Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СКВАЖИННОГО ФИЛЬТРА
Вид РИД
Изобретение
Изобретение относится к нефтяной промышленности и может найти применение при изготовлении скважинного фильтра для добычи нефти.
Известен способ изготовления скважинного фильтра, включающий перфорацию трубчатого корпуса, установку на его поверхности продольных опорных стержней, нарезку резьбы на наружной поверхности стержней, укладку витков обмоточной проволоки (патент РФ №2209299, кл. Е21В 43/08, опубл. 27.07.2003).
Способ многостадиен, сложен.
Наиболее близким к предложенному изобретению по технической сущности является способ изготовления скважинного фильтра, включающий перфорацию трубчатого корпуса с присоединительными резьбами на концах и установку на его наружной поверхности кожуха из фильтрующей сетки с размером ячейки для улавливания механических примесей. В качестве фильтрующей сетки используют цельнометаллическую просечно-вытяжную сетку, с размером вытяжки не менее 2 мм, предварительно пропустив его между двумя параллельно установленными относительно друг друга валками, для обеспечения образования фильтрующей сетки с размером ячейки 0,05 мм или более, после чего из него формируют оболочку в виде цилиндра с внутренним диаметром, равным наружному диаметру трубчатого корпуса или с небольшим запасом, в случае закрепления внахлест, установку сформированной оболочки осуществляют с натягом до совмещения концов, после чего производят жесткое закрепление их между собой и к трубчатому корпусу. При использовании в качестве корпуса длинномерных труб, его перфорацию осуществляют поинтервально. Перфорационные отверстия трубчатого корпуса выполняют в виде щели в шахматном порядке с помощью плазменной или лазерной резки, или в виде цилиндрических отверстий сверлением (заявка на изобретение РФ №2006140040/03, кл. Е21В 43/00, опубл. 20.05.2008 - прототип).
Недостатком известного способа является малая пропускная способность, возникающая вследствие отсутствия пространства для течения жидкости между корпусом и кожухом, и, кроме того, возможность возникновения режущих воздействий при спуске и подъеме в скважине вследствие того, что острые кромки щелей на кожухе создают возможность ранения рук работающих с фильтром.
В предложенном изобретении решается задача увеличения пропускной способности фильтра и исключения возможности появления режущих воздействий на поверхности фильтра.
Задача решается тем, что в способе изготовления скважинного фильтра, включающем перфорацию трубчатого корпуса с резьбами на концах и установку на его наружной поверхности кожуха с чешуевидными щелями, доведенными до номинального размера прокаткой кожуха с чешуевидными щелями между валками, согласно изобретению, прокатку кожуха с чешуевидными щелями производят между валками до образования выступов под началом и концом каждой щели и образования полки на верхней выступающей части каждой чешуевидной щели, при этом зазор между валками устанавливают равным двум толщинам прокатываемого листа плюс 40-60 мкм, а диаметр формообразующего приводного вальца выбирают равным 0,75-0,85 диаметра кожуха.
Сущность изобретения
При изготовлении скважинного фильтра необходимо добиться свойств фильтра, отвечающих потребностям нефтяной промышленности. Такими свойствами, в частности, являются пропускная способность фильтра и исключения возможности появления режущих воздействий на поверхности фильтра. Известные технические решения не решают указанную задачу или решают ее лишь частичною В предложенном изобретении решается задача увеличения пропускной способности фильтра и исключения возможности появления режущих воздействий на поверхности фильтра. Задача решается следующим образом.
При изготовлении скважинного фильтра выполняют перфорацию трубчатого корпуса с резьбами на концах и установку на его наружной поверхности кожуха с чешуевидными щелями, доведенными до номинального размера прокаткой кожуха с чешуевидными щелями между валками. Прокатку кожуха с чешуевидными щелями производят между 3 валками до образования выступов под началом и концом каждой щели и образования полки на верхней выступающей части каждой чешуевидной щели.
