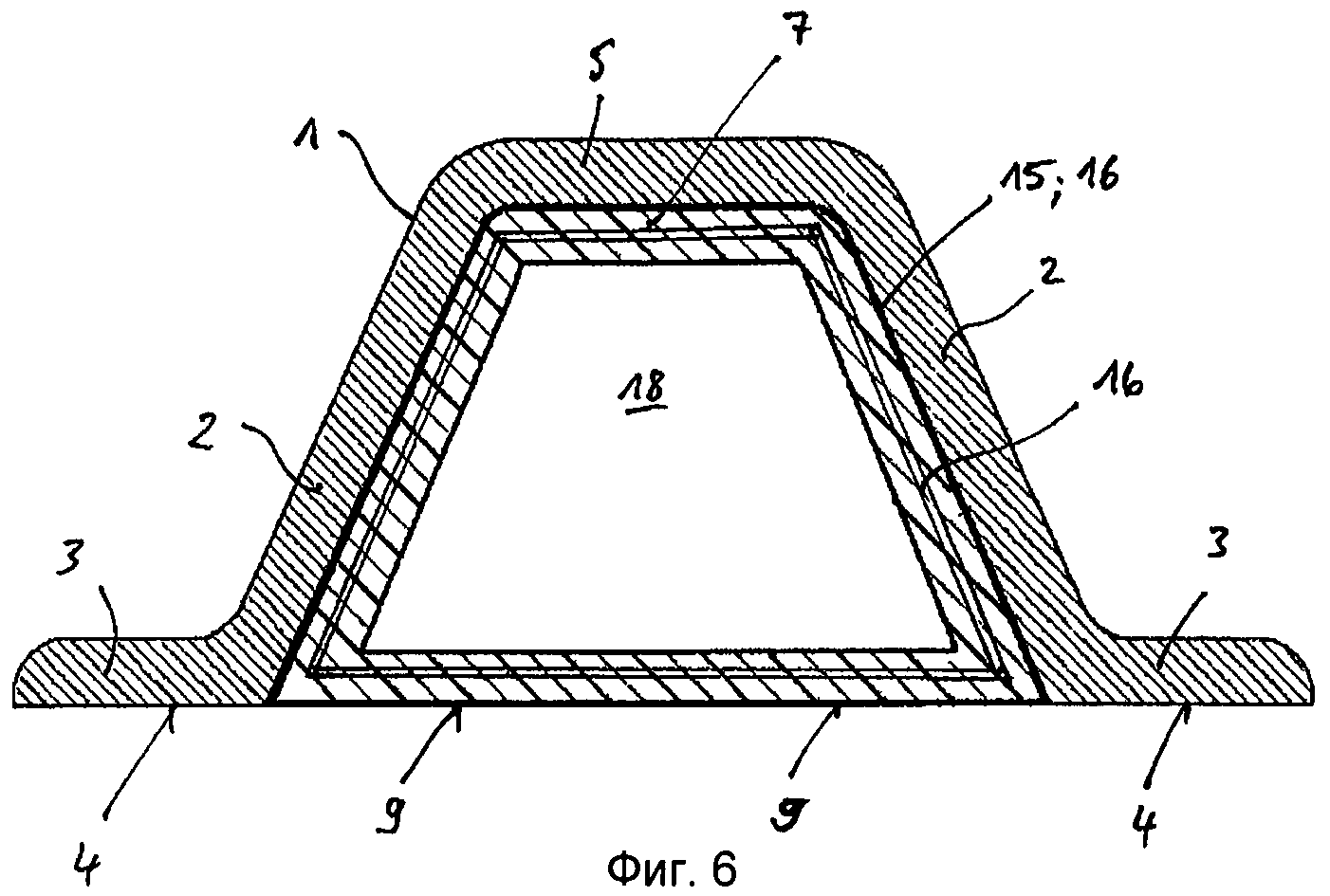
Фиг.6 - схематический вид в поперечном разрезе второго варианта осуществления вставки в пресс-форму согласно изобретению с усиливающим элементом с Фиг.1;
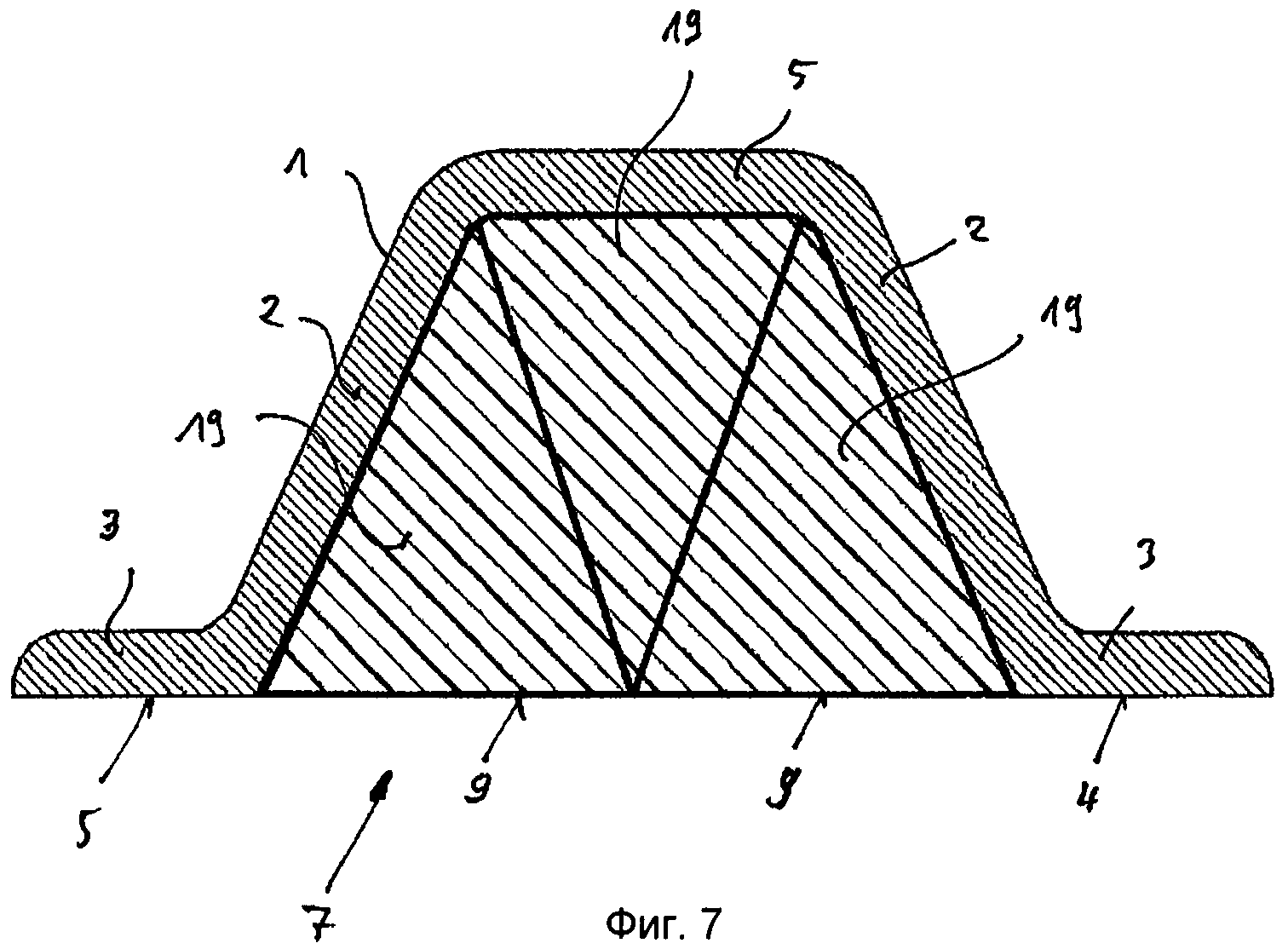
Фиг.7 - схематический вид в поперечном разрезе третьего варианта осуществления вставки в пресс-форму согласно изобретению с усиливающим элементом с Фиг.1;
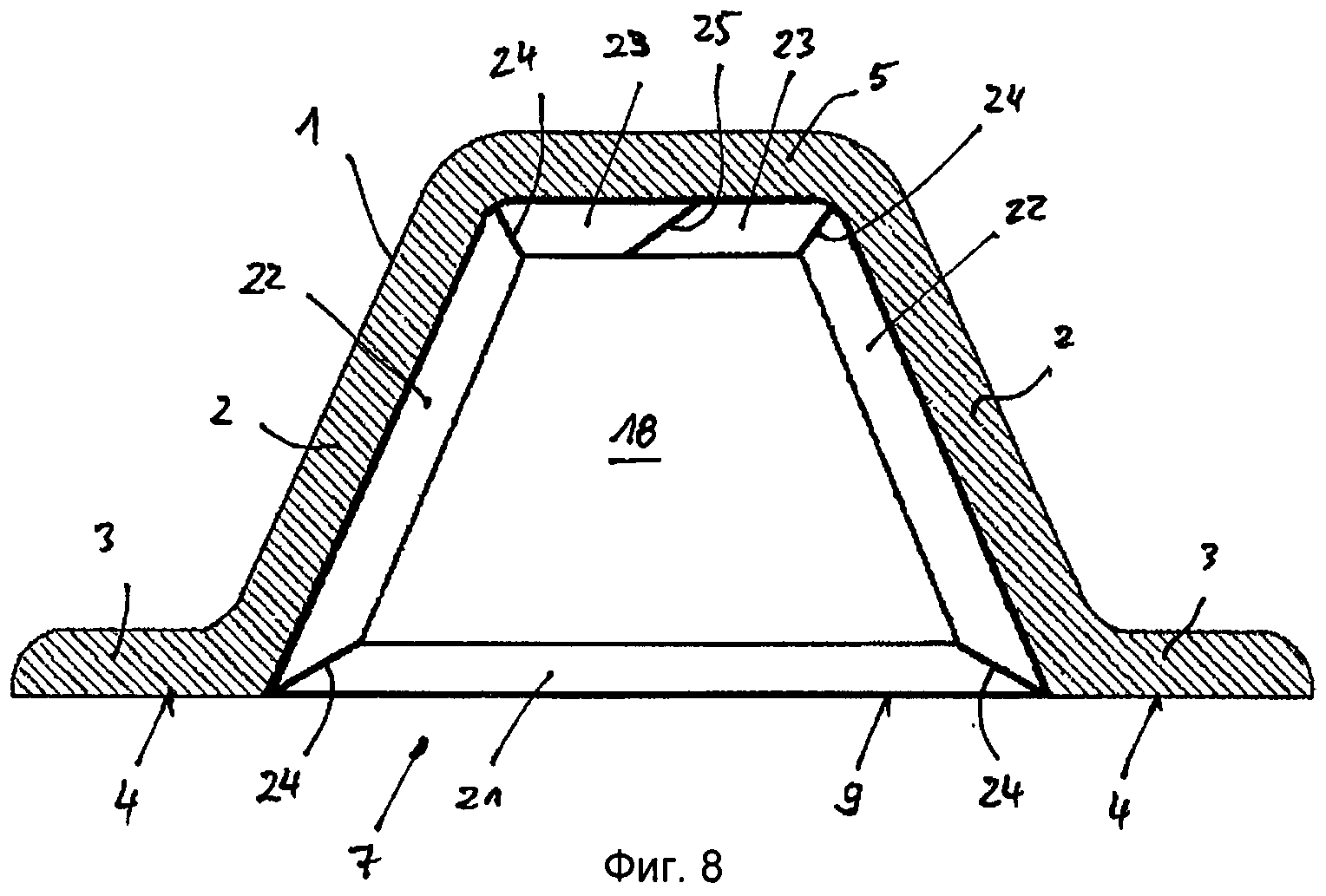
Фиг.8 - схематический вид в поперечном разрезе четвертого варианта осуществления вставки в пресс-форму согласно изобретению с усиливающим элементом с Фиг.1;
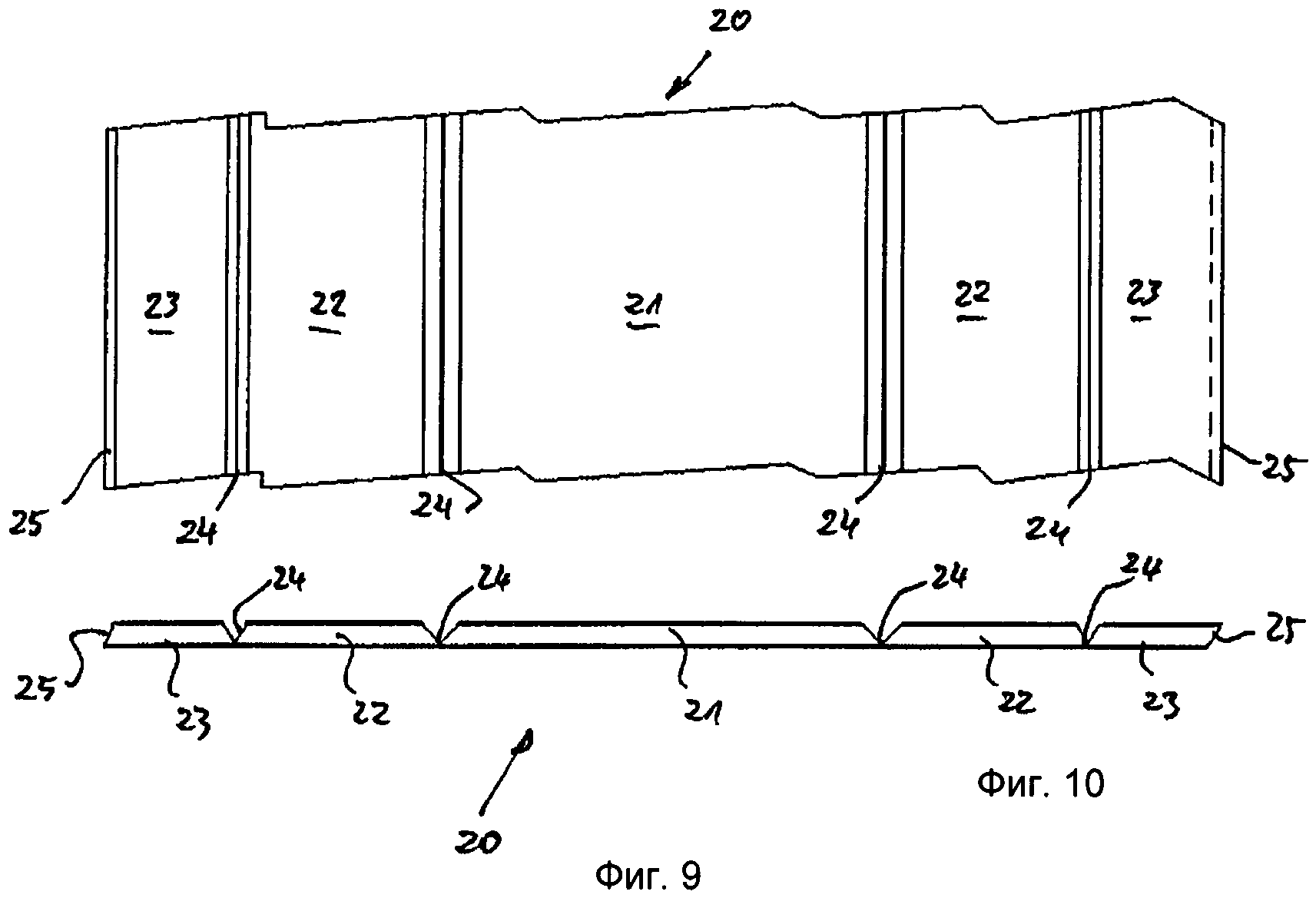
Фиг.9 - схематический вид в плане листового материала для производства четвертого варианта осуществления с Фиг.8;
Фиг.10 - вид сбоку листового материала с Фиг.9;
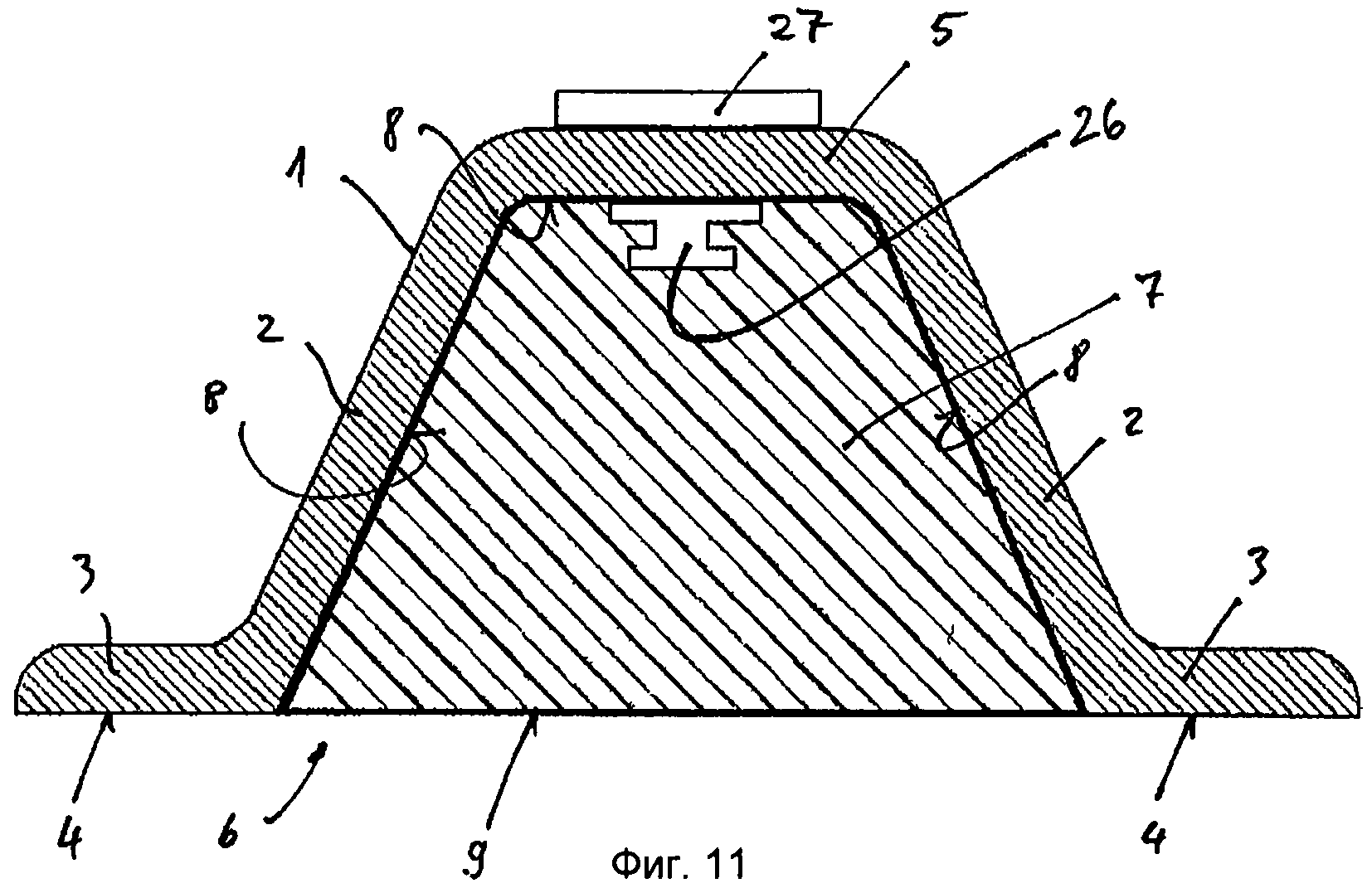
Фиг.11 - схематический вид фиксации вставки в пресс-форму согласно первому варианту осуществления и усиливающего элемента с Фиг.1;
