Результат интеллектуальной деятельности: МЕХАНИЧЕСКАЯ ДЕТАЛЬ, СОДЕРЖАЩАЯ ВСТАВКУ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Настоящее изобретение относится к механической детали, содержащей вставку из композитного материала, образованную керамическими волокнами в металлической матрице, к способу изготовления такой механической детали и к наматывающему устройству, предназначенному для осуществления способа изготовления. Изобретение применяется к механической детали любого типа, функцией которой является передача, в основном, однонаправленного усилия растяжения и/или сжатия.
В области самолетостроения, в частности, постоянной задачей является оптимизация сопротивления механических деталей с точки зрения их массы и минимальных габаритов. Так, определенные механические детали могут содержать вставку из композитного материала в металлической матрице, такие детали могут быть моноблочными. Такой композитный материал содержит матрицу из металлического сплава, например, сплава титана Ti, внутри которого протянуты волокна, например, керамические волокна из карбида кремния SiC. Такие волокна имеют сопротивление растяжению и сжатию, значительно превышающее сопротивление титана. Это именно волокна, в основном, воспринимают усилия, а металлическая матрица обеспечивает функцию связи с остальной частью детали, а также защиту и изоляцию волокон, которые не должны соприкасаться между собой. Кроме того, керамические волокна являются резистентными к эрозии, но должны быть обязательно усилены металлом.
Описанные выше композитные материалы известны и используются в области самолетостроения для изготовления дисков, валов, корпусов гидроцилиндров, картеров, траверс или как усилители моноблочных деталей, таких как лопатки.
Техника изготовления таких деталей описана в документе FR 2886290, который является показательным для технологического заднего плана изобретения, в котором один из основных этапов изготовления заключается в осуществлении намотки пучка или слоя нитей, наматываемых на кольцевую цилиндрическую