Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ
Вид РИД
Изобретение
Область техники.
Изобретение относится к области уплотнительной техники и может быть использовано для изготовления уплотнительных элементов, предотвращающих утечку рабочей среды через зазоры в подвижных и статических сопряжениях, в частности, изобретение может быть использовано в запорной аппаратуре ТЭЦ, химических производствах, для уплотнения валов центробежных насосов и т.д..
Предшествующий уровень техники.
В современной промышленности резко возросли требования к уплотнительной продукции, в частности, многие современные процессы осуществляются при высокой температуре и давлении, что потребовало разработки новых типов уплотнений, в частности, для трубопроводной арматуры, работающих в широком диапазоне температур и давлений.
Большая часть конструкций трубопроводной арматуры имеет сальниковое устройство для уплотнения подвижного соединения крышка - шпиндель.
Герметичность сальника определяется в первую очередь гидравлическим сопротивлением набивки, оказываемым ею уплотняемой рабочей среде и степенью прижатия ее к уплотняемым деталям. В реальных условиях эксплуатации на сальниковую набивку действует, с одной стороны, усилие затяжки сальника, а с другой стороны - давление рабочей среды, в результате чего происходит пластическая деформация материала и его уплотнение, обеспечивающее снижение пористости и проницаемости.
Сальниковые кольца образуют сальниковые уплотнения, состоящие из двух замыкающих сальниковых кольца и расположенного между ними набора сальниковых колец.
При этом, в качестве замыкающих колец используют кольца более высокой плотности, выдерживающие за счет всевозможной армировки большие давления, а в середину сальниковой камеры устанавливают более низкоплотные кольца, обеспечивающие упругость и минимальное трение по штоку.
Эксплуатационная безопасность, срок службы и экономичность оборудования в значительной мере зависит от безотказного функционирования сальниковых уплотнений арматуры.
Уплотнения из материалов на основе гибкой графитовой фольги, полученной из терморасширенного графита (ТРГ), имеют оптимальный набор физико-технических характеристик, которые обеспечивают длительную, надежную и экономичную эксплуатацию сальниковых уплотнений в широком диапазоне температур, давлений и рабочих сред в режиме работы с минимальным прокалыванием при незначительном объеме технического обслуживания (подтяжка и подбивка) в межремонтный период.
Сальниковые кольца из ТРГ обеспечивают существенные преимущества сальниковым уплотнениям: сохранение упругости при любых условиях эксплуатации; возможность работы при высоких значениях температуры и давления (40 МПа и 560°С); высокую износостойкость; количество циклов на отказ не менее 10000; отсутствие необходимости дополнительной подтяжки уплотнения в процессе эксплуатации; минимальный износ штока; допустимое многократное повторное использование колец при разборке и сборке арматуры; практическое отсутствие коррозии штоков; отсутствие необходимости разборки арматуры для установки колец, допустимость разрезки колец на две части без потери эксплуатационных характеристик.
В настоящее время нашли применение несколько типов сальниковых колец: кольца из прессованных частиц ТРГ; кольца, выполненные из чередующихся слоев ТРГ и армирующих слоев, расположенных перпендикулярно оси кольца; кольца из плетеной набивки из фольги на основе ТРГ; витые кольца из лент ТРГ.
Наиболее часто изготавливают и применяют два последних вида сальниковых колец.
Кольцо из плетеной набивки представляет собой кусок плетеной набивки, сложенный в кольцо непосредственно в сальниковой камере. Способ получения данного кольца включает плетение шнура из лент графитовой фольги, его последующую калибровку, нарезку плетеного шнура на отрезки нужной длины и формирование кольца непосредственно в сальниковой камере (см. RU 2271488).
Данный тип сальниковых колец нашел широкое применение в сальниковых уплотнениях, в том числе, и в качестве замыкающих колец (см. RU 2290556, GB 2287772).
Второй тип сальниковых колец представляет собой кольца, выполненные путем навивки лент графитовой фольги и последующего обжатия полученной витой заготовки для придания жесткости и прочности.
Графитовое сальниковое кольцо при этом может быть плакировано или армировано какими-либо усиливающими элементами. Данным способом, например, получают сальниковое кольцо из графитовой фольги, плакированное пористым политетрафторэтиленом в патенте RU 2372538 либо армированное металлом сальниковое кольцо в соответствии с RU 2138715.
Кольца по патенту RU 2372538, плакированные пористым политетрафторэтиленом, предназначены для установки в сальник в качестве единичных колец, они не подвержены коррозии, за счет чего повышается надежность уплотнения, однако, эти кольца не подходят для уплотнения сальниковых камер с высокими эксплуатационными параметрами.
Армированные металлом кольца, полученные по технологии навивки армированной металлом графитовой фольги в многослойную цилиндрическую заготовку и последующего обжатия данной заготовки широко используются в сальниковых уплотнениях камер с высокими эксплуатационными параметрами, в том числе, и в качестве замыкающих колец (см. RU 2138715), а сами уплотнительные кольца в этом случае могут быть изготовлены путем намотки неармированной графитовой фольги из прессованной дробленой графитовой фольги.
К недостаткам данного технического решения относится то, что повышенные жесткость и износостойкость замыкающих сальниковых колец, армированных металлом, позволяют добиться увеличения срока службы сальникового уплотнения, однако, работа такого уплотнения сопровождается значительными утечками, так как мягкая часть пакета быстро изнашивается и ужимается, а жесткие кольца изнашивают подсальниковую поверхность.
Наиболее близкий аналог изобретения описано в японской заявке JP 2006342932. В данной заявке раскрывается способ получения витых сальниковых колец, по которому витые кольца получают следующим образом: берут фольгу из терморасширенного графита, на внутреннюю сторону фольги наклеивают площеные жгуты из углеродного волокна, а затем полученную заготовку свивают в спиральное кольцо. В материалах заявки раскрывается, что толщина площеных жгутов должна быть 0,001 мм и более. Соответственно, раскрывается также витое сальниковое кольцо, выполненное в соответствии с данным способом.
Как следует из представленных данных, наиболее близкое техническое решение позволяет обеспечить высокую жаростойкость, уменьшенное сопротивление скольжению и улучшенную релаксацию напряжений.
Как следует из описания данной заявки, заготовка, из которой спиралыю навивается кольцо, представляет собой ламинированный с одной стороны лист графитовой фольги. Такая заготовка при последующей спиральной навивке и подпрессовке не позволяет достичь улучшенных эксплуатационных характеристик сальниковых колец и уплотнений с такими кольцами, поскольку сцепление между витками будет ослабленным и при подпрессовке кольца в нем будут возникать пустоты, что не позволит улучшить прочностные и упругие свойства сальникового кольца. Кроме того, незакрепленный площеный жгут имеет плохую адгезию к фольге, что может привести к расслоению навивки, а, значит, нарушению герметичности уплотнения в целом.
Кроме того, как следует из представленного анализа уровня техники, сальниковые уплотнения создаются из различных типов сальниковых колец, где замыкающие кольца отличаются по свойствам от прочих уплотнительных колец большей жесткостью и износостойкостью. Ни в одном из вышеперечисленных документов не обсуждается возможность получения сальникового уплотнения, состоящего из одинаковых колец, между тем, использование сальниковых колец одного типа по всей длине сальниковой камеры могло бы исключить некорректную установку колец в сальниковую камеру, а также обеспечить универсальность использования колец, герметизацию в широком температурном диапазоне и надежную работу сальниковых уплотнений без протечек.
Задачей изобретения является получение сальникового витого кольца из армированной гибкой графитовой ленты, которое обладает улучшенными эксплуатационными характеристиками (количество циклов наработки, прочность на разрыв, упругость), позволяющими универсально использовать данное кольцо в сальниковых уплотнениях как в виде замыкающего сальникового кольца, так и в качестве уплотняющих колец для обеспечения герметизации в широком температурном диапазоне и надежную работу сальниковых уплотнений без протечек..
Поставленная задача решается способом изготовления сальниковых витых колец, включающим:
(A) совмещение исходной заготовки из терморасширенного графита с удельной плотностью, не превышающей 0,06 г/см3 и углеродного волокна в виде, по меньшей мере, одного площеного жгута;
(B) засыпку заготовки, полученной на стадии (А) порошком терморасширенного графита с получением пакета, содержащего 9-30 масс.% углеродного волокна и терморасширенный графит - остальное;
(C) прокатку пакета в соответствии со стадией (В) с получением заготовки с плотностью от 0,7 до 0,9 г/см3;
(D) нарезку заготовки в соответствии со стадией (С) на мерные заготовки;
(E) спиральную навивку мерных заготовок в соответствии со стадией (D) в кольца и
(F) обжатие полученных в соответствии со стадией (Е) колец с получением сальниковых колец.
