Результат интеллектуальной деятельности: СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Способ относится к области машиностроения и может быть использован для изготовления инструмента для чистовой обработки осесимметричных деталей, например мелкомодульных твердосплавных долбяков.
Известны способы чистовой обработки профиля долбяков, шлиц, зубчатых колес шлифованием. К недостаткам способа относится высокий расход и стоимость абразивного инструмента, особенно при изготовлении мелкомодульных долбяков [1, стр.388].
Известен способ комбинированной электроэрозионно-химической обработки абразивным инструментом, позволяющий снизить расход инструмента, но требующий больших затрат на изготовление токопроводящих абразивных кругов и на их правку [2, стр.68].
Известен способ интенсификации процессов обработки путем наложения изгибающих ультразвуковых колебаний на инструмент. К недостаткам способа относится получение различной амплитуды колебаний при обработке эвольвентных и других осесимметричных изделий [3, стр.268].
Известны цилиндрические (круговые) волны, применение которых позволяет регулировать расстояние между сопрягаемыми поверхностями в осесимметричных деталях при их обработке с анодным растворением материала [4, стр.178].
Наиболее близким к заявке является способ [3]. Сущность способа состоит в том, что при выполнении традиционной лезвийной обработки осесимметричных деталей на обрабатывающий инструмент накладываются ультразвуковые колебания, которые