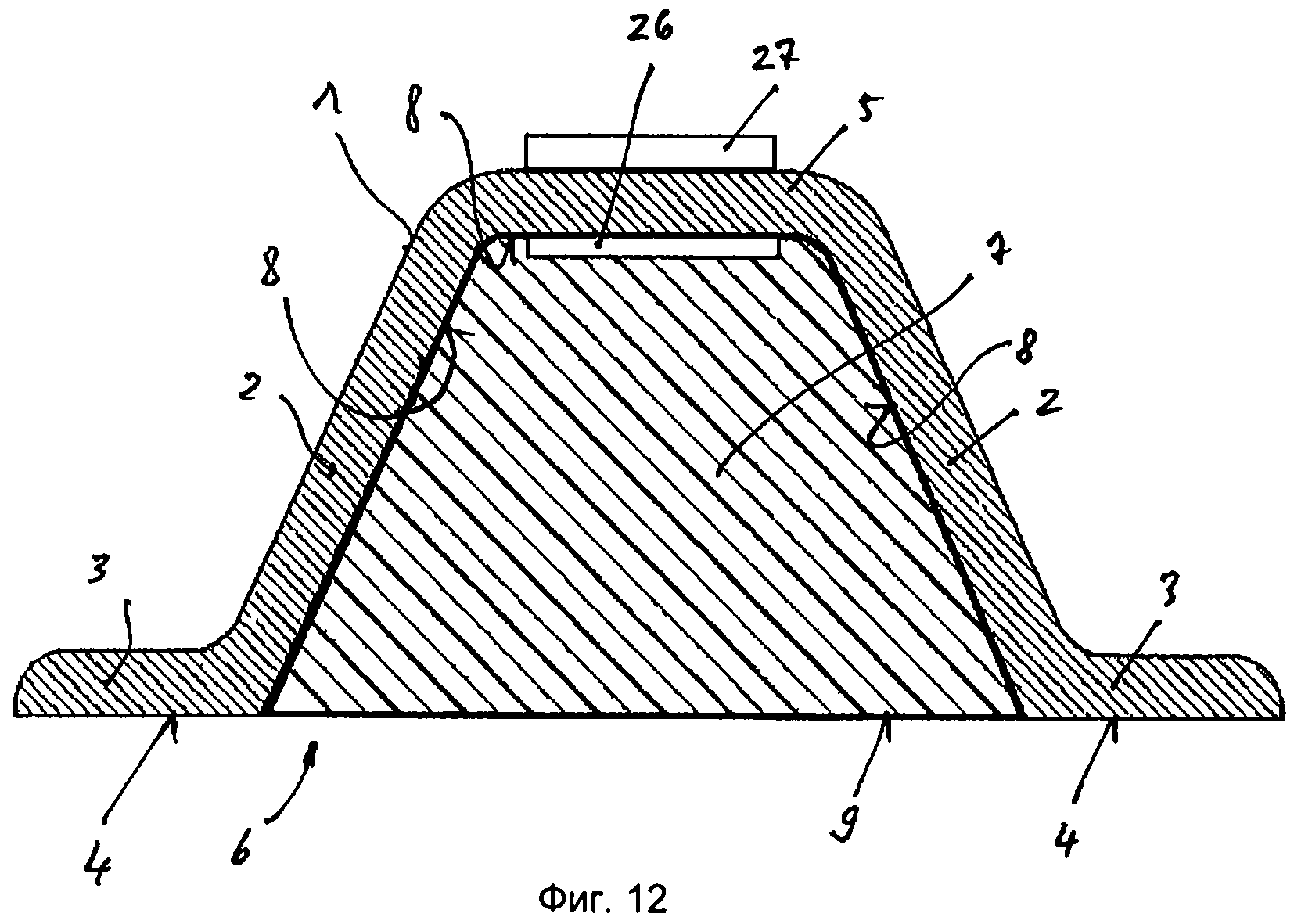
Фиг.12 - вариант фиксации, показанной на Фиг.11;
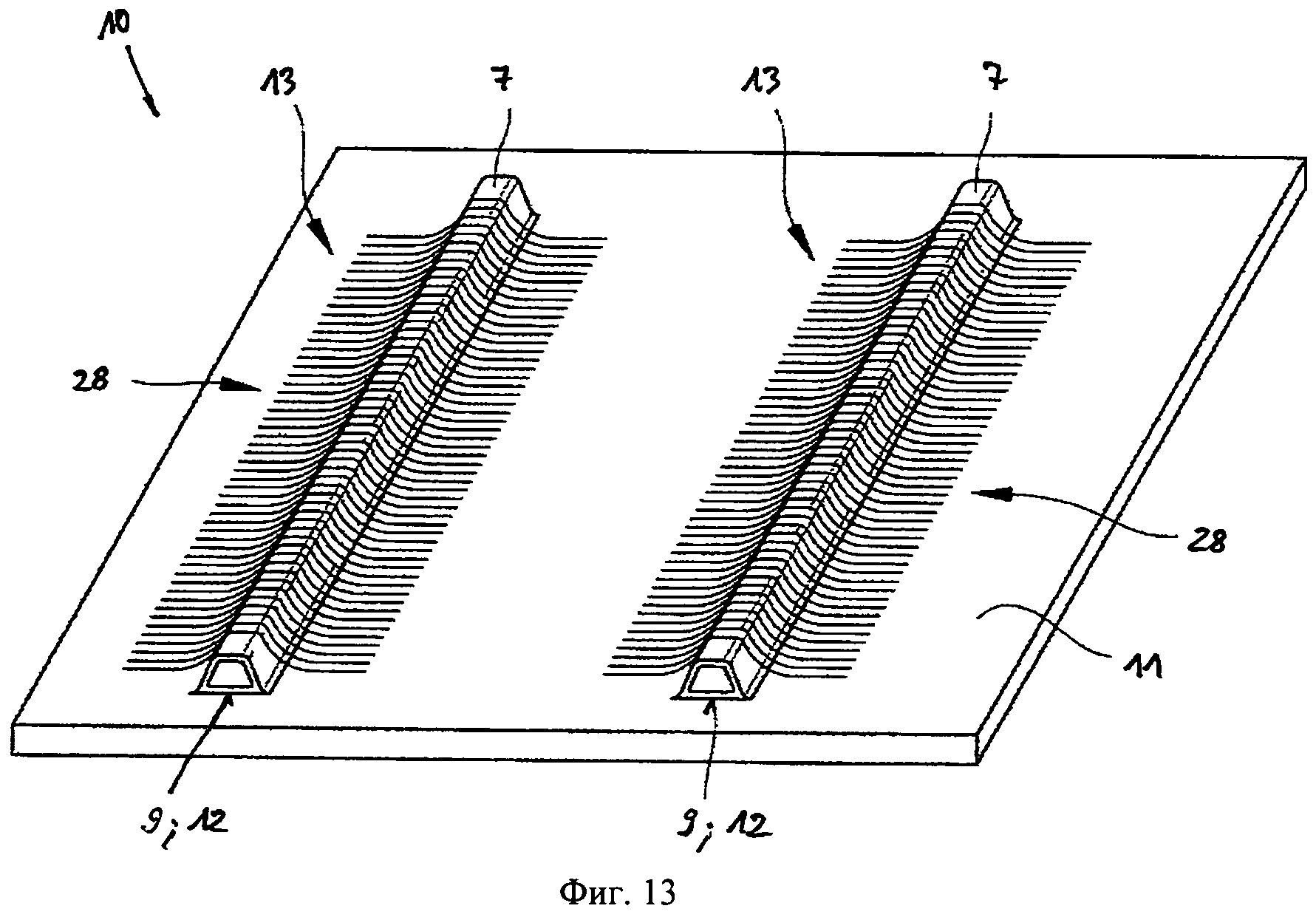
Фиг.13 - схематический перспективный вид варианта осуществления компонента из волокнистого композита согласно изобретению во время производства согласно второму способу изобретения;
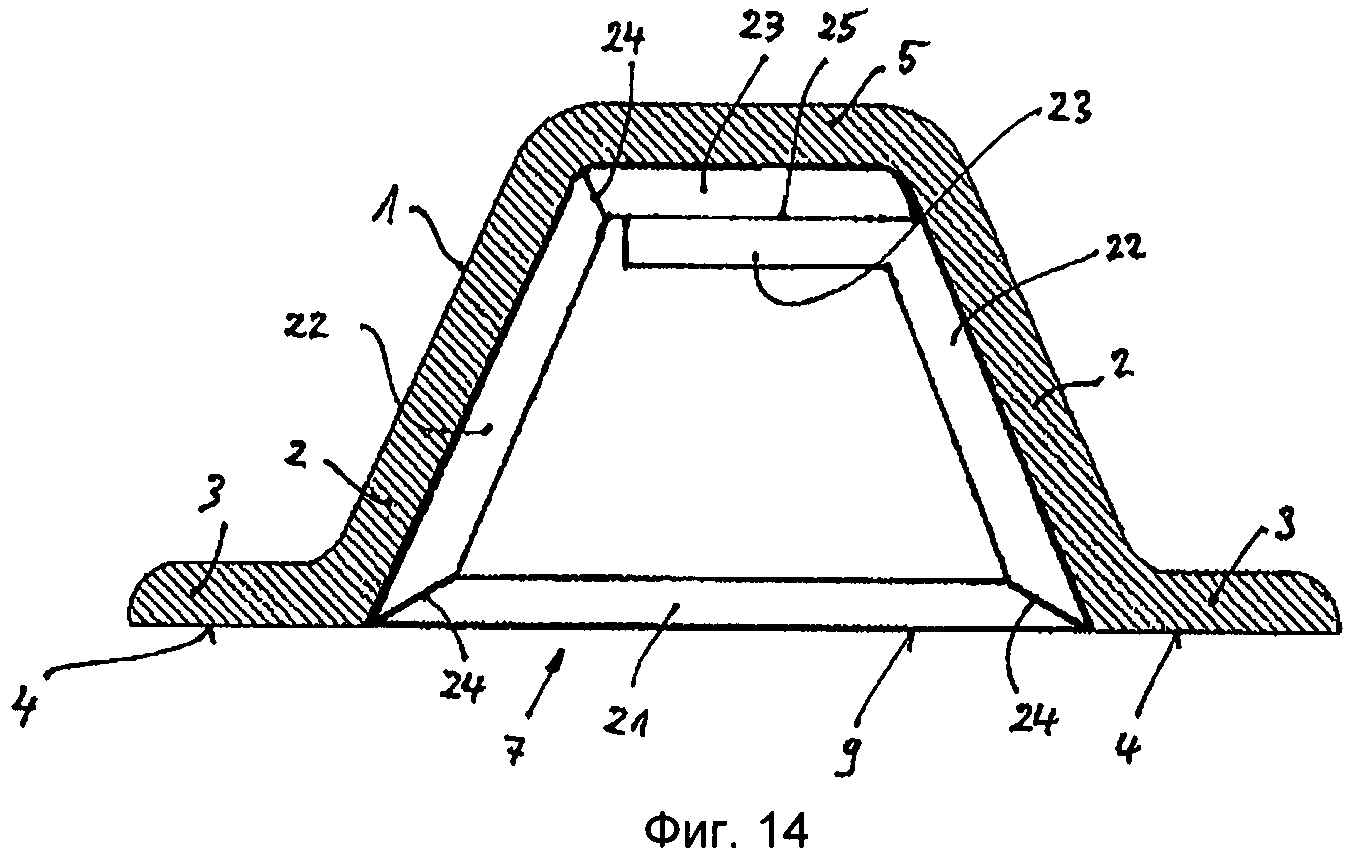
Фиг.14 - схематический вид в поперечном разрезе пятого варианта осуществления вставки в пресс-форму согласно изобретению с усиливающим элементом с Фиг.1;
Фиг.15а - схематический перспективный вид заготовки вставки для варианта второго варианта осуществления вставки в пресс-форму изобретения с Фиг.6;
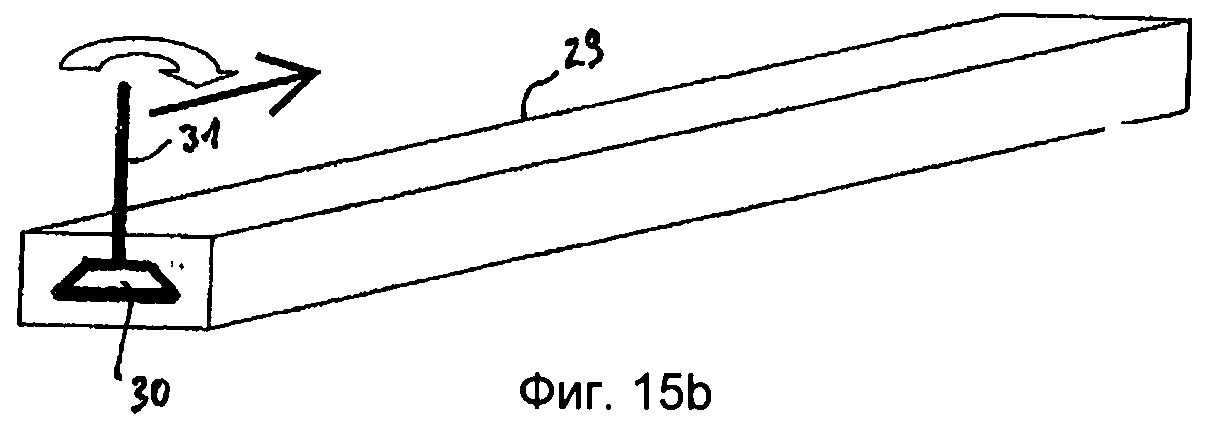
Фиг.15b - схематический перспективный вид механической обработки заготовки вставки с Фиг.15 а; и
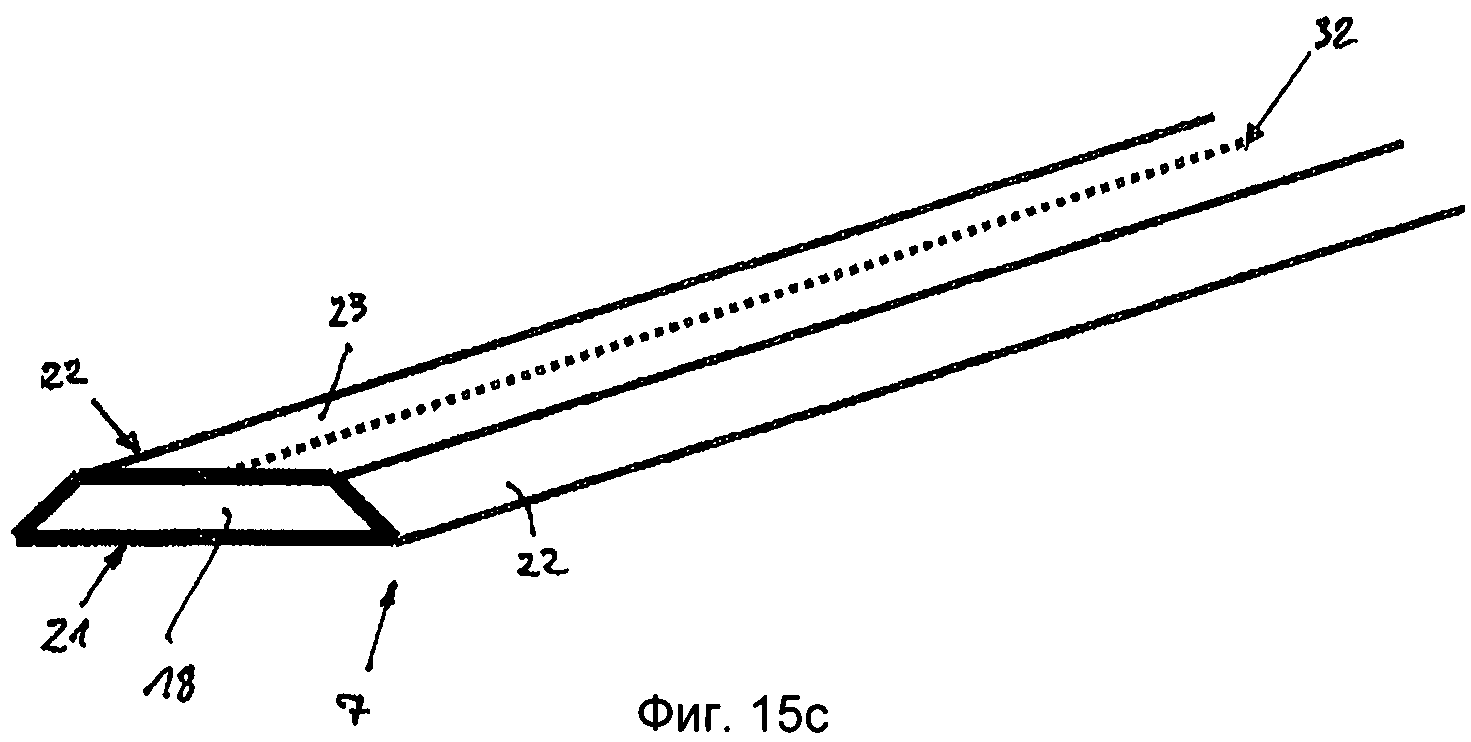
