Результат интеллектуальной деятельности: СПОСОБ СВАРКИ КРУПНОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ОБЕЧАЕК
Вид РИД
Изобретение
Изобретение относится к нефтяной и нефтеперерабатывающей промышленности и может найти применение при изготовлении оборудования для переработки нефти, в частности при сборке крупноразмерных металлических резервуаров типа сепараторов, отстойников, емкостей для хранения и подготовки нефти.
Известен способ монтажа барабана котла путем перемещения посредством роликов и установки барабана па опору верхней площадки каркаса котла. Барабан устанавливают на ролики предварительно изготовленными частями и производят их сборку на верхней площадке каркаса котла сваркой обечаек частей барабана и последующей термообработкой швов. При этом сварку обечаек секций барабана выполняют под флюсом многослойно, участками со смещением мест начала и конца участка шва в последующих слоях поворотом секций барабана при вращательном перемещении роликов. Термообработку швов в зонах сварки обечаек производят с помощью конвективных или индуктивных нагревателей, либо с использованием пара соседнего котла. Техническим результатом изобретения является повышение технологичности монтажа и снижение трудоемкости замены барабана котла (Патент РФ №2359168, опублик. 20.06.2009).
Наиболее близким к предложенному изобретению является способ изготовления крупноразмерной металлической обечайки, состоящей, по крайней мере, из двух металлических обечаек, включающий сварку металлических листов встык под флюсом с принудительной подачей флюса сверху и снизу сварного шва, вальцеванием из них цилиндров, сварку стыка вдоль цилиндров с принудительной подачей флюса сверху и снизу сварного шва, с получением цилиндрических обечаек, размещение цилиндрических обечаек на роликах торцевыми поверхностями друг к другу и сварку их встык по торцам цилиндрических обечаек. Повышается качество готового изделия (Куркин С.Л. и др. Технология, механизация и автоматизация производства сварных конструкций, М., «Машиностроение», 1989, с.40-41, с.60-61, рис.5, 6, 9, с.183-186, 221 рис.6 - прототип).
В предложенном изобретении решается задача повышения прочности сварных обечаек за счет повышения качества сварных швов.
Задача решается способом изготовления крупноразмерных металлических обечаек, включающим сварку металлических листов встык под флюсом с принудительной подачей флюса сверху и снизу сварного шва, из сваренных металлических листов вальцеванию цилиндра, сварку металлических листов встык вдоль цилиндра с формированием цилиндрической обечайки с принудительной подачей флюса сверху и снизу сварного шва, размещение цилиндрических обечаек на роликах торцевыми поверхностями друг к другу, сварку встык по торцам цилиндрических обечаек с одновременным вращением двух обечаек с принудительной подачей флюса сверху и снизу сварного шва, при сварке листов встык для принудительной подачи флюса снизу сварного шва под сварным швом размещают ванну с гибким днищем, наполненную флюсом, и поджимают гибкое днище и объем флюса снизу к сварному шву, при сварке встык по торцам цилиндрических обечаек для принудительной подачи флюса снизу сварного шва под сварным швом размещают чашеобразную емкость с эластичными бортами, способную свободно вращаться на оси, с осью на шарнире и с возможностью перемещаться по вертикали, размещают чашеобразную емкость под обечайками в зоне сварного шва с наклоном оси чаши к вертикали под углом 10-15 град. и контактированием борта чашеобразной емкости с днищем одной из обечаек, заполняют сварочным флюсом чашеобразную емкость и пополняют флюс при его расходовании, заполняют зону сварки между обечайками изнутри обечаек, вращают обечайки с передачей вращения чашеобразной емкости.
Сущность изобретения
При изготовлении крупноразмерных, т.е. более 1 м в диаметре, металлических обечаек особое внимание уделяют качеству сварных швов. Сварку металлических листов производят встык с небольшим зазором между листами. При электросварке под флюсом не вызывает особых трудностей подача флюса сверху в зону сварки. Но при этом происходит просыпание флюса между металлическими листами и оголение сварного шва. В результате сварной шов получается ослабленным, имеют место непровары, прожоги основного металла. Применение ванны с флюсом под сварным швом также не решает эту проблему, т.к. флюс в ванне оседает и зона сварки остается без флюса. К тому же эффекту приводит и расход флюса на сварку. Существующие технические решения или не решают эту проблему или решают ее лишь частично. В предложенном изобретении решается задача повышения прочности сварных обечаек за счет повышения качества сварных швов. Задача решается следующим образом.