увеличивают интенсивность удаления слоя материала за счет появления дополнительных сил резания. К недостаткам способа относят нестабильную амплитуду колебаний при обработке эвольвентных и других осесимметричных изделий, что приводит к снижению точности обработанных поверхностей и дополнительным затратам на доводку точности профиля при последующих финишных операциях.
Изобретение направлено на повышение точности чистовой обработки, снижение затрат на абразивный инструмент при изготовлении осесимметричных зубчатых, особенно мелкомодульных изделий, например долбяков с твердосплавными режущими элементами.
Это достигается тем, что способ комбинированной обработки заготовки осесимметричной детали с режущими элементами включает в себя изготовление электрода-инструмента из легкообрабатываемого сплава с профилем осесимметричной детали путем прошивки инструментом-прошивкой с наложением ультразвуковых колебаний и с одновременным круговым и радиальным перемещением инструмента-прошивки, после чего изготовленным электродом-инструментом проводят электроэрозионно-химическую обработку заготовки осесимметричной детали, при этом амплитуда ультразвуковых колебаний равна двойной величине бокового межэлектродного зазора электроэрозионно-химической обработки.
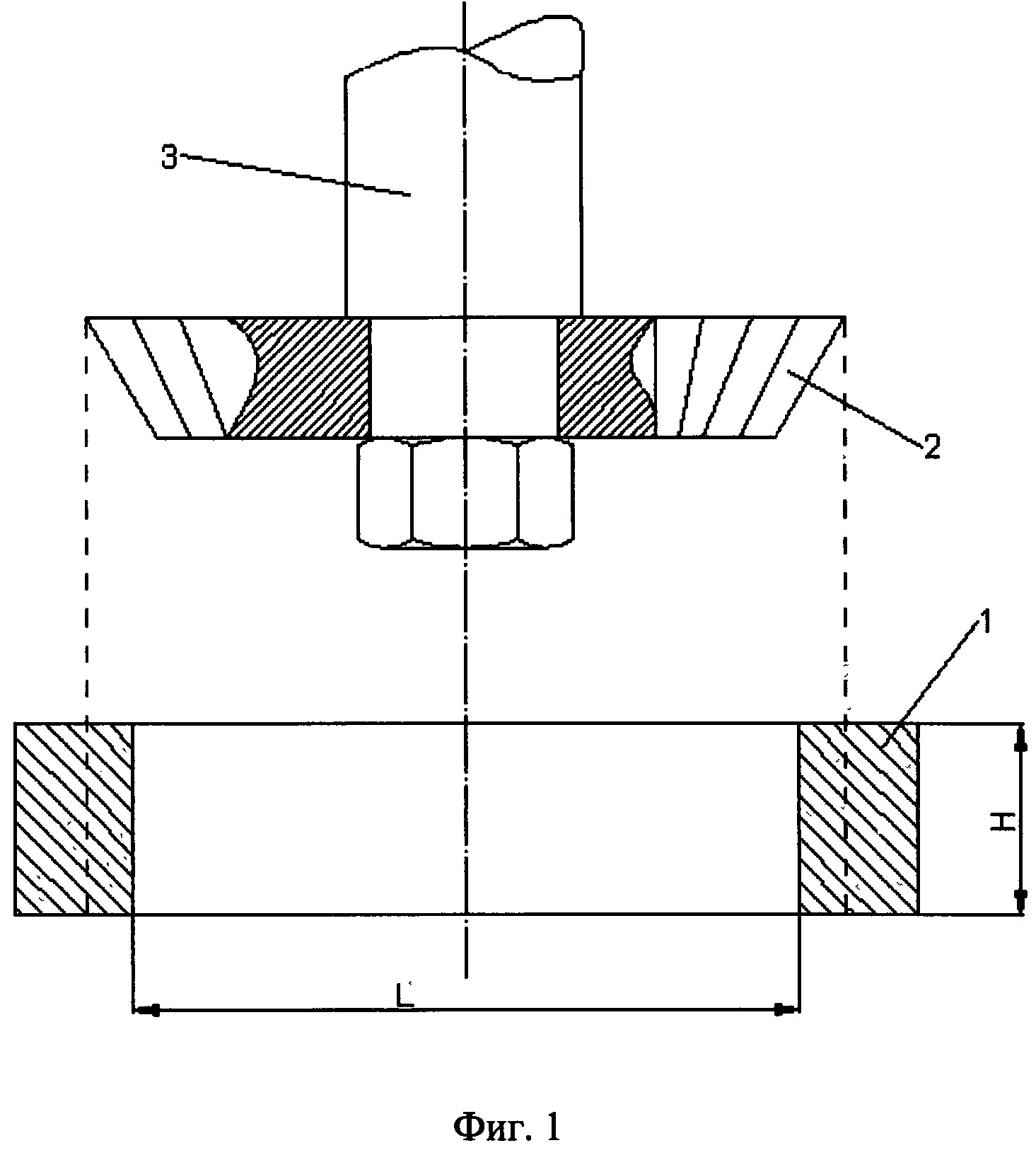
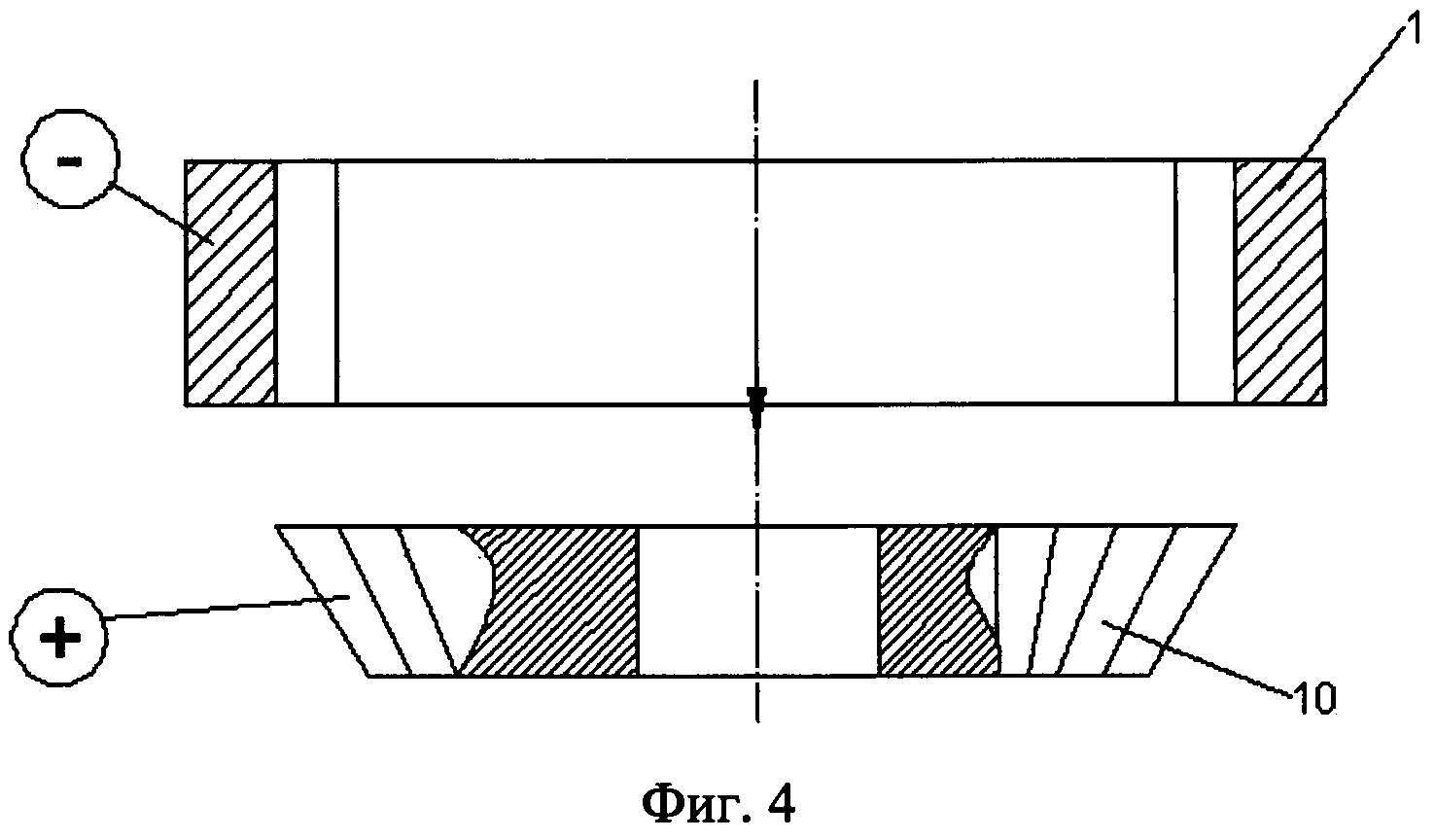
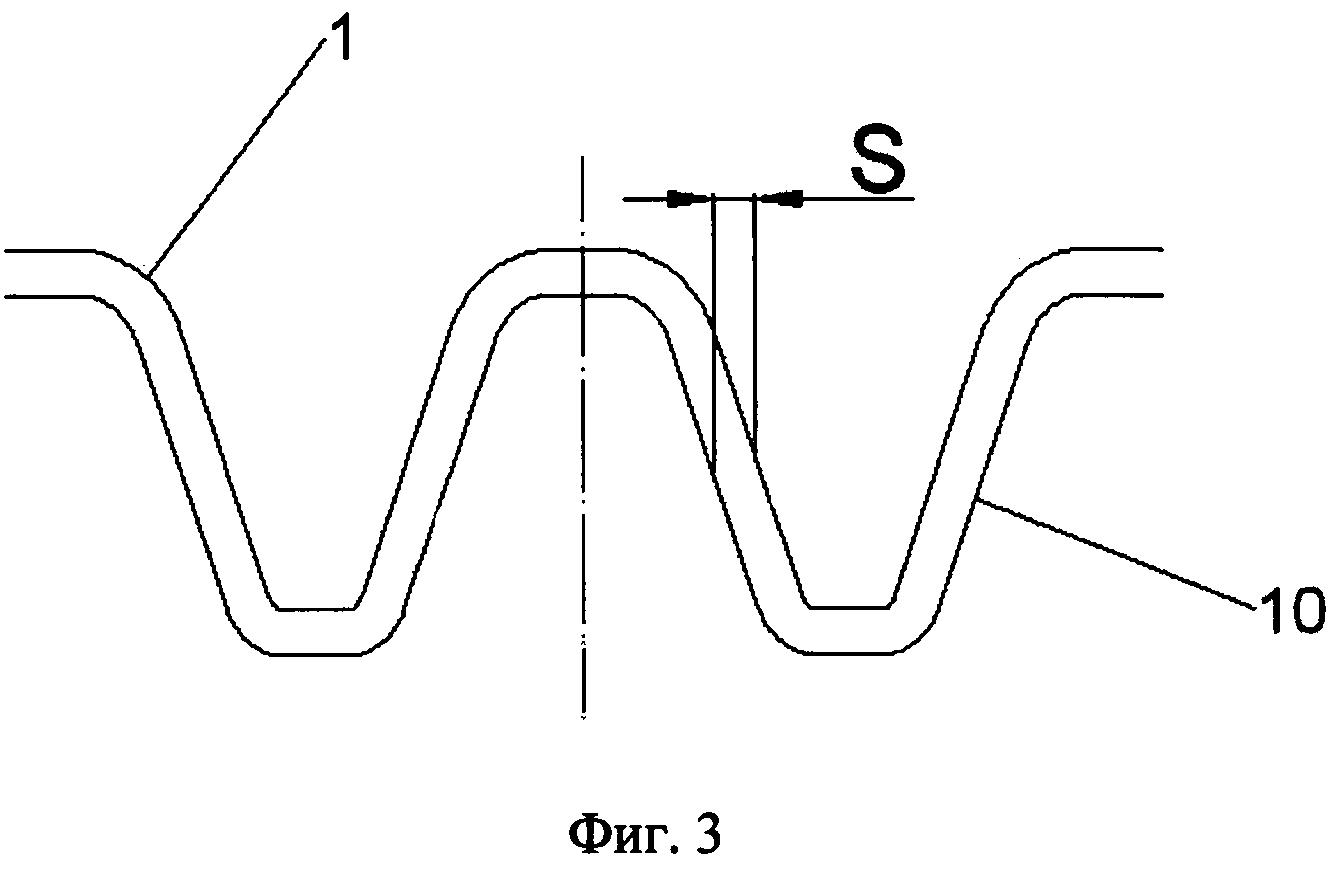
