Результат интеллектуальной деятельности: ПРОКАТНАЯ КЛЕТЬ С 4-, 6- ИЛИ 18-HS-ВАЛКОВЫМ МОДУЛЬНЫМ ВЫПОЛНЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к прокатной клети с 4-, 6- или 18-HS-валковым модульным выполнением.
Из WO 2004/052568 А1 известна прокатная клеть с 4-, 6- или 18-Н3-валковым модульным выполнением, в которой изгибающее усилие передается на изгибаемые цапфы валковых подушек посредством цилиндро-поршневых блоков, которые связаны с блоками Мае West. При этом сокращение "HS" означает горизонтальное стабилизирование.
Блоки "Мае West" представляют собой опорные конструкции для восприятия изгибающих усилий от (балансировочных цилиндров) рабочих валков. Блоки "Мае West" описаны, например, в US 4898014 А (1990-02-06), ЕР 0743107 А1 соотв. DE 696 04 330 Т2 и широко используются для монтажа валков прокатных клетей кварто.
Известные ранее прокатные клети с 4-, 6- или 18-HS-валковым модульным выполнением не обеспечивают возможностей для комбинирования различных режимов работы, как CVC plus® 4- или 6-валковых, а также CVC plus® 18HS.
Важное требование к комбинированной прокатной клети состоит в том, чтобы во время обычной смены валков можно было изменять режим работы без переоборудования клети.
Задача изобретения состоит, поэтому, в том, чтобы можно было производить прокатку с помощью различных режимов работы и с различными диаметрами валков в одной прокатной клети при минимальных затратах времени на переоборудование, и в соответствии с этим повысить годовую продукцию.
Решается эта задача согласно изобретению с помощью прокатной клети с 4-, 6- или 18-HS-валковым модульным выполнением, в которой изгибающее усилие передается на изгибаемую цапфу валковой подушки посредством цилиндро-поршневых блоков, которые связаны с Мае West-блоками, благодаря тому, что поршни в поршневых штоках жестко связаны с блоками Мае West, и корпуса цилиндров охватывают изгибаемые цапфы валковых подушек. Таким образом, изгибающее усилие может передаваться непосредственно на изгибаемые цапфы валковых подушек.
Предпочтительно шток поршня изгибающего цилиндра верхнего валка и шток поршня нижнего валка изготовлены из одной заготовки.
Согласно еще одному варианту выполнения предусмотрено, что снабжение гидравлической рабочей жидкостью для стороны поршня, а также стороны кольца осуществляется посредством штока поршня.
Комбинированная прокатная клеть может находить применение, как в качестве восстановительной клети, так и в качестве дрессировочного прокатного стана, а также для стандартной стали, высокопрочной стали, нержавеющей стали и неметаллов.
Комплекты рабочих валков 4-/6-валковой клети могут заменяться комплектами промежуточных валков в модульном исполнении (включая боковые опорные валки) и рабочими валками в 18 HS-клети.
Положение замены комплектов рабочих валков в 4-/6-валковой клети идентично положению замены комплектов промежуточных валков в 18 HS-клети.
Для обоих режимов работы используются те же цилиндры, перемещаемые в осевом направлении, что и изгибающие цилиндры. Для обеспечения обоих режимов работы и соответствующих конфигураций диаметров валков, как также для общего положения замены валков, требуется большой ход рабочих цилиндров с ограниченным предложением места при минимальных диаметрах валков в 4-валковой/6-валковой прокатной клети.
В известных конструкциях изгибающих цилиндров корпуса цилиндров жестко смонтированы в блоках Мае West, и изгибающее усилие передается на изгибаемые цапфы валковых подушек посредством штоков поршней и направляемого промежуточного элемента.
Концепция изгиба согласно изобретению состоит в том, что поршень в поршневом штоке жестко соединен с блоком Мае West, т.е. корпус цилиндра сдвигается.
Подвижные корпуса цилиндров отжимаются вверх или вниз. Корпуса цилиндров выполнены таким образом, что они охватывают изгибаемые цапфы валковых подушек, и таким образом, изгибающее усилие передается непосредственно на изгибаемые цапфы валковых подушек.
Шток поршня изгибающего цилиндра верхнего валка и шток поршня изгибающего цилиндра нижнего валка изготовляются из одной заготовки.
Снабжение гидравлической жидкостью для стороны поршня, как и для стороны кольца, осуществляется посредством штока поршня.
Эта концепция изгиба позволяет осуществлять большой ход при компактной конструкции, что является идеальным для применения в комбинированных прокатных клетях. Благодаря этому, как рабочие валки в 4-х-валковой или 6-ти-валковой прокатной клети, так и промежуточные валки в прокатной клети 18HS для смены валков поднимаются или опускаются на нужную высоту, а затем в качестве комплектного набора заменяются с помощью той же тележки. Благодаря модульной конструкции комплектов валков продолжительность замены между режимами работы снижается до продолжительности стандартной перевалки.