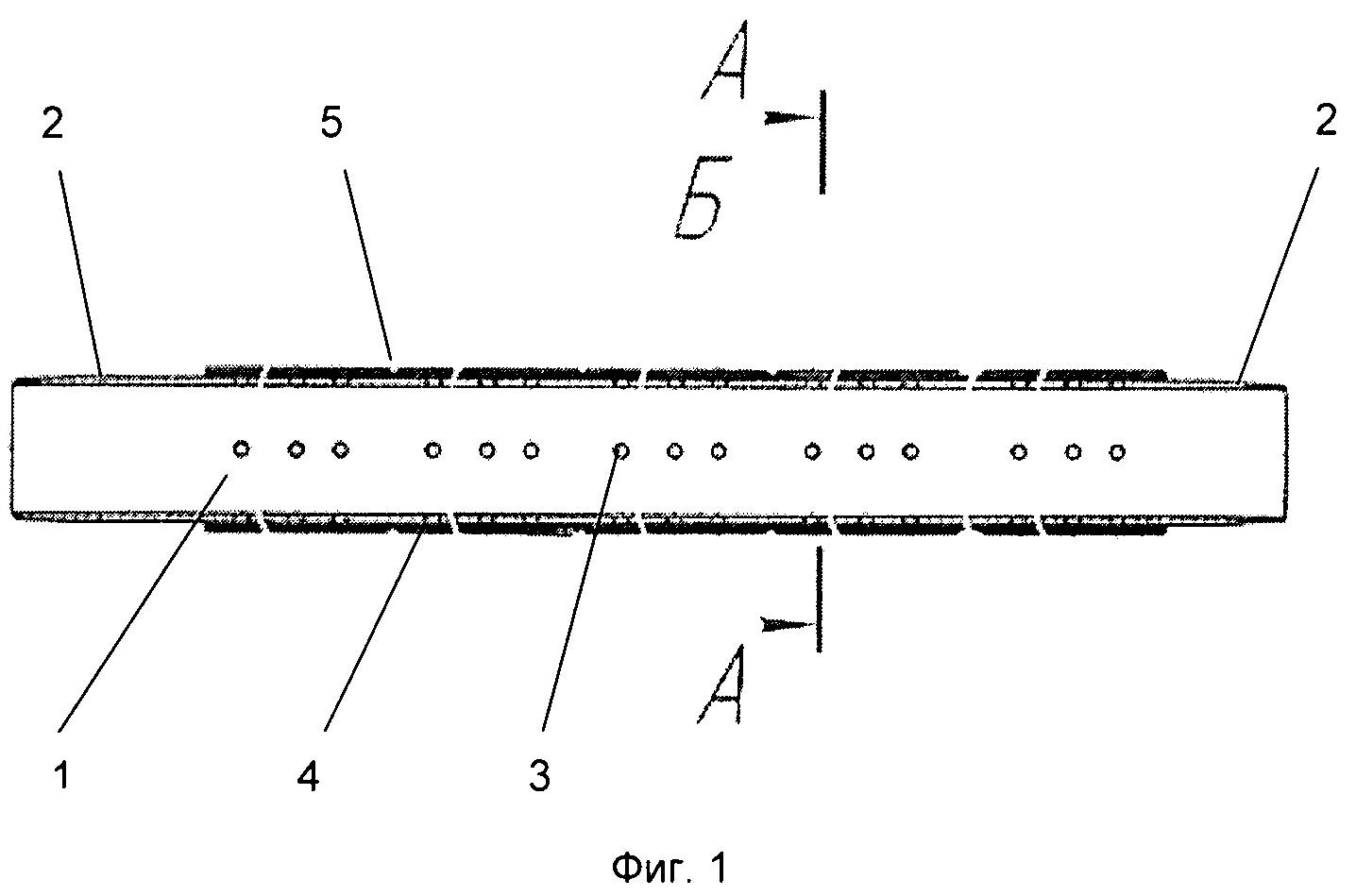
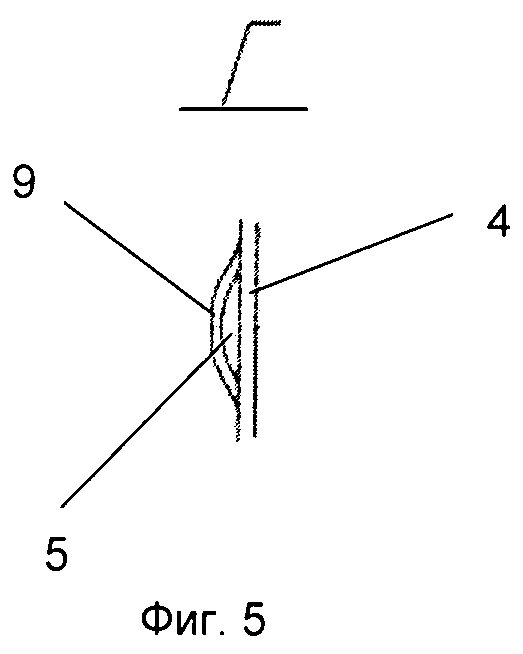
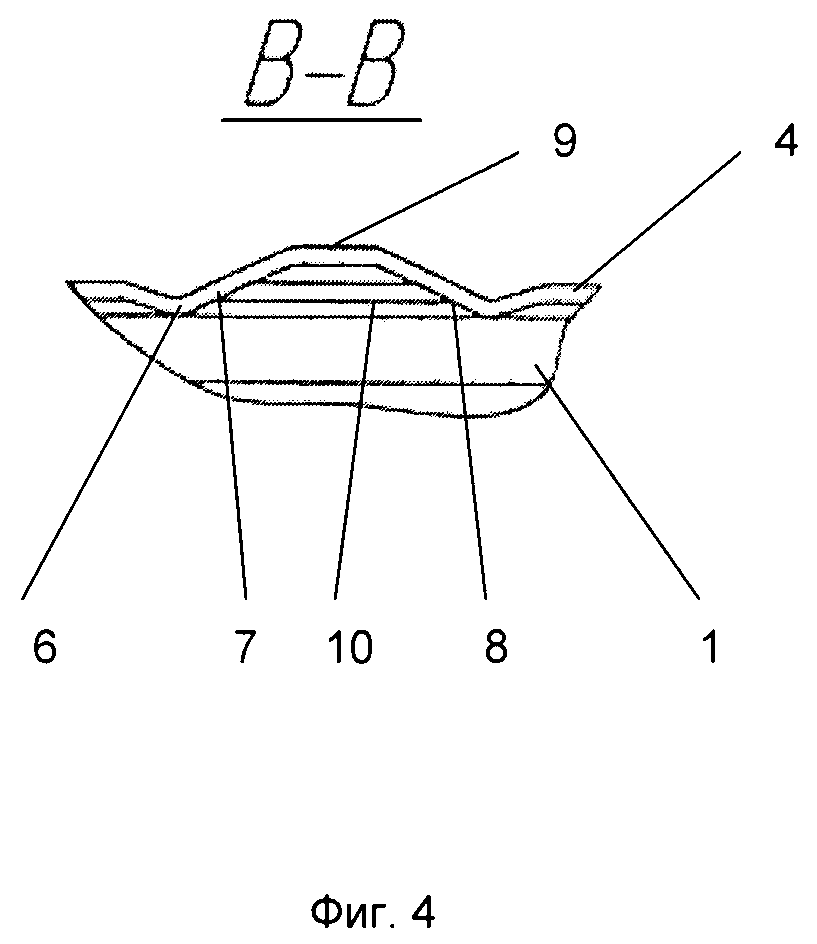
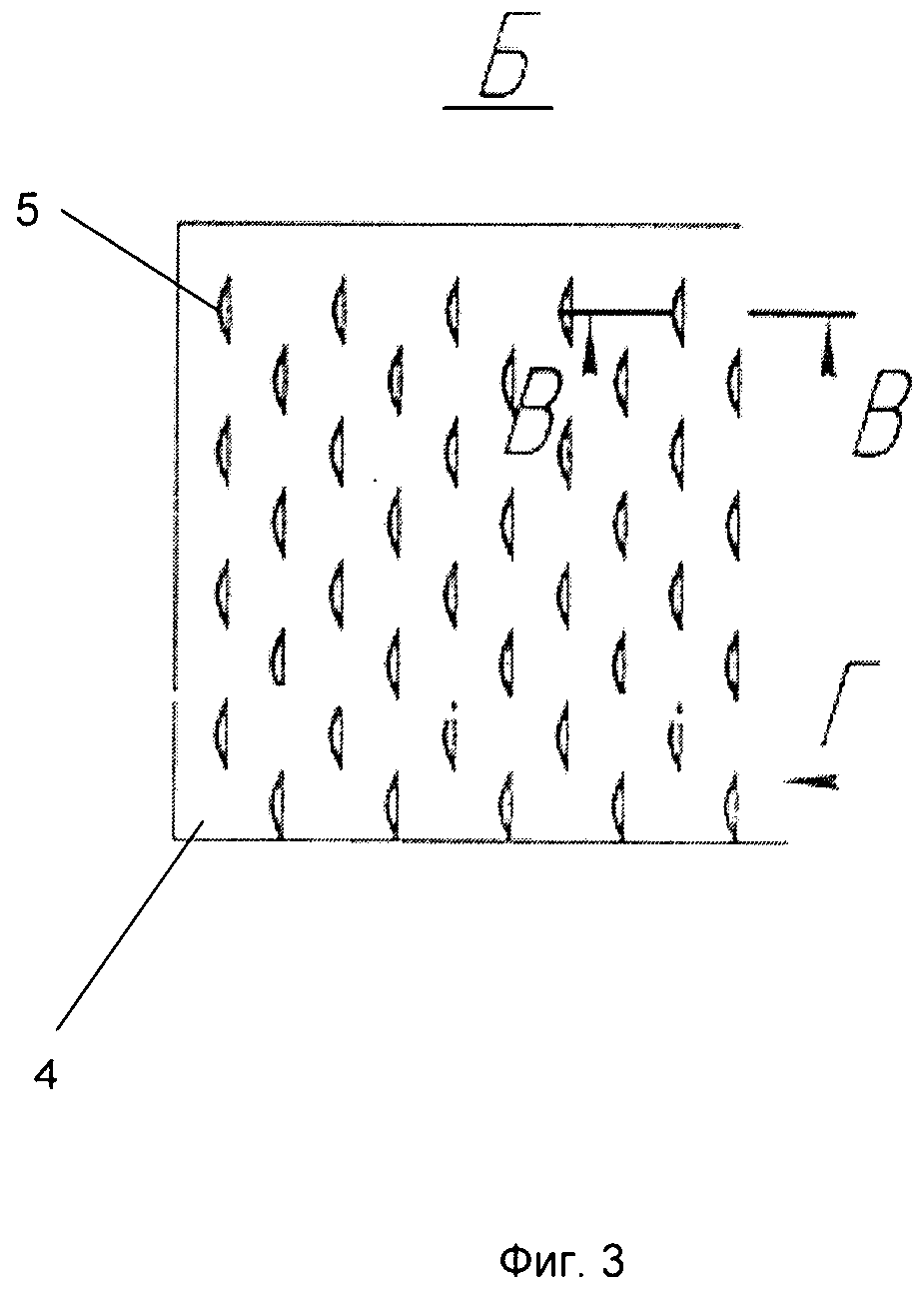
На фиг.1 представлен разрез заявленного фильтра, на фиг.2 представлено сечение по А-А фильтра, на фиг.3 представлена развертка металлического кожуха, на фиг.4 представлено сечение В-В на развертке кожуха, на фиг.5 представлен вид Г на развертке кожуха.
Скважинный фильтр состоит из металлического трубчатого корпуса 1 с резьбами 2 на концах и с перфорационными отверстиями 3 и металлического кожуха 4 в виде оболочки с перфорационными отверстиями в виде щелей чешуевидной формы 5, расположенными в шахматном порядке. Металлический кожух 4 выполнен с выступами 6 под началом 7 и концом 8 каждой щели 5, а верхняя часть выступающей части каждой чешуевидной щели выполнена с полкой 9.