Фиг.15с - схематический перспективный вид варианта второго варианта осуществления вставки в пресс-форму изобретения с Фиг.6.
На всех фигурах чертежей идентичные или функционально идентичные элементы обозначены одинаковыми ссылочными номерами, если не указано иное. Сначала ссылка будет сделана на Фиг.1-3.
На Фиг.1 показан схематический вид в поперечном разрезе усиливающего элемента 1.
На Фиг.2 показан вид с Фиг.1 с поперечным сечением первого варианта осуществления вставки в пресс-форму 7 согласно изобретению, и на Фиг.3 показан схематический перспективный вид варианта осуществления компонента из волокнистого композита 10 согласно изобретению во время производства согласно первому способу изобретения. В этом варианте осуществления усиливающий элемент 1 является так называемым омега-стрингером с шляпообразным профилем, который показан на Фиг.1, и он стоит вертикально на плоскости чертежа. Перспективный вид представлен на Фиг.3, где показаны два усиливающих элемента 1, которые прикреплены для целей усиления к компоненту основания 11, например, панели обшивки или обшивки фюзеляжа самолета и космического ЛА (не показан).
Усиливающий элемент 1 (см. Фиг.1) имеет две противоположные полки 2, которые проходят наклонно вверх одна к другой и соединены на их верхних концах горизонтальным соединением, здесь называемым верхним элементом 5. К нижним концам полок 2 в каждом случае прикреплены направленные наружу и проходящие горизонтально опоры 3, имеющие нижние стороны. Эти нижние стороны представляют собой соединительные стороны 4 для установки и прикрепления к компоненту основания 11, который должен быть усилен (см. Фиг.3). Полки 2 и верхний элемент 5 охватывают приблизительно трапециевидную полость 6, нижнее отверстие которой закрыто компонентом основания 11 (см. Фиг.3).
На Фиг.3 усиливающие элементы 1 образуют с компонентом основания 11 часть пресс-формы 13 компонента из волокнистого композита 10. Для этого в каждом случае часть 12 внутренней поверхности расположена на поверхности компонента основания 11 под соответственным внутренним пространством 6 усиливающего элемента 1. Во внутренних пространствах 6 усиливающих элементов 1 расположена соответствующая вставка в пресс-форму 7, как показано в поперечном сечении на Фиг.2. Однако, также можно попарно располагать несколько вставок в пресс-форму 7.
В данном примере вставка в пресс-форму 7 полностью заполняет полость 6 усиливающего элемента 1, боковые стороны 8 вставки в пресс-форму 7 опираются на внутренние стороны полок 2 и верхнего элемента 5 усиливающего элемента 1 и контактируют с ними. Поверхность основания 9 вставки в пресс-форму 7 совмещена с соответствующими соединительными поверхностями 4 опор 3 усиливающего элемента 1.
