Результат интеллектуальной деятельности: СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТРУБОПРОВОДОВ
Вид РИД
Изобретение
Изобретение относится к области сварки, а именно к способам снятия остаточных напряжений, возникающих в сварных соединениях, в том числе и при сварке трубопроводов.
Известен способ снятия остаточных напряжений в сварных соединениях металлов (Патент JP 48-10709, д.п. 06.04.1973), при котором осуществляют циклическое наложение низкочастотных колебаний на кристаллизующийся металл сварочной ванны средством создания этих колебаний, которое располагают на поверхности заготовки.
Недостатком данного способа является то, что объектом воздействия является только сварочный шов соединения, в то время как зона термического влияния основного металла остается незадействованной.
Известен так же способ дуговой сварки (Патент JP №53012751А, д.п. 04.02.1978), при котором в процессе сварки на кристаллизующийся металл воздействуют вибрационными колебаниями в поперечном шву направлении, что позволяет снизить остаточные напряжения и получить мелкозернистую структуру шва.
Недостатком данного способа также является то, что объектом воздействия является только сварочный шов соединения, в то время как зона термического влияния основного металла остается незадействованной.
Известен способ снятия остаточных напряжений сварных соединений сосудов и аппаратов, а также их элементов (Патент RU №2243272, д.п. 27.12.2004). Путем введения упругих колебаний звукового диапазона при помощи теплогенератора, во время нагрева сосудов изнутри путем перемещения через них продуктов сгорания, частоту упругих колебаний устанавливают из условия возникновения вибрации обрабатываемого сосуда на собственной частоте, причем момент наступления резонанса определяют скачкообразным ростом амплитуды собственных колебаний сосуда.
Недостатком данного способа является то, что вибрационная обработка осуществляется путем перемещения внутри сварного соединения продуктов сгорания от теплогенератора, что невозможно осуществить во время ремонтно-сварочных работ на трубопроводах.
Известен способ снижения остаточных напряжений в сварных соединениях металлов (Патент RU №2424885, опубл. 27.07.2011), выбираемый в качестве прототипа. Способ включает наложение циклической нагрузки на кристаллизующийся металл сварочной ванны в поперечном направлении. Наложение циклической нагрузки осуществляют низкочастотными колебаниями в вертикальной плоскости, перпендикулярной оси сварного шва. При этом для возбуждения колебаний используют по меньшей мере два вибратора, работающих в противофазе и расположенных симметрично относительно оси шва на каждой из двух свариваемых кромок. Используют вибраторы, работающие на частотах от 50 до 300 Гц с амплитудой до 0,8-1 мм. Для сварки конструкций, имеющих значительные диаметральные и/или продольные размеры, производят установку дополнительных пар вибраторов.
Недостатком данного способа является то, что предлагается проводить виброобработку в широком диапазоне частот без указания конкретной частоты, хотя известно, что эффективность виброобработки зависит от использованной частоты колебаний.
Техническим результатом предлагаемого изобретения является улучшение качества сварного шва и околошовной зоны основного металла сварного соединения трубопроводов.
Технический результат изобретения достигается тем, что в способе снятия остаточных напряжений в сварных соединения металлических трубопроводов, включающем наложение вибрационными устройствами низкочастотных колебаний на сварной шов и околошовную зону металла в процессе сварки, частота подводимых вынужденных колебаний равна частоте собственных колебаний участка трубопровода со сварным соединением ƒ∗, которую рассчитывают по известной формуле (Горшков Л.К. Основы теории механических колебаний в разведочном бурении СПб.: СПГГИ, 1998. - 109 с):

где ƒ∗ - частота собственных колебаний участка трубопровода, Гц,
νn - спектр характеристических чисел, для расчета которых можно использовать приближенную формулу
 n=1, 2, 3…
n=1, 2, 3…
соответственно, ν1=4,71, ν2=7,85, ν3=11,00…,
Е - модуль нормальной упругости, Па,
J - осевой момент инерции сечения трубы выбранного типоразмера, м4,
ρ - расчетная масса единицы длины трубопровода, кг/м,
l - расстояние между точками жесткого закрепления участка трубопровода, м.