При сварке крупноразмерных металлических обечаек выполняют электросварку металлических листов встык под флюсом с принудительной подачей флюса сверху и снизу сварного шва. Из сваренных металлических листов вальцуют цилиндры изгибанием листов в цилиндры на трехвалковой листогибочной машине. Вдоль цилиндра производят электросварку металлических листов встык с формированием цилиндрической обечайки. Электросварку ведут в полуавтоматическом режиме с принудительной подачей флюса сверху и снизу сварного шва. Полученные цилиндры размещают на роликах торцевыми поверхностями друг к другу. Производят электросварку встык по торцам цилиндрических обечаек с одновременным вращением двух обечаек с принудительной подачей флюса сверху и снизу сварного шва, после сварки получают крупноразмерную металлическую обечайку. При необходимости к обечайке приваривают одно или два днища, или переход, или какое-либо другое продолжение в зависимости от конкретного применения на производстве.
При сварке металлических листов встык для принудительной подачи флюса снизу сварного шва под сварным швом размещают ванну с гибким днищем, наполненную флюсом. На фиг.1 показана ванна с флюсом с системой поджатия флюса к сварному шву. Под металлическими листами 1 размещена ванна 2 с резиновым днищем 3, под которым расположена асбестовая прокладка 4 и рукава 5 типа пожарных, способные раздуваться и увеличиваться в диаметре, что способствует плотному прилеганию флюса снизу сварного соединения. Флюс 6 размещен под металлическими листами 1 над резиновым днищем 3.
При сварке подают сжатый воздух по рукавам 5, которые увеличиваются в диаметре и поджимают резиновое днище 3 и флюс 6 к металлическим листам 1, обеспечивая наличие флюса 6 в зоне сварки между листами 1. Асбестовая прокладка 4 предохраняет рукава 5 от воздействия повышенной температуры, возникающей при сварке.
Такую же ванну используют при электросварке встык металлических листов, отформованных в цилиндрическую форму. Вдоль цилиндра производят электросварку металлических листов встык с формированием цилиндрической обечайки.
