Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАТВЕРДЕВАНИЕМ НЕПРЕРЫВНОЙ ЗАГОТОВКИ В УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПРИ ЗАПУСКЕ ПРОЦЕССА ЛИТЬЯ
Вид РИД
Изобретение
Изобретение касается способа литья непрерывной заготовки в установке для непрерывного литья, оснащенной компьютером для контроля технологического процесса, включающей в себя, по меньшей мере, одну разливочную машину, при этом компьютер для контроля технологического процесса оснащен первым программным средством, которое осуществляет вычисления в реальном времени и регулирует процесс литья.
При непрерывном литье стали затвердевание достигается за счет первичного охлаждения стали в кристаллизаторе и вторичного охлаждения в области направляющей проводки. Внутри направляющей проводки вода или водно-воздушная смесь под давлением разбрызгивается непосредственно на корку непрерывной заготовки в свободных областях между роликами направляющей проводки, благодаря этому от непрерывной заготовки отводится тепло. Процесс затвердевания можно разделить на различные фазы. В кристаллизаторе застывает сначала тонкая корка непрерывной заготовки толщиной в несколько миллиметров, которая характеризуется мелкозернистой структурой. Из-за высокой скорости затвердевания выравнивание неоднородности в химическом составе путем диффузии практически невозможно. Поэтому состав легирующих элементов в корке непрерывной заготовки отличается от содержания соответствующих элементов в расплаве. Например, некоторые элементы в расплаве концентрируются.
С увеличивающейся толщиной корки непрерывной заготовки ухудшается перенос тепла от жидкой стали в сердцевине непрерывной заготовки через корку непрерывной заготовки наружу. Начинается фаза направленной дендритной кристаллизации, при этом главные оси дендритов ориентированы в направлении теплового потока. Здесь также скорость затвердевания еще так высока, что некоторые легирующие элементы в остаточном расплаве продолжают концентрироваться. Часть концентрированного расплава остается между осями дендритов, так что химический состав затвердевшей корки непрерывной заготовки может изменяться в пределах коротких расстояний. В зависимости от жидкотекучести затвердевающего остаточного расплава геометрические соотношения между растущими корками непрерывной заготовки, начиная с определенного момента времени, то есть при достижении так называемого критического диаметра незатвердевшей центральной части, препятствуют дальнейшему перемешиванию расплава. С помощью способа мягкого обжатия, так называемого «Soft Reduction», которое известно, например, из EP 0 450 391 B1, предоставляется метод уменьшения нежелательных эффектов ликвации. При этом толщина непрерывной заготовки в области окончательного затвердевания за счет внешних усилий уменьшается дополнительно к термической усадке, чтобы таким образом компенсировать усиленную усадку объема жидкой сердцевины непрерывной заготовки и предотвратить всасывание концентрированного остаточного расплава.
Из источника «Soft Reduction von Knueppeln auf der Stranggiessanlage SO der Saarstahl AG» (stahl und eisen 127 (2007), №2, страницы 43-50) известен способ, с помощью которого с небольшими затратами может быть оценено действие Soft Reduction, то есть мягкого обжатия, на внутреннее качество непрерывной заготовки. Для этого в области вторичного охлаждения поднимаются все те ролики, которые участвуют в мягком обжатии или находятся позади области мягкого обжатия. Из этого источника известно также регулирование с помощью математическо-физических моделей температуры, центра незатвердевшей центральной части или положения критического диаметра незатвердевшей центральной части. Регулирующими величинами для процессов регулирования являются количество воды для вторичного охлаждения и скорость литья.
Задачей изобретения является улучшение производительности изготовления непрерывных заготовок, при этом уже после того, как отлиты только несколько метров сляба, блюма или квадратной металлической заготовки, выдерживаются желаемые условия в отношении материала.
В соответствии с изобретением эта задача решается с помощью способа вышеназванного рода за счет того, что второе дополнительное, быстро осуществляющее вычисления программное средство в компьютере для контроля технологического процесса воздействует на процесс литья во время начальной фазы начинающегося нового процесса литья или при изменении параметров подлежащей литью непрерывной заготовки во время текущего технологического процесса, при этом второе программное средство обрабатывает актуальные данные, полученные из текущего процесса литья, и/или сохраненные в памяти данные из базы данных и создает поправочные коэффициенты, с помощью которых второе программное средство создает скорректированные номинальные данные для процесса литья, до того момента времени, с которого процесс литья полностью отображается данными, рассчитанными в реальном времени, и первое программное средство регулирует процесс литья исключительно с помощью этих данных.