В этом первом варианте осуществления способа согласно изобретению, усиливающий элемент 1 уже изготовлен в другом месте, для чего также может быть использована вставка в пресс-форму 7, и может быть по меньшей мере частично отвержден. В этом контексте термин "частично отвержденный" означает, что усиливающий элемент 1 достаточно затвердел и его можно транспортировать с места производства на компонент основания 11, который в этом варианте осуществления еще не отвержден. В этом отношении вставку в пресс-форму 7 помещают в полость 6 усиливающего элемента 1. Когда она расположена на компоненте основания 11, поверхность основания 9 вставки в пресс-форму закрывает часть 12 внутренней поверхности неотвержденного компонента основания 11 между соединительными поверхностями 4 опор усиливающего элемента 1. Усиливающий элемент 1 соединяют с компонентом основания 11 соединительными поверхностями 4 на еще одном этапе способа.
Для этого по меньшей мере часть 13 пресс-формы подвергают многократному воздействию тепла и/или давления в автоклаве, чтобы получить компонент из волокнистого композита 10, усиленный усиливающим элементом 1, с соединительными поверхностями 4, соединенными с компонентом основания 11. Для этого можно использовать разные способы производства. В данном случае предпочтительно выбрать способ так называемой вакуумной инфузии. Однако также здесь можно использовать способ препрега.
Части 12 внутренней поверхности компонента основания 11 поддерживаются и удерживаются поверхностями 9 основания вставок 7 в пресс-форму, так что в этих областях обшивки не происходят скопления пор и отклонения волокон на частях 12 внутренней поверхности. Это способствует однородности, прочности и пути силы в структуре области обшивки.
Далее производство вставок 7 в пресс-форму будет описано со ссылками на Фиг.4-10. На Фиг.4 показан схематический вид в поперечном разрезе первого варианта осуществления вставки в пресс-форму 7 согласно изобретению.
Вставка 7 в пресс-форму состоит из материала, который содержит пробку, например, порошок пробки со связующими и наполнителями. Также возможен состав из гранул пробки и гранул резины, который называется "резинопробка". Также возможен композитный материал, состоящий по меньшей мере из одного слоя пробки и по меньшей мере одного слоя резины. Этот материал вставки вводят в инструмент 14 и доводят до желательной формы с поперечным сечением вставки 7 в пресс-форму, в данном случае приблизительно трапециевидной. Это можно осуществить путем, например, формования под давлением. Применение нагрева может активировать связующие, как например, резину вулканизирующими веществами. Конечно, возможны и другие способы.
В данном примере вставка 7 в пресс-форму окружена разделительным слоем 15, который полностью покрывает ее на всех сторонах и подходит для способа ее производства и последующей механической обработки и обработки температурой и давлением. Разделительный слой 15 используется для четкого отделения вставки 7 в пресс-форму от инструмента 14 и от усиливающего элемента 1 и компонента основания 11 во время удаления из пресс-формы. Качество поверхности разделительного слоя 15 имеет значение для поверхности части 12 внутренней поверхности (см. Фиг.3). Разделительный слой 15 может быть получен непосредственно на детали, например, путем шлифования и полирования вставки 7 в пресс-форму. Также можно наносить подходящие покрытия, сделанные, например, из пластика, и/или жидкое разделительное вещество, и/или разделительную пленку.
В еще одной конфигурации также можно разрезать вставку 7 в пресс-форму для получения требуемого поперечного сечения. Тогда инструмент 14 будет схематически выглядеть, например, как режущий инструмент.
На Фиг.5 показан инструмент 14 с вставкой 7 в пресс-форму в варианте с другим поперечным сечением, в котором нижние угловые области заменены усиливающими средствами 17, например, полосами металла, пластика, пробки и/или резинопробки. Таким образом, вставка 7 в пресс-форму может иметь особо хорошо выполненные угловые области за счет того, что усиливающие средства 17 изготовлены в отдельном инструменте. Когда вставки 7 в пресс-формы удаляют из усиливающих элементов 1, эти усиливающие средства 17 также могут быть удалены или могут оставаться в усиливающем элементе 1, в зависимости от конфигурации.
На Фиг.6 показан схематический вид в поперечном разрезе второго варианта осуществления вставки 7 в пресс-форму согласно изобретению с усиливающим элементом 1 с Фиг.1. В этом варианте осуществления вставка 7 в пресс-форму выполнена с внутренним пространством 18, которое может быть заполнено еще одной вставкой во время производства вставки 7 в пресс-форму. Из-за ее небольшой массы этот тип вставки 7 в пресс-форму подходит, например, для того, чтобы оставаться в усиливающем элементе 1, причем возможную вставку удаляют из внутреннего пространства 18.
В этом случае вставка 7 в пресс-форму используется с усиливающим слоем 16, который является, например, прочным на разрыв слоем текстильной ткани. Однако он также может быть другим усиливающим материалом, например, прочной на разрыв разделительной пленкой. Этот усиливающий слой 16 также может использоваться вместо или как разделительный слой 15 (см. Фиг.4 и 5). Усиливающий слой 16 особенно выгоден, когда вставку 7 в пресс-форму вытягивают при удалении из пресс-формы, так как она защищена от повреждения упомянутым слоем и ее способность к повторному использованию возрастает.
На Фиг.7 показан схематический вид в поперечном сечении третьего варианта осуществления вставки 7 в пресс-форму согласно изобретению с усиливающим элементом 1 с Фиг.1, и в этом случае вставка 7 в пресс-форму состоит из трех сегментов 19. Здесь каждый сегмент 19 вставки имеет треугольное поперечное сечение, но без ограничения им. Сегменты 19 жестко соединены, например, адгезионной связью, один с другим, причем клей подходит для температур и давлений, используемых во время производства компонента из волокнистого композита 10, и стойкий к используемым материалам матрицы. Этот вариант осуществления подходит для относительно больших поперечных сечений вставки. Сегменты 19 могут быть изготовлены с помощью простых инструментов 14.
На Фиг.8 показан схематический вид в поперечном разрезе четвертого варианта осуществления вставки 7 в пресс-форму согласно изобретению с усиливающим элементом 1 с Фиг.1. В этой связи на Фиг.9 показан схематический вид в плане листового материала 20 для производства вставки 7 в пресс-форму четвертого варианта осуществления согласно Фиг.8, и на Фиг.10 показан вид сбоку листового материала 20 с Фиг.9.
Как и второй вариант осуществления с Фиг.6, вставка 7 в пресс-форму имеет внутреннее пространство 18. Вставка 7 в пресс-форму имеет стенку 21 основания, наружная поверхность которой формирует поверхность основания 9 вставки в пресс-форму. С концами стенки 21 соединена соответствующая боковая стенка 22 в сложенной части 24, причем наружные поверхности боковых стенок 22 прилегают к внутренним поверхностям полки 2 усиливающего элемента 1. Концы боковых стенок 22 также соединены в каждом случае со стенкой 23 верхнего элемента посредством сложенных частей 24. Своими наружными поверхностями стенки 23 верхнего элемента формируют контактную поверхность на внутренней поверхности верхнего элемента 5 усиливающего элемента 1. Свободные концы стенок 23 верхнего элемента перекрывают друг друга и соединены вместе, например, адгезионной связью в соединительной части 25.
Согласно четвертому варианту осуществления, прежде всего вставку 7 в пресс-форму обрезают до размера как вставку, сложенную из листового материала 20, показанного на Фиг.9. Листовой материал 20 на Фиг.9 проходит вверх и вниз на конкретную длину, которая соответствует длине вставки 7 в пресс-форму, или отрезается по этой длине. По ширине этого листового материала 20, т.е., слева направо на Фиг.9, вышеупомянутые отдельные части согласно Фиг.8 выполняют надсечкой и/или вырезом сложенных частей 24. Также в этом варианте осуществления соединительную часть 25 обрезают наискось для перекрывания. Складываемые части 24 также могут быть снабжены, например, клеем и/или зафиксированы клейкими полосами после складывания. На Фиг.10 показан вид сбоку листового материала 20. Здесь можно видеть, что в этой конфигурации складываемые части 24 имеют V-образные вырезы. Листовой материал может быть по выбору снабжен на одной и/или обеих сторонах разделительной пленкой и/или автоклавной пленкой.
