Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к получению поковок крупногабаритных полукорпусов шаровых кранов из стальных центробежнолитых и кованых трубных заготовок, методом прямого горячего выдавливания полуфабриката и последующего обжима его утолщенной верхней части (горловины) с одновременной раздачей более тонкой нижней части в специальном штампе.
При этом предлагаемый способ эффективен применительно к изготовлению крупногабаритных полукорпусов на Dy=500, 700, 1000, 1200 и 1400 мм.
Известен способ изготовления крупногабаритных полукорпусов из стальных листов по способу, разработанному ЦНИИТМАШ [Артес А.Э. Технологические процессы изготовления поковок из трубных заготовок. Кузнечно-штамповочное производство. Обработка материалов давлением. - №11. - 2003 г. - C.25-31].
Типовой технологический процесс (ЦНИИТМАШ) включает следующие операции: вырезку из толстого листа (S=45, 50, 60, 100 мм) круглых заготовок с отверстием, вытяжку полуфабриката, обжим с раздачей и высадку горловины. Штамповка осуществляется на мощном гидравлическом прессе двойного действия.
При этом коэффициент использования металла менее 0,7.
Известен также способ получения поковок крупногабаритных полукорпусов, имеющих горловину и сферическую часть, включающий нагрев исходной трубной заготовки и ее деформирование (JP 0056071547 А, B21J 5/06, 15.06.1981, реферат, фиг.1-2, документ на 1 л).
Недостатком этого способа является то, что максимальные габариты труб по ГОСТ 8738-78 «Трубы стальные бесшовные горячедеформированные. Сортамент» ограничиваются диаметром 550 мм и толщиной стенки 75 мм. Такие параметры труб пригодны для изготовления полукорпусов на Ду500.
Эти способы, по мнению заявителя могут рассматриваться как прототипы.
Задачей изобретения является уменьшение расхода металла и трудоемкости изготовления полукорпусов (полусфер) шаровых кранов.
Преимущество предлагаемого способа заключается в том, что в качестве исходных заготовок используется более дешевый металл -центробежнолитые и кованные трубные заготовки, который в результате пластических деформаций повышает свои механические характеристики, приближающиеся к характеристикам прокатанного металла. При этом становится возможность изготовления полукорпусов на Ду700, Ду1000, Ду1200, Ду1400, повышается производительность труда за счет использования меньшего количества операций и повышается коэффициент использования металла.
Отличительная часть предлагаемого способа состоит в использовании в качестве исходной трубной заготовки стальной центробежнолитой или кованной трубы, которую нагревают до температуры 1150-1200°C и деформируют сначала путем горячего прямого выдавливания в штампе, содержащем пуансон, матрицу и оправку, имеющую возможность скольжения в пуансоне, с получением полуфабриката толщиной, меньшей толщины исходной заготовки на 25-30% и равной толщине сферической части поковки полукорпуса шарового крана, а затем после нагрева полуфабриката путем его штамповки во втором штампе, имеющем сферический нижний пуансон, при этом одновременно осуществляют обжим и раздачу частей полуфабриката с получением, соответственно, горловины и сферической части поковки полукорпуса шарового крана, причем раздачу части полуфабриката производят с увеличением на упомянутом сферическом нижнем пуансоне наружного диаметра не менее чем на 10%.
Описание последовательности операций деформирования в двух штампах.