Таким образом, удается уменьшить длину обычно выбрасываемого без возможности использования материала непрерывной заготовки, в частности, в фазе запуска процесса литья. Обычно длина непрерывной заготовки, равная до 25 м сляба или блюма, часто не может быть использована. Если учесть, что многократно параллельно льются и правятся до шести непрерывных заготовок, блюмов или два непрерывных сляба, по предшествующему уровню техники образуется потеря длины заготовки, равная 150 м, которая предотвращается с помощью настоящего изобретения.
Так как на начальной фазе необходима, по меньшей мере, длина, соответствующая области вторичного охлаждения непрерывной заготовки, до тех пор, пока применяемое для надлежащего определения номинальных данных, таких как, например, количество охлаждающей воды, осуществляющее вычисления в реальном времени первое программное средство компьютера установки сможет контролировать регулирующую величину, и проходит дополнительное время, пока регулирующая величина сможет быть выдержана, в соответствии с изобретением применяется второе программное средство в том же самом компьютере установки, чтобы таким образом получить возможность вводить необходимые регулирующие параметры извне, так чтобы, в отличие от уровня техники, практически с начала процесса литья, то есть с возникновения непрерывной заготовки под кристаллизатором, больше не образовывался непригодный к использованию материал непрерывной заготовки. Благодаря изобретению повышается производительность, поскольку уже на первых отлитых метрах могут выдерживаться заданные для текущего производства значения или диапазоны значений литой непрерывной заготовки. Это достигается за счет того, что параллельно к осуществляющему вычисления в реальном времени первому программному средству инсталлируется другое, быстро осуществляющее вычисления второе программное средство для создания номинальных данных к началу технологического процесса или при изменении параметров технологического процесса, таких как толщина и ширина непрерывной заготовки.
Задача второго программного средства заключается в том, чтобы по параметрам технологического процесса и номинальным величинам (номинальная температура, номинальное положение критического диаметра незатвердевшей центральной части или центра незатвердевшей центральной части) уже в начале разливки или при включении регулирования определять необходимые количества охлаждающего средства (количества воды). Это особенно важно, так как на номинальные величины сильно влияют актуальные параметры технологического процесса, такие как фактический состав, перегрев расплава, актуальная температура охлаждающего средства (воды) для вторичного охлаждения и отвод тепла в кристаллизаторе.
Предпочтительные усовершенствования изобретения содержатся в зависимых пунктах, описании и единственной фигуре.
Предпочтительно второе программное средство использует как параметры технологического процесса, так и номинальные величины процесса литья.
Предпочтительным образом в качестве номинальных величин используются номинальная скорость литья, в частности, при больших поперечных сечениях непрерывной заготовки, номинальная температура непрерывной заготовки в одном заданном положении или номинальные температуры в нескольких заданных положениях, в частности, на поверхности, номинальное положение критического диаметра незатвердевшей центральной части (CMD) (CMD=critical mushy diameter) и/или номинальный центр незатвердевшей центральной части непрерывной заготовки в области выхода из разливочной машины. Под большими поперечными сечениями непрерывной заготовки следует понимать, в частности, поперечные сечения, равные более чем 200 мм.
Предпочтительно в качестве параметров технологического процесса используются результат анализа стали, температуры металлического расплава в промежуточном разливочном устройстве, в кристаллизаторе, количества охлаждающей воды для охлаждения кристаллизатора и в области вторичного охлаждения, а также температуры охлаждающей воды для охлаждения кристаллизатора и в области вторичного охлаждения.
Предпочтительно можно также предусмотреть, чтобы, если либо первое программное средство, и/или второе программное средство выключены, третье программное средство для передачи данных между установкой для непрерывного литья и первым и вторым программным средством способствовало тому, чтобы после включения первого и второго программного средства в течение установленного периода времени номинальные данные для процесса непрерывного литья создавались исключительно с использованием данных, сохраненных в базе данных.
Также предпочтительно, если второе программное средство включает в себя базу данных с заложенными данными технологического процесса, и посредством функции имитации или воспроизведения впоследствии имитирует ход одного из осуществленных процессов литья.
Предпочтительно также, если второе программное средство использует модифицированную функцию имитации или воспроизведения, чтобы уменьшить время запаздывания до применения первого программного средства.
Дополнительно предпочтительным образом предусматривается, что устройство для измерения длины непрерывной заготовки осуществляет измерение, и что при превышении заданной длины непрерывной заготовки может включаться функция воспроизведения.
Как правило, изобретение реализуется в виде программного решения для улучшения функций собственно известного компьютера установки для непрерывного литья, снабженной, по меньшей мере, одним кристаллизатором для непрерывного литья. Однако альтернативно изобретение может также осуществляться в виде дополнительного компьютера или компьютера, оснащенного дополнительными оперативными запоминающими устройствами.