При сварке встык по торцам цилиндрических обечаек для принудительной подачи флюса снизу сварного шва в зоне сварки размещают оборудование, представленное на фиг.2.
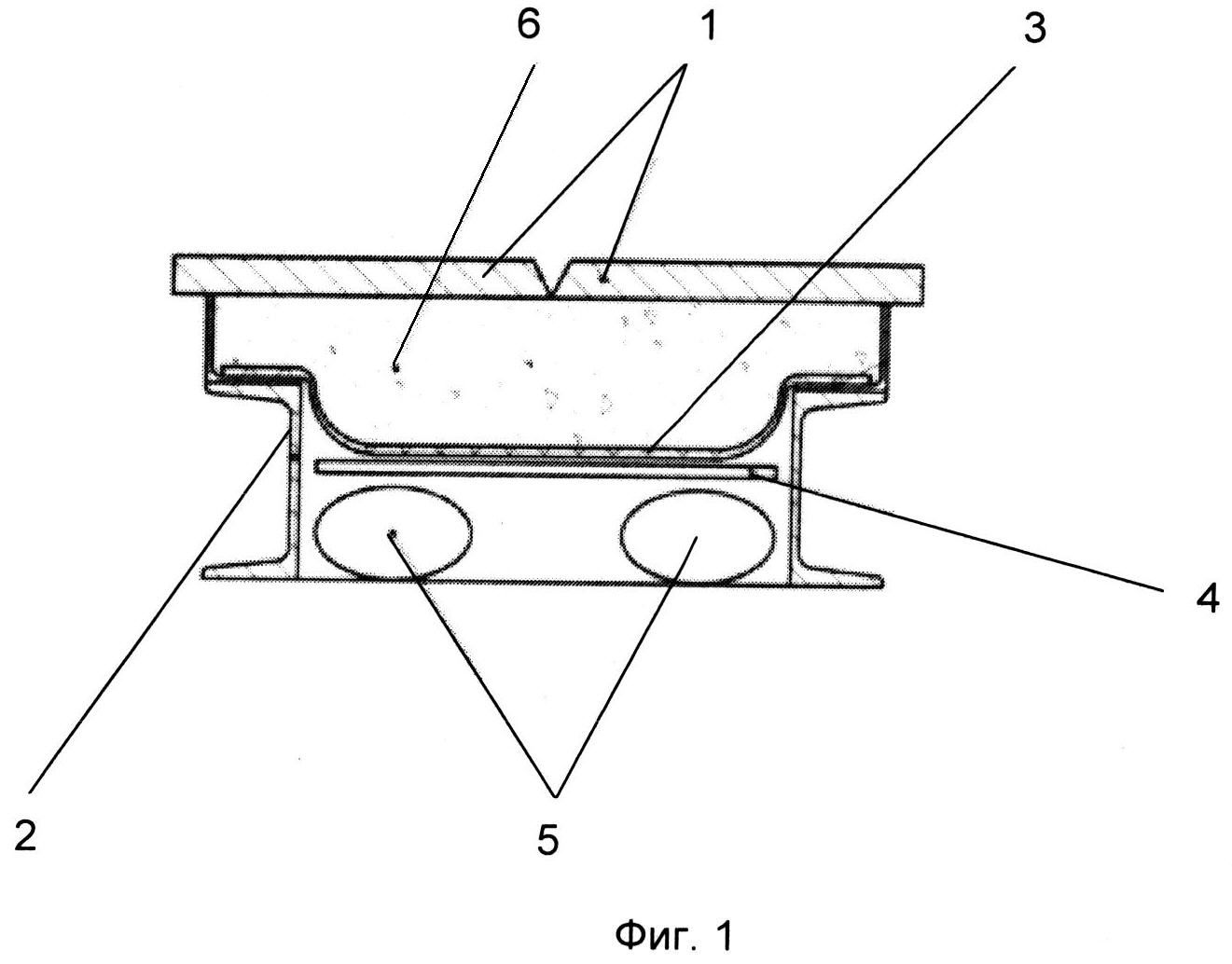
На фиг.2 чашеобразная емкость 7 с эластичными бортами 8 из резины заполнена флюсом 6. Емкость 7 установлена на оси 9 с возможностью свободно вращаться на оси 9. Ось 9 закреплена на шарнире 10. Емкость 7 размещена под обечайками 11 со смещением оси 9 относительно зоны сварки (сварного шва) 12 вдоль металлических обечаек 11 на угол α. Обечайки поставлены на роликовые опоры 13 с возможностью вращения на роликовых опорах 13. Внутри обечаек размещен бункер для подачи флюса 14 с флюсом 15 и сварочная головка 16 на консоли 17. Ось 9 закреплена через шарнир 10 на пневмоцилиндре 18 с возможностью вертикального перемещения под действием пневмоцилиндра 18.
Работа устройства.
Чашеобразную емкость 7 размещают под обечайками 11. Пневмоцилиндр 18 поджимает чашеобразную емкость 7 к сварному шву 12 обечаек 11, что способствует плотному прилеганию флюса 6 снизу к сварному шву 12 между обечайками 11. В зоне сварки 12 организуют смещение оси 9 относительно сварного шва 12 вдоль металлических обечаек 11. Для этого чашеобразную емкость 7 располагают с наклоном оси 9 в сторону смещения под углом α=10-15 градусов к вертикали и контактированием эластичного борта 8 чашеобразной емкости 7 с днищем одной из обечаек 11.
Чашеобразную емкость 7 заполняют флюсом 6. При электросварке сварочную головку 16 направляют в зону сварки 12 внутри обечаек 11, также внутри обечаек 11 в зону сварки 12 подают флюс 15 из бункера 14. Снизу от обечаек 11 флюс 6 подают в зону сварки 12 из чашеобразной емкости 7. При вращении обечаек 11 за счет контактирования эластичного борта 8 чашеобразной емкости 7 с обечайкой 11 вращение передается от обечайки 11 к расположенной наклонно и касающейся обечайки 11 чашеобразной емкости 7. Эластичный борт 8 чашеобразной емкости 7 отгибается и флюс 6 касается зоны сварки 12. С другой стороны чашеобразной емкости 7, отстоящей от обечайки 11, подсыпают флюс 6, обеспечивая пополнение флюса 6 при его расходовании. Производят сварку встык по торцам обечаек 11.
В результате получают качественно выполненные сварные швы.
Пример конкретного выполнения
Изготовляют крупноразмерную металлическую обечайку диаметром 2000 мм, длиной 4000 мм и толщиной стенки 20 мм. Электросварку ведут в полуавтоматическом режиме с применением сварочной проволоки марки СВ-08ГА с напряжением электрического тока 38-40 вольт и силой тока 700-750 ампер.
Выполняют электросварку металлических листов толщиной 20 мм встык под флюсом марки АН-47. При электросварке выполняют принудительную подачу флюса сверху и снизу сварного шва. Сверху сварного шва выполняют подсыпку флюса, а для подачи флюса снизу используют приспособление и выполняют работу приспособления, показанного на фиг.1. Получают листы с размерами 6280×2000 мм каждый.
Из сваренных металлических листов формуют цилиндры изгибанием листов в цилиндры на трехвалковой листогибочной машине. Получают 2 цилиндра наружным диаметром 2000 мм и длиной 4000 мм. Вдоль каждого цилиндра производят электросварку металлических листов встык с формированием цилиндрической обечайки.
Полученные обечайки размещают на роликах торцевыми поверхностями друг к другу. Производят электросварку встык по торцам цилиндрических обечаек с одновременным вращением двух обечаек с принудительной подачей флюса сверху и снизу сварного шва. При электросварке выполняют принудительную подачу флюса сверху и снизу сварного шва. Сверху сварного шва выполняют подсыпку флюса, а для подачи флюса снизу используют приспособление и выполняют работу приспособления, показанного на фиг.2.
После сварки получают крупноразмерную металлическую обечайку с качественно выполненными сварными швами. В швах отсутствует разнотолщинность, непровары, прожоги.
Применение предложенного способа позволит повысить прочность сварных обечаек за счет повышения качества сварных швов.