В электроде-инструменте, предназначенном для чистовой обработки, пластической деформацией прошивают обработанной ранее деталью рабочий профиль, при этом придают детали круговое и радиальное перемещение вокруг оси с амплитудой ультразвуковых колебаний, равной удвоенной величине межэлектродных зазоров при эрозионно-химической чистовой обработке рабочего профиля осесимметричных деталей, например долбяков. На фиг.1 приведено расположение электрода-инструмента относительно инструмента-прошивки, на фиг.2 показана сущность способа изготовления рабочего профиля электрода-инструмента; на фиг.3 приведена установка электрода-инструмента относительно режущей части осесимметричной детали, например долбяка; на фиг.4 - положение электродов при электроэрозионно-химической комбинированной обработке.
Способ реализуется следующим образом. Из легкообрабатываемого сплава, рекомендуемого в [4] для изготовления электродов-инструментов для электроэрозионно-химической размерной обработки (например, медных сплавов типа латуни), выполняют заготовку электрода-инструмента 1 (фиг.1) с диаметром "d", равным диаметру начальной окружности осесимметричного инструмента-прошивки с наружным профилем детали. Толщина "Н" заготовки должна быть не менее длины рабочего участка изготавливаемой детали. В качестве инструмента-прошивки 2 (фиг.1) может быть использован твердосплавный рабочий элемент кондиционного долбяка, установленного на оправку 3 в положение, обратное рабочему при долблении.