Листовой материал 20, подготовленный таким образом, может быть подвергнут складыванию согласно поперечному сечению вставки 7 в пресс-форму с Фиг.8, так чтобы, например, боковые стенки 22 с прикрепленными к ним стенками 23 верхнего элемента были сложены налево и направо вокруг стенки 21 основания соответственно по часовой стрелке и против часовой стрелки, причем свободные концы стенок 23 верхнего элемента перекрываются в соединительной части 25 и крепятся друг к другу. Складывание можно осуществлять автоматически в подходящем фальцевальном инструменте, например, в продольном направлении вставки в пресс-форму (вертикально плоскости чертежа на Фиг.9). Для этого, вставка с поперечным сечением внутреннего пространства 18 может служить в качестве еще одного фальцевального инструмента, который легко вообразить.
Фиксация усиливающего элемента 1 и вставки 7 в пресс-форму может потребоваться во время транспортировки усиливающих элементов 1 с расположенными внутри вставками 7 в пресс-форму в качестве опорных вставок и во время размещения на компоненте основания 11 и для других целей. На Фиг.11 схематически показана фиксация вставки 7 в пресс-форму согласно первому варианту осуществления и усиливающего элемента 1 с Фиг.1, и на Фиг.12 показан вариант фиксации, показанной на Фиг.11.
Поскольку при по меньшей мере частично отвержденном усиливающем элементе 1 внутренние поверхности в полости 6 уже являются полуфабрикатами или сформованы полностью, можно снабдить по меньшей мере одну из боковых поверхностей 8 вставки 7 в пресс-форму, которая прилегает к усиливающему элементу 1, фиксирующим элементом 26. В варианте осуществления, который не показан, фиксирующий элемент 26, как клейкая лента, может быть прикреплен или к боковой поверхности 8, и/или к внутренней поверхности полости 6 усиливающего элемента 1. В конфигурации, показанной на Фиг.11 и 12, фиксирующий элемент 26 является в каждом случае магнитной полосой или металлической полосой/металлическим листом. На Фиг.11 фиксирующий элемент 26 имеет поперечное сечение, которое дает возможность вводить фиксирующий элемент 26 в продольном направлении вставки 7 в пресс-форму, в котором случае в его вертикальном направлении он принудительно удерживается во вставке в пресс-форму из-за формы поперечного сечения. Здесь выемка, имеющая поперечное сечение, соответствующее фиксирующему элементу 26, выполнена в верхней части вставки 7 в пресс-форму, причем поверхность фиксирующего элемента 26 лежит на внутренней поверхности верхнего элемента 5 усиливающего элемента 1. К противоположной наружной стороне верхнего элемента 5 прикреплен вспомогательный фиксирующий элемент 27, который взаимодействует с фиксирующим элементом 26, в этом случае за счет магнитных сил. В этом варианте осуществления вспомогательный фиксирующий элемент 27 является полосой листового металла, которая может быть намагничена. Это позволяет фиксировать заподлицо вставку 7 в пресс-форму и усиливающий элемент 1, причем вспомогательный фиксирующий элемент 27 прикреплен слегка адгезионным образом. Вспомогательный фиксирующий элемент 27 снова удаляют перед прохождением через автоклав, после того как усиливающий элемент установлен на компонент основания 11. Фиксирующий элемент 26 также может быть помещен в простую выемку, как показано на Фиг.12, в боковой поверхности 8 вставки 7 в пресс-форму. Фиксирующий элемент 26 и вспомогательный фиксирующий элемент 27 могут быть магнитными полосами. В случае тонкостенной вставки 7 в пресс-форму, например, во втором варианте осуществления с Фиг.6, область, в которой фиксирующий элемент 26 снабжен выемкой, должна быть утолщена.
Однако вставка 7 в пресс-форму согласно изобретению, которая содержит пробковый материал, также может использоваться в производственном процессе, в котором усиливающий элемент 1 непосредственно формируют на компоненте основания 11. В этом отношении на Фиг.13 показан схематический перспективный вид варианта осуществления компонента из волокнистого композита 10 согласно изобретению во время производства согласно второму способу изобретения. В этом случае вставка 7 в пресс-форму имеет, например, конфигурацию с внутренним пространством 18 согласно второму варианту осуществления с Фиг.6. Две вставки 7 в пресс-форму расположены на компоненте основания 11, причем их поверхности оснований 9 контактируют с соответствующими частями 12 внутренней поверхности. Вставки 7 в пресс-форму покрыты одним или несколькими слоями волокнистого полуфабриката 28, которые затем пропитывают матрицей для формирования частей 13 пресс-формы с усиливающими элементами. Однако волокнистый полуфабрикат также может быть предварительно пропитан смолой и, тогда, быть препрегом. Затем проводят отверждение, как сказано выше.
Изобретение не ограничено конкретным способом, показанным на чертежах, для производства компонента из волокнистого композита для авиакосмической промышленности.
Таким образом, например, идея настоящего изобретения также может быть применена к компоненту из волокнистого композита в спортивном оборудовании или автоспорте. Кроме того, форма вставки в пресс-форму может быть модифицирована многими разными способами.
Дополнительно, несколько вставок в пресс-форму можно использовать для формирования одной вставки в пресс-форму. В этом отношении цель заключается в том, чтобы создать более сложную геометрию с помощью большого количества вставок в пресс-форму. В результате, можно изготавливать более сложные компоненты из волокнистого композита.
Другие усиливающие профилированные детали, например, Т-стрингеры, L-стрингеры, U-стрингеры, трубы, смешанные формы упомянутых профилированных деталей и т.п.также могут поддерживаться вставкой 7 в пресс-форму согласно изобретению, состоящей из материала, содержащего пробку, в качестве опорной формы. Для этой цели вставка 7 в пресс-форму имеет соответственное поперечное сечение или соответственную форму части усиливающей профилированной детали, которую необходимо поддерживать. Фиксация может быть выполнена, например, как сказано выше, согласно Фиг.11 или 12.
Как показано на Фиг.14 в схематическом виде в поперечном разрезе пятого варианта осуществления вставки в пресс-форму согласно изобретению с усиливающим элементом с Фиг.1, сложенная вставка согласно Фиг.8 также может и меть в области верхнего элемента плоское перекрытие двух стенок 23 верхнего элемента с соединительной частью 25 на большой площади. Эта конфигурация особенно подходит для усиливающих элементов 1, которые уже отверждены, и область верхнего элемента которых не должны тогда формироваться вставкой 7 в пресс-форму.
Вместо складываемой вставки она также может состоять из отдельных пластин.
Также можно выполнить вставку 7 в пресс-форму из сплошного материала. В этом отношении на Фиг.15а-15с показаны схематические перспективные виды заготовки 29 вставки для варианта второго варианта осуществления вставки в пресс-форму согласно изобретению с Фиг.6, ее обработка и конечная форма. В этом отношении формирование этой вставки 7 в пресс-форму как полой вставки с внутренним пространством 18, включает следующие этапы: предоставление заготовки 29 или сплошной профилированной детали, которая изготовлена, например, формованием под давлением. Наружный и внутренний контуры вставки 7 в пресс-форму выполняют инструментом для фрезерования или резки 30, например. Наружная форма инструмента для фрезерования или резки 30 для формирования внутреннего пространства 18 вставки соответствует геометрическому поперечному сечению внутреннего пространства 18 вставки. Вращающийся инструмент для фрезерования или резки 30 перемещают в сплошной профилированной детали в ее продольном направлении, причем хвостовик 31 инструмента для фрезерования или резки 30 одновременно выполняет продольный паз 32 в стенке 23 верхнего элемента вставки в пресс-форму, изготавливаемой таким образом. Этот продольный паз 32 может быть закрыт или прикрепляемой полосой материала, содержащего пробку, и/или фиксирующим элементом 26 (см., например. Фиг.11, 12) с магнитными полосами. Наружную форма вставки 7 в пресс-форму, которая должна быть адаптирована к внутренней форме усиливающего элемента 1, выполняют соответствующей механической обработкой, например, фрезерованием или резкой заготовки 29. Однако, заготовка 29 уже может иметь конечный наружный профиль.