Способ изготовления крупноразмерной металлической обечайки, состоящей, по крайней мере, из двух металлических обечаек, включающий сварку металлических листов встык под флюсом с принудительной подачей флюса сверху и снизу сварного шва, вальцеванием из них цилиндров, сварку стыка вдоль цилиндров с принудительной подачей флюса сверху и снизу сварного шва, с получением цилиндрических обечаек, размещение цилиндрических обечаек на роликах торцевыми поверхностями друг к другу и сварку их встык по торцам цилиндрических обечаек, отличающийся тем, что при сварке металлических листов встык принудительную подачу флюса снизу сварного шва обеспечивают путем размещения под сварным швом ванны, выполненной с гибким днищем и наполненной флюсом, и поджатия ее гибкого днища с флюсом снизу к сварному шву, сварку встык по торцам цилиндрических обечаек осуществляют с принудительной подачей флюса сверху и снизу сварного шва, причем принудительную подачу флюса снизу сварного шва обеспечивают путем размещения под сварным швом чашеобразной емкости с эластичными бортами, с возможностью контактирования борта чашеобразной емкости с днищем одной из обечаек, причем чашеобразную емкость закрепляют на оси с возможностью вращения, которая закреплена шарнирно на пневмоцилиндре с возможностью перемещения по вертикали и наклона оси чаши к вертикали под углом 10-15°, при этом чашу заполняют сварочным флюсом в процессе сварки, заполняют зону сварки флюсом между обечайками путем подачи флюса изнутри обечаек, сварку осуществляют с вращением свариваемых обечаек.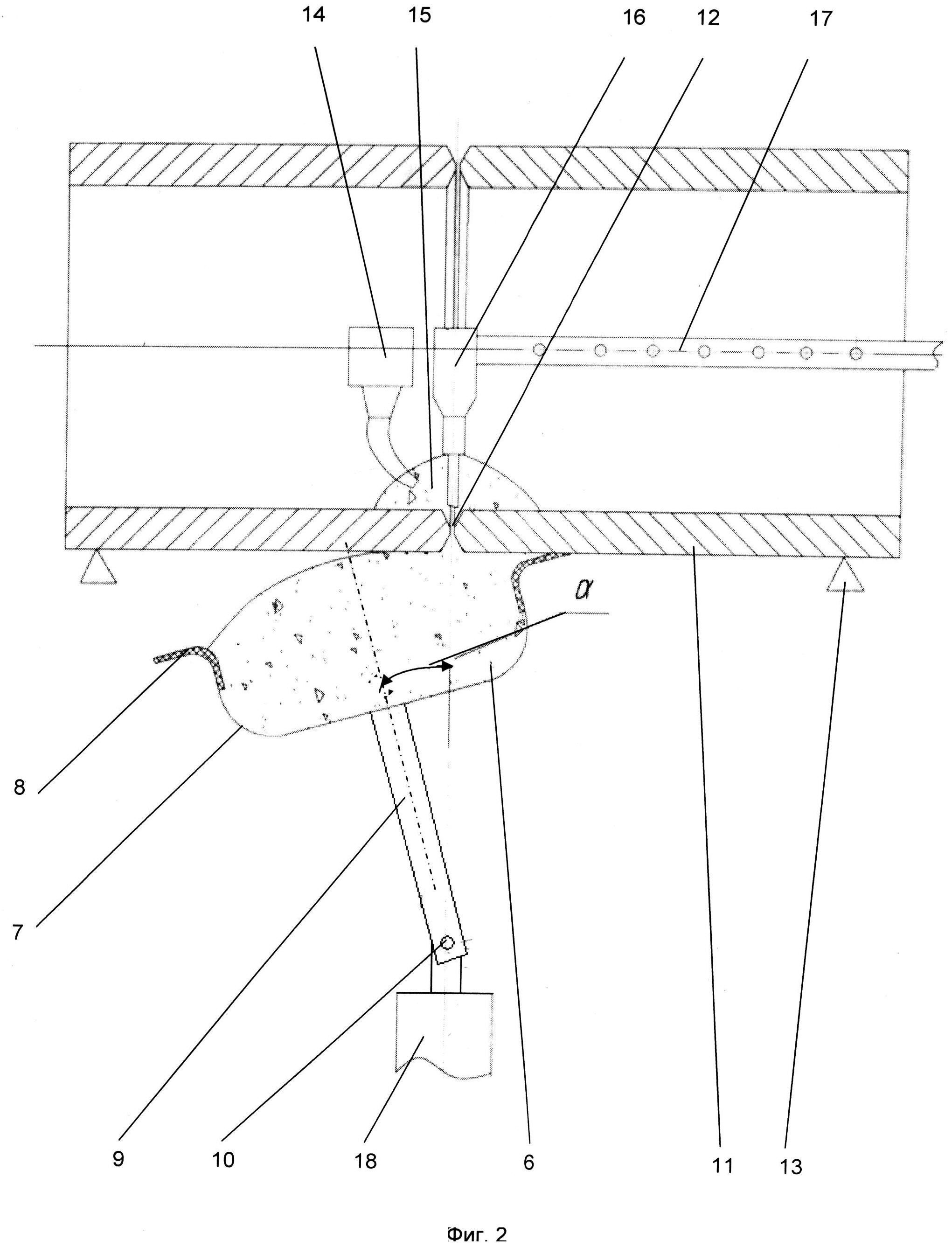
Насосная установка для одновременной раздельной эксплуатации двух пластов в скважине
Способ восстановления герметичности резьбового соединения обсадной колонны в скважине
Способ сооружения гидроизоляционного экрана
Способ проходки неустойчивых пород при бурении скважин
Способ производства ремонтно-изоляционных работ в скважине
Способ ограничения притока вод в добывающую скважину
Способ эксплуатации насосного агрегата в процессе закачки жидкости в пласт
Устройство для закачки жидкости из водоносных пластов скважин в нефтеносные пласты
Устройство для развальцовки труб
Устройство для развальцовки труб
Устройство для поинтервальной опрессовки скважин и воздействия на пласт