Расчет осуществляют при первом значении характеристического числа ν1=4,71, так как при первой частоте собственных колебаний жестко закрепленного участка трубопровода со сварным соединением место сварки будет резонировать с максимальной амплитудой, вследствие чего положительный эффект от внешнего вибрационного воздействия на качество сварного соединения будет максимальным. Формула расчета принимает вид:
ƒ∗=3.57·(Е·J/ρ)0,5/l2
Наложение вибрационными устройствами низкочастотных колебаний на сварной шов и околошовную зону металла с частотой подводимых колебаний равной частоте собственных колебаний участка трубопровода со сварным соединением, обеспечивает колебания указанного участка в режиме резонанса, то есть - с максимальной амплитудой. Это обеспечивает появление в сварном шве и зоне термического влияния значительных разнознаковых напряжений, суммирование которых с существующими остаточными напряжениями приводит к местным пластическим деформациям металла с исчезновением остаточных напряжений в сварном соединении. Поскольку предел текучести металлов существенно уменьшается с повышением температуры, вибрация сварного соединения во время сварки этот положительный эффект еще больше усиливает.
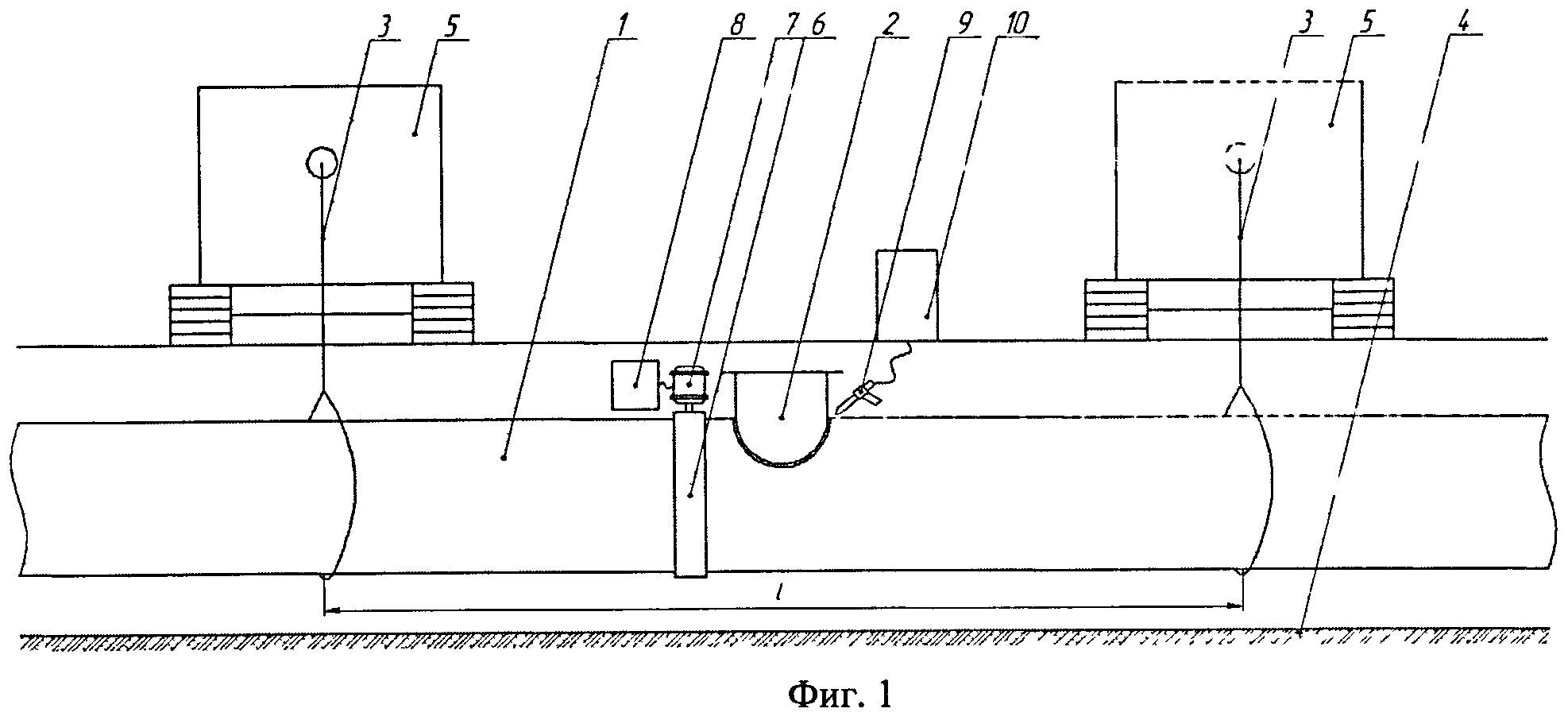
Принципиальная схема способа на трубопроводах представлена на фиг.1. Участок трубопровода 1, на котором нужно провести сварочные работы, например, вварить штуцер 2, поднимают на тросах 3 над дном траншеи 4 при помощи трубоукладчиков 5. После вырезки необходимого отверстия на участке 1 и фиксации там штуцера с помощью «прихваток» рядом с ним на трубопровод устанавливают хомут 6 с вибрационным устройством 7 с регулятором частоты 8. Для проведения сварки используют электрододержатель 9 и сварочную установку 10. В качестве вибрационного устройства 7 может быть использован, например, асинхронный электрический двигатель переменного тока с дебалансом и преобразователем частоты или стандартное электромагнитное устройство.