Заготовку электрода-инструмента 1 устанавливают на плиту 4 стола станка с механической подачей инструмента (фиг.2). Плита 4 имеет боковые выступы 5 и 6, на которых неподвижно закреплены ультразвуковые концентраторы 7 и 8, упирающиеся под углом α (α=45°±10°) в боковую поверхность электрода-инструмента 1, установленного на плите 4 через упругий элемент 9 (например резину).
Концентраторы 7 и 8 работают со смещением ультразвукового импульса от генератора (на фиг.2 не показан) на ¼ периода, чтобы обеспечить угловое перемещение электрода-инструмента 1 для получения расчетного межэлектродного бокового зазора S (фиг.3) при последующей комбинированной обработке.
Обработка рабочего профиля в электроде-инструменте 1 выполняется прошивной инструментом-прошивкой 2 при ультразвуковых колебаниях электрода-инструмента 2 концентраторами 7 и 8 в окружном направлении (показано на фиг.2 стрелками) с амплитудой Ак.
Амплитуду ультразвуковых круговых колебаний устанавливают путем регулирования осевых зазоров симметричного относительно оси диаметрального воздействия концентраторов, работающих со смещением по времени действия импульсов на половину периода полуволны воздействия импульса.
После окончания прошивки электрод-инструмент 1 устанавливают на станок для комбинированной обработки (на фиг.4 не показан) и окончательно обрабатывают (полируют) режущую часть рабочего профиля осесимметричной детали 10 на расчетном режиме с выбранной подачей "V".
Пример осуществления способа
Необходимо изготовить рабочую часть осесимметричной детали - твердосплавного долбяка с модулем 1 мм и длиной режущей части 0,5 мм.
