Результат интеллектуальной деятельности: СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС
Вид РИД
Изобретение
Изобретение относится к прокатному производству, а точнее к горячей прокатке полос в непрерывных группах широкополосных станов горячей прокатки, чистовые клети которых оборудованы устройствами изгиба рабочих валков в вертикальной плоскости.
Известно, что заданную ширину готовых горячекатаных полос формируют с помощью вертикальных валков клетей черновой группы (Рудской А.И. Теория и технология прокатного производства: учеб. пособие / А.И. Рудской. - С.-Пб.: Наука, 2008. - 527 с.), если измеренная ширина готовой полосы отличается от заданной, то корректируют позицию вертикальных валков клетей черновой группы. В рабочих клетях непрерывной чистовой группы широкополосового стана горячей прокатки воздействовать на ширину готовых полос таким способом невозможно из-за отсутствия вертикальных валков.
Известно, что с помощью устройств изгиба в вертикальной плоскости рабочих валков клетей чистовой группы формируют заданную выпуклость профиля поперечного сечения и плоскостность готовых горячекатаных полос (Бейнфест Б.Я. Развитие конструкций листовых станов для прокатки полосы точного профиля в СССР и за рубежом / Б.Я.Бейнфест, С.Е.Рокотян // НИИИнформтяжмаш (металлургическое оборудование). - М.: 1976. - №1 - 76-30. - 52 с.). Однако при этом не учитывают влияния перераспределения межклетевых удельных натяжений на выходную ширину готовых полос.
Задачей, на решение которой направлено изобретение, является повышение качества прокатываемых полос за счет уменьшения их разноширинности.
Поставленная техническая задача решается тем, что в предлагаемом способе горячей прокатки полос с минимальной разноширинностью на широкополосном стане, у которого клети чистовой группы оборудованы устройствами изгиба рабочих валков в вертикальной плоскости, осуществляется измерение отклонения фактической ширины прокатываемых полос за последней клетью чистовой группы ∆B=Вфакт - Взадан от заданной ширины и воздействие на усилия изгиба рабочих валков одной или нескольких клетей чистовой группы в вертикальной плоскости в соответствии с формулой:
 ,
,
где  - изменение усилия изгиба рабочих валков, причем знак «+» соответствует увеличению усилия противоизгиба или уменьшению усилия дополнительного изгиба, а знак «-» соответствует уменьшению усилия противоизгиба или увеличению усилия дополнительного изгиба; коэффициент Ki - эмпирически определяемый коэффициент передачи «усилие изгиба - ширина», равный величине изменения усилия изгиба рабочих валков i-й клети, при которой ширина полосы на выходе стана изменяется на 1 мм.
- изменение усилия изгиба рабочих валков, причем знак «+» соответствует увеличению усилия противоизгиба или уменьшению усилия дополнительного изгиба, а знак «-» соответствует уменьшению усилия противоизгиба или увеличению усилия дополнительного изгиба; коэффициент Ki - эмпирически определяемый коэффициент передачи «усилие изгиба - ширина», равный величине изменения усилия изгиба рабочих валков i-й клети, при которой ширина полосы на выходе стана изменяется на 1 мм.
