Результат интеллектуальной деятельности: АРМИРОВАНИЕ СЕЧЕНИЯ ДЛЯ СЛОИСТЫХ КОНСТРУКЦИЙ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к армированию сечения (профиля) для слоистых конструкций (типа сэндвич).
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Благодаря хорошему соотношению жесткости или прочности к плотности слоистые конструкции с внутренним слоем или компонентом имеют широкий диапазон применения, в особенности в области самолетостроения.
В общем случае слоистые конструкции образованы верхним и нижним покрывающими слоями, между которыми для повышения их жесткости находится сотовая внутренняя конструкция, образованная, например, из вертикально проходящих сотовых ячеек шестигранного поперечного сечения.
Альтернативой сотовым конструкциям являются имеющиеся на рынке жесткие вспененные материалы (иначе называемые пенопластами или поропластами). Они имеют ряд преимуществ перед сотовыми конструкциями, в том числе в отношении тепловой и акустической изоляции, а также в отношении технологии изготовления слоистых конструкций с внутренним компонентом. Недостаток этих компонентов из вспененных материалов по сравнению с сотами сравнимой плотности заключается в более низкой механической прочности. Для компенсации этих более низких величин механической прочности в технической литературе помимо других решений имеются различные разработки по технологии прошивания, причем в некоторых из них описаны также имеющиеся на рынке готовые продукты. Технология прошивания создает возможность ввода волокон и нитей под различными углами и вокруг компонента переменной плотности. За счет технически осуществимых скоростей прошивания возможна быстрая прошивка конструктивных компонентов. Последующее осуществление процесса пропитывания смолой проколотых областей значительно способствуют механическому усилению основного вспененного материала. При этом преимущества заключаются в скорости процесса и возможности механического приспособления внутреннего компонента к конкретному случаю применения. Такие структуры уже получили распространение в слоистых конструкциях, применяемых в производстве грузовых автомобилей и судостроении.
Используемые при этом способы прошивания сходны между собой в том, что игла прокалывает вспененный материал и одновременно вводит нити или волокна. Разница между отдельными способами заключается в креплении нити. В способе прошивки на нижней стороне образуют петлю, которую фиксируют, например, силиконовым каучуком. Альтернативно в другом способе используют нижнюю нить или, как в потайном шве, используют односторонний цепной шов.
Большой недостаток этих способов заключается в том, что после обратного хода иглы остающееся отверстие бывает слишком велико по отношению к введенному количеству волокна (то есть диаметр иглы всегда определяет величину отверстия). После пропитки полое пространство заполняется смолой. Таким образом, улучшение механических свойств зависит в основном от введенной смолы. В результате получаемая внутренняя конструкция имеет значительно увеличенную массу.
Увеличение массы в соотношении с улучшением механических свойств слишком велико для использования в самолетостроении. Поэтому вопрос об использовании слоистых конструкций с внутренним компонентом такого типа даже не рассматривается.
Из патентного документа DE 102005024408 A1 известен способ армирования пенопластов волокнами или пучками волокон, позволяющий изготавливать комбинированный материал, в котором вводимые волокна по существу несут нагрузку по улучшению механических свойств внутренних компонентов из пенопласта. Описаны как способ армирования пенопластов, так и армированная слоистая конструкция. В данном способе пенопласт снабжают пучками волокон, которые вводят в него с помощью иглы. При этом вначале с одной стороны иглой прокалывают сквозное отверстие в пенопласте, а затем находящийся на другой стороне пучок волокон захватывают иглой и затягивают в пенопласт.
Из патентного документа DE 102004017311 A1 известен способ изготовления композитных волокнистых полуфабрикатов с помощью технологии кругового плетения, причем оплетаемый внутренний компонент оплетают нитями плетения.
В используемых в самолетах деталях имеется множество областей, в которых в слоистых конструкциях с внутренним компонентом должны быть выполнены выемки. При этом в заключение полученные кромки вырезов должны быть вновь запечатаны и должно быть гарантировано отсутствие нестабильности на кромке слоистой конструкции. Это относится ко всем слоистым конструкциям без исключения. Это особенно касается несущих высокие нагрузки вырезов, таких как вырезы проемов, поскольку именно там могут возникать трудности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно задачей изобретения является создание способа, при котором уже при изготовлении детали может быть предусмотрена выемка с получением высоко стабильного (воспроизводимого с высокой точностью) сечения при низкой массе компонента.