В этом случае изобретение касается также устройства для управления процессом литья на установке для непрерывного литья, снабженной регулирующим устройством, осуществляющим вычисления в реальном времени, для осуществления способа, который был описан выше.
Это устройство в соответствии с изобретением характеризуется тем, что оно включает в себя быстродействующий компьютер для предоставления номинальных данных и данных технологического процесса на начальной фазе процесса литья или при изменении подлежащего литью металла или металлического сплава во время текущего процесса литья, при этом регулирующее устройство вместо данных, рассчитанных в реальном времени, использует данные, предоставленные быстродействующим компьютером.
Предпочтительно это устройство включает в себя базу данных с заложенными данными технологического процесса, при этом быстродействующий компьютер посредством функции имитации (функции воспроизведения) впоследствии имитирует ход одного из осуществленных процессов литья. Дополнительно предусмотрено, что заложенные в базу данных данные технологического процесса могут использоваться регулирующим устройством во время начальной фазы процесса литья или при изменении в текущем процессе литья.
Другое преимущество получается, если быстродействующий компьютер использует модифицированную функцию имитации, чтобы уменьшить время запаздывания до применения надлежащего регулирующего устройства.
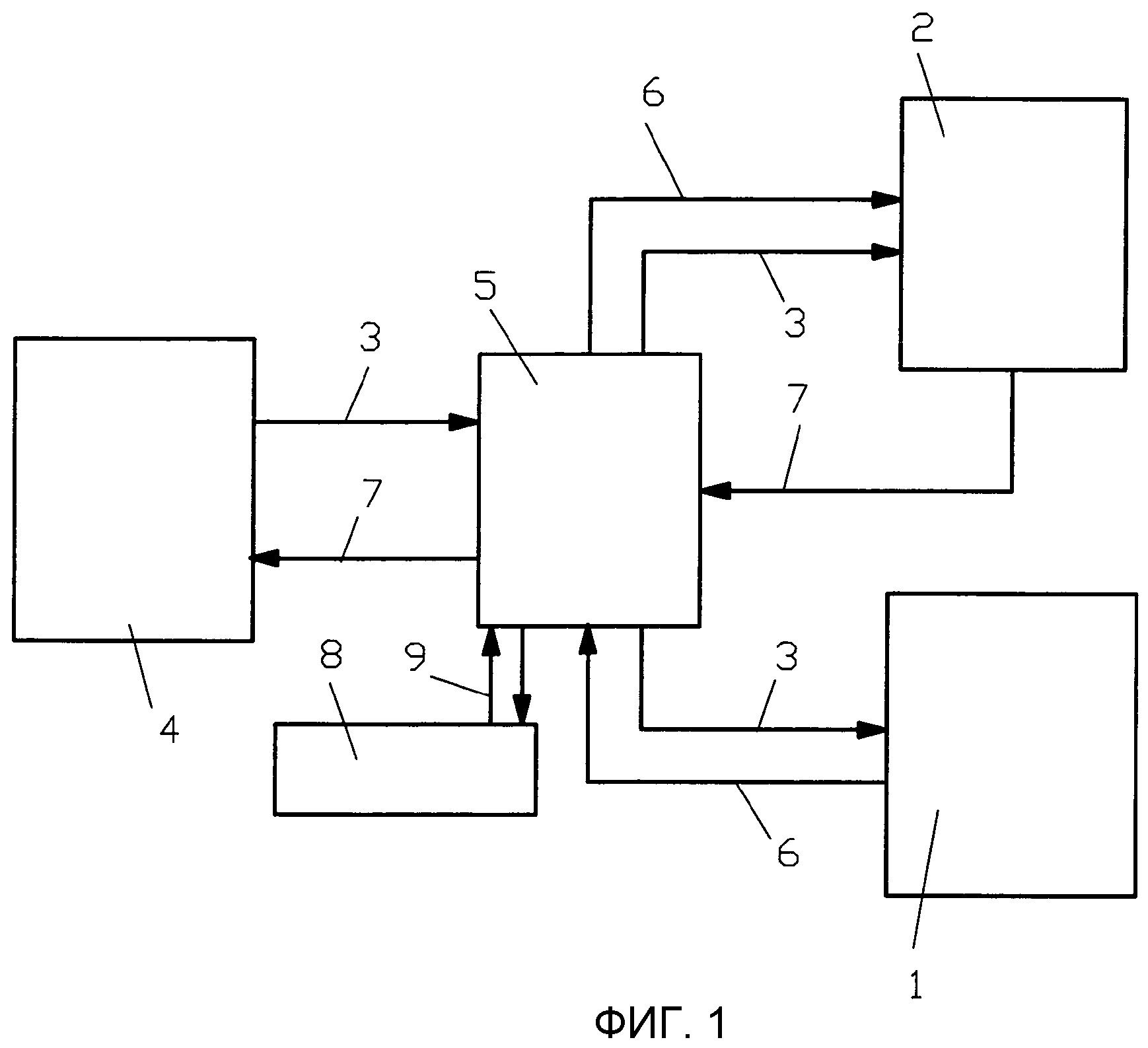
Ниже изобретение поясняется более подробно на одном из примеров осуществления с помощью единственной фигуры. На ней схематичным образом показана передача данных внутри установки для непрерывного литья.