Наружный диаметр долбяка 30 мм.
Заготовку 1 выполняют из листа латуни ЛС - 1 с толщиной 5 мм, наружным диаметром 40 мм, внутренним - 35,6+0,05 мм.
Боковой зазор Ак=0,08 мм. Для получения рабочего зазора, равного боковому Ар=Ак, величину зазора "h" устанавливаем 0,05 мм.
Последовательность обработки
1. Заготовку электрода-инструмента 1 устанавливают на плиту стола станка с механической подачей инструмента (сверлильный станок 2А15). Плита имеет боковые выступы, на которых неподвижно закреплены ультразвуковые концентраторы, упирающиеся под углом α (α=45°±10°) в боковую поверхность электрода-инструмента 1, установленного на плите через упругий элемент (резину).
Концентраторы ультразвуковых колебаний работают со смещением ультразвукового импульса от генератора ультразвуковых колебаний на ¼ периода, с целью обеспечения углового перемещения электрода-инструмента 1 для получения расчетного межэлектродного бокового зазора S=0,04 мм. Амплитуда ультразвуковых колебаний 0,08 мм. Амплитуда ультразвуковых круговых колебаний устанавливают путем регулирования осевых зазоров симметричного относительно оси диаметрального воздействия концентраторов ультразвуковых колебаний.
Время обработки 50 секунд.
Полученный таким образом электрод-инструмент используется на операции комбинированной обработки.
2. Комбинированная обработка рабочей части твердосплавного долбяка выполнялась на специальном станке при режиме:
- напряжение 45 В,
- рабочая среда - промышленная вода,
- время обработки режущей части долбяка 3 секунды,
- величина рабочего зазора устанавливалась в два раза больше, чем значение установленной амплитуды ультразвуковых колебаний, несоблюдение этого условия приводит к тому, что процесс электроэрозионно-химической обработки невозможен ввиду несоблюдения размеров рабочих зазоров.
Измерения показали, что долбяк по рабочему профилю соответствует требованиям чертежа по точности. Трудоемкость изготовления долбяка снижена в 18 раз по сравнению с ранее используемым процессом шлифования алмазными кругами. При этом расход алмазных кругов был 1 чашечный круг на долбяк с указанными размерами.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Четверинов С.С. Металлорежущие инструменты М: Высшая школа, 1965-732 с.