деталь, перпендикулярно ее оси вращения. Описанные детали, получаемые таким образом, являются кольцевыми и особенно подходят для изготовления круглых деталей, таких, как валы, корпуса гидроцилиндров, картеры или диски.
Во всяком случае, некоторые механические детали должны иметь свойства, отличные от свойств круглых деталей. Это, в частности, рычаги, в основном, вытянутой формы, функцией которых является передача однонаправленного усилия растяжения и/или сжатия.
Объектом изобретения является, в частности, способ изготовления механической детали, содержащей, по меньшей мере, одну вставку из композитного материала, образованную из керамических волокон, способную передавать однонаправленные усилия растяжения и/или сжатия между ее концами.
Для этого изобретение предлагает способ изготовления механической детали, содержащей, по меньшей мере, вставку из композитного материала в металлической матрице, в толще которой протянуты керамические волокна, при этом вставка из композитного материала изготавливается из множества покрытых нитей, каждая из которых содержит керамическое волокно, заключенное в металлическую оболочку, при этом способ заключается в изготовлении, по меньшей мере, одной вставки с этапом намотки пучка или связанного слоя с покрытыми нитями, намотанными на цилиндрическую деталь. В соответствии с изобретением, по меньшей мере, одна часть намотки осуществляется в прямолинейном направлении.
Полученная таким образом механическая деталь, например рычаг, позволяет, предпочтительно, передавать однонаправленные усилия растяжения и/или сжатия.
Изобретение относится также к наматывающему устройству, специально предназначенному для осуществления способа изготовления по изобретению.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
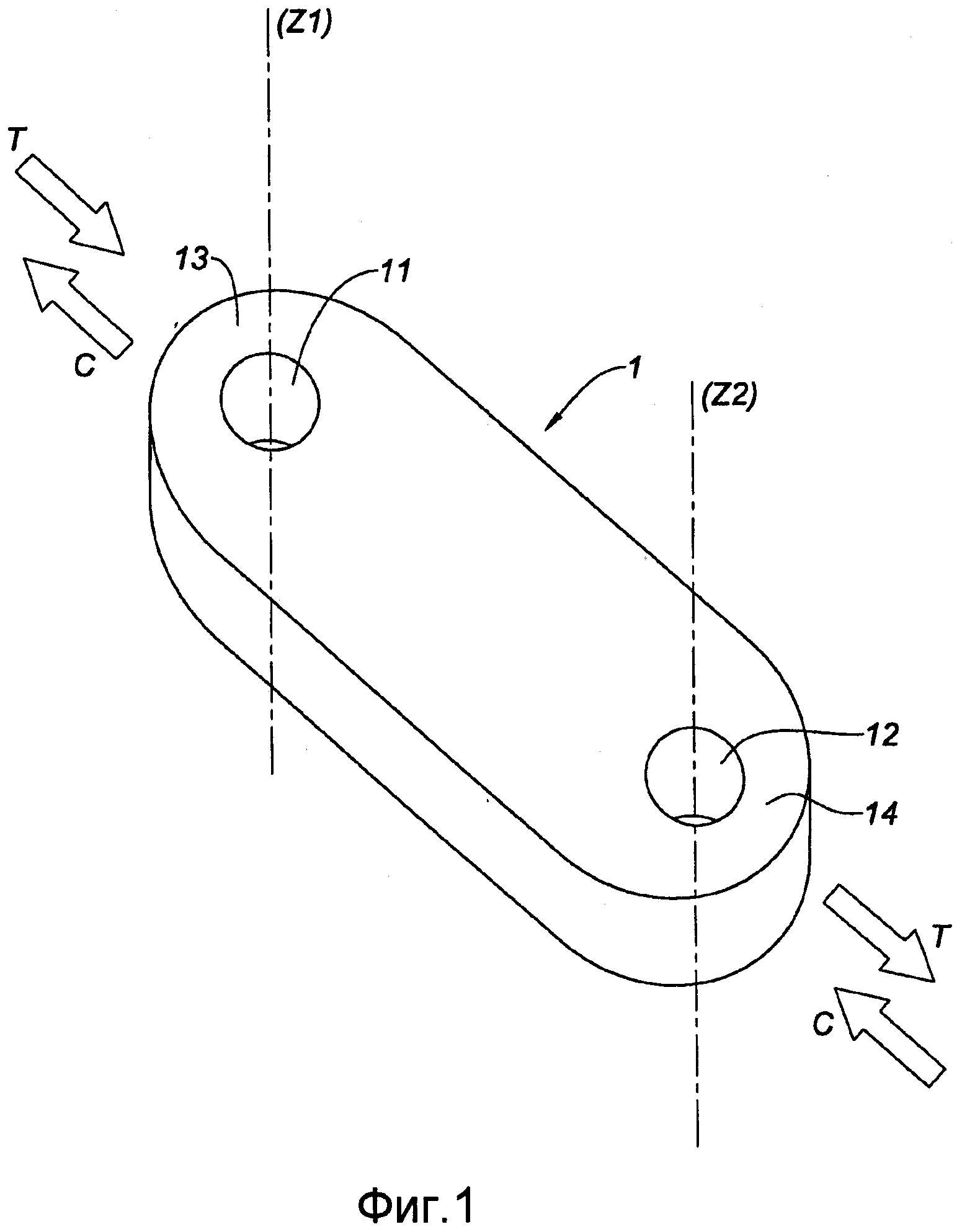
фиг. 1 изображает вид в аксонометрии примера механической детали в соответствии с известным уровнем техники;
фиг. 2 изображает вид в аксонометрии варианта наматывающего устройства в соответствии с изобретением;