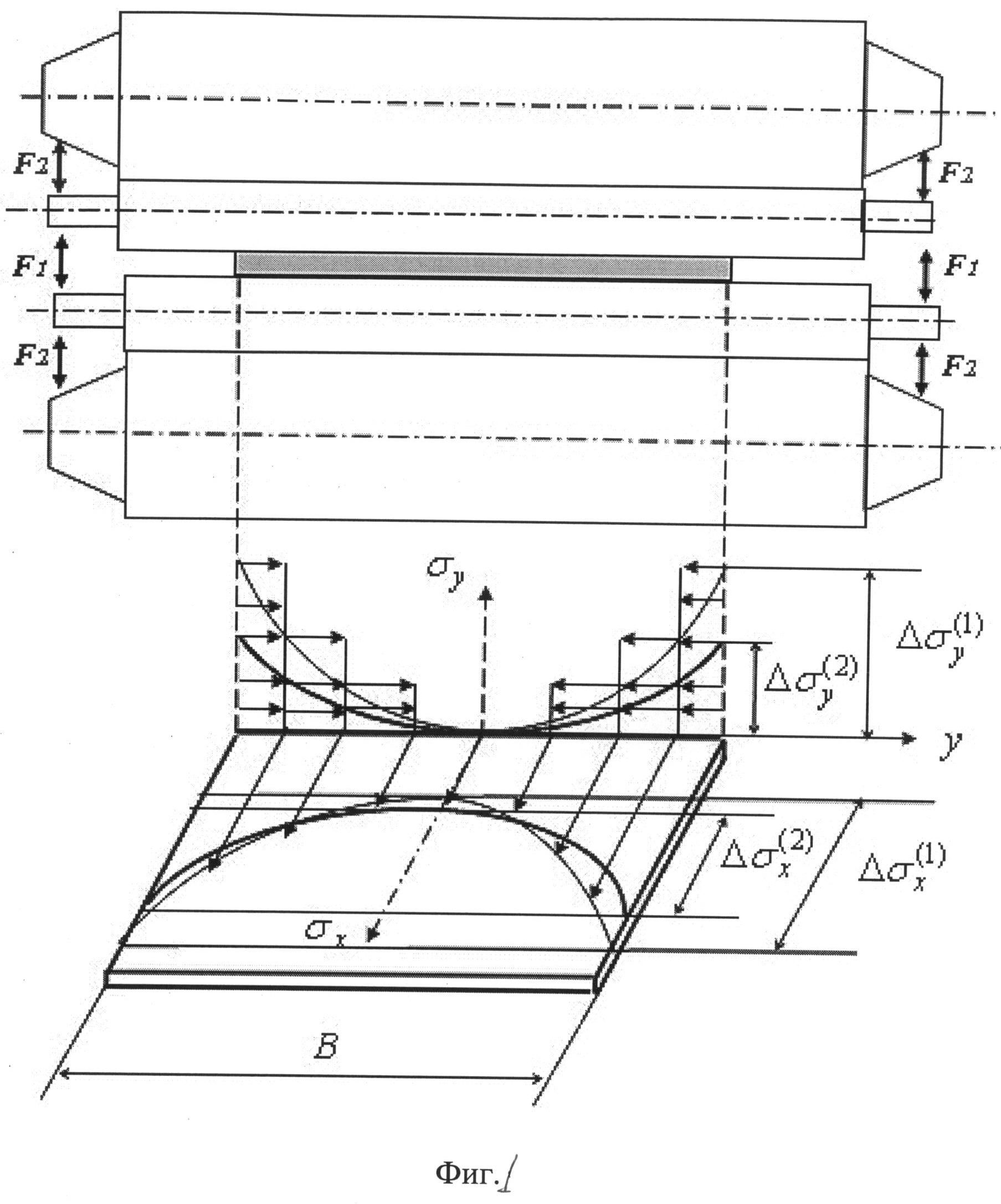
На чертеже представлена схема воздействия усилий изгиба рабочих валков на распределение удельных натяжений на входе и выходе очага деформации.
В предлагаемом способе горячей прокатки с помощью усилий изгиба F1 и F2 устанавливают величину прогиба рабочих валков в зависимости от отклонения измеренной ширины прокатываемой полосы на выходе стана.
При прокатке по предлагаемому способу распределение удельных натяжений по ширине полосы во входном и выходном сечениях очага деформации изменяют таким образом, что если измеренная ширина готовой полосы меньше заданной, то растягивающие напряжения в прикромочных областях уменьшаются - для этого уменьшают усилия противоизгиба F1 или увеличивают усилия дополнительного изгиба F2 рабочих валков. Если же измеренная ширина полосы больше заданной, то растягивающие напряжения в прикромочных областях увеличивают - для этого увеличивают усилия противоизгиба F1 или уменьшают усилия дополнительного изгиба F2 рабочих валков.
Для анализа различных явлений при прокатке, в частности процесса уширения металла в очаге деформации, успешно применяют энергетический метод, основанный на принципе возможных изменений деформированного состояния. Его разновидностью для деформируемых сред с пластическим очагом деформации является вариационный принцип Журдена. Уравнение в соответствии с этим принципом для пластического очага деформации записывается следующим образом:

где  - скоростной потенциал; Т и Н - интенсивности касательных напряжений и скоростей сдвиговых деформаций;
- скоростной потенциал; Т и Н - интенсивности касательных напряжений и скоростей сдвиговых деформаций;  ,
,  - полное напряжение на поверхности S с единичной внешней нормалью
- полное напряжение на поверхности S с единичной внешней нормалью  и соответствующая скорость перемещения; ∆νi - скачок скоростей на i-й поверхности среза Si; δ - символ варьирования; τS - предел текучести на сдвиг.