В соответствии с изобретением решение поставленной задачи достигается за счет признаков независимых пунктов формулы изобретения. Предпочтительные примеры осуществления и дополнительные решения по усовершенствованию изложены в зависимых пунктах.
В предусмотренном изобретением способе армирования профиля для слоистой конструкции посредством технологии кругового плетения, кольцевой оплетаемый внутренний компонент оплетают волокнистыми жгутами и перед оплетением или после него в оплетаемом внутреннем компоненте выполняют сквозные отверстия, и в сквозные отверстия в оплетенном внутреннем компоненте с помощью иглы втягивают один или несколько пучков волокон.
Предпочтительно пучок волокон при втягивании, по меньшей мере, временно зацепляют в игле крючком. Зацепление пучка волокон в игле дает то преимущество, что не требуется вдевания пучка волокон в иглу для их соединения. За счет этого пучок волокон может закрепляться на игле быстрее и проще. Кроме того, соединение посредством зацепления легче поддается автоматизации. При этом в способе возможно выгодным образом использовать несколько отдельных пучков волокон.
Согласно предпочтительному примеру осуществления изобретения при втягивании пучка волокон иглу за пределами крючка подвергают по существу тяговому усилию в осевом направлении. Таким образом, пучок волокон не проталкивается иглой во внутренний компонент, а протягивается крючком. При этом при втягивании пучка волокон в сквозное отверстие не требуется проталкивать его дополнительно к игле, что приводило бы к нежелательному расширению сквозного отверстия. Предпочтительно пучок волокон находится в сквозном отверстии вместе с иглой только в области крючка.
В следующем предпочтительном примере осуществления оплетают внутренний компонент из вспененного материала (пенопласта, поропласта). По сравнению с распространенными сотовыми конструкциями вспененный материал обладает рядом преимуществ, в том числе в отношении тепловой и акустической изоляции, а также в отношении технологии изготовления слоистых конструкций с внутренним компонентом.
Согласно предпочтительному примеру осуществления перед сплетением на оплетаемый внутренний компонент наносят, по меньшей мере, один покрывающий слой, обладающий более высокой жесткостью, чем оплетаемый внутренний компонент. Покрывающий слой обеспечивает повышение наружной прочности армированного профиля для слоистой конструкции.
В следующем примере осуществления оплетаемый внутренний компонент оплетают последовательно несколько раз. При этом предпочтительно каждый раз на оплетаемый внутренний компонент накладывают неволнистые отдельные слои армирующих волокон. Преимущество решения заключается в улучшении возможности расчета армирования профиля по изобретению, поскольку могут использоваться математические методы вычислений для холстов с одним направлением нитей.
Согласно следующему примеру осуществления посредством иглы выполняют также сквозные отверстия. Таким образом, с помощью иглы в качестве инструмента как создают сквозные отверстия, так и втягивают пучки волокон в оплетенный внутренний компонент. Преимущество заключается в том, что для обеих операций требуется только один инструмент. Это дает экономию времени, так как нет необходимости в замене инструмента между операциями. Кроме того, решение особенно экономично в техническом аспекте, поскольку требуется всего один инструмент с относящимися к нему механической системой и управлением.
В следующем предпочтительном примере осуществления незадолго до осуществления сплетения или во время него на оплетаемый внутренний компонент или на волокнистый жгут наносят клеящее средство, которое еще не затвердело во время сплетения. Благодаря клеящему средству волокнистые жгуты склеиваются с оплетенным внутренним компонентом и с пучками волокон. За счет этого повышается прочность оплетки. Кроме того, обеспечивается улучшенная стойкость оплетки в случаях повреждения частей оплетки вследствие механических или тепловых воздействий.
Согласно следующему предпочтительному примеру осуществления после втягивания пучков волокон в сквозные отверстия проводят пропитку сквозных отверстий и/или оплетенного внутреннего компонента отверждаемым полимерным материалом. За счет этого улучшается соединение между отдельными волокнами и оплетенным внутренним компонентом, предпочтительно состоящим из вспененного материала. Для этой операции может использоваться любой известный способ пропитки.
Согласно следующему предпочтительному примеру осуществления на одном этапе способа волокнистые жгуты и пучки волокон соединяются друг с другом за счет взаимной химической реакции. Это относится к тем местам, где волокнистые жгуты и пучки волокон проходят поверх друг друга, то есть пересекаются. Соединение или склеивание волокнистых жгутов с пучками волокон в местах пересечения дополнительно повышает прочность всей слоистой конструкции, содержащей оплетенный внутренний компонент и волокна. Особенно предпочтительно активизация соединения обеспечивается механическим путем за счет силы давления между волокнами, путем теплового воздействия или путем светового облучения. Само собой разумеется, что может использоваться также любой другой способ активизации такого клеевого соединения. Волокнистые жгуты и пучки волокон могут быть снабжены одним и тем же клеящим средством. Предпочтительно, чтобы волокнистые жгуты и пучки волокон были снабжены разными компонентами одного многокомпонентного клеящего средства, между которыми происходит вызывающая склеивание реакция. Предпочтительно добавляют третье дополнительное химическое вещество, которое инициирует процесс склеивания.
Армированный профиль для слоистой конструкции по изобретению содержит кольцевой (замкнутый) оплетенный внутренний компонент, оплетку оплетенного внутреннего компонента, а также, по меньшей мере, одно сквозное отверстие, проходящее через кольцевой оплетенный внутренний компонент, и, по меньшей мере, один расположенный в сквозном отверстии пучок волокон, причем сквозное отверстие имеет площадь поперечного сечения, которая по существу полностью заполнена, по меньшей мере, одним пучком волокон, при этом оплетка проходит также во внутренней области кольцевого оплетенного внутреннего компонента.
Согласно изобретению скомбинированы две технологии для улучшения прочностных свойств оплетенного внутреннего компонента слоистой конструкции, который предпочтительно состоит из вспененного материала, так что для слоистой конструкции с внутренним компонентом образован армированный профиль. Для этого оплетка скомбинирована с пучками волокон, протянутыми через оплетенный внутренний компонент, то есть с прошивкой. За счет предусмотренного изобретением армирования профиля слоистая конструкция обладает особенно высокими прочностными свойствами при небольшой массе конструктивной детали.
Согласно предпочтительному примеру осуществления, по меньшей мере, один пучок волокон снабжен, по меньшей мере, одной петлей. Петля позволяет с помощью крючка втягивать пучок волокон в сквозные отверстия в оплетенном внутреннем компоненте.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения. На чертежах:
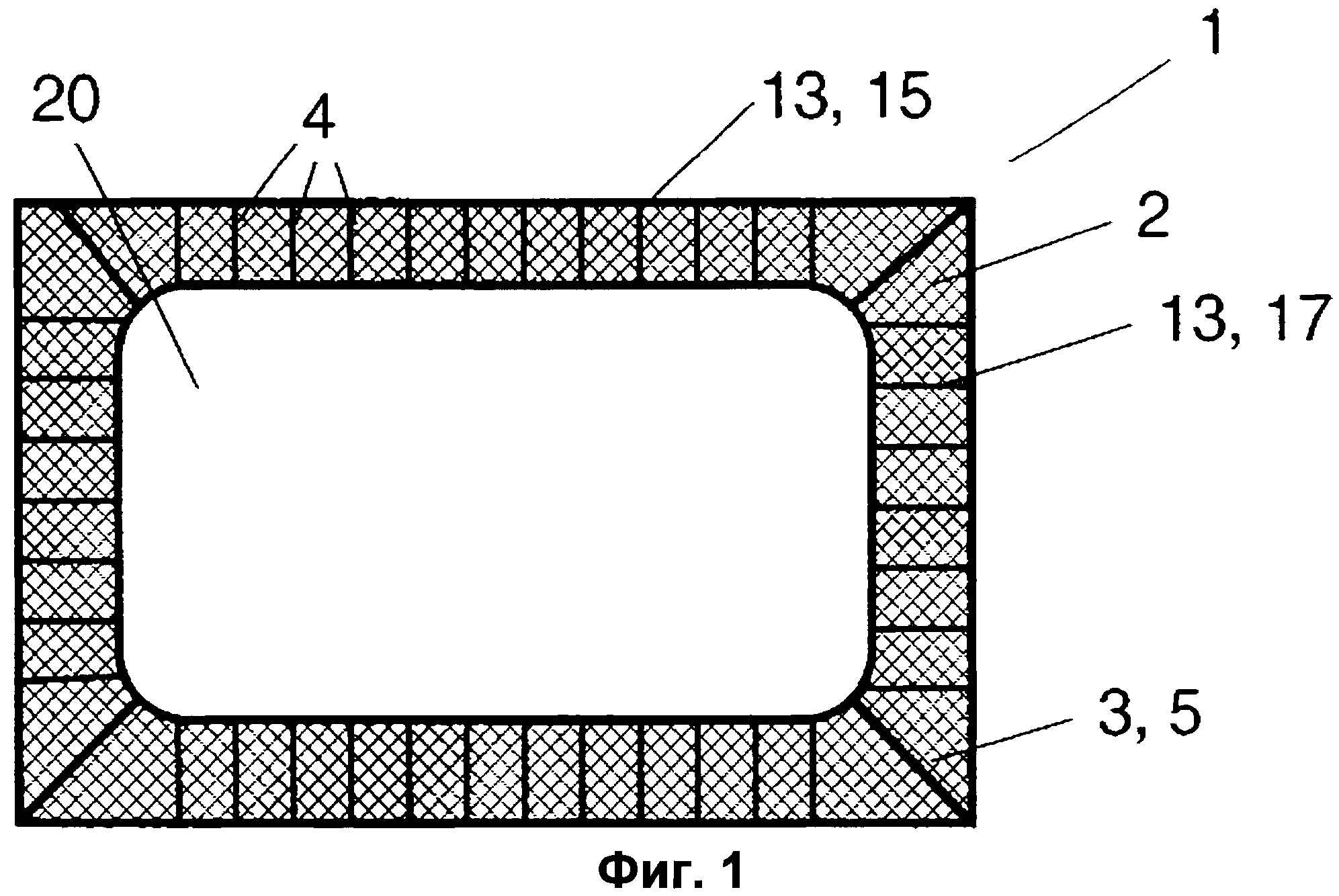
фиг.1 схематично изображает в поперечном сечении армированный профиль в соответствии с изобретением для слоистой конструкции согласно предпочтительному примеру осуществления изобретения,
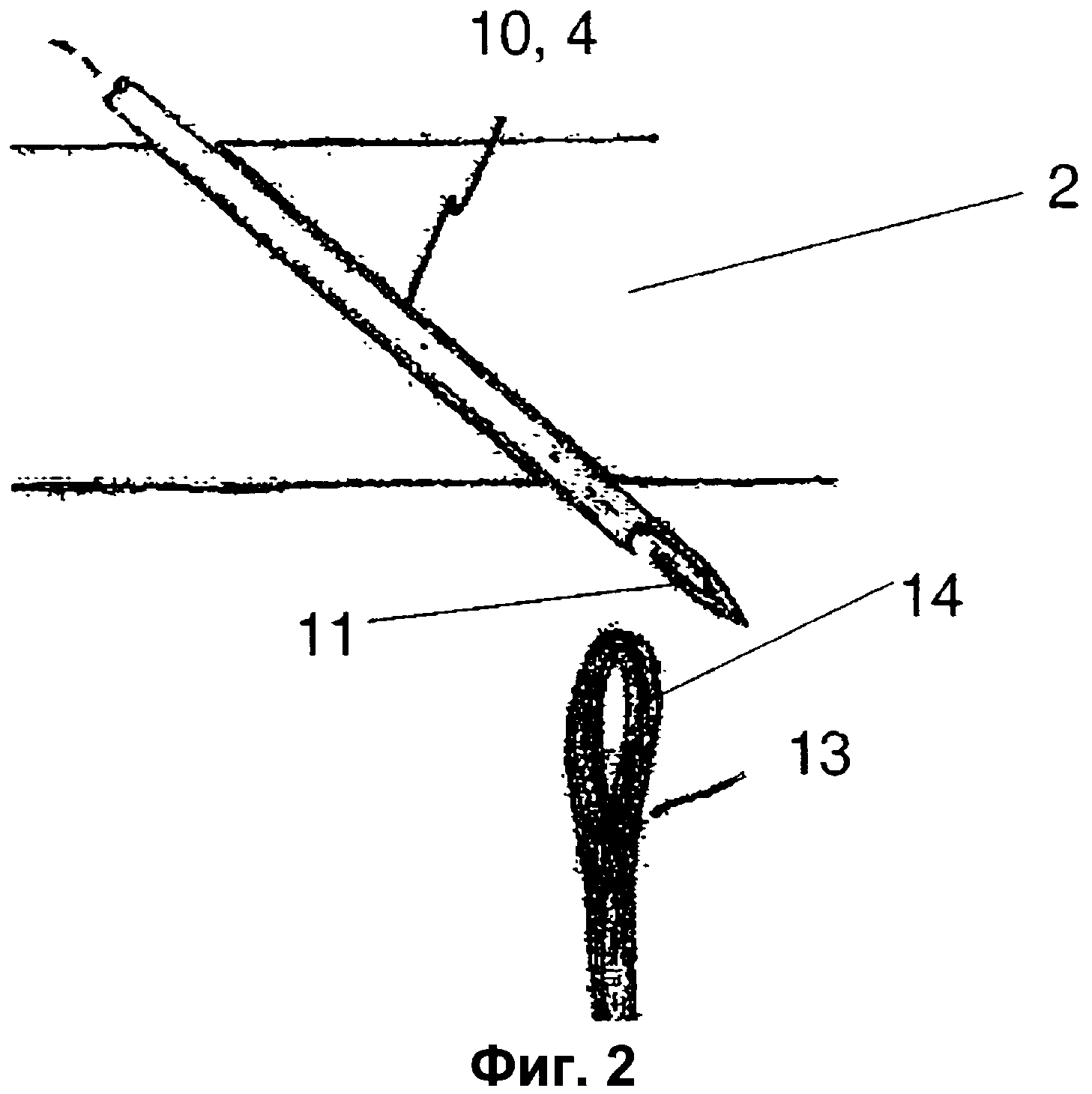
фиг.2 схематично изображает в поперечном разрезе устройство на этапе способа, на котором игла прошла через оплетенный внутренний компонент и при обратном протягивании будет втягивать пучки волокон в оплетенный внутренний компонент,
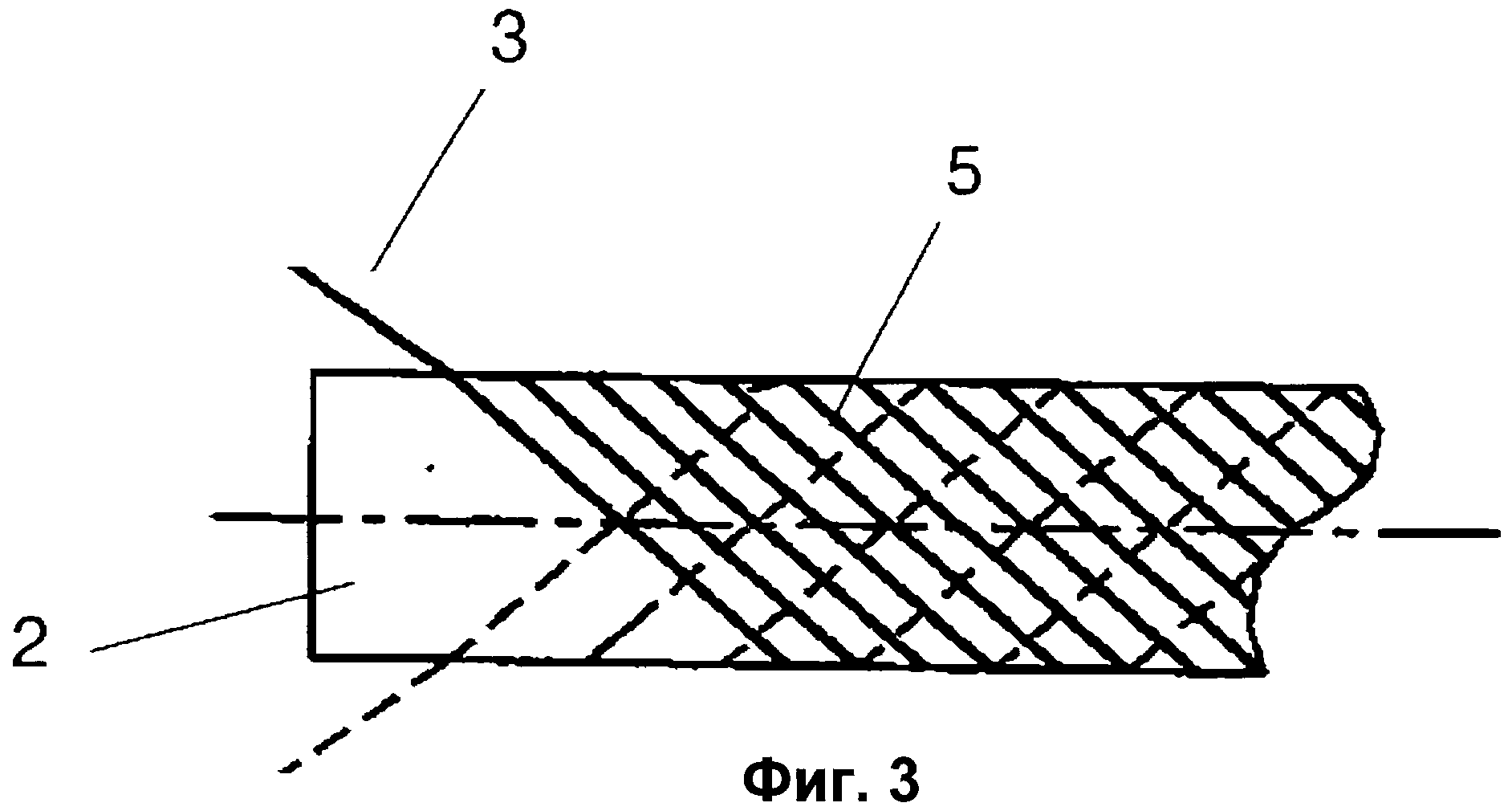
фиг.3 схематично изображает в поперечном разрезе оплетенный внутренний компонент на этапе сплетения способа,
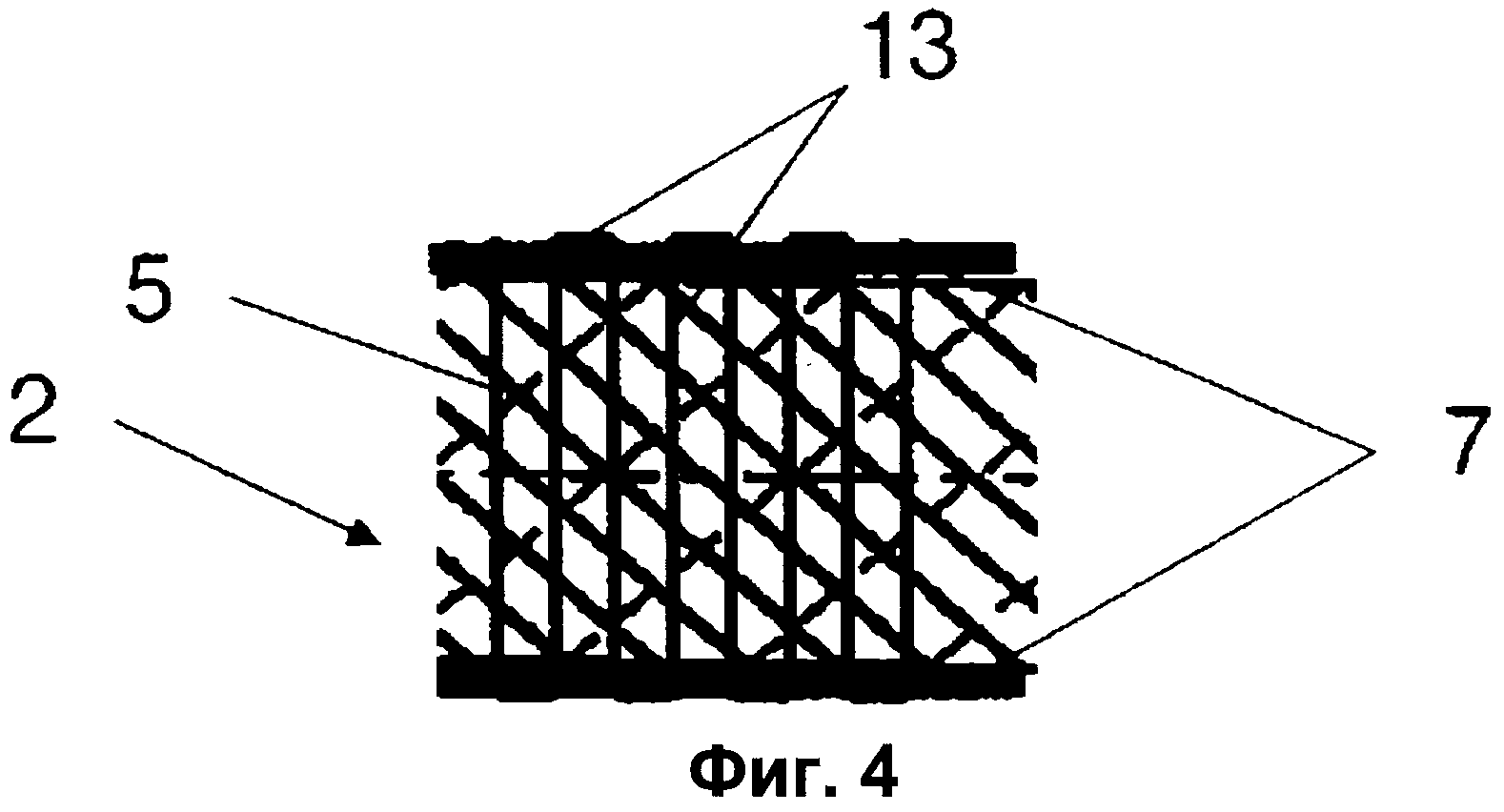
фиг.4 схематично изображает в поперечном разрезе участок оплетенного внутреннего компонента, снабженного покрывающими слоями.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На чертежах одинаковыми позициями обозначены одинаковые или функционально аналогичные компоненты, если не указано иное.
На фиг.1 схематично показан в поперечном сечении армированный профиль в соответствии с изобретением для слоистой конструкции 1 согласно предпочтительному примеру осуществления изобретения. Оплетенный внутренний компонент 2, который в этом предпочтительном примере осуществления выполнен кольцевым из вспененного материала (пенопласта), окружен оплеткой 5 из волокнистых жгутов 3. Кроме того, во внутреннем компоненте 2 имеются сквозные отверстия 4 (на фиг.1 в качестве примера позицией 4 обозначены несколько из них), которые проходят через внутреннюю конструкцию. В сквозные отверстия 4 втянуты пучки 13 волокон. Внутренний компонент 2 имеет внутреннюю свободную область 20.
Вначале из вспененного материала изготавливают внутренний компонент 2. В этом примере осуществления он имеет по существу прямоугольный наружный контур поперечного сечения и во внутренней области 20 прямоугольный внутренний контур поперечного сечения с плавно закругленными углами. В зависимости от применения внутренние компоненты 2 могут иметь самую различную геометрию, в том числе, например, круглое, многоугольное поперечное сечение, они могут быть выполнены также и без внутренней области 20.
В данном предпочтительном примере осуществления внутренний компонент 2 снабжен сквозными отверстиями 4, выполненными пробивкой. Однако сквозные отверстия могут быть выполнены и другими способами, такими как сверление, обработка водяными струями, лазерная обработка. Далее через сквозные отверстия 4 протягивают пучки 13 волокон. При этом могут привлекаться самые различные способы прошивания. В этом предпочтительном примере