Чтобы иметь возможность наиболее быстрого осуществления вычисления, в начале процесса литья программному средству 1 (фигура) для создания номинальных данных для технологического процесса для литья непрерывной заготовки одновременно с осуществляющим вычисления в реальном времени программным средством 2 через интерфейс 5 данных передаются все данные 3 технологического процесса литья непрерывной заготовки 4. Однако программное средство 1 получает не актуальную скорость литья, а сохраненную, например, в программе охлаждения, которая создает данные для охлаждения непрерывной заготовки, номинальную скорость литья и номинальные величины. С помощью этой информации программное средство 1 имитирует намного быстрее, чем в реальном времени, процесс непрерывного литья, и в рамках имитации путем изменения регулирующих величин, таких как количество воды и скорость литья, регулирует номинальные величины. Благодаря этому становится возможным наиболее быстрое предоставление необходимых в процессе литья количеств охлаждающего средства для достижения номинальных величин. Программное средство 1 определяет актуальный поправочный коэффициент 6 для специальной подачи охлаждающего средства во время начальной фазы процесса литья, поправочный коэффициент 6 передается через интерфейс 5 в часть схемы для вычисления с помощью программного средства 2. Это программное средство создает на его основании номинальные данные 7 количества охлаждающего средства, в частности, количества воды, и посылает их через интерфейс 5 к непрерывной заготовке 4. Все данные передаются в базу данных 8.
Из базы 8 данных программное средство 1 получает данные 9 из прежних процессов литья, которые могут быть использованы для регулирования начальной фазы протекающего в данный момент процесса литья и которые через интерфейс 5 данных передаются программному средству 1. В частности, это возможно и необходимо тогда, когда, например, из-за ошибки обслуживания вычислительная система, за исключением интерфейса 5 данных и предназначенного для интерфейса 5 данных программного средства, в течение некоторого времени не была включена. Если затем вычислительная система включается, программное средство 2 сначала получает необходимые данные из базы данных 8, которые предоставляются через интерфейс 5 данных.
При больших поперечных сечениях непрерывной заготовки регулирование по номинальному положению критического диаметра незатвердевшей центральной части в непрерывной заготовке с помощью охлаждающего средства не подходит, потому что здесь существует опасность слишком низких температур поверхности, которые приводят к повреждениям поверхности непрерывной заготовки. В этом случае регулирование скоростей литья лучше подходит для регулирования критического диаметра незатвердевшей центральной части (CMD=critical mushy diameter).
Модифицированные функции воспроизведения позволяют эксплуататору установки для непрерывного литья еще раз имитировать процессы литья, осуществленные в прошлом. Это осуществляется с помощью данных технологического процесса, заложенных в базу 8 данных.
Другая возможность уменьшить брак или снижение качества непрерывнолитого материала заключается в том, чтобы использовать модифицированную функцию воспроизведения, когда программное средство 1 и/или программное средство 2 компьютера были включены слишком поздно. Модифицированная функция воспроизведения позволяет уменьшить время запаздывания до применения процесса вычисления с помощью программного средства 1, 2, в то время как имитация происходит не в реальном времени, а с максимальной скоростью вычисления.
Это достигается путем того, что при включении программного средства 1, 2 контролируется актуальная длина литья. Если длина литья больше чем, например, десять метров, автоматически включается функция воспроизведения. Теперь программному средству передаются не актуальные данные технологического процесса, а с помощью функции воспроизведения передаются данные технологического процесса, сохраненные в базе 8 данных. Затем программное средство 1, 2 осуществляет вычисления с наибольшей возможной скоростью, и только когда имитированная длина литья совпадает с актуальной длиной литья, программное средство 1, 2 снова переключается в нормальный режим регулирования, при котором актуальные данные технологического процесса обрабатываются в реальном времени.
Спецификация позиций
1 Программное средство
2 Программное средство
3 Данные технологического процесса
4 Непрерывная заготовка
5 Интерфейс данных
6 Поправочный коэффициент
7 Номинальные данные
8 База данных
9 Данные из прежних процессов литья.
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Скользящий сухарь для шарнирного шпинделя
Держатель для рулона металла и устройства, снабженные таким держателем
Сдвоенные кромкообрезные ножницы
Обжимной прокатный стан с приводным блоком
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы

