Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для отделочно-упрочняющей обработки внутренних поверхностей, например центральных отверстий деталей из трубных заготовок с окнами и пазами для различного технологического оборудования с нестабильной исходной микро- и макрогеометрией поверхности и неравномерными физико-механическими свойствами поверхностного слоя материала.
Известен способ электрообработки с применением слабопроводящего электролита и твердого наполнителя в виде абразивных, токопроводящих или электрически нейтральных гранул при финишной обработке поверхностей, удаленных от электрода-инструмента на расстояние до 100 мм [1]. Однако при этом способе гранулы в потоке электролита значительно теряют кинетическую энергию. Это приводит к сужению области технологического использования комбинированной электрообработки. В частности, не удается получать на поверхности нужную степень равномерно распределенного наклепа. Это приводит к снижению эксплуатационных характеристик деталей.
Известен способ [2], по которому подаваемую в камеру смешения жидкость распыляют потоком распыляющего газа двухкомпонентной центробежной форсункой с внутренним смешением, имеющей две завихрительные камеры с тангенциальными каналами для ввода жидкости и распыляющего газа. Сформированный вихревой газожидкостный поток ускоряется в потоке рабочего газа-энергоносителя в сверхзвуковом сопле, охлаждается совместно с расширяющимся газом в сверхзвуковом сопле с образованием абразивных частиц в виде закристаллизованных капель жидкости. Выходящая из сопла многокомпонентная струя, состоящая из газа, капель и закристаллизовавшихся капель жидкости, направляется на поверхность изделия. Недостатком известного способа является нестабильность процесса обработки из-за различных углов соприкосновения рабочей среды с поверхностью и незначительная степень наклепа, что не обеспечивает равномерность показателей качества поверхностного слоя внутренней поверхности.
Известен способ струйно-динамической обработки каналов деталей микрошариками [3]. Способ обработки заключается в подаче на обрабатываемые поверхности потоком сжатого воздуха давлением 0,4-0,8 МПа микрошариков диаметром 0,1-0,4 мм со скоростью 10-60 м/с. Относительная равномерность обработки достигается постоянным вращением планшайбы с деталью со скоростью до 100-300 об/мин в рабочей камере струйно-динамической установки эжекторного типа. К недостаткам способа относится отсутствие равномерных локальных комбинированных воздействий между инструментом и заготовкой, что не позволяет получить заданный стабильный наклеп поверхностного слоя канала, выравнять микрогеометрию поверхности и полностью удалить дефектный слой от предыдущих технологических операций, что сокращает срок эксплуатации изделий.
Наиболее близким аналогом заявленного способа является способ анодно-динамического упрочнения детали из токопроводящего материала, включающий механическую и анодную обработку поверхности детали из токопроводящего материала металлическими гранулами с наложением электрического поля в среде слабых электролитов на базе нетоксичных солей при низких напряжениях постоянного тока, где анодом является деталь [4]. Недостатком способа является низкое динамическое ускорение гранул из-за вязкого сопротивления жидких солевых электролитов, вследствие этого снижается энергия деформирующих воздействий и исключается использование гранул мелкой фракции для получения большей степени наклепа и низкой шероховатости обрабатываемой поверхности.
Предлагаемое изобретение направлено на получение равномерной степени наклепа и устранение микротрещин по всей обрабатываемой поверхности.
Это достигается тем, что обработка поверхностей по предлагаемому способу заключается в подаче на обрабатываемые поверхности сжатым воздухом потока микрошариков, и процесс обработки проводят в газожидкостной слабопроводящей среде с наложением низковольтного электрического поля.
В качестве газожидкостной слабопроводящей среды используют сжатый воздух и техническую воду.