Металлический кожух 4 присоединяют к корпусу 1, например, с помощью сварки, винтового или болтового соединения и т.п. (не показано). За счет выступов 6 контакт между корпусом 1 и кожухом 4 происходит в точках соприкосновения выступов 6 с корпусом 1. Между корпусом 1 и кожухом 4 образуется пространство 10 для протекания отфильтрованной жидкости и ее стекания в перфорационные отверстия 3 и внутрь металлического трубчатого корпуса 1. Скважинный фильтр размещен в скважине на конце колонны труб (не показана) и соединен с последней при помощи резьбы 2 с одной стороны корпуса 1. С другой стороны фильтр закрыт заглушкой (не показана), наворачиваемой на корпус 1 с помощью резьбы 2 с другого конца корпуса 1.
Посредством резьб 2 фильтр соединяют с трубами и с заглушкой и спускают в скважину. Выше фильтра в скважине располагают насосное оборудование, с помощью которого из скважины отбирают жидкость, например нефть.
Корпус 1 выполняют из насосно-компрессорной или обсадной трубы. Для изготовления кожуха используют металлический лист, например, толщиной 0,5 мм, в котором прорубают или просекают щели чешуевидной формы 5. Лист прокатывают между валками с образованием выступов 6 и полок 9 на каждой щели 5.
Фильтр работает следующим образом.
Скважинная жидкость проходит через щели чешуевидной формы 5, по пространству 10 между корпусом 1 и кожухом 4, через перфорационные отверстия 3 внутрь фильтра и направляется к глубинному скважинному насосу, которым подается через колонну труб на поверхность. Загрязнения больше размера щелей 5 остаются в скважине.
За счет пространства 10 жидкость беспрепятственно поступает к перфорационным отверстиям 3. За счет этого увеличивается пропускная способность фильтра. В прототипе этого пространства нет, кроме того, между корпусом и кожухом расположена сетка, мешающая протеканию жидкости вдоль корпуса 1 и распределению жидкости между перфорационными отверстиями 3.
За счет полки 9 исчезает резкая острая грань на щели 5.
Кожух изготовлен из металлического листа толщиной 0,8-1,5 мм, в котором равномерно прорублены чешуевидные отверстия (щели), расположенные в шахматном порядке. Формообразование фильтрующего элемента в вальцах и получение необходимого размера щели 0,2 - 0,5 мм выполняют таким образом, чтобы выступающая кромка, образующаяся при просечке листа, была обращена в сторону поступающей среды. Установку фильтрующего элемента производят таким образом, чтобы верхняя кромка этих щелей образовывала над щелью козырек, обеспечивая тем самым вход жидкости в фильтр, совпадающим с основным направлением движения жидкости по стволу скважины.
При просечке листа невозможно получить размер щели 0,2-0,5 мм. Обычно он составляет минимум 2,5 толщины стенки листа, например, для листа толщиной 1,0 мм размер щели составляет 2,5 мм. Необходимый размер щели в предлагаемом способе достигается путем прокатки просеченного листа межу валками листогибочной машины. На внутренней поверхности кожуха между соседними щелями образуются сферические выступы, контактирующие в точках с поверхностью корпуса, чем обеспечивается свободный переток среды во внутреннюю полость корпуса через перфорационные отверстия.
Необходимый размер щели и выступы достигаются за счет того, что зазор между валками устанавливают равным двум толщинам прокатываемого листа плюс 40-60 мкм. При замере толщину листа замеряют с учетом высоты полок. Так для листа толщиной 1,0 мм и высотой щели 2,5 мм толщину листа определяют как 3,5 мм. Зазор между валками назначают равным 7,050 мм. Одновременно на щели образуется полка, а под щелью - выступы.