В некоторых воплощениях изобретения поставленная задача решается тем, что совмещение заготовки с площеным жгутом на стадии (А) осуществляют посредством клея
В некоторых воплощениях изобретения спиральную навивку мерных заготовок на стадии (Е) осуществляют при протягивании заготовок с линейной скоростью не менее 15 м/мин.
Желательно для некоторых воплощений изобретения в качестве терморасширенного графита использовать терморасширенный графит, полученный по нитратной технологии.
Поставленная задача решается сальниковым витым кольцом представляющим собой кольцо, выполненное в соответствии с вышеописанным способом.
Поставленная задача решается сальниковым уплотнением, содержащим комплект сальниковых колец, включающий два замыкающих сальниковых витых кольца, каждое из которых представляет собой вышеописанное сальниковое кольцо, и, по меньшей мере, одно уплотнительное сальниковое кольцо, расположенное между замыкающими кольцами.
В частных воплощениях изобретения уплотнение может содержать, по меньшей мере, одно уплотнительное сальниковое витое кольцо, представляющее собой вышеописанное сальниковое кольцо
Сущность изобретения состоит в следующем.
Под площеным или расправленным (англ. spread) жгутом углеродного волокна в уровне техники понимается жгут, получаемый раскаткой, раздувом, воздействием акустических вибраций и т.д. объемного жгута из непрерывного углеродного волокна с обеспечением разделения волокон и их однородного распределения по ширине, при этом волокна расположены в плоскости, по существу, параллельно друг другу,
Для получения качественных сальниковых колец нами предложено использовать упомянутый площеный жгут углеродного волокна в качестве армирующего элемента низкоплотной заготовки из терморасширенного графита с малой плотностью - от 0,7 до 0,9 г/см3.
Технология получения заготовки такова, что армирующий элемент в виде площеного жгута углеродных волокон находится не на поверхности стандартной графитовой ленты (плотность ~1 г/см3), как это описывается в японской заявке JP 2006342932, а внутри низкоплотной заготовки. Для этого заготовку получают в два этапа: сначала на заготовку из терморасширенного графита (стадия А) накладывают площеный жгут, а затем на площеный жгут насыпают порошок терморасширенного графита (стадия В) при получении определенного соотношения терморасширенного графита и углеродного волокна и прокатывают на стадии С полученный пакет в валках до определенной плотности.
Плотность заготовки на стадии А не должна превышать 0,06 г/см3, поскольку при превышении этой величины шероховатость поверхности заготовки уменьшается и ухудшается адгезия углеродного волокна к заготовке. Нижняя граница плотности заготовки не имеет существенного значения и определяется только возможностью ее компактирования.
Полученный на стадии С пакет, представляет собой монолитный материал с плотностью от 0,7 до 0,9 г/см3, содержащий частицы ТРГ и армирующий элемент из углеродных волокон, выполненных в виде, по меньшей мере, одного площеного жгута из непрерывных углеродных волокон, равномерно распределенный на определенную ширину полотна, причем армирующий элемент заключен внутри данного материала - углеродное волокно гарантировано находится в объеме, а не на поверхности, что исключает возможность нежелательного контакта волокна с материалом движущегося штока. Соприкосновение уплотнительного кольца с движущимися частями в этом случае происходит по слою графита, который обладает низким коэффициентом трения.
Количество углеродных волокон площеного жгута составляет 9-30 масс.% от массы графитовой ленты.
Площеный жгут получают раскаткой или раздувом объемного жгута с обеспечением разделения волокон и их однородного распределения по ширине.
Плотность данной заготовки (0,7-0,9 г/см3) является чрезвычайно важным параметром для осуществления изобретения. При данной плотности спиральные витки заготовки обладают улучшенной адгезией друг к другу при навивке благодаря надежному сцеплению частиц низкоплотного ГФ за счет сил межмолекулярного сцепления.