Исходя из типоразмера трубопровода и расстояния l между точками жесткого закрепления участка трубопровода 1 со сварным соединением тросами 3, рассчитывают частоту собственных колебаний ƒ∗ участка жестко закрепленного участка трубопровода 1 со сварным соединением по формуле. С использованием вибрационного устройства 7 и регулятора частоты вибрации 8 осуществляют наложение низкочастотных колебаний на участок трубопровода со сварным соединением с частотой равной расчетной частоте его собственных колебаний, одновременно с вибрацией проводят сварочные работы.
Как показали проведенные расчеты, значения ƒ∗ участка трубопровода 1 в зависимости от наиболее распространенных типоразмеров трубопровода и его длины l находятся в интервале частот от несколько десятков до несколько сотен герц (Фиг.2).
Ниже приведены сведения о влиянии данного способа на механические свойства сварных соединений из разнородных сталей, существенно отличающихся по прочностным свойствам, для улучшения качества которых после сварки в настоящее время используют дорогостоящую и трудноосуществимую в полевых условиях термическую обработку. В соответствии с результатами металлографических и физико-механических испытаний образцов, вырезанных из сварных соединений из разнородных трубопроводных сталей (Ст3сп с 10Г2ФБ и 20 с 16ГС), отличающихся по величине σB более чем на 80 МПа, используемые низкочастотные колебания во время сварки благоприятно воздействует на структуру сварного шва, измельчая зерно, и механические свойства (KCV при -200С, σB, σT), как сварного шва, так и зоны термического влияния указанных сталей. Причем наибольший эффект - рост KCV металла сварного шва до 105% - достигают именно при частоте низкочастотных колебаний, наиболее близкой к частоте собственных колебаний сварного участка. Как показали испытания таких образцов на малоцикловую усталость, способ до 4-х раз повышает число циклов нагружений, которое может выдержать сварное соединение из разнопрочностных сталей до разрушения (с 0,25·106 до ≥1·106 циклов).
Пример. Рассчитаем частоту собственных колебаний для участка стального трубопровода 1, на котором проводят сварку, с номинальным наружным и условным внутренним диаметрами трубы, указанными на фиг.2. За расстояние l принимаем расстояние между точками жесткого закрепления участка трубопровода тросами 3 при его подъеме со дна траншеи на время ремонтно-сварочных работ. Значение модуля упругости Е при растяжение-сжатии стали считаем равным 200 ГПа. Осевые моменты инерции сечений труб анализируемых типоразмеров рассчитываем по формуле J=π(D4-d4)/64, где D и d - наружный и внутренний диаметры участка трубопровода. При расчете массы единицы длины участка трубопровода ρ плотность стали принимаем равной 7850 кг/м3.
Формула расчета принимает вид:
Результаты расчета ƒ∗ для жестко закрепленного участка трубопровода длиной 5 м и 10 м представлены в таблице на фиг.2.
В случае, если участок трубопровода 1 со сварным соединением лежит на дне траншеи, наложение низкочастотных колебаний с его собственной частотой в соответствие с способом также дает технический результат. В этом случае за длину жестко закрепленного участка трубопровода l следует принимать длину откопанного участка трубопровода.
Способ снятия остаточных напряжений в сварных соединениях стальных трубопроводов, включающий наложение вибрационными устройствами низкочастотных колебаний на сварной шов и околошовную зону металла в процессе сварки, отличающийся тем, что наложение низкочастотных колебаний на сварной шов и околошовную зону металла осуществляют с частотой, равной частоте собственных колебаний участка трубопровода со сварным соединением, которую рассчитывают по формуле: где f - частота собственных колебаний участка трубопровода со сварным соединением, Гц;D - наружный диаметр участка трубопровода, м;d - внутренний диаметр участка трубопровода, м;l - расстояние между точками жесткого закрепления участка трубопровода со сварным соединением, м.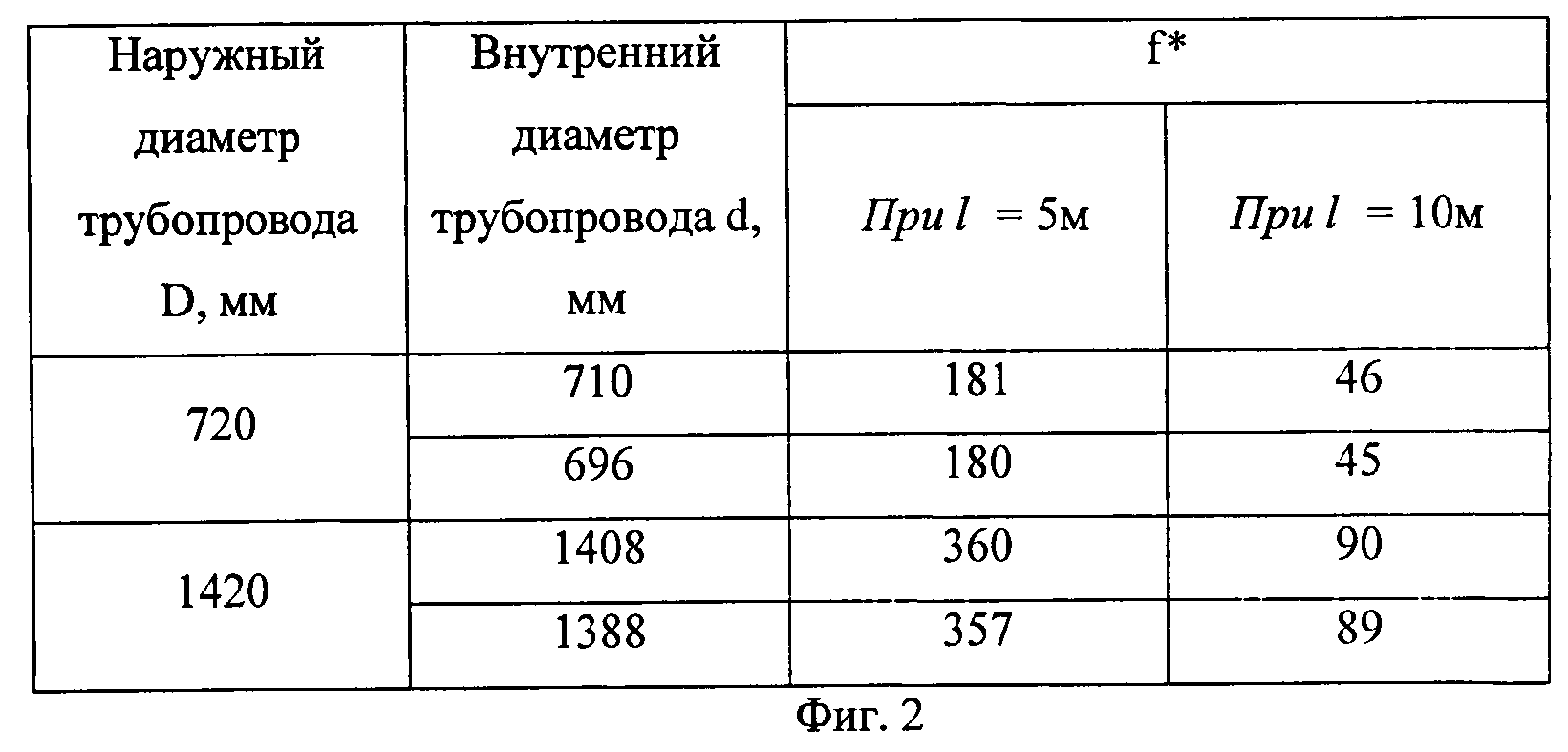
Способ захоронения твердых радиоактивных отходов
Перистальтический насос-смеситель для сильно сгущенных веществ
Способ изготовления износостойких поворотных резцов
Конусная роторная дробилка
Способ гидрометаллургической переработки цинксодержащих пылей металлургического производства
Система автоматизированного пылеподавления
Теплозащитная крепь
Тампонажный раствор для крепления скважин и боковых стволов с горизонтальными участками
Способ захоронения твердых радиоактивных отходов
Перистальтический насос-смеситель для сильно сгущенных веществ
Способ изготовления износостойких поворотных резцов
Способ ликвидации негерметичности обсадных труб в скважине и труб подземного трубопровода
Состав смазочной композиции для кристаллизатора