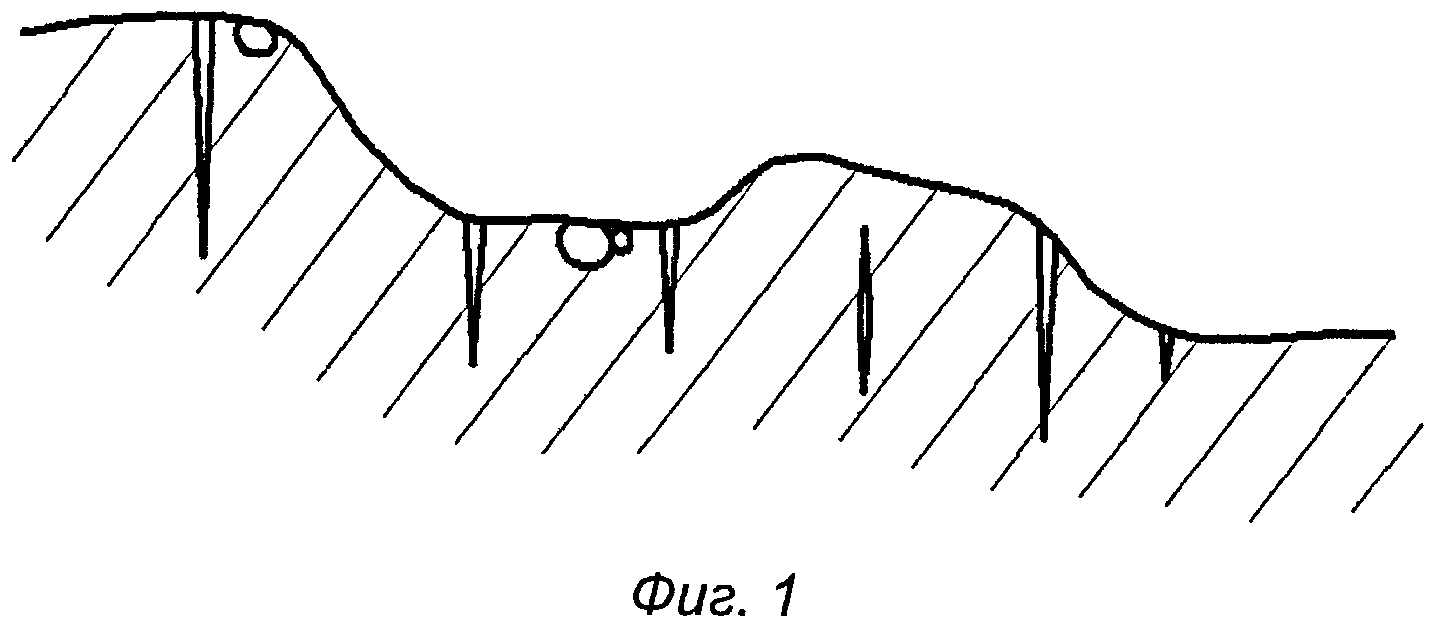
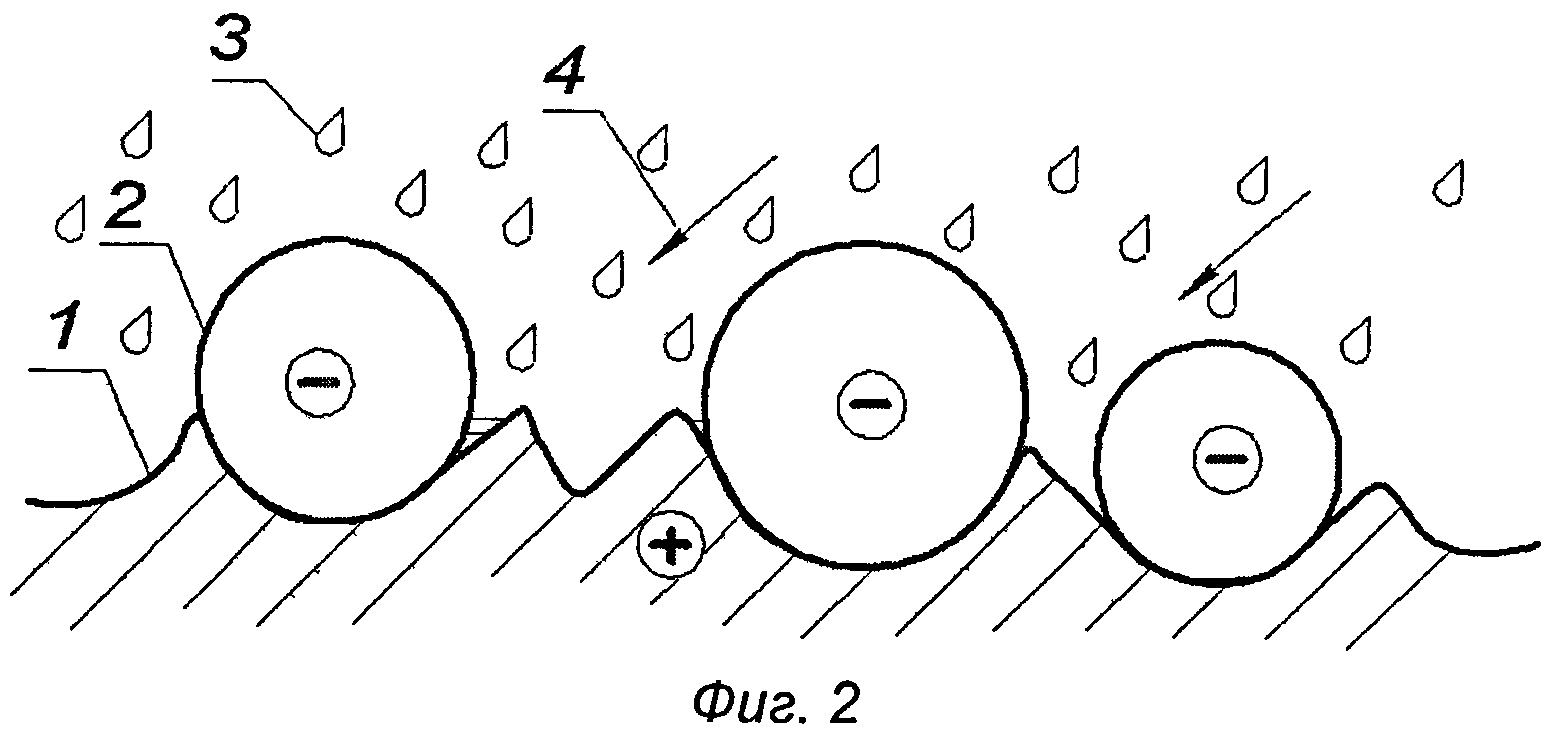
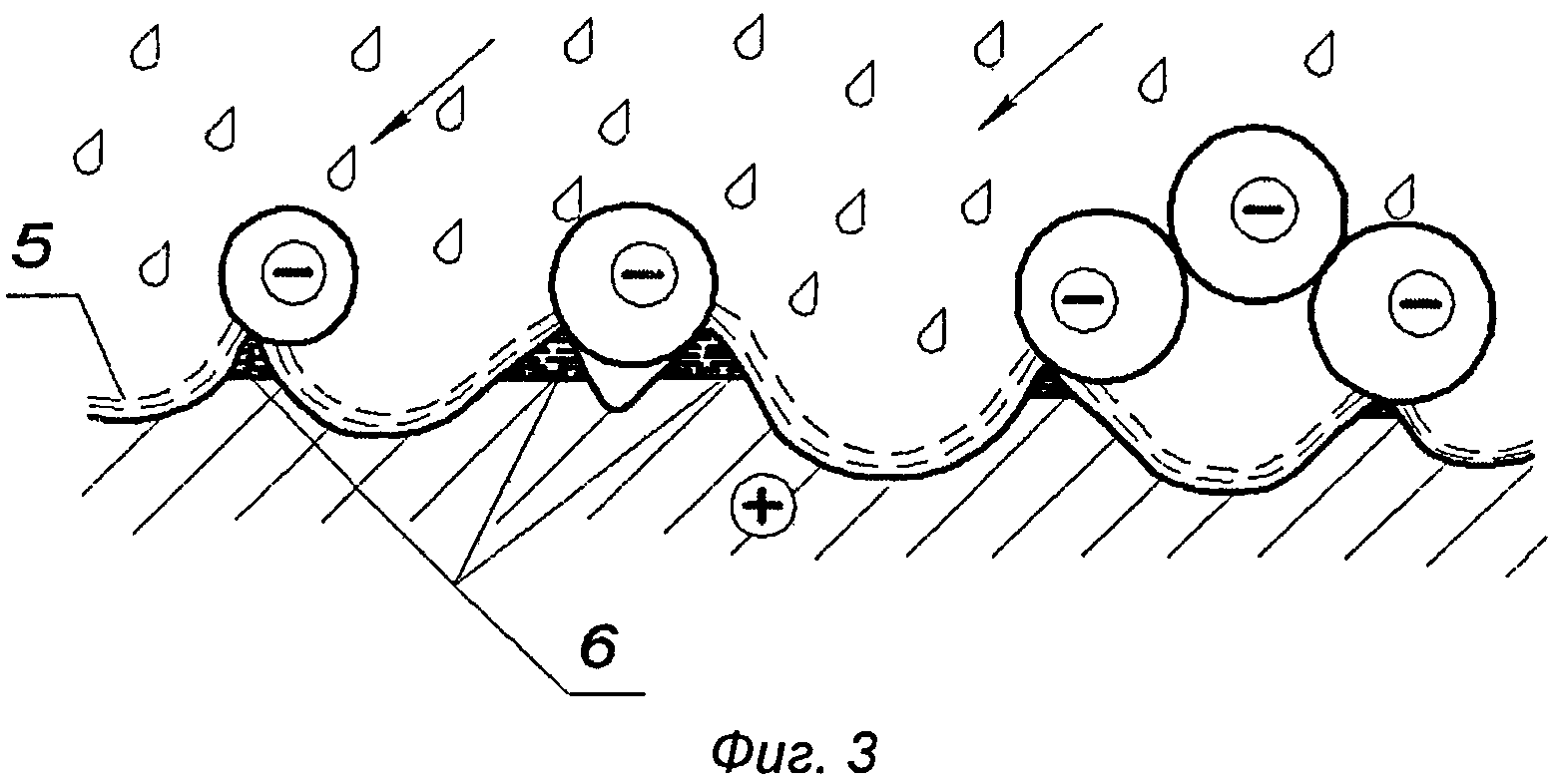
Сущность изобретения и последовательность осуществления способа поясняется чертежами. На фиг.1 показано исходное состояние поверхностного слоя детали с макрогеометрией и трещинами от предшествующих технологических операций механической обработки внутренней поверхности. На фиг.2 приведена схема выравнивания макрогеометрии в начале процесса обработки. На фиг.3 приведен процесс, аналогичный показанному на фиг.2, для упрочнения поверхности, выравнивания микрогеометрии и устранения микровыступов.
На фиг.1 показана нестабильность исходного макрорельефа поверхности. Трещины в поверхностном слое могут выходить на поверхность или оставаться замкнутыми в материале подповерхностного слоя