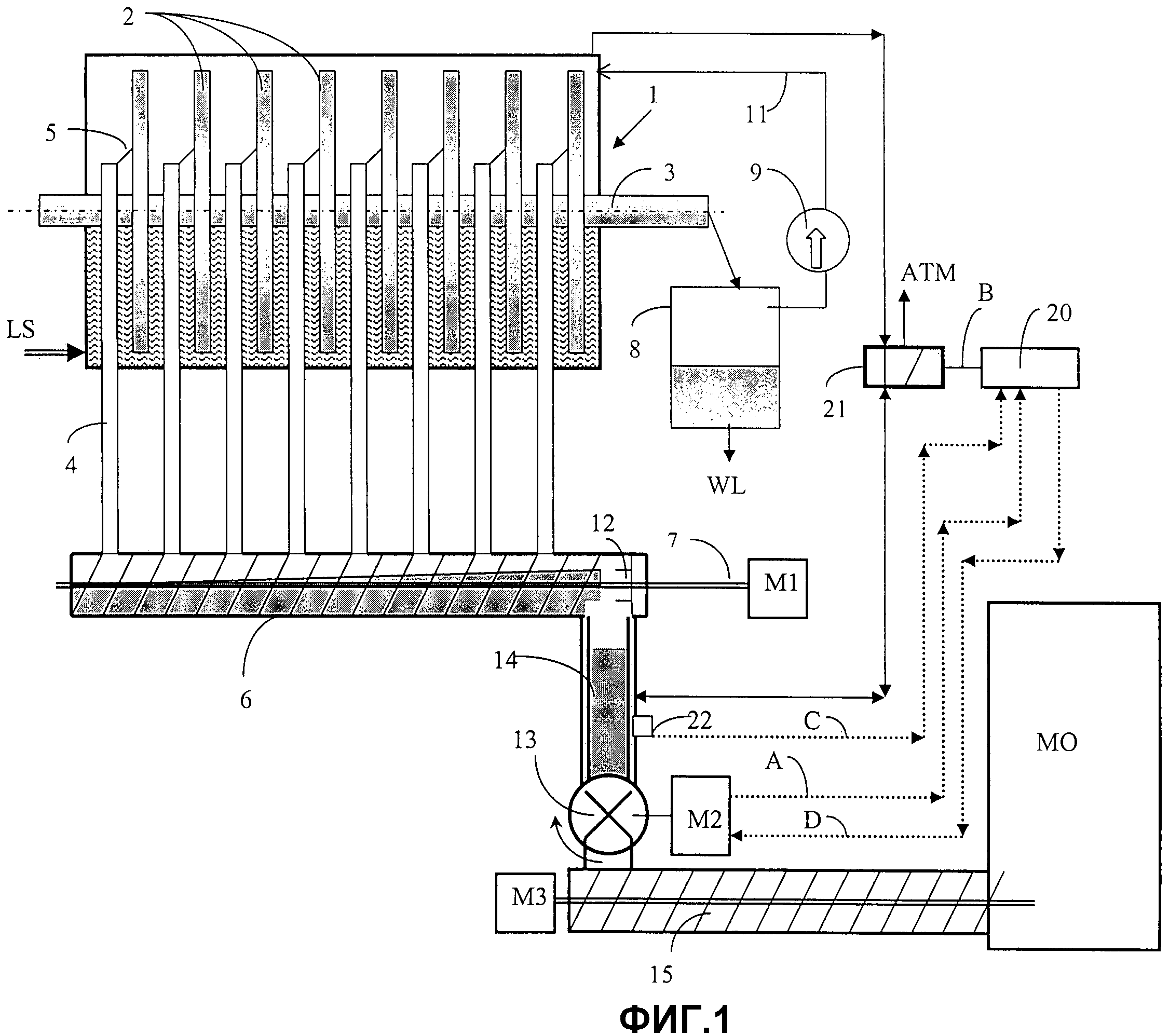
Параметры исходной трубной заготовки и схема штампа для выдавливания трубной заготовки указаны на фиг.1:
1. Пуансон
2. Оправка
3. Заготовка
4. Матрица
5. Бандаж
6. Поковка (полуфабрикат)
где: D1 - диаметр матрицы,
D2 - диаметр оправки,
D3 - диаметр калибрующего пояска матрицы
α≤15°
S0 - толщина заготовки,
S1 - толщина поковки,
S0=(1,25…1,30)S1
При этом высота заготовки Н0 рассчитывается из равенства объемов металла заготовки и готовой поковки с учетом угара при нагреве, а внутренний и внешний диаметры рассчитываются с учетом относительной степени деформации при выдавливании и диаметров инструмента D1 и D2. Относительная степень деформации при прямом выдавливании:
где: Dз.н. - наружный диаметр исходной трубной заготовки, несколько меньший (на 0,5-1%) диаметра D1 (фиг.1),
Dз.в. - внутренний диаметр исходной трубной заготовки, равный D2 (фиг.1),
Dп.н - наружный диаметр поковки, равный Ds (фиг.1).