Использование таких низкоплотных графитовых полос при дальнейшем обжатии кольца обеспечивает прочность кольца, а полученный таким образом сальник не раскручивается. Это происходит в силу того, что при прессовании колец из низкоплотной заготовки происходит образование многочисленных гофр, протянувшихся в направлении оси кольца. Имеющиеся гофры обеспечивает равномерность армирования по всему объему сальникового кольца и препятствуют уносу терморасширенного графита при эксплуатации, что позволяет повысить прочностные и износостойкие свойства сальниковых уплотнений при высоких рабочих температурах.
Кроме того наличие в полученном на стадии В пакете прочных углеродных волокон в заявляемом количестве, ориентированных не только по оси сальника, но благодаря имеющимся гофрам и в других направлениях, придает сальнику дополнительные упругие свойства.
При количестве волокон меньше нижнего значения (9 масс.%) не достигается равномерность армирования сальникового кольца по всему его объему, что негативно сказывается на прочностных и упругих характеристиках сальникового кольца, а при выходе за верхнее значение (30 масс.%) заготовка имеет тенденцию к расслаиванию, в результате чего также снижаются эксплуатационные характеристики сальниковых колец.
Заявленная совокупность операций, а также сочетание плотности пакета после прокатки и количества в нем армирующих элементов в виде площеного жгута УВ позволяет получить сальниковое кольцо, способное выдерживать давление до 200 атм. Данный вид сальникового уплотнения эффективен и устойчив от уноса.
При выходе за заявляемые пределы декларируемый технический результат не достигается.
Количество площеных жгутов зависит от многих факторов, например, от ширины заготовки из терморасширенного графита на стадии А, от рассчитываемого содержания углеродных волокон в пакете и пр. Например, для получения содержания углеродных волокон в количестве 9 масс.% для листовой заготовки из терморасширенного графита шириной 600 мм и длиной 3 м требуется 1 площеный жгут углеродного волокна с параметрами 600×3000 мм. Соответственно, для получения аналогичного содержания углеродных волокон в заготовке, ширина которой составляет 1500 мм, а длина 3000 мм, нужно взять 2,5 площеных жгута с теми же параметрами.
В частных воплощениях изобретения для получения сальниковых колец могут быть уточнены некоторые параметры заявляемого изобретения.
Например, при некоторых воплощениях изобретения на стадии А площеные жгуты можно совмещать с заготовкой посредством клея, при этом операция приклеивания не является обязательной для всех воплощений изобретения.
Необходимо отметить, что при навивке мерных заготовок на стадии Е с заявленными плотностью и содержанием углеродных волокон может быть задана скорость протягивания заготовок, превышающая скорость протягивания при навивке неармированных мерных заготовок, поскольку армированные заготовки обладают более высокой прочностью. Увеличение скорости намотки приведет к увеличению производительности производства сальниковых витых колец. А при скорости протягивания не менее 15 м/мин также обеспечивается более равномерная намотка витков, что обеспечивает дополнительный технический результат: равноплотную структуру сальникового кольца, а, следовательно, дополнительное увеличение параметров упругости, а также стойкости к уносу.
Необходимо отметить, что некоторые дополнительные преимущества могут быть получены при использовании терморасширенного графита, полученного по нитратной технологии, например, отсутствие коррозионно-активного агента - серы (что характерно для традиционного терморасширенного графита, полученного по бисульфатной технологии.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера осуществления изобретения.
Пример осуществления изобретения.
В качестве исходных компонентов для получения сальниковых витых колец использовались следующие:
- Заготовка из терморасширенного графита с плотностью 0,03-0,05 г/см3, размером 600×20×120000 мм, полученная прокаткой порошка терморасширенного графита, изготовленного на основе электрохимического нитрата графита;
- Площеный жгут с удельной плотностью 40 г/м2, полученный раздувом объемного жгута сжатым воздухом в виде смотанного рулона с шириной рулона 600 мм.
- Порошок терморасширенного графита с насыпной плотностью 2-5 г/л.
Для получения сальниковых витых колец использовали заготовку фольги из терморасширенного графита с плотностью 0,03-0,05 г/см3, которую располагали на транспортерной ленте прокатного стана.