Диаметр формообразующего верхнего приводного валка равен 0,75-0,85 диаметра кожуха. Таким образом, кожух после вальцевания получается диаметром, равным 0,75-0,85 диаметра корпуса. При сборке фильтра кожух распрямляют на диаметр корпуса, надевают на корпус и отпускают. За счет пружинистости металла кожух плотно прижимается к корпусу, что исключает необходимость его технологического закрепления. Далее кожух сваривают по продольному шву и приваривают к корпусу. При сварочных работах отпадает необходимость удержания кожуха на корпусе.
Окружная скорость вращения валков листогибочной машины не более 0,3 м/мин. Такая скорость обеспечивает возможность металлу кожуха деформироваться без образования трещин и с минимальными внутренними напряжениями.
Конструктивное исполнение щели снижает засорение фильтра, поскольку частицы контактируют по двум точкам кромок щели и размеры выходной части щели значительно превышают входную часть, за счет чего частицы не заклиниваются в щели, а проваливаются и увлекаются потоком среды, что делает фильтр прозрачным как для потока среды так для мелкодисперсных частиц.
Пример конкретного выполнения Пример 1. Готовят скважинный фильтр. Насосно-компрессорную трубу длиной 10 м с резьбами на концах и наружным диаметром 174 мм перфорируют отверстиями диаметром 10 мм через 5 мм. Готовят кожух из металлического листа толщиной 1 мм. В металлическом листе равномерно прорубают чешуевидные отверстия (щели), расположенные в шахматном порядке. Расстояние между рядами щелей составляет 8 мм, ширина щели - 6 мм, высота - 2,5 мм, расстояние между щелями в ряду составляет 16 мм.
Формообразование кожуха в вальцах производят при скорости вращения валков листогибочной машины 0,3 м/мин до получения необходимого размера щели 0,3 мм. Зазор между валками устанавливают равным 7,050 мм. Одновременно на щели образуется полка и под щелью - выступы.
Диаметр формообразующего верхнего приводного валка равен 0,80 диаметра кожуха. Таким образом, кожух после вальцевания получается диаметром, равным 174×0,80=139,2 мм. При сборке фильтра кожух распрямляют на диаметр корпуса 174 мм, надевают на корпус и отпускают. Кожух сваривают электросваркой по продольному шву и одновременно приваривают к корпусу.
Пример 2. Выполняют как пример 1. Зазор между валками устанавливают равным двум толщинам прокатываемого листа плюс 40 мкм, а диаметр формообразующего приводного валка выбирают равным 0,75 диаметра кожуха.
Пример 3. Выполняют как пример 1. Зазор между валками устанавливают равным двум толщинам прокатываемого листа плюс 60 мкм, а диаметр формообразующего приводного валка выбирают равным 0,85 диаметра кожуха.
Применение предложенного скважинного фильтра позволит добиться увеличения пропускной способности фильтра и исключения возможности появления режущих воздействий на поверхности фильтра.
Способ изготовления скважинного фильтра, включающий перфорацию трубчатого корпуса с резьбами на концах и установку на его наружной поверхности кожуха с чешуевидными щелями, доведенными до номинального размера прокаткой кожуха с чешуевидными щелями между валками, отличающийся тем, что прокатку кожуха с чешуевидными щелями производят между валками до образования выступов под началом и концом каждой щели и образования полки на верхней выступающей части каждой чешуевидной щели, при этом зазор между валками устанавливают равным двум толщинам прокатываемого листа плюс 40-60 мкм, а диаметр формообразующего приводного валка выбирают равным 0,75-0,85 диаметра кожуха.
Способ строительства скважины
Способ кислотной обработки призабойной зоны пласта
Способ установки перекрывателя из профильных и цилиндрических труб в скважине
Способ защиты от сероводородной коррозии кровли резервуара системы сбора и подготовки продукции скважин
Способ очистки скважины
Устройство для очистки скважины
Способ разработки залежи сверхвязкой нефти с использованием скважин с наклонными участками
Способ строительства накопительного амбара
Устройство для герметизации заколонных перетоков
Способ локального прогноза нефтеносности
Переносная роликовая опора для трубного изделия
Способ монтажа трубного пучка в корпус теплообменника
Устройство для поинтервальной опрессовки скважин и воздействия на пласт

