Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК С НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области лопаток, предназначенных для газотурбинного двигателя и получаемых путем литья металла в оболочковую литейную форму, и направлено на разработку способ изготовления таких лопаток с использованием направленной кристаллизации столбчатого или монокристаллического типа.
Способ изготовления, называемый литьем по выплавляемым восковым моделям, содержит совокупность этапов, перечисленных ниже. В частности, изготавливают модель подлежащей реализации детали из воска или из другого временного материала. В случае необходимости эти детали соединяются в модельный комплекс вокруг центрального стержня, также изготовленного из воска. Затем формируют оболочковую литейную форму из керамического материала путем последовательных погружений этого модельного комплекса в ванну с подходящей в данном случае керамической массой, содержащей частицы керамического материала, находящиеся в жидкости во взвешенном состоянии, чередующихся с припыливанием при помощи огнеупорного песка. Затем удаляют восковую модель и обеспечивают упрочнение сформированной таким образом оболочковой литейной формы путем ее нагревания. После этого заливают металлический сплав в расплавленном состоянии в эту оболочковую литейную форму и охлаждают металл таким образом, чтобы обеспечить направленную кристаллизацию металла в соответствии с требуемой кристаллической структурой.
После затвердевания металла удаляют оболочковую литейную форму путем выбивки литья. И наконец, осуществляют этапы окончательной отделочной обработки полученной детали.
Предпочтительно, чтобы на этапе охлаждения и кристаллизации производили направленную кристаллизацию в том случае, когда требуется придать отливаемым деталям специфические механические и физические свойства. Это, в частности, относится к случаю, когда отливаемые детали представляют собой лопатки, предназначенные для газотурбинного двигателя.
Поскольку кристаллизация металла или металлического сплава представляет собой его переход из жидкой фазы в твердую фазу, направленная кристаллизация состоит в выращивании зародышей кристаллизации в ванне расплавленного металла в заданном направлении, исключая при этом появление новых зародышей кристаллизации путем контроля термического градиента и скорости кристаллизации. Эта направленная кристаллизация может быть столбчатой или монокристаллической. При этом столбчатая направленная кристаллизация состоит в ориентации всех стыков между зернами в одном и том же направлении таким образом, чтобы они не способствовали распространению трещин. Монокристаллическая направленная кристаллизация состоит в полном уничтожении этих границ между зернами.
Такую направленную кристаллизацию, столбчатую или монокристаллическую, известным образом реализуют путем размещения оболочковой литейной формы, открытой в своей нижней части, на охлаждаемой опорной поверхности, и введения этой системы в нагревательное оборудование, способное поддерживать керамическую литейную форму при температуре разжижения подлежащего литью металлического сплава. После заливки расплавленного металла в литейную форму та часть металла, которая располагается в отверстиях, выполненных в нижней части оболочковой литейной формы, кристаллизуется практически мгновенно в контакте с упомянутой охлаждаемой опорной поверхностью и затвердевает на некоторой ограниченной высоте, составляющей примерно один сантиметр, на которой присутствует одноосная гранулированная структура; это означает, что кристаллизация металла на этой высоте осуществляется естественным образом, без какого-либо привилегированного направления. Над этой ограниченной высотой металл остается в жидком состоянии вследствие его принудительного внешнего нагревания. После этого обеспечивают перемещение упомянутой опорной поверхности с некоторой контролируемой скоростью в направлении вниз таким образом, чтобы извлекать эту керамическую литейную форму из упомянутого устройства нагревания с тем, чтобы обеспечить постепенное охлаждение металла, который продолжает кристаллизоваться от нижней части упомянутой литейной формы вплоть до ее верхней части.
При этом направленная столбчатая кристаллизация обеспечивается путем поддержания соответствующего градиента температуры по величине и по направлению в зоне изменения агрегатного состояния вещества упомянутой лопатки от жидкого состояния к твердому состоянию в процессе осуществления операции перемещения упомянутой опорной поверхности. Это позволяет исключить переохлаждение, порождающее новые зародыши кристаллизации перед фронтом кристаллизации. Таким образом, только те зародыши кристаллизации, которые обеспечивают возможность роста кристаллических зерен, представляют собой зародыши, которые предварительно существуют в практически одноосной зоне, кристаллизовавшейся в контакте с упомянутой охлаждаемой опорной поверхностью. Полученная таким образом столбчатая структура оказывается образованной совокупностью узких и удлиненных зерен.
Направленная монокристаллическая кристаллизация содержит, кроме того, размещение между подлежащей отливке деталью и охлаждаемой опорной поверхностью либо перегородки или селектора зерен, либо монокристаллического зародыша кристаллизации. При этом контролируют термический градиент и скорость кристаллизации таким образом, чтобы не создавались новые зародыши кристаллизации перед фронтом кристаллизации. В результате после охлаждения получают монокристаллическую литую деталь.