осуществления пучки волокон проходят снаружи во внутреннюю область 20 внутреннего компонента 2. При этом перед втягиванием во внутренний компонент или после втягивания пучки 13 волокон могут быть снабжены клеящим средством 15, так что после затвердевания клеящего средства 15 они особенно прочно соединяются с внутренним компонентом 2, что обеспечивает особенно стабильное соединение в армированном профиле по изобретению для слоистой конструкции.
Вслед за этим проводят сплетение 5 внутреннего компонента 2 волокнистыми жгутами 3. Для этого предпочтительно используют круглоплетельные машины (машины для кругового плетения). Далее согласно предпочтительному примеру осуществления внутренний компонент 2, который таким путем снабжен пучками 13 волокон и волокнистыми жгутами 3, снабжают отверждаемым полимерным материалом 17. Предпочтительно этот полимерный материал 17 проникает в сквозные отверстия 4 с втянутыми в них пучками 13 волокон и после затвердевания способствует фиксации армирования профиля для слоистой конструкции 1.
На фиг.2 схематично показано в поперечном разрезе устройство на этапе способа, на котором игла 10 прошла через оплетенный внутренний компонент 2. Под иглой 10 показан пучок 13 волокон. В этом примере осуществления игла 10 выполнена с крючком 11. Пучок 13 волокон имеет петлю 14.