и соответствующая скорость перемещения; ∆νi - скачок скоростей на i-й поверхности среза Si; δ - символ варьирования; τS - предел текучести на сдвиг.
При использовании метода Ритца вариационноое уравнение Журдена для случая прокатки с натяжением в развернутом виде записывается следующим образом:

где N1 - мощность внутренних сопротивлений; N2 - мощность сил трения скольжения; N3 - мощность сил среза; N4 - мощность переднего натяжения; N5 - мощность заднего натяжения; aj - коэффициенты при подходящих функциях по методу Ритца.
В уравнение (2) с разными знаками входят N4 - мощность переднего натяжения и N5 - мощность заднего натяжения. В соответствии с этим уравнением величина уширения при такой комбинации толщин и натяжений, когда эти мощности компенсируют друг друга, должна совпадать с величиной уширения при прокатке без натяжения. Однако многочисленные экспериментальные исследования свидетельствуют, что величина уширения при прокатке с передним и задним натяжением меньше, чем при прокатке без натяжений или с только с передним или только с задним натяжением. Это объясняется появлением в уравнении (2) мощностей дополнительных сил, действующих во входном и выходном сечениях очага деформации, которые вызываются приложением к прокатываемой полосе натяжений. Эти силы действуют как в продольном, так и в поперечном направлениях, и их распределение во входном и выходном сечениях очага деформации зависит от величины натяжений и практически не зависит от расстояния до места приложения натяжений.
Таким образом, перераспределение удельных натяжений во входном и выходном сечениях очага деформации влияет на величину уширения полосы при прокатке с натяжением.
Пример выполнения способа
С целью изучения влияния величины усилий противоизгиба рабочих валков чистовой группы на ширину прокатываемых полос был проведен следующий эксперимент. Во время горячей прокатки полосы из стали марки 08пс типоразмером 3,08×1531 мм усилие противоизгиба рабочих валков чистовой группы клети №10 стана 2000 ОАО «НЛМК» увеличили с 200 до 700 кН. При этом фактическая ширина полосы на выходе стана уменьшилась на 2 мм.
Таким образом, величина коэффициента передачи «усилие противоизгиба - ширина» клети №10 стана 2000 при прокатке данного типоразмера равна:

Предлагаемый способ позволяет уменьшить разноширинность готовой горячекатаной полосы.
Способ горячей прокатки полос, включающий прокатку на широкополосном стане, клети чистовой группы которого оборудованы устройствами изгиба рабочих валков в вертикальной плоскости, отличающийся тем, что за последней клетью чистовой группы осуществляют измерение отклонения фактической ширины прокатываемых полос от заданной ширины ΔВ=В-В и воздействуют на усилия изгиба рабочих валков одной или нескольких клетей чистовой группы в вертикальной плоскости в соответствии с зависимостью где - изменение усилия изгиба рабочих валков,К - эмпирически определяемый коэффициент передачи «усилие изгиба - ширина», равный величине изменения усилия изгиба рабочих валков i-й клети, при которой ширина полосы на выходе стана изменяется на 1 мм, при этом знак «+» соответствует увеличению усилия противоизгиба или уменьшению усилия дополнительного изгиба, а знак «-» соответствует уменьшению усилия противоизгиба или увеличению усилия дополнительного изгиба.
Способ обработки янтаря
Способ очистки янтаря
Способ горячей прокатки полос
Дверь, уплотнитель для двери, способ покрытия двери облицовочным материалом
Асинхронный вентильный каскад
Способ переработки твердых бытовых отходов в топливо для печей высокотемпературного синтеза цементного клинкера
Способ задувки доменной печи
Способ изготовления штампованных поковок
Способ обработки сложных криволинейных поверхностей
Способ торцового фрезерования плоских поверхностей
Мостовая железобетонная балка
Способ изготовления штампованных поковок
Способ обжатия непрерывнолитой сортовой заготовки в жидко-твердом состоянии
Способ обработки сложных криволинейных поверхностей