После нагрева до температуры 1150-1200°С заготовка устанавливается в штампе, опираясь на коническую поверхность матрицы с углом α≤15°. При перемещении ползуна гидравлического пресса вниз (до упора) металл под действием силы Р выдавливается пуансоном 1 в зазор между оправкой 2 и калибрующим пояском матрицы 3 (фиг.1). При этом операция прямого выдавливания в первом штампе осуществляется с получением полуфабриката с меньшей от начальной толщины (на 25-30%) трубы, и равной толщины сферической части поковки полукорпуса шарового крана, а сила выдавливания Р минимальна за счет исключения сил трения на подвижной оправке, благодаря ее скольжению в пуансоне.
Поковка при подъеме ползуна вверх с пуансоном 1 и оправкой 2 остается в матрице за счет конической проточки в матрице и удаляется из матрицы с помощью выталкивателя (на фиг.1 не показан).
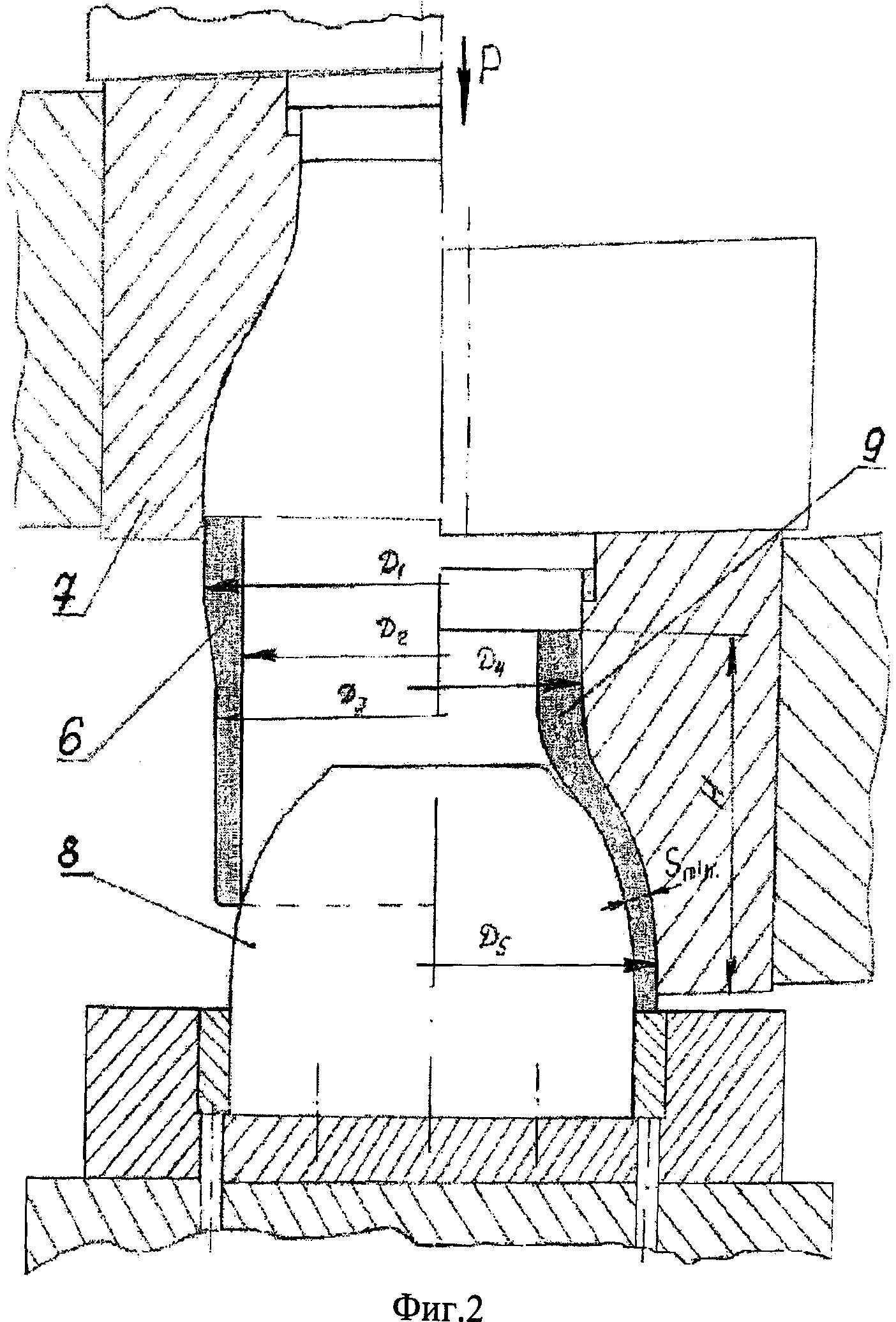
После второго нагрева полуфабрикат 6 штампуют во втором штампе (фиг.2) методом обжима верхней части (горловины) с одновременной раздачей нижней части с увеличением на сферическом нижнем пуансоне наружного диаметра не менее чем на 10%, при этом металл поковки прилегающей к нижнему пуансону быстро охлаждается, повышая устойчивость процесса обжима. При этом обжим верхней части полуфабриката с диаметра D1 до диаметра D4 осуществляет матрица 7, а раздачу нижней части с D3 до диаметра D5 ведет сферический нижний пуансон 8. При этом D5≥1,1D3·Smin≈S1.
При обжиме металл деформируется по схеме всестороннего неравномерного сжатия, что позволяет получить мелкозернистую структуру со значительным повышением механических характеристик.
На фиг.2 изображена схема штампа для обжима и раздачи полуфабриката:
6. Полуфабрикат
7. Матрица
8. Пуансон сферический нижний
9. Поковка
где: D4 - наружный диаметр обжатой части горловины
D5 - наружный диаметр поковки после раздачи.
Способ получения поковок крупногабаритных полукорпусов шаровых кранов, имеющих горловину и сферическую часть, включающий нагрев исходной трубной заготовки и ее деформирование, отличающийся тем, что в качестве исходной трубной заготовки используют стальную центробежнолитую или кованую трубу, которую нагревают до температуры 1150-1200°C и деформируют, при этом сначала осуществляют горячее прямое выдавливание в штампе, содержащем матрицу, пуансон и выполненную с возможностью скольжения в пуансоне оправку, с получением полуфабриката толщиной, которая меньше толщины исходной заготовки на 25-30% и равна толщине сферической части поковки полукорпуса шарового крана, а затем после нагрева полуфабриката осуществляют его штамповку во втором штампе со сферическим нижним пуансоном, при которой одновременно производят обжим и раздачу частей полуфабриката с получением, соответственно, горловины и сферической части поковки полукорпуса шарового крана, причем раздачу части полуфабриката производят с увеличением на упомянутом сферическом нижнем пуансоне наружного диаметра полуфабриката не менее чем на 10%.
Способ получения металлических изделий полого профиля
Полукорпус шарового крана с фланцем и способ его изготовления
Способ изготовления трубчатых деталей с отводами посредством гидравлической штамповки
Способ изготовления поковок типа крышек или днищ
Секционная станина многопозиционного гидравлического пресса
"оснастка прямого цементирования обсадной колонны с обратным клапаном"
Способ получения стальных поковок полукорпусов шаровых кранов
Способ многоступенчатого цементирования скважин и комплект оснастки для его осуществления
Устройство для изоляции пластов в скважине
Гидравлический пакер
Дроссельно-запорный клапан устройства для установки хвостовика обсадной колонны в скважине
Способ холодного выдавливания цилиндрических деталей со сквозным отверстием
Способ формообразования деталей типа тройников, например корпусов водо- и теплосчетчиков из трубных заготовок гидроштамповкой
Способ получения длинномерных стержневых изделий с кольцевым выступом
Головка полой насосной штанги
Способ изготовления полой насосной штанги для газонефтяных скважин
Устройство для изоляции пластов в скважине
Гидравлический пакер
Способ формообразования шаровых мелющих тел из чугуна
Способ изготовления крупногабаритных поковок полукорпусов шаровых кранов