После прокола оплетенного внутреннего компонента 2 петля 14 пучка 13 волокон зацепляется за крючок 11 иглы 10. При обратном вытягивании иглы 10 пучок 13 волокон втягивается в сквозное отверстие 4 в оплетенном внутреннем компоненте 2. В этом предпочтительном примере осуществления игла 10 связана с пучком 13 волокон зацеплением крючком. Возможны и другие приемы соединения между иглой 10 и пучком 13 волокон, такие как сцепление, зажим и подобные способы.
На фиг.3 схематично показан в поперечном разрезе оплетенный внутренний компонент 2 на этапе сплетения способа. Оплетка 5 видна на внутреннем компоненте 2 в виде сетки. На чертеже внутренний компонент 2 оплетают волокнистыми жгутами 3 справа налево.
На фиг.4 показан в поперечном разрезе участок оплетенного внутреннего компонента, снабженного покрывающими слоями 7. При этом покрывающие слои 7 сшиты с внутренним компонентом 2 посредством пучков 13 волокон.
Покрывающие слои 7 образуют усиление внутреннего компонента 2, который в данном примере осуществления выполнен из вспененного материала, и поэтому имеет низкую прочность наружной поверхности. Предпочтительно усиление 7 состоит из прочных полимерных материалов.
Хотя настоящее изобретение описано на предпочтительных примерах осуществления, оно не ограничивается ими и может быть осуществлено во множестве модификаций.
Для армирования профиля по изобретению для слоистой конструкции в соответствии с изобретением скомбинированы две технологии, чтобы улучшить прочностные свойства внутреннего компонента, который предпочтительно состоит из вспененного материала. Для этого оплетка скомбинирована с пучками волокон, протянутыми во внутренний компонент через сквозные отверстия. За счет этого армирования профиль слоистой конструкции обладает особенно высокими прочностными свойствами при небольшой массе конструктивной детали.
Способ по изобретению обеспечивает возможность уже при изготовлении конструктивной детали предусматривать выемку с получением постоянных сечений. Исходным материалом является кольцо из вспененного материала, армированное пучками волокон описанным способом по изобретению. Внутренний контур имеет размеры будущего выреза. Это замкнутое кольцо закладывают в круглоплетельную машину и производят ее прерывистое сплетение с получением замкнутой волокнистой оплетки. Такую обернутую волокном заготовку закладывают во внутреннюю конструкцию перед заключением в покрывающие слои и затем пропитывают вместе с конструктивной деталью. Альтернативно может быть также изготовлен предварительно пропитанный внутренний компонент. Для того, чтобы предотвратить заполнение центральной области кольца, в него может быть заложен вкладыш, который удаляют после пропитывания. После пропитывания профиль готов к использованию, не считая последующей обработки, которая может потребоваться. Ориентация волокон может быть подобрана в соответствии с нагрузкой. Имеется также возможность дополнительного включения грунтовых нитей переплетения.
Перечень позиций на чертежах
|
Устройство для крепления модульного элемента в воздушном судне
Устройство для изготовления армированного пенного материала
Система охлаждения воздушного судна
Способ изготовления профиля из волоконного композиционного материала
Система и способ индивидуального кондиционирования воздуха в различных частях салона воздушного судна посредством нагрева и испарительного охлаждения
Система и способ вентиляции взрывоопасных зон воздушного судна
Способ и устройство для соединения склеиванием компонентов с большой площадью поверхности, используемых в транспортном машиностроении
Система вентиляции области в воздушном судне
Установка кондиционирования воздуха, содержащая устройство для осушения воздуха, и способ эксплуатации такой установки
Охлаждающее устройство для системы охлаждения воздушного судна, система охлаждения воздушного судна и способ ее эксплуатации
Устройство для крепления модульного элемента в воздушном судне
Устройство для изготовления армированного пенного материала
Система охлаждения воздушного судна
Способ изготовления профиля из волоконного композиционного материала
Система и способ индивидуального кондиционирования воздуха в различных частях салона воздушного судна посредством нагрева и испарительного охлаждения
Система и способ вентиляции взрывоопасных зон воздушного судна
Способ и устройство для соединения склеиванием компонентов с большой площадью поверхности, используемых в транспортном машиностроении
Устройство для прикрепления модуля кабины воздушного судна
Система вентиляции области в воздушном судне
Установка кондиционирования воздуха, содержащая устройство для осушения воздуха, и способ эксплуатации такой установки