Рулон площеного жгута из углеродного волокна в виде тонкой ленты шириной 600 мм помещали в специальное размоточное устройство прокатного стана. Рулон при размотке проходил через ванну с клеем, а затем подавался на заготовку. Сверху на полученный материал наносили слой пенографита из бункера, после чего сформированный сэндвич прокатывался в несколько стадий до обеспечения заданной конечной плотности пакета от 0,7 до 0,9 г/см3.
На выходе полученное полотно сматывали в рулон автоматическим намоточным устройством (размеры следующие: рулон длиной 120 м шириной 600 мм, толщиной 0,4 мм), затем отрезали лист и нарезали его на мерные заготовки в виде полосок шириной 13 мм с и толщиной 0,4 мм, а затем из полученных полосок навивкой в спираль получали сальниковые кольца.
Навивку мерных заготовок в спираль осуществляли при скорости протяжки ленты 25 м/мин. Затем полученные кольцевые заготовки снимали с оправки, выставляли в форму и проводили финишное обжатие кольцевых заготовк путем прессования.
Получали сальниковые кольца с диаметром 52 мм, высотой 10 мм и толщиной стенки - 16 мм. Плотность кольца составляла 1,5 г/см3.
Из полученных таким образом колец были сформированы два сальниковых уплотнения, первое из которых состояло из двух замыкающих колец, выполненных в соответствии с вышеописанным примером и из четырех уплотняющих сальниковых колец (тип К-03Ш-2×4-52×18×36 КГФ-УВ).
Второе сальниковое уплотнение представляло собой шесть сальниковых колец, при этом, как замыкающие, так и уплотняющие кольца были выполнены в соответствии с данным примером (тип К-03Ш-0×6-52×18×36 КГФ-УВ).
Эксплуатационные испытания сальниковых уплотнительных колец из графитовой фольги проводились закладкой уплотнительных колец в сальниковые узлы клапанов 999-20-ЭМ (технологического оборудования) стенда высокого давления РУ 4.
Испытания проходили при следующих условиях: узлы клапанов 999-20-ЭМ (технологического оборудования), работающие на рабочих параметрах Рр=18 МПа и Тр=350°С, среда - пар.
Для двух типов сальникового уплотнения (заявленные сальниковые кольца - в качестве замыкающих колец) испытания показали следующее: в режиме «арматура открыта - арматура закрыта - арматура открыта» было наработано 500 циклов. Визуально парение через сальниковые узлы не наблюдалось.
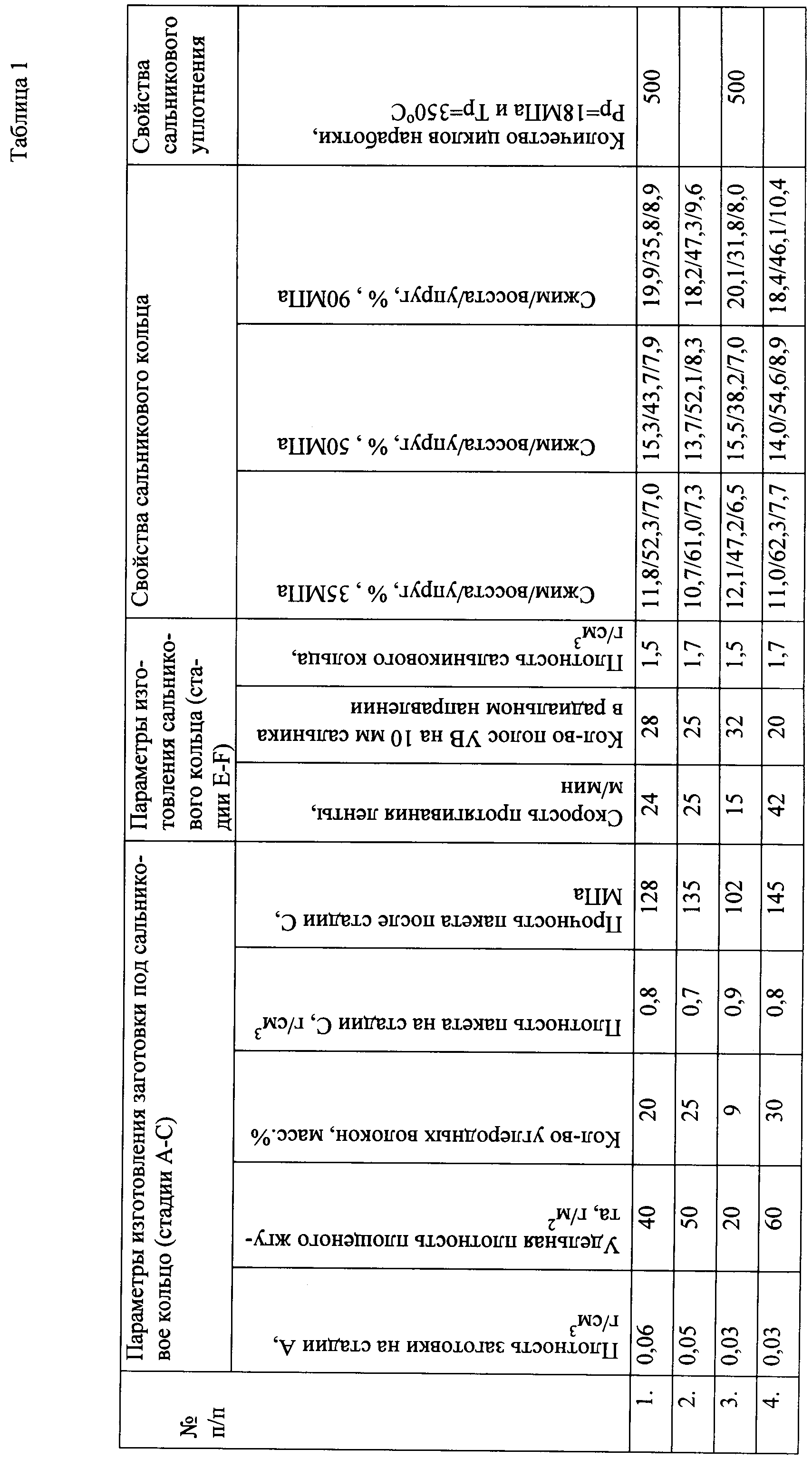
В таблице 1 приведены испытания сальниковых колец (все кольца выполнены в соответствии с изобретением).
