Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОЙ ЕМКОСТИ
Вид РИД
Изобретение
Область техники
Изобретение относится к способу изготовления упаковочной емкости.
Уровень техники
В пищевой промышленности является обычной практикой упаковка жидких и частично жидких пищевых продуктов в упаковочные емкости, выполненные из упаковочного многослойного материала, содержащего центральный слой из бумаги или картона и один или более барьерных слоев, например из пластика или алюминиевой фольги.
Все более привычный тип упаковки изготавливается на заполняющей и упаковочной машине, в которой плоские трубчатые заготовки из вышеописанного упаковочного многослойного материала формуют и запечатывают на одном конце, на котором литьем под давлением формуется, непосредственно на торцевом участке, крышка из термопластика. Другой альтернативой являются листы упаковочного многослойного материала, которые свертывают в трубчатую форму, а затем запечатывают упомянутым образом. Листы упаковочного многослойного материала могут отрезаться от разматываемого рулона этого материала.
Запечатывание осуществляют посредством того, что упаковочные заготовки подают на оправку, причем один конец упаковки упирается во внутренний формующий инструмент, далее называемый внутренним инструментом. После этого снаружи внутреннего инструмента размещают наружный формующий инструмент, далее называемый наружным инструментом, и под давлением подают термопластик в полость, образованную между наружным и внутренним инструментами. Когда требуемое количество термопластика подано в полость, его подачу прекращают и игольчатые клапаны перекрывают литейные каналы. На этой стадии полость не полностью закрыта, и когда затем наружный и внутренний инструменты прижимают друг к другу, термопластик заполняет всю полость и входит в контакт с концевым участком рукава, образуя таким путем участок заплечика упаковочной емкости.
Упомянутый способ описан в WO 2008/004932 (настоящего заявителя) и хотя возможны альтернативные способы взаимного перемещения формующих инструментов, они не будут дополнительно обсуждаться.
В одном из способов согласно вышеупомянутой публикации наружный инструмент кроме того включает держатель для резьбовой крышки, которая используется в готовой емкости для закрывания и открывания, а внутренний инструмент включает выступ, благодаря которому полость выступает вверх под резьбовой крышкой. В условиях литья под давлением, которым можно озаглавить вышеуказанный способ, термопластик подается под резьбовую крышку и совместно с внутренней резьбой резьбовой крышки формируется горловина емкости, причем отверстие горловины выполнено заодно с заплечиком. В условиях литья под давлением возникает сплавление термопластика в месте соединения между заплечиком и упаковочной заготовкой и смачивание пластика в месте соединения между резьбовой крышкой и горловиной для обеспечения непротекающей емкости с резьбовой крышкой. Чтобы осуществить такое надежное соединение, могут обеспечиваться нагревательные устройства на стыке между участком заплечика и верхним концом упаковочной заготовки.
Сущность изобретения
Задача настоящего изобретения состоит в создании более простого способа. Способ по изобретению предоставляет дополнительные возможности для упаковочной емкости, образованной в соответствии с изобретением. Эта задача решается посредством способа изготовления в заполняющей и упаковочной машине упаковочной емкости из рукава из упаковочного многослойного материала с по меньшей мере одним внутренним слоем из термопластика, причем упаковочная емкость включает, в дополнение к рукаву из многослойного упаковочного материала, участок заплечика, соединенный с рукавом из многослойного упаковочного материала и горловинным участком и имеющий выливное отверстие, соединенным с участком заплечика. Способ содержит стадии:
- размещения рукава из упаковочного многослойного материала в соединении с внутренним формующим инструментом;
- размещения наружного формующего инструмента снаружи внутреннего формующего инструмента для образования полости между формующими инструментами;
- подачи под давлением, по меньшей мере, одного расплава первого материала в полость;
и характеризуется тем, что включает стадии:
- размещения горловинного участка упаковочной емкости между внутренним и наружным формующими инструментами в контакте с полостью, причем расплав заполняет полость и сплавляется с горловиной и участком внутреннего слоя из термопластика на конце рукава из упаковочного многослойного материала;
- открывания формующих инструментов и перемещения упаковочной емкости на дальнейшую обработку.
Согласно одному или более вариантам изобретения полость, образуемая перед подачей расплава, имеет объем, превышающий объем упаковочного участка, который необходимо изготовить, и дополнительно включает после подачи расплава стадию сжатия вместе формующих инструментов, длящийся, пока расплав не заполнит полость и не сплавится вместе с горловиной и участком внутреннего слоя из термопластика на конце рукава из упаковочного многослойного материала.
Следует заметить, что выше приведена не вся последовательность стадий, поскольку, например, очевидно, что горловина упаковочной емкости должна быть размещена в формующих инструментах до того, как они буду сведены вместе. Способ по изобретению создан для более простого изготовления упаковочных емкостей, удобных для асептического применения. При использовании по существу одинаковых условий, например температур расплава, как при расплавлении между горловиной и заплечиком, так и между заплечиком и рукавом из упаковочного многослойного материала, способ будет относительно легко осуществить с обеспечением надежной герметизации соответствующих стыковых участков. Перемещение формующих инструментов относительно друг друга после того, как расплав был подан в полость, способствует быстрой подачи расплавленного материала и превосходному его распределению. Более быстрая подача становится возможна благодаря тому, что перепад давления можно сделать меньше. При воплощении на практике способа по изобретению формующие инструменты не должны контактировать друг с другом, так как наружный формующий инструмент может уплотнить часть периферии горловинного участка в месте соединения с участком заплечика. Предполагается, что каждый соответствующий формующий инструмент будет контактировать только с материалом упаковочной емкости, что, в свою очередь, способствует тому, что снижается износ инструмента по сравнению со способами, где формующие инструменты контактируют друг с другом. Предполагается увеличенный срок службы формующих инструментов. Способ по изобретению также позволяет изготовить горловинный участок в процессе раздельного литья под давлением, который может являться дискретным и разделенным во времени и расстоянию от более раннего процесса.
Согласно одному или более вариантам осуществления горловинный участок включает мембрану, которая закрывает выливное отверстие, образованное заодно с горловинным участком. Использование мембраны, которая закрывает выливное отверстие, имеет несколько преимуществ. В качестве примера можно упомянуть о том, что использование мембраны делает более простым создание упаковочной емкости, который совершенно герметичен, для получения асептических условий внутри упаковки. Также, если эта возможность не использована, то наличие мембраны устанавливает контроль за целостностью, с помощью которого становится просто определить была ли упаковочная емкость открыта и раскрыто ли содержимое. Мембрана изготавливается литьем под давлением заодно с горловинным участком.
Горловинный участок может быть дополнительно помещен в укупорочное устройство, если оно используется в способе по изобретению. Наличие укупорочного устройства, например, такого, как резьбовая крышка, расположенная на горловине, обеспечивает ряд преимуществ в способе по изобретению. Например, резьба, которая находится на наружной поверхности горловины, защищена при манипулировании с горловинным участком. Укупорочное устройство также защищает мембрану, которая закрывает выливное отверстие. В качестве еще одного примера образование наружного формующего инструмента упрощено, так как теперь ее можно сконструировать так, чтобы она охватывала укупорочное устройство, а не резьбу. Внешняя поверхность укупорочного устройства обычно является относительно ровной по сравнению с внешней поверхностью горловинного участка, которая снабжена резьбой. Это делает инструмент менее дорогим и способствует возможности наличия единственного внешнего формующего инструмента, который во время осуществления способа на практике перемещается лишь в одном направлении, например, в продольном направление будущей емкости. Вышеупомянутое также приводит к упрощению процесса изготовления, так как резьба, если она имеется, обычно, должна захватываться с осторожностью и при определенном положении для того, чтобы защитить резьбу, однако горловинным участком, защищенным укупорочным устройством, можно манипулировать с меньшей осторожностью и он имеет однородную периферию.
Предпочтительно, чтобы участок заплечика, изготовленный из термопластика, продолжался за верхний край рукава из упаковочного многослойного материала на наружную сторону рукава, так чтобы верхний торец рукава был охвачен с трех сторон участком заплечика. Эта многослойная конструкция содержит прилив материала (выступ) вдоль верхней периферии рукава из упаковочного многослойного материала, который повышает прочность соединения между рукавом и заплечиком. Концевой участок упаковочного многослойного материала, который считается наиболее чувствительным участком к механическому повреждению и воздействию влаги, также защищается надежным образом. В этом контексте является предпочтительным, если наружная сторона рукава из упаковочного многослойного материала также покрыта слоем из термопластика, который также сплавляется вместе с участком заплечика, в результате чего возрастает устойчивость к намоканию и механическая прочность.
В одном или более вариантах внутренний формующий инструмент имеет выступ для позиционирования горловинного участка, что позволяет простым образом располагать горловинный участок, а где это применимо, горловинный участок размещен в укупорочном устройстве поверх внутреннего формующего инструмента, что, в свою очередь, упрощает способ изготовления.
Настоящее изобретение также относится к горловинному участку, пригодному для использования в способе по изобретению. Этот горловинный участок содержит продолжающийся вверх, по существу цилиндрический участок с выливным отверстием, и фланец, расположенный на нижнем конце и продолжающийся радиально наружу, согласно уже известной из уровня техники конструкции горловинных участков, устанавливаемых на упаковочные емкости, выполненные, например, из упаковочного многослойного материала. Горловинный участок по изобретению характеризуется тем, что фланец радиально сужается радиально наружу, что приводит к улучшенному техническому результату в вышеуказанном способе. Фланец горловинного участка по изобретению продолжается по меньшей мере частично радиально наружу, и в вариантах выполнения он продолжается аксиально, образуя юбку, отклоняющуюся на различное количество градусов от горизонтальной плоскости. Угол к горизонтальной плоскости будет влиять на распределение сил на стадии сжатия; чем больше угол отклонения от горизонтальной плоскости, тем меньше будет составляющая сил в направлении, перпендикулярном поверхности фланца.
В одном или более вариантах поверхность фланца, контактирующая с формуемым литьем под давлением пластиком, может быть сделана шероховатой или иным образом обработана для увеличения поверхности контакта, что способствует операции сплавления. По той же причине фланец предпочтительно оканчивается периферическим кончиком, который легко сплавляется с подаваемым пластиком.
Горловинный участок может быть снабжен отрывной мембраной, образованной в той же части, что и горловинный участок, и закрывающей выливное отверстие, что обеспечивает преимущества, что обсуждались выше.
Другие предпочтительные варианты выполнения указаны в зависимых пунктах прилагаемой формулы изобретения.
Устройство для осуществления способа подобно устройству, описанному в WO 2008/004939, и отличается тем, что формующие инструменты после сжатия образуют полость, которая с одного конца ограничена верхним концом рукава из упаковочного многослойного материала, а с другого конца - нижним концом горловинного участка.
Краткое описание чертежей
Настоящее изобретение далее описано более подробно со ссылкой на сопровождающие чертежи, на которых:
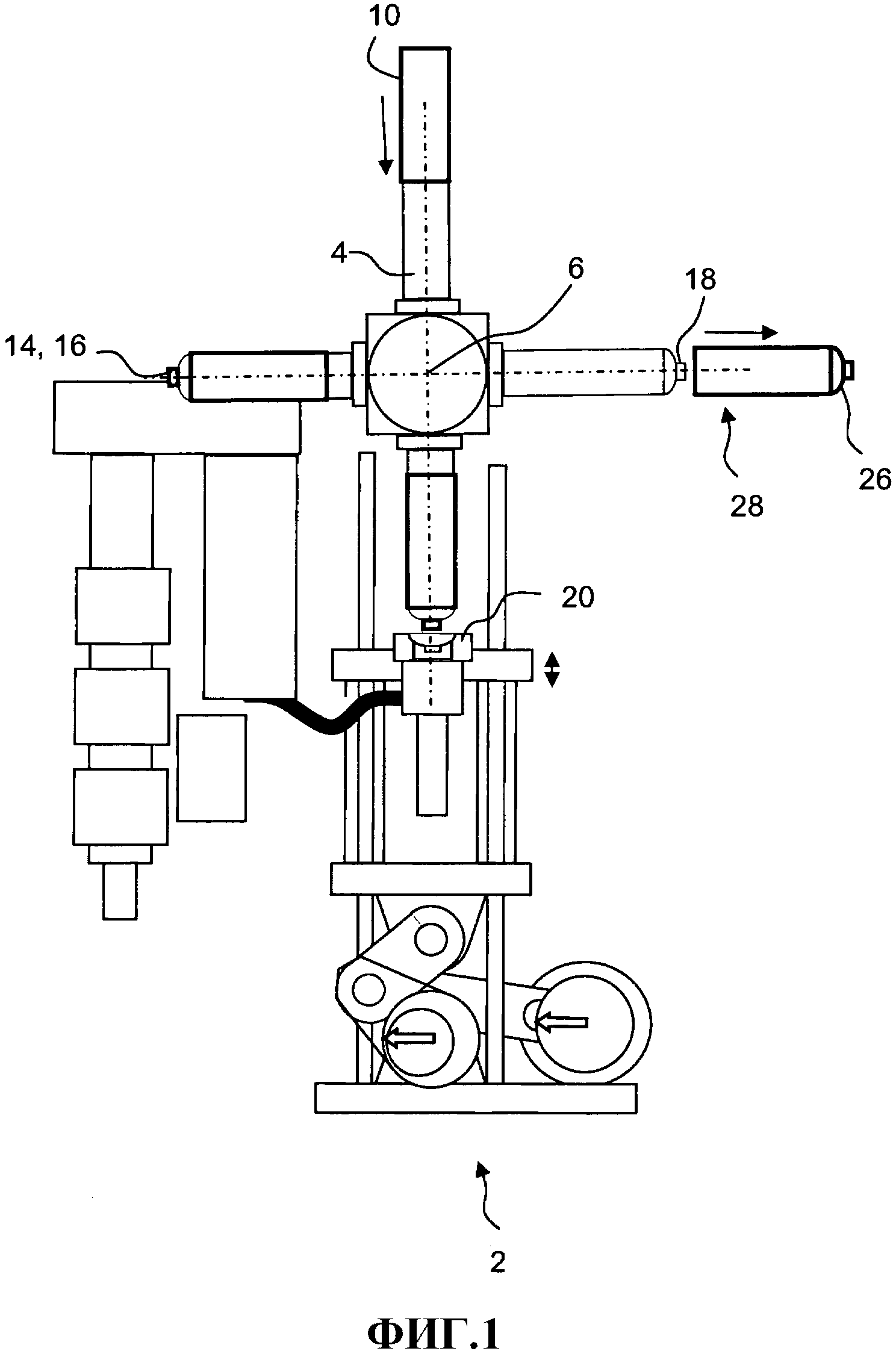
Фиг.1 - общий вид производственного узла для осуществления способа по изобретению;
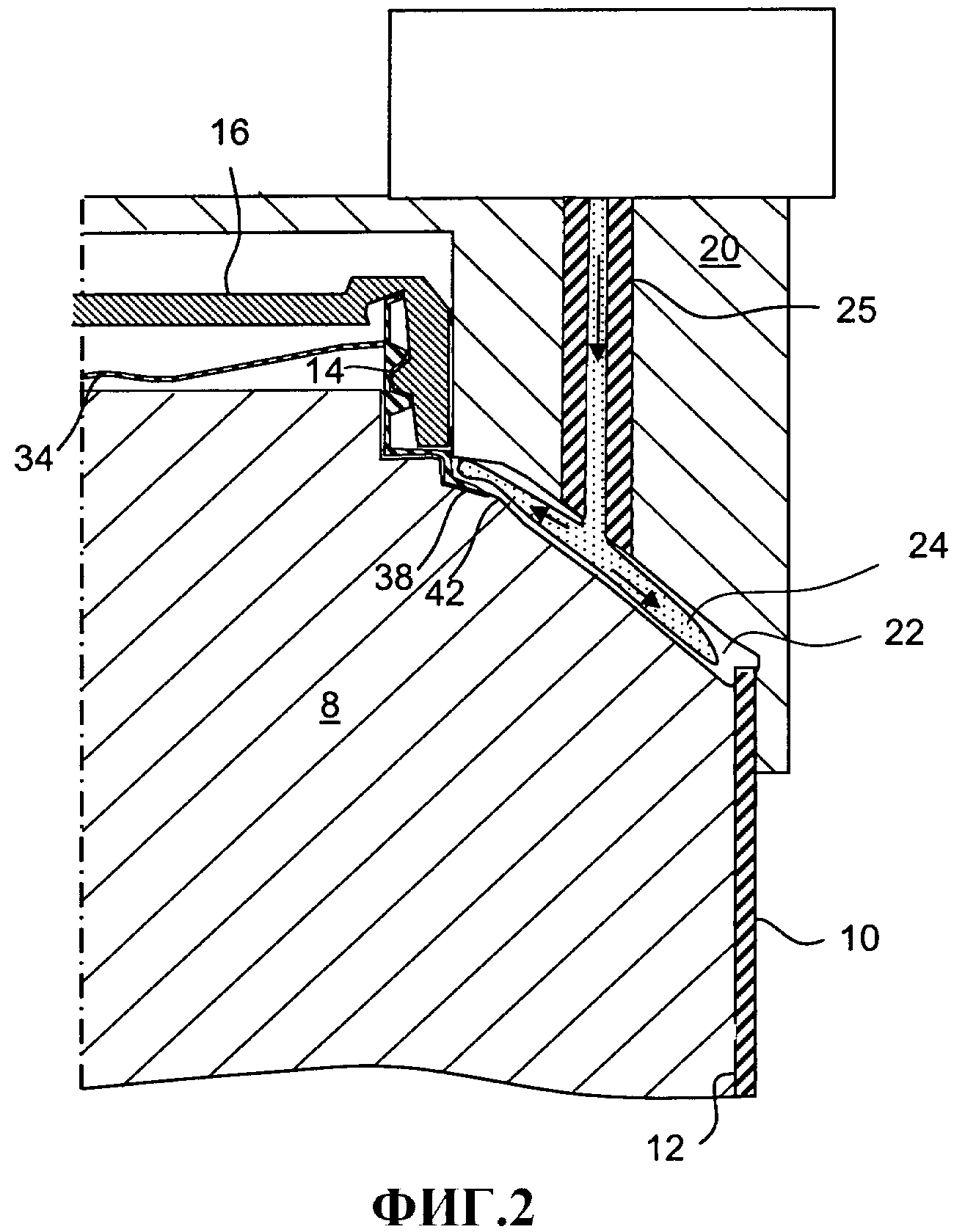
Фиг.2 - частичный вид в сечении, иллюстрирующий одну из стадий в варианте способа по изобретению;
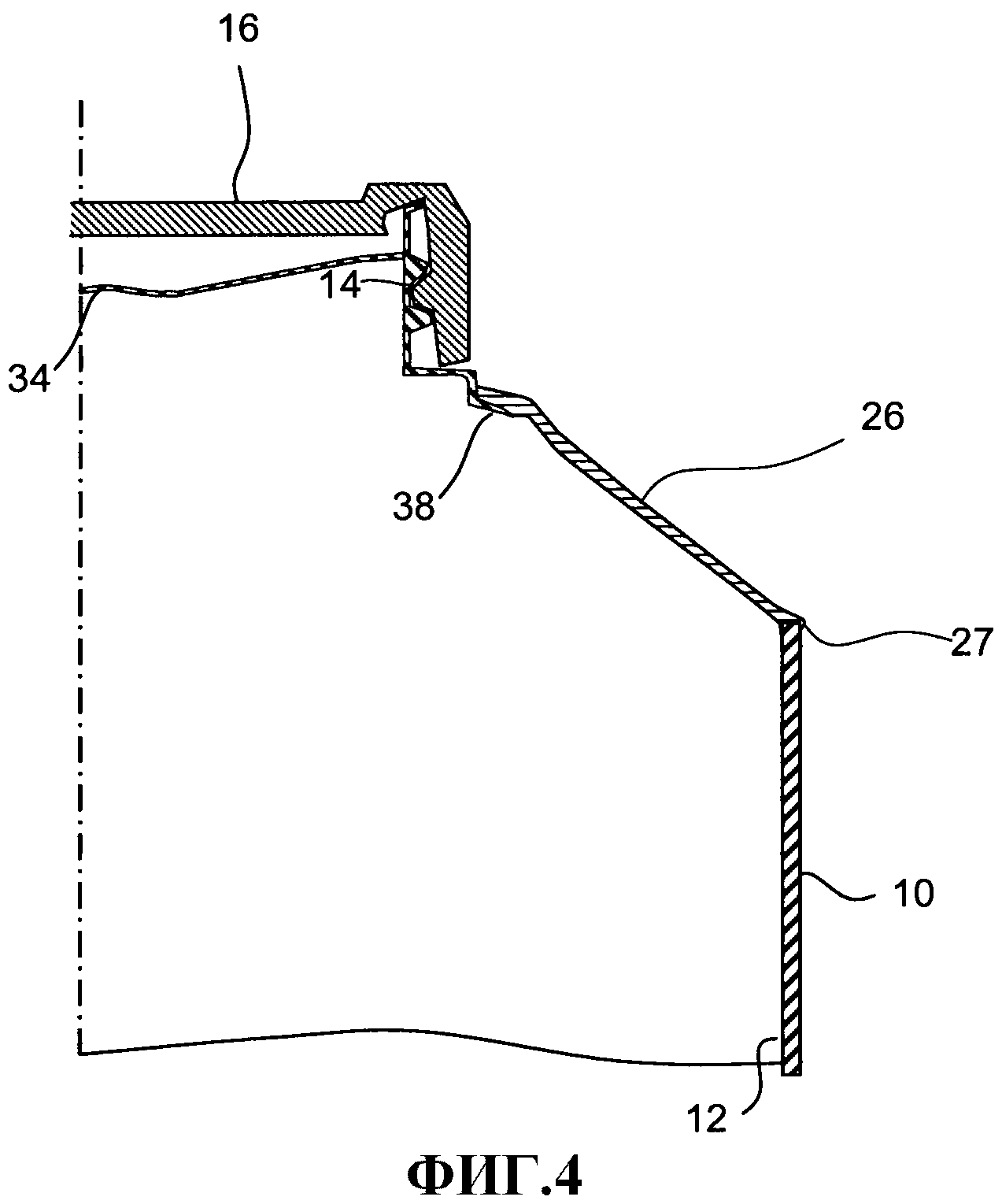
Фиг.3 - частичный вид в сечении горловинного участка согласно предпочтительному варианту изобретения; и
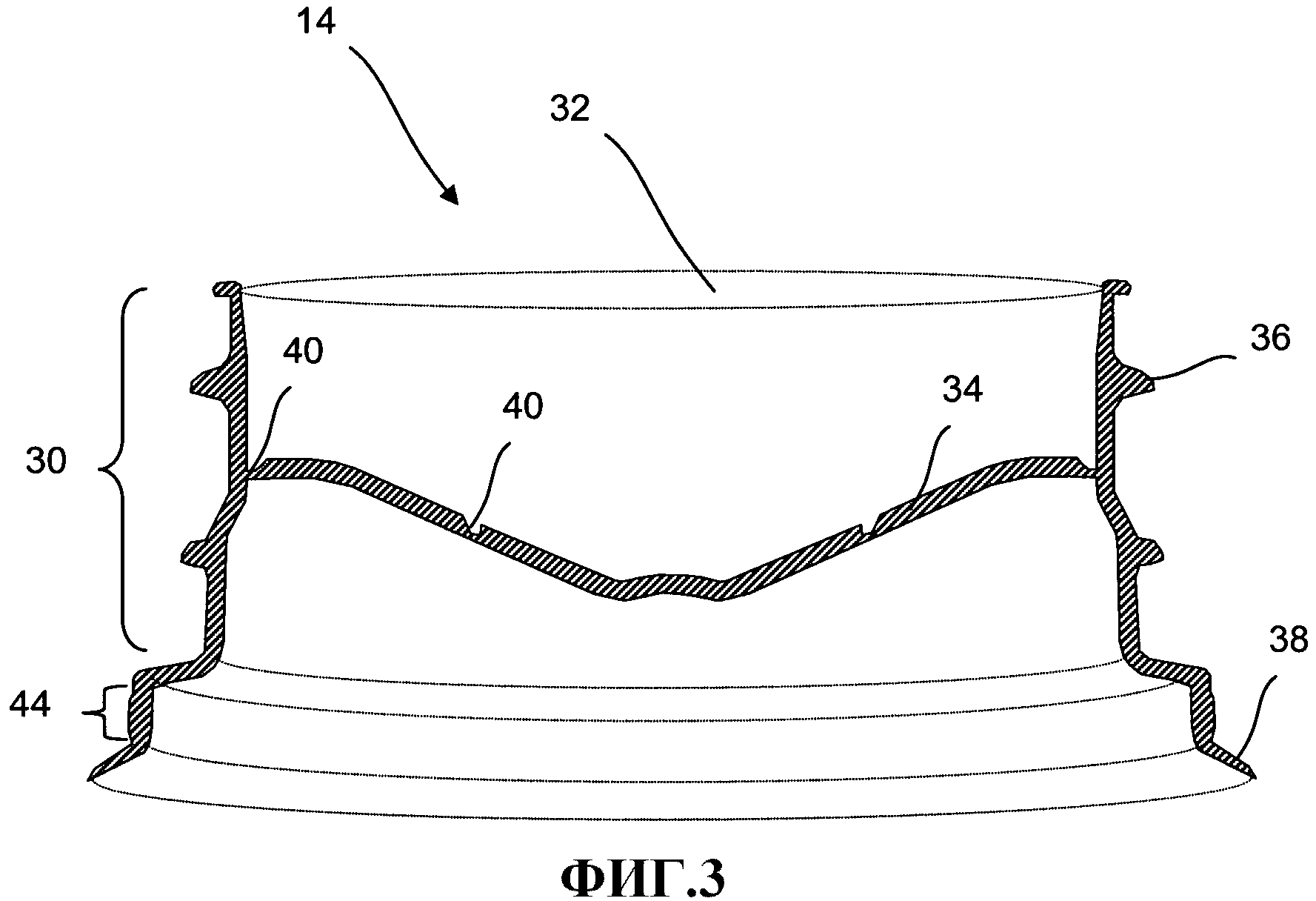
Фиг.4 - частичный вид в сечении упаковочной емкости, изготовленной способом по фиг.1.
Описание предпочтительных вариантов выполнения
Один из вариантов способа по изобретению будет описан со ссылкой на фиг.1 и 2. На фиг.1 показан производственный узел 2, который может использоваться для осуществления способа по изобретению. Производственный узел 2 содержит четыре оправки 4, каждая из которых связана с отдельным этапом способа. С внутреннего конца оправки 4 напрямую или косвенно прикреплены к поворотному валу 6. Другой конец каждой оправки 4 состоит из внутреннего формующего инструмента 8 или внутреннего инструмента, оправки 4 пошагово перемещаются между каждым этапом способа, то есть пошагово останавливаются на различных обрабатывающий пунктах, которые основывают этапы способа.
На первой стадии рукав 10 из упаковочного многослойного материала надевается на оправку так, что внутренний формующий инструмент выступает из рукава. Рукав 10 выполнен из упаковочного многослойного материала с центральным слоем из бумаги или картона и с поверхностным покрытием из термопластика на по меньшей мере одной из его двух внешних боковых поверхностей. Поверхностное покрытие обычно состоит из многослойной полиэтиленовой пленки (ПЭ пленки), но также возможны и другие материалы, например другие барьерные материалы, такие как алюминиевая фольга. Барьерные материалы предотвращают от проникновения влаги, газа (например, кислорода) и радиации (например, ультрафиолетового излучения) в готовую упаковку и от воздействия на ее содержимое. Упаковочный многослойный материал впоследствии изготавливают в форме листов и каждый лист сгибают и соединяют вместе для образования рукава 10. Рукав, образованный таким способом, имеет полимерный слой 12 в качестве самого внешнего слоя относительно внутренности упаковочной емкости. Рукав удерживается в положении на оправке 4 посредством посадки между рукавом 10 и оправкой 4.
Оправку 4 затем пошагово подают на следующую стадию, на которой горловинный участок 14 с соединенным укупорочным устройством 16 размещают на выступе 18 на радиально наружном конце внутреннего формующего инструмента. В варианте выполнения, который в настоящее время считается предпочтительным, эти две стадии осуществляют в обратной последовательности.
Оправку 4 пошагово подают дальше на следующую стадию, на которой проводят основную часть производственного процесса. На этой, третьей стадии, наружный инструмент 20 выровнен с внутренним инструментом 8, и наружный инструмент 20 опускают поверх внутреннего инструмента 8 с образованием полости 22 между инструментами. Здесь следует заметить, что наружный инструмент осуществляет запечатывание, упираясь в горловинный участок 14. Таким образом, укупорочное устройство 16 не участвует в запечатывании, и поскольку оно удерживается на месте на горловинном участке 14, выемку в наружном инструменте 20 не требуется приспосабливать к конкретному укупорочному устройству 16, поскольку она может принимать укупорочные устройства различного типа/размера. После этого открывается игольчатый клапан (не показан) и заданное количество расплавленного материала 24 (термопластика) подается внутрь полости по литейному каналу 25 в наружный инструмент 20 и распространяется по полости 22. Эта частичная стадия показана более подробно на фиг.2. Следует заметить, что фиг.2 представлена лишь для иллюстрации и не отражает фактических размеров и размерных соотношений. Игольчатый клапан затем закрывают, и наружный инструмент 20 прижимают к внутреннему инструменту 8, так что расплавленный материал 24 растекается дальше, с образованием участка заплечика 26 упаковочной емкости. Расплавленный материал 24 сплавляется вместе с термопластиком горловинного участка 14 и с термопластиком на внутренней стороне 12 рукава 10. Возможны различные альтернативы использованию игольчатых клапанов, которые не требуется здесь обсуждать. В качестве примера одной из альтернатив можно полностью обойтись без использования клапана, а вместо этого охлаждать участок канала, проходящего через наружный инструмент 20 внутрь полости. В результате этого может образоваться затвердевшая пробка из пластика, причем эта пробка должна быть достаточно твердой, чтобы позволить сжатие, и достаточно легко извлекаемой, чтобы затем позволить подачу новой дозы пластика, когда потребуется отформовать участок заплечика на очередной емкости.
Полость 22, образованная между внутренним инструментом 8 и наружным инструментом 20, может проходить вниз на короткое расстояние от верхнего края рукава 10 как на внутренней, так и на наружной стороне рукава 10. Таким образом, в области верхнего края рукава 10 полость оставляет свободной область верхнего края рукава 10, включая небольшие расстояния вниз как внутри, так и снаружи. Подаваемый материал 24 поэтому охватит верхний торец рукава 10 с трех сторон. Форма внутреннего инструмента 8 и наружного инструмента 20 соответственно диктует то, насколько далеко вниз полость 22 проходит на внутренней и наружной стороне рукава 10. В показанном варианте полость 22 продолжается дальше вниз на внутренней стороне рукава 10, чем на наружной стороне рукава 10. В других вариантах полость продолжается дальше вниз на наружной стороне, чем на внутренней стороне, хотя в других дополнительных вариантах полость может продолжаться вниз на одинаковое расстояние как на внутренней, так и на наружной стороне. Следовательно, в некоторых вариантах больше материала обеспечивается либо на внутренней, либо на наружной стороне верхней части рукава 10, по сравнению с другой стороной рукава 10, хотя в других вариантах на обеих сторонах верхней части рукава 10 обеспечивается одинаковое количество материала. Расплавленный материал 24, поданный в полость 22, сплавляется вместе с термопластиком и на внутренней и на наружной сторонах рукава 10.
Обычно обеспечивают несколько литейных каналов, чтобы получить равномерное распределение материала и быстрое формование литьем под давлением. Кроме того, чтобы расплавленный материал 24 растекался в полости 22 равномерно, обеспечивают клапан и полости для стравливания воздуха (не показаны). Без средств стравливания воздуха существует риск образования воздушных карманов, в которых создается повышенное давление, препятствующее равномерному растеканию расплава с нежелательными дефектами в результате этого. Вместо стравливающих каналов или в дополнение к ним могут обеспечиваться ниппели или выемки во внутреннем и/или наружном инструменте.
На следующем шаге перемещения полученную упаковочную емкость 28 снимают с оправки и подают на дальнейшую обработку, например на стерилизацию, заполнение и запечатывание.
На фиг.4 представлен частичный вид готовой упаковочной емкости, на котором отмечены участки упаковочной емкости - горловинный участок, участок заплечика и рукав ("рукавный участок"). В отформованном литьем под давлением участке заплечика верхний концевой край рукава из упаковочного многослойного материала (27 на фиг.4) проходит таким образом, что три стороны этого конца окружены отформованным литьем под давлением термопластиком. На внешней стороне упаковочной емкости участок заплечика не должен продолжаться дальше, чем на 10 микрометров за концевой край, чтобы не возникало ощутимое воздействие на механическую прочность, хотя большие расстояния обычны и предпочтительны. Если участок заплечика продолжается за концевой край, образуется полоска материала, которая разупрочняет конструкцию, прежде всего, как описывается ниже, если термопластик расположен на наружной стороне упаковочной емкости. В этом случае, если упаковочный многослойный материал состоит из центрального слоя бумаги, который со всех сторон окружен термопластиком, и термопластик соответственно располагается на наружной стороне упаковочной емкости, то участок заплечика может сплавляться вместе с ним для дополнительной механической прочности и защиты от намокания. Образованная полоска имеет функцию уплотнителя концевого края рукава из упаковочного многослойного материала, предотвращает обнаженный в этом месте центральный слой из бумаги от капиллярного намокания края, впитывания влаги или расслоения.
Участок заплечика предпочтительно тонкий и обычно имеет толщину 0,2-0,6 мм, кроме мест уплотнения, где он немного тоньше. Большие толщины, обычно, проще для изготовления, но большая толщина приводит к потреблению большего количества материала. Таким образом, предпочтительны небольшие толщины в интервале 0,3-0,5 мм. Обычно трудно изготовить более тонкие участки заплечика, а кроме того, существуют требования к стабильности, которые также ограничиваются толщиной. Ограничивающим фактором для использования больших толщин является то, что время охлаждения увеличивается, что затрудняет сохранение тех значений времени цикла, которые требуются в современном производстве.
Установка компонентов на оправках и формующих инструментах предпочтительно автоматизирована, хотя она также может быть частично ручной, и не будет описываться подробно в этой заявке. Предполагается, что специалисту в данной области на основе настоящего описания будут очевидны другие варианты выполнения в объеме настоящего изобретения. Поскольку детали и механизмы узла по фиг.1 подробно описаны в ранее поданной заявке WO 2008/004939, их описание в связи с фиг.1 в основном опущено.
На фиг.3 показан горловинный участок 14 согласно варианту изобретения. Хотя горловинный участок 14 представлен в сечении, на этом чертеже показаны тонкие опорные линии для большей ясности. Горловинный участок имеет по существу цилиндрический, выступающий вверх участок 30 с отверстием. Этот участок образует выливное отверстие 32, которое может быть снабжено, в качестве необязательного элемента, мембраной 34, выполненной за одно целое с горловинным участком 14. На своей наружной стороне участок с отверстием предпочтительно снабжен резьбой 36, взаимодействующей с резьбовой крышкой 16, предназначенной для горловинного участка (не показан на фиг.3). На своем нижнем конце горловинный участок 14 имеет периферийный фланец 38, продолжающийся радиально наружу от участка с отверстием, и служащий для улучшения объединения участков. Следует заметить, что фланец 38 горловинного участка 14 может также продолжаться аксиально (то есть в направлении оси вращательной симметрии горловинного участка 38), как в случае на фиг.2-4. Горловинный участок 14 характеризуется тем, что фланец 38 сужается радиально наружу для оптимального сплавления с участком заплечика при использовании в способе по изобретению. В показанном варианте фланец 38 имеет по существу плоское дно и наклонную верхнюю сторону. Как показано на фиг.2, плоское дно упирается во внутренний инструмент 8, а на наклонную верхнюю часть подается расплавленный материал 24. Чтобы дополнительно усилить воздействие, внутренний инструмент может иметь периферический выступ 42, заставляющий расплавленный материал 24 двигаться по верхней стороне фланца 38. Таким образом, при осуществлении способа по изобретению дно прижимается вниз, а верхняя сторона покрывается. Один из результатов (этого) заключается в том, что радиальный наружный край фланца 38 не подвергается риску выступания из материала на участке заплечика 26 (см. фиг.4), что вызвало бы риск повреждения и разупрочнения упаковочной емкости 28. Выступающий вверх материал мог бы также привести к неэффективной герметизации, что было бы губительным для продуктов, впоследствии размещаемых в упаковочной емкости. Согласно еще одному варианту осуществления, дно фланца 38 не является плоским, и по конфигурации приспособлено к внутреннему формующему инструменту 8. Мембрана 34 предпочтительно снабжена по меньшей мере одной отрывной линией, по которой легко открыть отверстие. Отрывная линия 40 может быть образована различными способами. В варианте выполнения, линия 40 может располагаться по внутренней окружности выливного отверстия (радиально внешняя непрерывная отрывная линия 40 на фиг.3), а в других вариантах отрывные линии могут быть спиральными или иметь другую конфигурацию. Образование отрывных линий 40, естественно, влияет на отрыв мембраны, но не будет обсуждаться дополнительно в объеме настоящего изобретения.
Кроме того, участок 44 горловинного участка 14 может быть снабжен периферическим выступом, выступающим радиально наружу, как показано на фиг.3. Участок 44 продолжается по существу аксиально и соединен с фланцем 38. Периферический выступ участка 44 улучшает контакт с наружным инструментом 20, и, следовательно, улучшает уплотнение в процессе литья и сжатия.
Горловинный участок предпочтительно изготавливают из материала с такими же свойствами, в частности с такой же температурой плавления, что и материал, используемый для литья под давлением. Примеры материалов включают, без ограничения этим, полиэтилен, полипропилен или полиэтилентерефталат и их комбинации. Укупорочное устройство (крышка) может, например, изготавливаться из полиэтилена или полипропилена и их вариаций.
Укупорочное устройство для закрывания горловинного участка, в качестве альтернативы резьбовой крышке, может, например, состоять из байонетной крышки, откидной крышки или крышки для одноразового открывания. Это изменение может выполняться без непосредственных модификаций производственного модуля, так как наружный инструмент не соединяется с укупорочным устройством, а соединяется с горловинным участком.
Части, включенные в готовую упаковку, предпочтительно предварительно нагревают перед осуществлением способа по изобретению. Это желательно, чтобы избежать локальной конденсации газообразного стерилизующего агента при последующей стерилизации. Части, которые желательно подвергнуть предварительному нагреванию - это обычно только горловинный участок и рукавный участок, так как отлитый из термопластика участок заплечика уже находится при повышенной температуре. Кроме того, описанный способ можно осуществить без сжатия после подачи расплавленного материала, хотя этот вариант в настоящее время не является предпочтительным.
Способ и устройство для обнаружения дефектов в упаковочном материале
Устройство и способ термообработки и стерилизации жидкого пищевого продукта
Сгибающий узел машины для упаковки текучих пищевых продуктов
Оптимизированная поверхность для морозильного цилиндра
Конвейер для узла обработки изделий, в частности для сгибающего узла для получения упаковок с текучими пищевыми продуктами
Упаковка для хранения жидкого пищевого продукта, заготовка, образующая часть указанной упаковки, рулон заготовок и способ получения тактильного рисунка на волокнистом упаковочном материале
Сгибающий узел и способ для получения упаковок с текучими пищевыми продуктами
Многослойная барьерная пленка, слоистый упаковочный материал, включающий пленку, упаковочный контейнер, изготовленный из слоистого упаковочного материала, и способ изготовления пленки
Управляемый целями человеко-машинный интерфейс
Сборочный узел и способ для уменьшения складок в круговой структуре
Способ и устройство для обнаружения дефектов в упаковочном материале
Устройство и способ термообработки и стерилизации жидкого пищевого продукта
Сгибающий узел машины для упаковки текучих пищевых продуктов
Оптимизированная поверхность для морозильного цилиндра
Конвейер для узла обработки изделий, в частности для сгибающего узла для получения упаковок с текучими пищевыми продуктами
Упаковка для хранения жидкого пищевого продукта, заготовка, образующая часть указанной упаковки, рулон заготовок и способ получения тактильного рисунка на волокнистом упаковочном материале
Сгибающий узел и способ для получения упаковок с текучими пищевыми продуктами
Многослойная барьерная пленка, слоистый упаковочный материал, включающий пленку, упаковочный контейнер, изготовленный из слоистого упаковочного материала, и способ изготовления пленки
Управляемый целями человеко-машинный интерфейс
Сборочный узел и способ для уменьшения складок в круговой структуре