Изобретение предлагает способ производства компонента из волокнистого композита 10, в частности для авиакосмической промышленности, который включает следующие этапы: формирование вставки 7 в пресс-форму из материала, содержащего пробку, с использованием инструмента 14 для создания наружной формы вставки 7 в пресс-форму; расположение вставки 7 в пресс-форму, выполненной таким образом, чтобы она прилегала по меньшей мере к частично отвержденному усиливающему элементу 1 на компоненте основания 11 изготавливаемого компонента из волокнистого композита 10, чтобы сформировать по меньшей мере одну часть пресс-формы 13 изготавливаемого компонента из волокнистого композита 10, и неоднократное воздействие по меньшей мере на часть пресс-формы 13 теплом и/или давлением, чтобы получить компонент из волокнистого композита 10; и изобретение также предлагает вставку 7 в пресс-форму и компонент из волокнистого композита 10.
Предпочтительные варианты осуществления настоящего изобретения
1. Способ производства компонента из волокнистого композита (10), в частности для авиакосмической промышленности, который включает следующие этапы: формирование вставки в пресс-форму (7) из материала, содержащего пробку, с использованием инструмента (14) для создания наружной формы вставки в пресс-форму (7); расположение вставки в пресс-форму (7), сформированной таким образом, так, что она прилегает к по меньшей мере частично отвержденному усиливающему элементу (1) на компоненте основания (11) изготавливаемого компонента из волокнистого композита (10), чтобы сформировать по меньшей мере одну часть пресс-формы (13) изготавливаемого компонента из волокнистого композита (10), и неоднократное воздействие по меньшей мере на эту часть пресс-формы (13) теплом и/или давлением, чтобы получить компонент из волокнистого композита (10).
2. Способ по варианту осуществления 1, отличающийся тем, что предусмотрен по меньшей мере один фиксирующий элемент (26) для фиксации вставки в пресс-форму (7) на усиливающем элементе (1).
3. Способ по варианту осуществления 2, отличающийся тем, что по меньшей мере один фиксирующий элемент (26) прикрепляют к вставке в пресс-форму (7), и он взаимодействует с по меньшей мере одним вспомогательным фиксирующим элементом (27), который может быть закреплен с возможностью снятия на усиливающем элементе (1), и, например, этот по меньшей мере один фиксирующий элемент (26) и этот по меньшей мере один вспомогательный фиксирующий элемент (27) выполнены из магнитных полос.
4. Способ производства компонента из волокнистого композита (10), в частности для авиакосмической промышленности, который включает следующие этапы: формирование вставки в пресс-форму (7) из материала, содержащего пробку, с использованием инструмента (14) для создания наружной формы вставки в пресс-форму (7); расположение вставки в пресс-форму (7), сформированной таким образом, на компоненте основания (11) изготавливаемого компонента из волокнистого композита (10) и укладка, по меньшей мере на частях, по меньшей мере одного волокнистого полуфабриката (28) на сформированную вставку в пресс-форму (7), чтобы сформировать по меньшей мере одну часть пресс-формы (13) изготавливаемого компонента из волокнистого композита (10), и неоднократное воздействие по меньшей мере на эту часть пресс-формы (13) теплом и/или давлением, чтобы получить компонент из волокнистого композита (10).
5. Способ по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что вставку в пресс-форму (7) по меньшей мере частично формируют с по меньшей мере одним усиливающим слоем (16), состоящим из стойкой на разрыв текстильной ткани и/или стойкой на разрыв разделительной пленки.
6. Способ по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что во время формирования вставки в пресс-форму (7) усиливающие средства (17), которые будут выполнены с острыми кромками, располагают в области переходов наружной формы формируемой вставки в пресс-форму (7).
7. Способ по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что во время и/или после формирования вставки в пресс-форму (7) на вставку в пресс-форму (7) наносят разделительный слой (15), который изготовлен, например, путем механической обработки посредством шлифования, и/или полирования, и/или дополнительно наносимой разделительной пленки, и/или жидкого разделительного вещества.
8. Способ по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что вставка в пресс-форму (7) состоит из по меньшей мере двух сегментов (19).
9. Способ по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что вставка в пресс-форму (7) выполнена как полая вставка с внутренним пространством вставки (18).
10. Способ по меньшей мере по одному из предшествующих вариантов осуществления, отличающийся тем, что формирование вставки в пресс-форму (7) включает следующие этапы: предоставление листового материала (20); нарезание заготовок по размеру; складывание заготовок с помощью фальцевального инструмента и соединение заготовок посредством инструмента (14).
11. Способ по меньшей мере по одному из вариантов осуществления 1-9, отличающийся тем, что вставку в пресс-форму (7) формируют путем формования под давлением.
12. Вставка в пресс-форму (7) для производства компонента из волокнистого композита (10), в частности усиливающего элемента (1), на компоненте основания (11) для авиакосмической промышленности, причем вставку в пресс-форму (7) формируют с использованием материала, содержащего пробку.
13. Вставка в пресс-форму (7) по варианту осуществления 12, отличающаяся тем, что вставку в пресс-форму (7) изготавливают способом по меньшей мере по одному из вариантов осуществления 1-11.
14. Компонент из волокнистого композита (10) по меньшей мере с одним усиливающим элементом (1), в частности для авиакосмической промышленности, который изготовлен вставкой в пресс-форму (7) по варианту осуществления 12 или 13 и/или способом по меньшей мере по одному из вариантов осуществления 1-11.
15. Компонент из волокнистого композита (10) по варианту осуществления 14, отличающийся тем, что вставку в пресс-форму (7) располагают так, чтобы она прилегала по меньшей мере к одному усиливающему элементу (1) как звукопоглотителю, теплоизоляционному элементу, и/или для улучшения ударных характеристик и/или характеристик прогорания.
Перечень ссылочных номеров
1 Усиливающий элемент
2 Полка
3 Опора
4 Соединительная поверхность
5 Верхний элемент
6 Полость
7 Вставка в пресс-форму
8 Боковая поверхность
9 Поверхность основания вставки в пресс-форму
10 Компонент из волокнистого композита
11 Компонент основания
12 Часть внутренней поверхности
13 Часть пресс-формы
14 Инструмент для изготовления вставки
15 Разделительный слой
16 Усиливающий слой
17 Усиливающие средства
18 Внутреннее пространство вставки
19 Сегмент вставки
20 Листовой материал
21 Стенка основания
22 Боковая стенка
23 Стенка верхнего элемента
24 Складываемая часть
25 Соединительная часть
26 Фиксирующий элемент
27 Вспомогательный фиксирующий элемент
28 Волокнистый полуфабрикат
29 Заготовка вставки
30 Инструмент для фрезерования или резки
31 Хвостовик
32 Продольный паз
Конструктивный компонент и фюзеляж самолета или космического летательного аппарата
Способ производства составной обшивки в области авиационной и космической промышленности
Способ усиления компонента из волокнистого композита и вакуум-мат и устройство для производства усиленного компонента из волокнистого композита
Соединительное устройство для соединения двух усиливающих элементов с разными профилями поперечного сечения для самолета или космического летательного аппарата и компонент обшивки
Несущее и стойкое к повреждению многослойное окно самолета
Способ по меньшей мере частичного восстановления или замены усиливающего элемента конструкции из волокнистого композита и соответствующее соединительное устройство
Способ и устройство для производства цилиндрических конструктивных компонентов
Устройство и способ для передачи данных и энергии через устройства сети
Способ получения цельной детали из волокнистого композита
Способ и устройство для обработки поверхности волокнистого композита
Конструктивный компонент и фюзеляж самолета или космического летательного аппарата
Способ производства составной обшивки в области авиационной и космической промышленности
Способ усиления компонента из волокнистого композита и вакуум-мат и устройство для производства усиленного компонента из волокнистого композита
Соединительное устройство для соединения двух усиливающих элементов с разными профилями поперечного сечения для самолета или космического летательного аппарата и компонент обшивки
Несущее и стойкое к повреждению многослойное окно самолета
Способ по меньшей мере частичного восстановления или замены усиливающего элемента конструкции из волокнистого композита и соответствующее соединительное устройство
Способ и устройство для производства цилиндрических конструктивных компонентов
Устройство и способ для передачи данных и энергии через устройства сети
Способ получения цельной детали из волокнистого композита
Способ и устройство для обработки поверхности волокнистого композита