и выходить на поверхность в процессе эксплуатации изделия под действием знакопеременных нагрузок из-за пульсаций давления рабочего тела. Внутренние рабочие поверхности, особенно длинномерных деталей, имеют в большинстве случаев различные пазы и полости, недопустимые уступы, трещины и погрешности формы, выходящие зачастую за допуски на номинальные размеры, что в случаях гидродинамического, абразивного трения, знакопеременных нагрузок в водородосодержащих средах резко снижают работоспособность дорогостоящего в изготовлении и эксплуатации оборудования.
Формирование благоприятного для различного рода эксплуатационных свойств поверхностного слоя проходит в несколько этапов. Во-первых, на исходную дефектную поверхность 1 (фиг.2) с направлением к ней 4 под углом не более 60° подают микрошарики 2 более крупной фракции (150-200 мкм), которые за счет деформационного сдвига перераспределяют выступы и впадины и залечивают микродефекты. Наличие жидкостной токопроводящей среды 3 препятствует перегреву мест соударений гранул с поверхностью и образованию остаточных напряжений растяжения, а также ускоряет процесс за счет явления анодного растворения материала. Затем подают более мелкую фракцию микрошариков 2 (до 50 мкм), которая окончательно выравнивает микроповерхность (фиг.3). Выравнивание микрогеометрии значительно зависит от скорости анодного растворения в месте микровыступа 6, которая в момент контакта шарика с деталью через жидкостную токопроводящую пленку 5 резко увеличивается из-за повышения удельной проводимости в месте соударения до 3-х раз и составляет не более 15 с на участок пятна распыла.
При определенной обработке под покрытия создают сглаженный и активированный микрорельеф без концентраторов микротрещин и микровыступов, а микрошарики после покрытия формируют стабильную, благоприятную для эксплуатации детали шероховатость, создавая остаточные напряжения сжатия при заданной степени наклепа.
Пример осуществления способа
В нашем случае комбинированная обработка внутренней поверхности диаметром 120 мм и длиной 2500 мм проводилась на первом этапе на установках эжекторного типа микрошариками диаметром 150-200 мкм с наложением тока низкого напряжения при соблюдении следующих режимов: расстояние от оси сопла между его срезом и поверхностью образца L=50±5 мм на диаметре вращения DBP=100 мм; время обработки каждого соседнего участка поверхности - 30 с; угол соударения потока микрошариков с поверхностью Δα=60°; скорость вращения шпинделя установки - 20-60 мин-1; давление подаваемого сжатого воздуха - 0,2-0,4 МПа; напряжение - 2-5 В; расход газожидкостной слабопроводящей среды - 2 м3/мин; фракция шариков - около 50 мкм.
Газожидкостная слабопроводящая среда состояла из воздуха и распыленной до капельной фракции технической воды, являющейся слабым проводником (напряжение 6-10 В). Токопроводящую рабочую жидкость - техническую воду - распыляют через форсунку в направлении подачи шариков под давлением на входе 0,2 МПа. В качестве микрошариков использовались сферические гранулы из закаленной стали ШХ-15, имеющие твердость HRC 60-62 ед. и гладкую поверхность Ra не более 0,4 мкм. На втором этапе (фиг.3) при обработке создается сглаженный микрорельеф без концентраторов микротрещин и микровыступов, а микрошарики формируют стабильную, благоприятную для эксплуатации шероховатость, при этом в отличие от условий обработки первого этапа время обработки каждого участка поверхности - 15 с; давление в сети сжатого воздуха должно быть не более 0,3 МПа; размер шариков - 50±20 мкм.
Достижимое изменение шероховатости в этом случае ΔRzmax зависит от скорости анодного растворения в месте микровыступа, которая в момент контакта шарика с деталью резко увеличивается из-за повышения удельной проводимости в месте соударения в 2-3 раза в зависимости от свойств материала детали. После обработки всей поверхности в течение 60 минут ее шероховатость составила 2,5-3,2 мкм, наклеп поверхностного слоя - 5,8-7,45%, что отвечает заданным техническим условиям.
Источники информации
1. Электрофизические и электрохимические методы обработки материалов. В 2-х т. Т.2 / Под ред. В.П.Смоленцева. - М.: Высшая шк., 1983. - 208 с.
2. Патент РФ №2154694. Способ обработки поверхности изделий и устройство для его осуществления / Авт. Дикун Ю.В., 2000 г.
3. Сухочев Г.А. Управление качеством изделий, работающих в экстремальных условиях при нестационарных воздействиях / Г.А.Сухочев. - М.: Машиностроение, 2004. - 287 с.
4. Патент РФ №2411111. Способ анодно-динамического упрочнения детали из токопроводящего материала / Авт. Печагин А.П., Болдырев А., Смоленцев В.П., Найденов А.И., 2011 г.
Способ комбинированного упрочнения поверхностей деталей
Способ изготовления тонкостенных оболочек сложной формы
Способ упрочнения каналов детали
Способ комбинированной обработки узких каналов детали
Ротор сегментного ветроэлектрогенератора
Орбитальный мотор-редуктор
Цифровой демодулятор сигналов с относительной фазовой манипуляцией
Способ разделения транзисторов по надежности
Способ отбраковки полупроводниковых изделий пониженного уровня качества из партий изделий повышенной надежности
Способ разделения полупроводниковых изделий по надежности
Грейферное устройство для транспортировки заготовок между позициями пресса
Роторный вертикальный ветродвигатель
Способ изготовления и монтажа магистрали высокого давления
Смесительная головка камеры жрд