Лишь благодаря этой концепции изгиба имеется возможность реализовать прокатную клеть для обоих режимов работы - как CVC plus® 4-валковой или 6-валковой клети, как и также CVC plus® 18HS в модульном исполнении.
Изобретение поясняется далее более подробно со ссылкой на чертежи. При этом показывают:
Фиг.1a - прокатную клеть в конфигурации 18 HS в схематическом изображении,
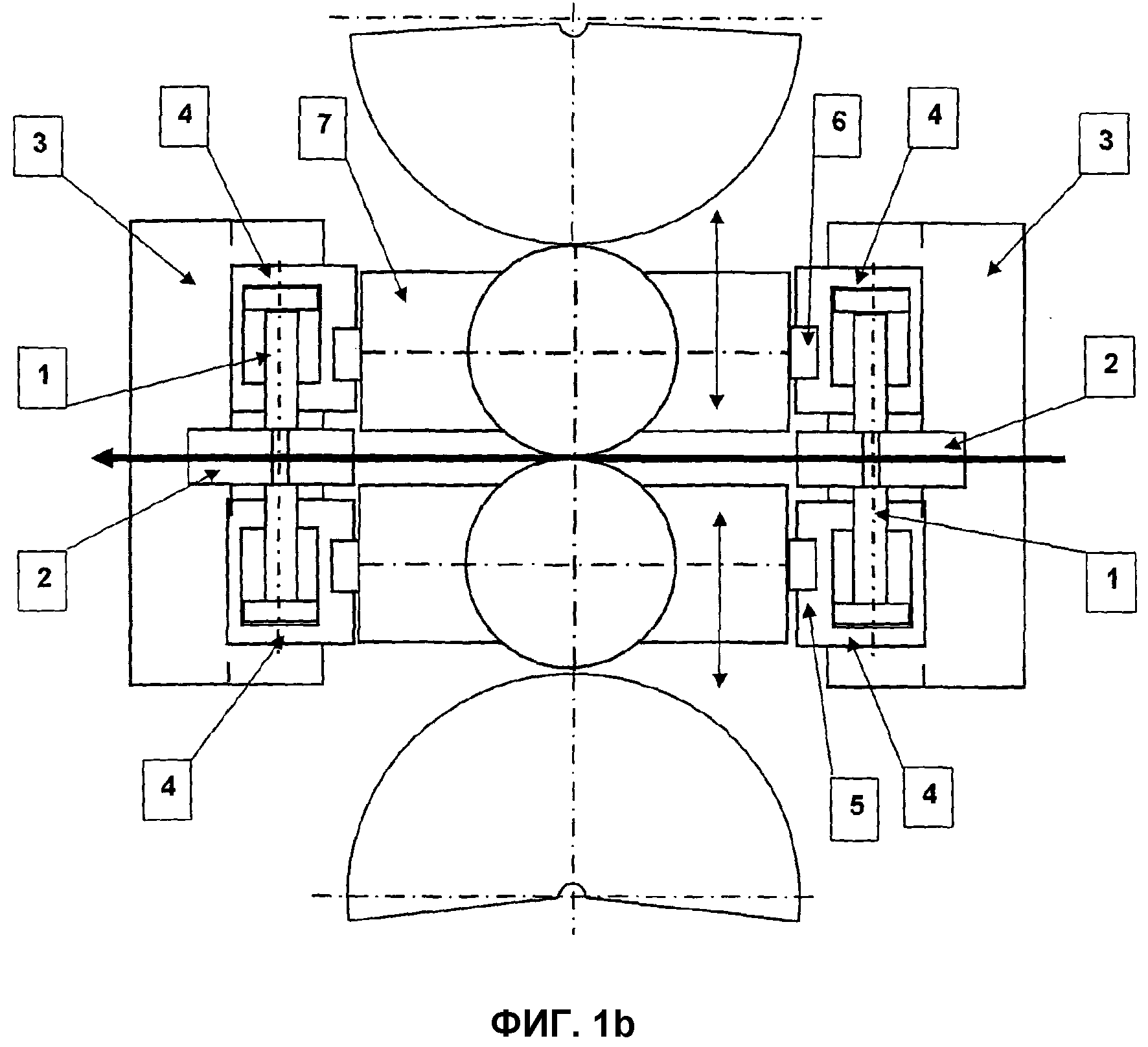
Фиг.1b - прокатную клеть в 4-валковой конфигурации в схематическом изображении,
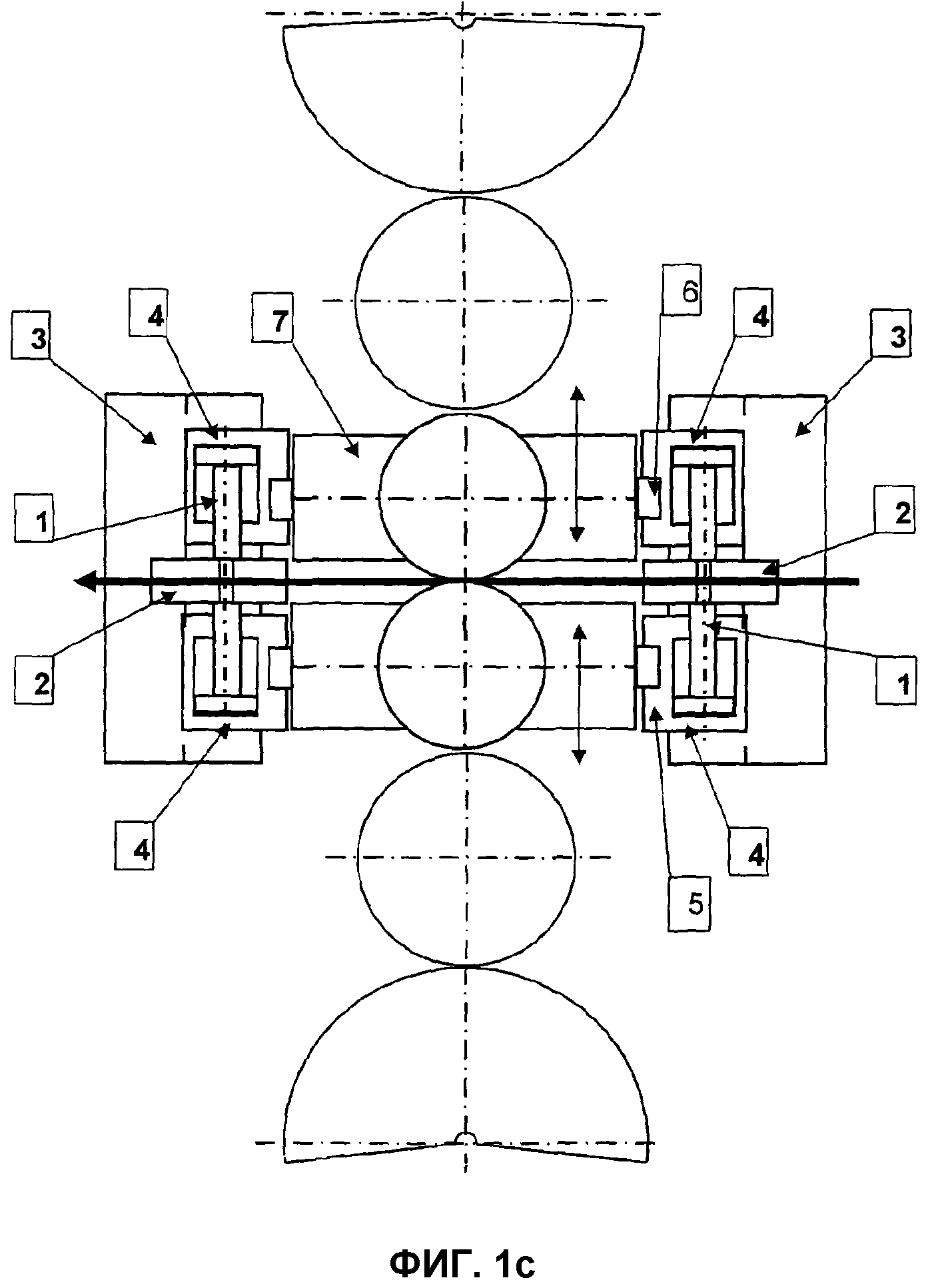
Фиг.1c - прокатную клеть в 6-валковой конфигурации в схематическом изображении.
Штоки 1 поршней жестко удерживаются в блоках 3 Мае West с помощью удерживающей колодки 2. Корпус 4 цилиндров с помощью нагрузки давлением стороны поршня или стороны кольца перемещается по вертикали в блоках 3 Мае West и посредством карманов 5 в корпусе 4 цилиндра можетт передавать усилия изгиба через изгибаемые цапфы 6 валковых подушек 7 на последние, и в соответствии с этим - на цапфы промежуточного валка в прокатной клети 18-HS (фиг.1а) или рабочего валка в 4-валковой прокатной клети (фиг.1b), или рабочего валка 10 в 6-валковой прокатной клети (фиг.1c).

Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Кластерное рычажное устройство для комплектов промежуточных валков 18-валковых прокатных клетей, выполненных с возможностью горизонтального смещения валков
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Способ и устройство для измерения толщины слоя частично кристаллизованных расплавов
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине