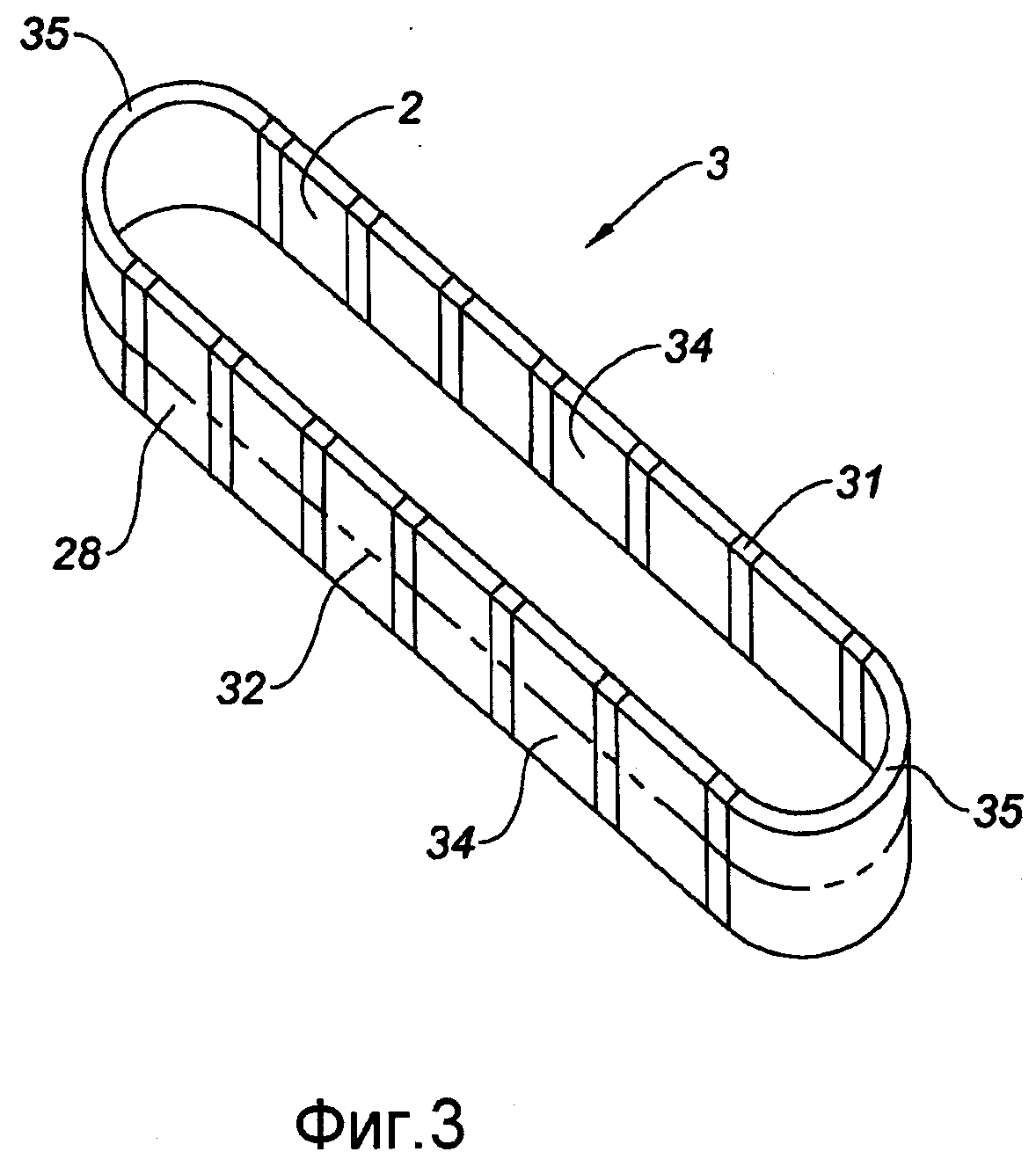
фиг. 3 изображает вид в аксонометрии варианта вставки, полученной в соответствии со способом изготовления по изобретению;
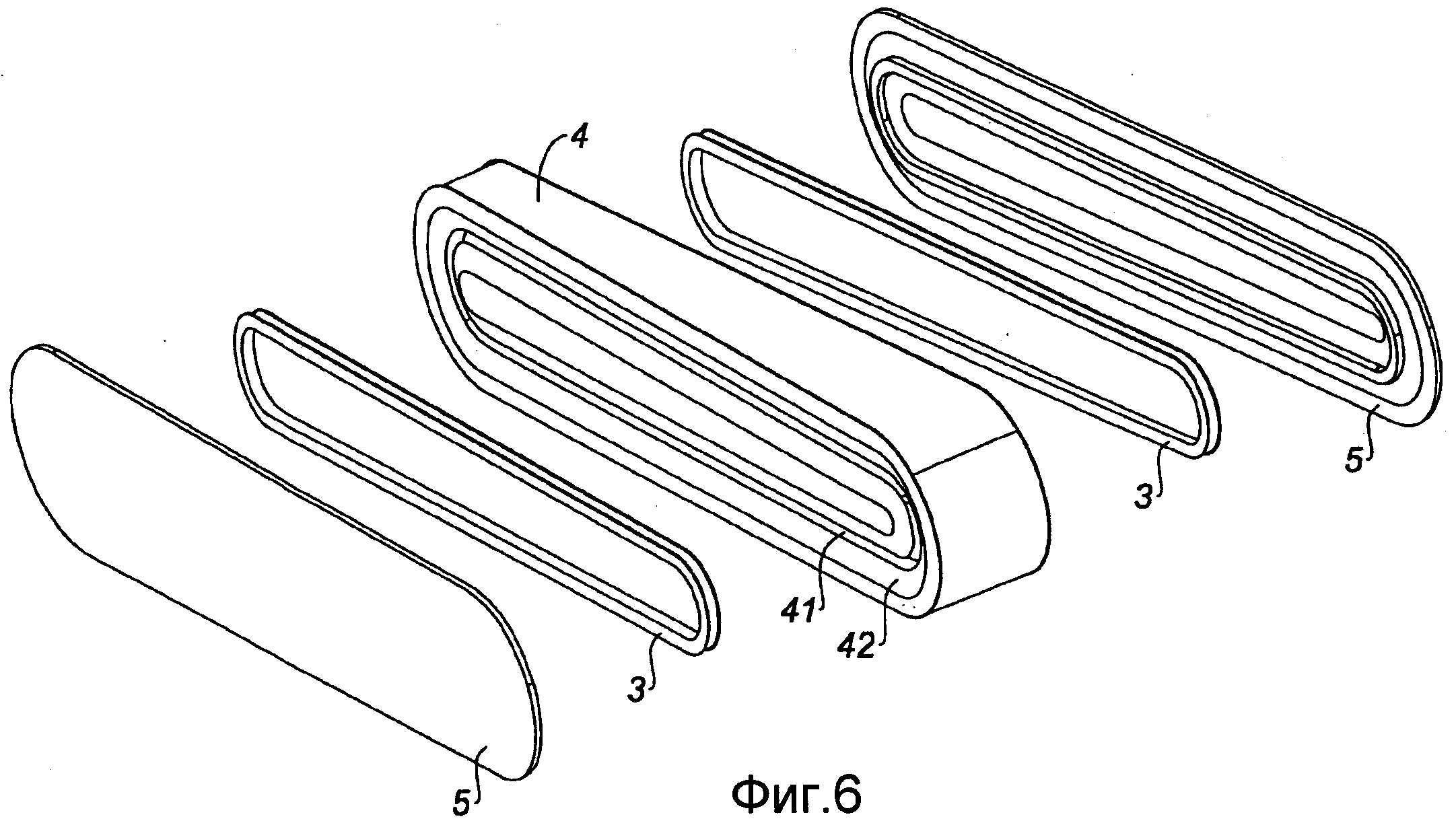
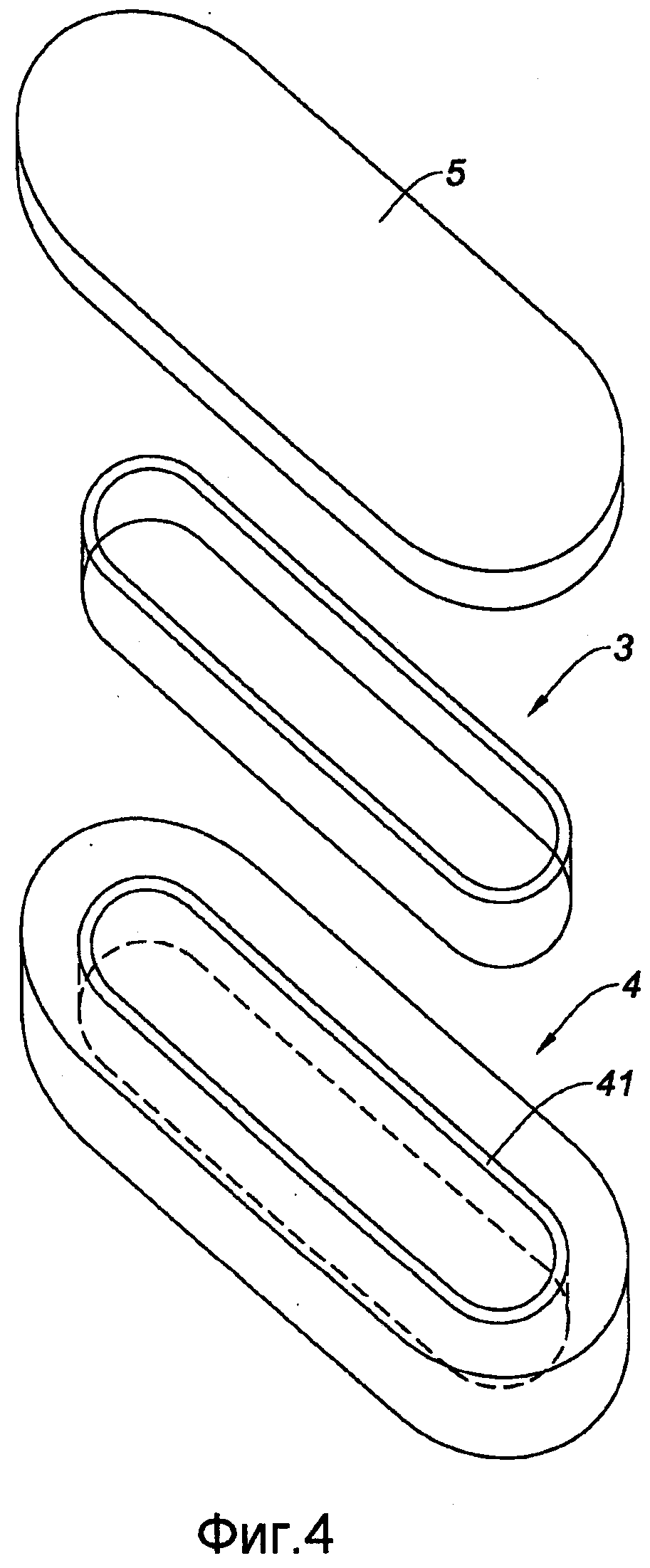
фиг. 4 изображает вариант вставки, контейнера, предназначенного для приема вставки, и металлической крышки, предназначенной для герметичного закрывания контейнера и вставки;
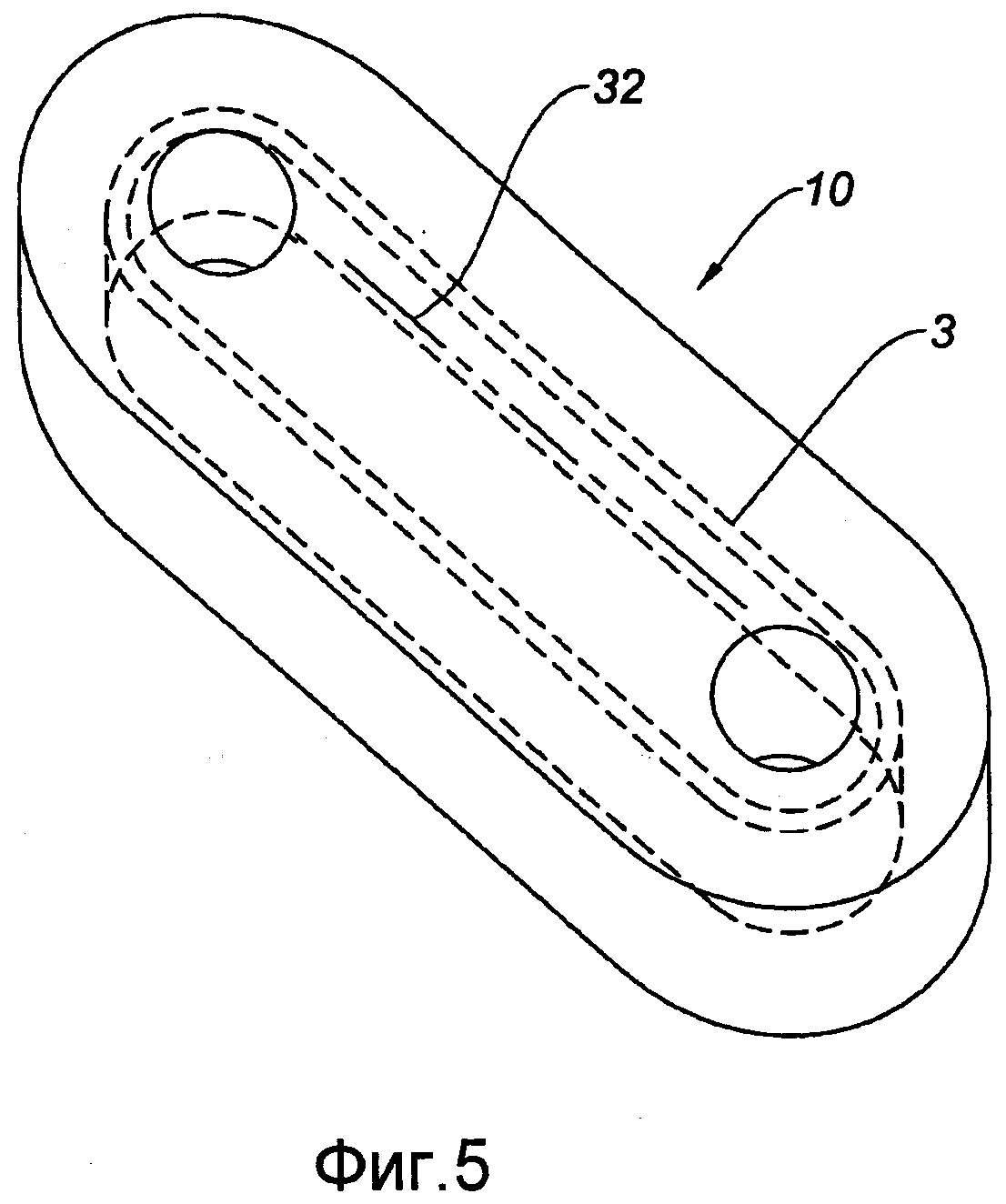
фиг. 5 изображает вид в аксонометрии варианта механической детали, полученной в соответствии со способом изготовления по изобретению;
фиг. 6 представляет вариант способа изготовления по изобретению;
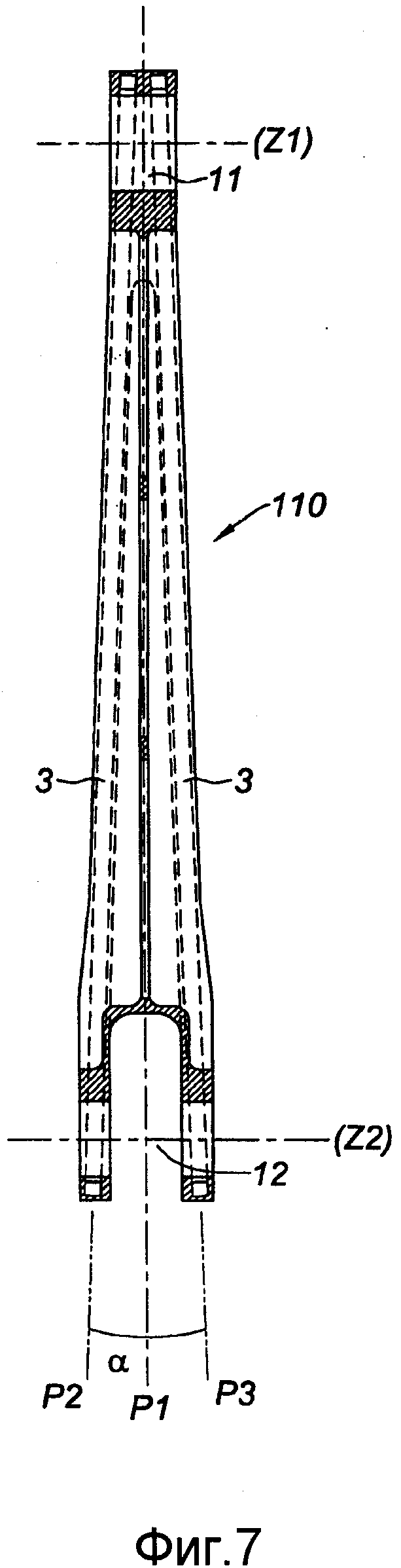
фиг. 7 изображает вид в разрезе другого варианта механической детали, полученной в соответствии со способом изготовления по изобретению; и
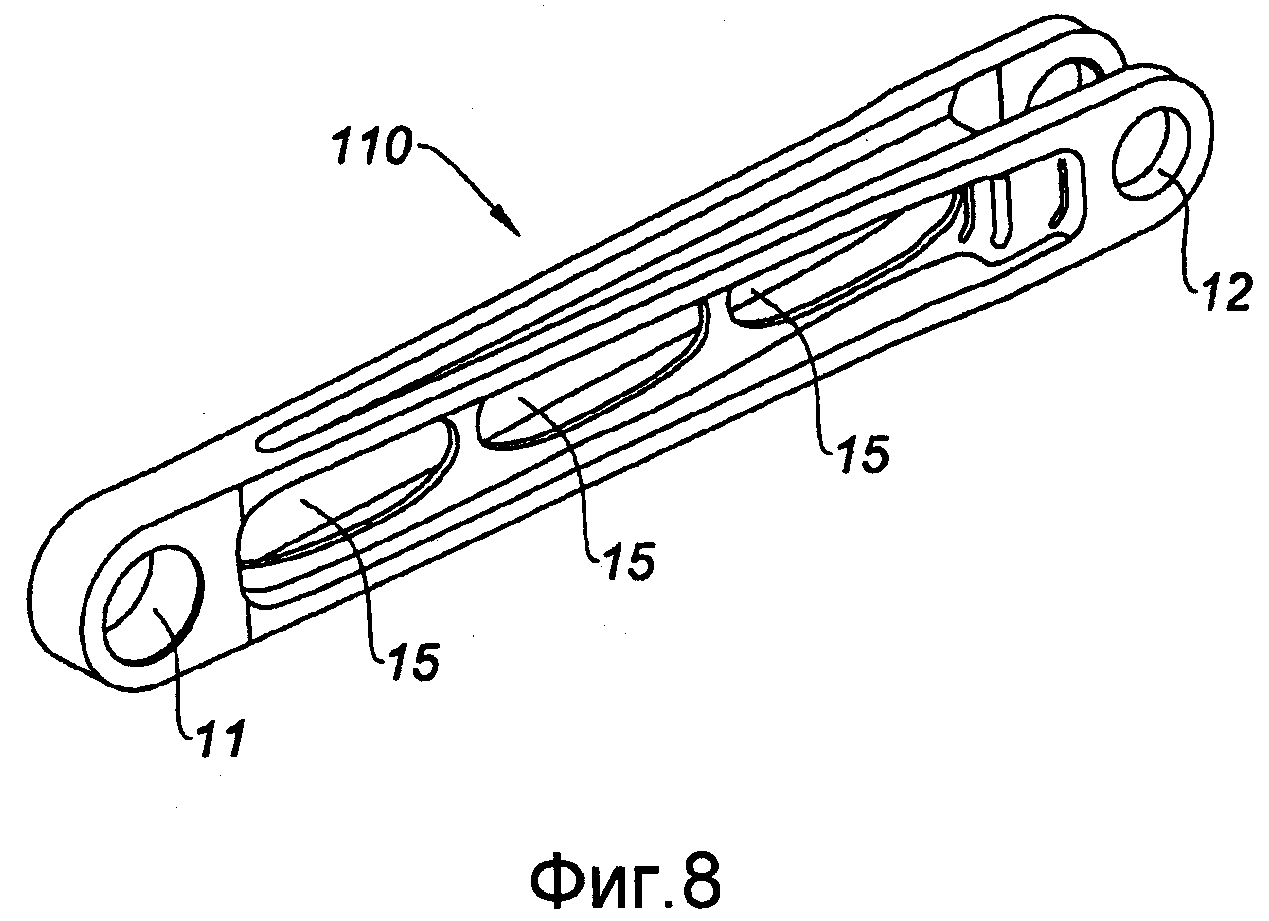
фиг. 8 изображает вид в аксонометрии примера механической детали, полученной в соответствии с вариантом способа изготовления по изобретению.
Техника изготовления механической детали, содержащей вставку из композитного материала, описанную в документе FR 2886290, используется в рамках настоящего изобретения. Так, описание этого документа должно рассматриваться как входящее в настоящую заявку не ограничивающим образом, например, структура покрытых нитей, их изготовление, изготовление связанного слоя намотанных нитей, соединение этого слоя или с металлической подложкой, на которой он намотан, или с нижележащим слоем, лазерная или контактная двухэлектродная сварка нитей, изостатическое уплотнение в горячем состоянии и обработка.
Фиг. 1 изображает вариант механической детали, такой, как рычаг 1, форма которого, обычно, является вытянутой, то есть удлиненной. Она содержит два конца 13 и 14. Функцией рычага 11 является передача движения и/или усилия сжатия Т и/или растяжения С между двумя деталями, закрепленными своими концами по двум параллельным осям Z1 и Z2. Рычаг 1 содержит на каждом из своих концов 13 и 14 цилиндрическую полость 11 или 12, оси которых соответствуют параллельным осям Z1 и Z2. Этот тип рычага 1 может быть использован, например, в конструкции устройств для приземления или в турбореактивных двигателях, содержащих рычаги, воспринимающие тяговые усилия.
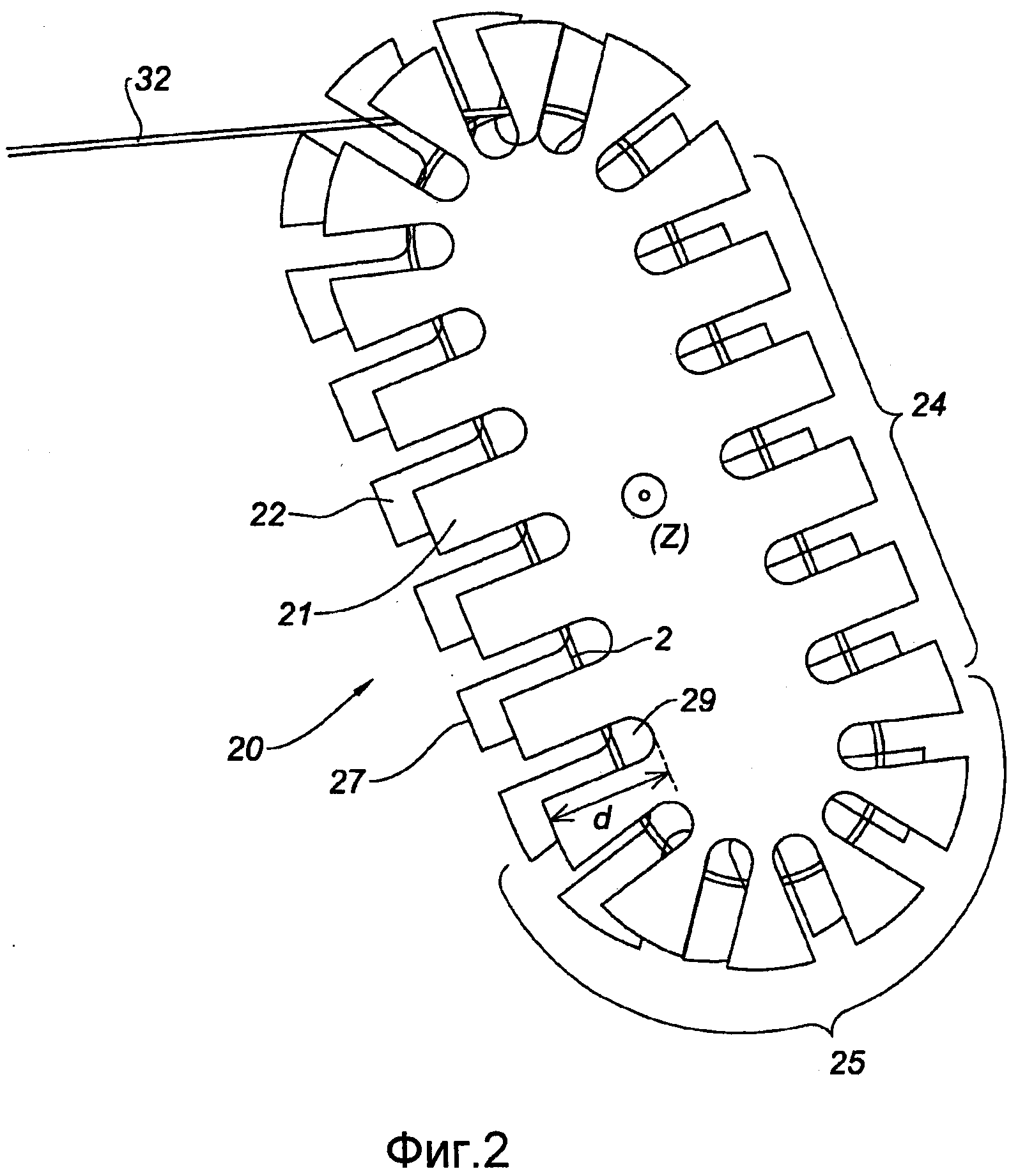
Фиг. 2 изображает пример исполнения наматывающего устройства 20 по изобретению. В этом примере наматывающее устройство 20 особенно приспособлено для изготовления вставки для такой механической детали как рычаг. Это наматывающее устройство 20 содержит полую цилиндрическую деталь 2 вытянутой формы, играющую роль оправки, и две, по существу, идентичные, щеки 21 и 22 вытянутой формы. Цилиндрическая деталь 2 имеет геометрию вращения, то есть геометрию, описывающую замкнутую структуру, наиболее часто искривленную. Размеры щек 21 и 22 превышают размеры цилиндрической детали 2 так, чтобы периферия 27 каждой щеки 21 и 22 возвышалась над периферией цилиндрической детали 2. Цилиндрическая деталь 2 выполнена в виде сэндвича между щеками 21 и 22. Нити 32 наматываются на цилиндрическую деталь 2, когда наматывающее устройство 20 приводится во вращение на оси вращения Z. Щеки 21 и 22 аксиально удерживают покрытые нити 32 и направляют их.
Наматывающее устройство 20 входит в состав комплекса, образующего наматывающую систему. Наматывающая система содержит, кроме того, средства привода во вращение наматывающего устройства 20 и средства фурнитуры пучка или связанного слоя покрытых нитей 32.
Цилиндрическая деталь 2 содержит два прямолинейных участка 24 наматывания. Эти прямолинейные участки 24 наматывания ориентированы перпендикулярно оси наматывания Z. Таким образом, по меньшей мере, часть наматывания покрытых нитей 32 вокруг цилиндрической детали 2 осуществляется в прямолинейном направлении. Наматывание покрытых нитей 32 осуществляется перпендикулярно оси наматывания Z, другими словами, покрытые нити 32 ориентированы, по существу, перпендикулярно оси наматывания Z.
В варианте, изображенном на фиг. 2, эти прямолинейные участки 24 наматывания являются параллельными и размещены между двумя кольцевыми участками 25. Возможно изменять размеры цилиндрической детали 2, в частности, ее толщину в аксиальном направлении Z, длину прямолинейных участков 24 наматывания и радиус кривизны кольцевых деталей 25 в зависимости от желаемых размеров вставки 3. Кольцевые детали 25 могут иметь также различные радиусы. Таким образом, прямолинейные участки 24 наматывания могут не быть параллельными.
Наматывание вокруг цилиндрической детали 2, включающей прямолинейные участки 24 наматывания, позволяет за небольшое время изготовить вставку 3, содержащую, по меньшей мере, прямолинейную образующую, содержащую большое число параллельных и однонаправленных покрытых нитей 32.
Вставка 3, будучи намотанной, может быть извлечена из наматывающего устройства 20 путем размыкания щек 21 и 22 между собой. Образованная таким образом форма вставки 3 должна быть зафиксирована для исключения потери ориентации нитями 32. Для достижения этой цели могут быть использованы многие технологии.
Первая технология удержания формы вставки 3 заключается в том, что в начале намотки используют этап намотки первого металлического слоя фольги для закрепления внутренней части вставки 3 и в конце намотки - этап намотки второго металлического слоя 28 фольги для закрепления наружной части вставки 3. В этом примере первый слой металлической фольги образует цилиндрическую деталь 2. Покрытые нити 32 находятся, таким образом, между слоями 2 и 28 фольги, как изображено на фиг. 3.
Кроме того, как изображено на фиг. 2, каждая щека 21 и 22 содержит выемки 23 на своей периферии 27. Каждая выемка 23 щеки 21 размещена напротив выемки 23 щеки 22, образуя, таким образом, пару выемок 23. Фиксации металлических поясков 31 способствуют размеры выемок 23, уходящих внутрь щек 21 и 22 на глубину d. Глубина d выемок 23 должна быть такой, чтобы можно было получить доступ к внутренней полости 29 цилиндрической детали 2, которая расположена вокруг втулки наматывающего устройства 20, не изображенной на фиг. 2, содержащей попеременно выемки и зубцы, при этом выемки втулки размещены в одну сторону с выемками 23 щек 21 и 22. Глубина d больше высоты намотки цилиндрической детали 2.
Каждая пара выемок 23 предназначена для обеспечения фиксации металлической фольги 31. Металлическая фольга 31 образована из металлического материала, идентичного материалу контейнера 4, проиллюстрированного фиг. 4, и цилиндрической детали 2. Металлическая фольга 31 закреплена вокруг вставки 3 посредством способа контактной сварки. Металлическая фольга 31 расположена с равномерными интервалами на намотанной вставке 3.