2. Смоленцев Е.В. Проектирование электрических и комбинированных методов обработки М: Машиностроение, 2005-511 с.
3. Григорьев С.Н. Технология обработки концентрированными потоками энергии С.Н. Григорьев, Е.В. Смоленцев, М.А. Волосова Ст. Оскол: ТНТ, 2009-280 с.
4. Электрофизические и электрохимические методы обработки материалов. В2Т, Т1 Под ред. В.П. Смоленцева М: Высшая шк. 1983-247 с.
Способ комбинированной обработки заготовки осесимметричной детали с твердосплавными режущими элементами, включающий изготовление электрода-инструмента из легкообрабатываемого сплава с профилем упомянутой осесимметричной детали путем прошивки инструментом-прошивкой с наложением ультразвуковых колебаний и с одновременным круговым и радиальным перемещением инструмента-прошивки, после чего изготовленным электродом-инструментом проводят электроэрозионно-химическую обработку заготовки осесимметричной детали, при этом амплитуду ультразвуковых колебаний устанавливают равной удвоенной величине бокового межэлектродного зазора при электроэрозионно-химической обработке.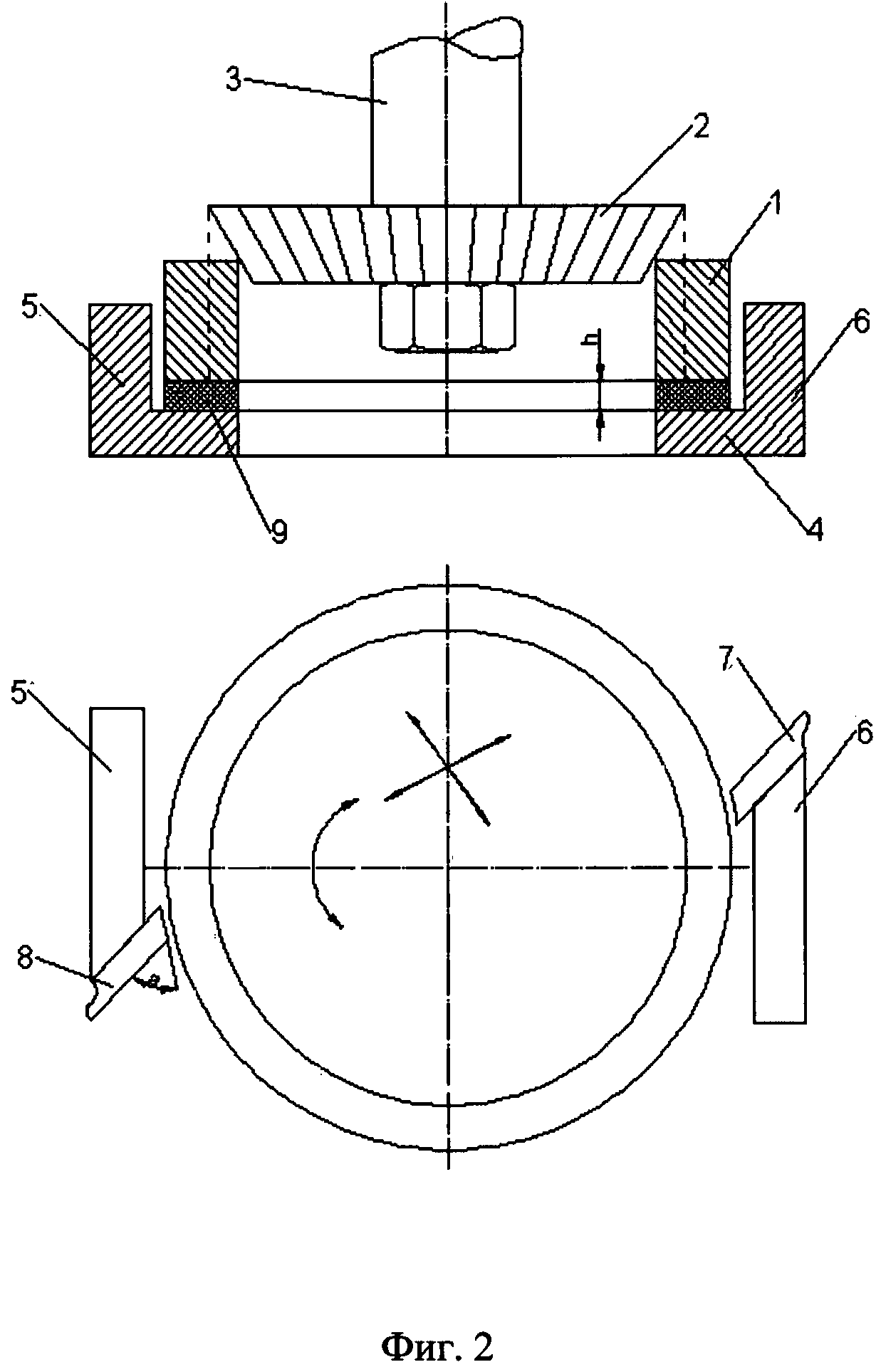
Способ изготовления проволочного электрода-инструмента для электроэрозионной обработки
Способ электрохимической обработки отверстий форсунки
Способ изготовления смесительной головки камеры сгорания жидкостного ракетного двигателя (жрд)
Способ электрохимического изготовления углублений, образующих турбулизаторы на ребрах и в донной части охлаждающих каналов теплонапряженных машин, и устройство для его осуществления
Способ плазменного напыления покрытия
Способ групповой прошивки отверстий и устройство для его реализации
Способ разделения электродом-проволокой металлических деталей из материалов с анизотропными свойствами и устройство для его использования
Ротор сегментного ветроэлектрогенератора
Орбитальный мотор-редуктор
Цифровой демодулятор сигналов с относительной фазовой манипуляцией
Способ разделения транзисторов по надежности
Способ отбраковки полупроводниковых изделий пониженного уровня качества из партий изделий повышенной надежности
Способ разделения полупроводниковых изделий по надежности
Грейферное устройство для транспортировки заготовок между позициями пресса
Роторный вертикальный ветродвигатель
Способ изготовления и монтажа магистрали высокого давления
Смесительная головка камеры жрд