Как следует из представленной таблицы, предложенное изобретение позволяет получить следующие преимущества:
получить сальниковые кольца с улучшенными эксплуатационными характеристиками;
использовать кольца, приготовленные в соответствии с изобретением в качестве замыкающих колец вместо армированных металлом замыкающих колец, которые приводят к износу сальниковых камер;
использовать в качестве сальниковых уплотнений комплект одинаковых колец, установленных в сальниковые камеры, что исключает некорректную установку колец в сальниковые камеры и обеспечивает герметизацию в широком интервале температур и надежную работу сальниковых уплотнений без протечек.
Способ расправления некрученого волокна и установка для его осуществления
Способ получения терморасширенного графита, терморасширенный графит и фольга на его основе
Способ модифицирования поверхности неорганического волокна, модифицированное волокно и композиционный материал
Состав модифицированного связующего на основе эпоксидных смол, способ его получения и препрег на его основе
Способ получения терморасширенного графита и фольга на его основе
Связующее для производства фрикционных композиционных углерод-углеродных материалов, способ получения материала и материал
Высокотемпературный уплотнительный материал и способ его получения
Пресс-пакет для производства фрикционных углерод-углеродных композиционных материалов и способ его получения
Наномодифицированное связующее, способ его получения и препрег на его основе
Фитинговое соединение
Способ расправления некрученого волокна и установка для его осуществления
Способ получения терморасширенного графита, терморасширенный графит и фольга на его основе
Способ модифицирования поверхности неорганического волокна, модифицированное волокно и композиционный материал
Состав модифицированного связующего на основе эпоксидных смол, способ его получения и препрег на его основе
Способ получения терморасширенного графита и фольга на его основе
Связующее для производства фрикционных композиционных углерод-углеродных материалов, способ получения материала и материал
Высокотемпературный уплотнительный материал и способ его получения
Пресс-пакет для производства фрикционных углерод-углеродных композиционных материалов и способ его получения
Наномодифицированное связующее, способ его получения и препрег на его основе
Фитинговое соединение