После того, как вставка 3 намотана и фольга 31 расположена на месте, вставка может быть извлечена из наматывающего устройства 20 путем разведения щек 21 и 22 одна от другой. Вариант вставки 3, полученной таким образом, изображен на фиг. 3. Она состоит из цилиндрической детали вытянутой формы, включающей два прямолинейных и параллельных участка 34, размещенных между двумя кольцевыми участками 35.
Второй вариант технологии получения формы вставки 3, не требующей использования фольги 31, заключается в использовании цилиндрической детали 2, образованной удлиненной оправкой, содержащей, по меньшей мере, радиальную реборду, например, с поперечным сечением L- или U-образной формы, на которую наматываются нити 32. Когда используется связанный слой покрытых нитей 32, его можно жестко соединить с цилиндрической деталью 2, на которой он намотан, и с нижележащим слоем с помощью способа двухэлектродной контактной сварки и пропускания тока средней частоты. Нити 32, таким образом, свариваются по мере намотки так, что когда вставка 3 удаляется из устройства 20 для намотки, она образует деталь, жестко соединенную с цилиндрической деталью 2.
Далее вставка 3 помещается в контейнер 4, как изображено на фиг. 4. Контейнер 4 содержит для этого углубление 41 формы, повторяющей форму вставки 3, в которое помещается вставка 3. Контейнер 4 представляет собой предварительно отформованную заготовку матрицы из металлического сплава, предпочтительно из титана Ti. Крышка 5 закрепляется на контейнере 4 сваркой электронным пучком в вакууме, затем уплотняется способом изостатического уплотнения в горячем состоянии.
Комплекс далее обрабатывается для получения конечной металлической детали 10: рычага 10, изображенного на фиг. 5. Рычаг 10 формы, идентичной рычагу 1 по фиг. 1, содержит, кроме того, вставку из композитного материала 3 с геометрией вращения, согласно которой нити 32 частично ориентированы в прямолинейном направлении. Это прямолинейное направление перпендикулярно осям Z1 и Z2. Этот рычаг 10 позволяет, предпочтительно, однонаправленные усилия растяжения и/или сжатия. Прямолинейные участки 34 вставок 3 содержат нити, которые ориентированы в одном и том же прямолинейном направлении.
Изобретение относится к любому типу механической детали, предназначенной для передачи, в основном, однонаправленного усилия растяжения и/или сжатия, и не ограничиваются, таким образом, только рычагами, которые являются лишь вариантом использования.
В соответствии с вариантом изобретения механическая деталь может иметь более сложную форму и содержать несколько вставок 3, каждая из которых может иметь геометрию вращения, то есть геометрию, описывающую закрытую структуру, наиболее часто изогнутую. В примере, изображенном на фиг. 6, способ изготовления изменен путем использования контейнера 4, содержащего с обеих противоположных сторон 42 канавки 41, предназначенные для размещения вставок 3. После изостатического уплотнения в горячем состоянии и обработки получаемая механическая деталь 110 является деталью, изображенной на фиг.7 и содержит, таким образом, вставки 3. Вставки 3 размещены с обеих сторон средней плоскости Р1 механической детали 110. Они размещены в плоскостях Р2 и Р3, образующих ненулевой между ними угол α. На фиг.8 изображена в аксонометрии полученная деталь 110. Эта механическая деталь 110 может также содержать вырезы 15, предназначенные для уменьшения массы.
Такие механические массы 10 и 110 прекрасно подходят для использования в самолетостроении, например, в устройствах для приземления или для турбореактивных двигателей, предназначенных для летательного аппарата.
Газотурбинный двигатель, имеющий статорную ступень лопаток с изменяемым углом установки с независимым управлением
Турбовинтовой двигатель и устройство управления для ориентирования лопаток вентилятора турбовинтового двигателя
Лопатка турбомашины с четной или нечетной дополняющей геометрией и способ ее изготовления
Способ алитирования поверхности с предварительным осаждением слоя платины и никеля
Дегазация мартенситной нержавеющей стали перед переплавом под слоем шлака
Средство блокировки кольцевого уплотнителя на диске турбины газотурбинного двигателя, диск турбины газотурбинного двигателя, кольцевой уплотнитель контура охлаждения лопаток, модуль турбины газотурбинного двигателя и газотурбинный двигатель
Камера сгорания турбомашины с центробежным компрессором без дефлектора
Способ изготовления металлической вставки для защиты передней кромки из композитного материала
Устройство для изготовления корпуса, выплненного из композитного материала, и способ изготовления, использующий такое устройство
Компрессор для двигателя, в частности, турбореактивного двигателя летательного аппарата, снабженный системой отбора воздуха
Способ ремонта лопатки из титана путем лазерной наплавки и умеренного hip прессования
Двигатель на основе эффекта холла с регулируемой температурой устройства нагрева катода
Лопасть со встроенным композитным лонжероном
Способ определения неисправности средств устранения обледенения зонда для измерения физического параметра
Сопло холодного потока турбореактивного двухконтурного двигателя с раздельными потоками, содержащее решетчатый реверсор тяги
Способ изготовления вставки удлиненной формы из композиционного материала с металлической матрицей
Система и способ измерения усталости для механических деталей летательного аппарата и способ технического обслуживания летательного аппарата
Способ и система для регулирования зазора на кромках лопаток ротора турбины
Узел для турбомашины летательного аппарата и турбомашина летательного аппарата
Способ получения мартенситной стали со смешанным упрочнением