Эта технология направленной кристаллизации, столбчатой или монокристаллической, обычно используется для реализации литых деталей, в частности, для реализации лопаток, используемых в газотурбинных двигателях.
Кроме того, является известным, что при осуществлении процесса литья по выплавляемым восковым моделям с применением, или без применения, направленной кристаллизации, используют литейные прибыли для того, чтобы устранить дефекты пористости в концевых зонах подлежащих изготовлению деталей. На практике предусматривают некоторые избыточные объемы в процессе реализации упомянутых восковых моделей, которые размещаются против зон изготавливаемых деталей, имеющих дефекты пористости после осуществления кристаллизации металла. В процессе реализации оболочковой литейной формы эти избыточные объемы преобразуются в дополнительные внутренние объемы этой оболочковой литейной формы и заполняются расплавленным металлом в процессе заливки таким же образом, как и другие части этой оболочковой литейной формы. При этом упомянутые литейные прибыли представляют собой резервы подлежащего кристаллизации металла, которые заполняют упомянутые дополнительные объемы в данной оболочковой литейной форме. Дефекты пористости, когда они проявляются, перемещаются в упомянутые литейные прибыли и больше не локализуются в самих подлежащих изготовлению деталях. Затем, после кристаллизации и охлаждения металла, упомянутые литейные прибыли удаляются в процессе выполнения операций окончательной доводки полученных деталей, например, при помощи механической обработки, обрезки или абразивной обработки.
В то же время, как это описано, например, в патенте FR 2724857, выданном на имя Заявителя, известен способ изготовления монокристаллических лопаток, предназначенных, например, для использования в направляющем лопаточном аппарате турбины, и образованных по меньшей мере одной лопастью, располагающейся между двумя платформами, поперечными по отношению к образующим упомянутой лопасти. В соответствии с этим способом литейную форму заливают расплавленным металлом через ее верхнюю часть. Затем осуществляется направленная кристаллизация, фронт которой постепенно распространяется в направлении снизу вверх, выбирается единственное кристаллическое зерно при помощи устройства выбора, размещенного в нижней части литейной формы, на выходе которого оказывается единственное зерно предварительно определенной ориентации и имеющее направление, совпадающее с вертикальным направлением.
В соответствии с этим способом оболочковые литейные формы располагают таким образом, чтобы платформы были ориентированы вдоль плоскости, параллельной направлению [001] выбранного монокристалла, и чтобы образующие лопасти были параллельны одному из горизонтальных направлений [100] и [010] монокристалла, выбранного при помощи устройства выбора зерна, раскрывают выход устройства выбора зерна между двумя платформами в соединении, связывающем это устройство выбора зерна с нижними концами платформ, и заливают в форму расплавленный металл на уровне верхних концов платформ. Здесь понятия вертикальности и горизонтальности являются относительными. Вертикальностью здесь обозначают совпадающие направления распространения фронта кристаллизации и роста [001] монокристалла, выбранного при помощи устройства выбора зерна. Монокристалл, выбранный при помощи этого устройства выбора, имеет горизонтальные направления [100] и [010].
Данный способ позволяет получить полностью монокристаллические лопатки, а именно, лопасти и платформы, и устранить пористость и микроскопические усадочные раковины в платформах.
В то же время, вследствие соответствующих размеров лопасти и платформ можно продолжать отливать лопатки в том же модельном комплексе в том случае, когда отливаемые детали располагают в модельном комплексе, причем горизонтальные габаритные размеры расположенной таким образом лопасти оказываются меньше горизонтальных габаритных размеров платформы. И наконец, такое расположение позволяет очень легко разместить сердечник, предназначенный для реализации полой лопасти, путем заклинивания этого сердечника в стенках литейной формы, что обеспечивает устойчивость сердечника в процессе осуществления литья.
Однако, этот способ имеет определенные недостатки. В настоящее время оболочковую литейную форму реализуют таким образом, чтобы передняя кромка лопасти располагалась вдоль нижней кромки объема, образующего лопасть, с центральным каналом между двумя ветвями канала соединения между устройством выбора зерна и платформами. Монокристалл, инициированный в начале процесса кристаллизации, разделяется, таким образом, для того, чтобы питать обе платформы и центральный канал. Вследствие этого имеют место сращивания зерен в лопасти. Эти сращивания могут выражаться в сильном контрасте по одну и по другую стороны от этих зон, то есть в снижении механической прочности, что приводит к отбраковке лопаток, имеющих такие характеристики.
В то же время, центральный канал, присоединенный к передней кромке лопасти, должен быть удален путем механической обработки. В настоящее время эта операция осуществляется вручную на абразивной ленте. Вследствие этого профиль лопатки в этой зоне может быть модифицирован в результате выполнения этой операции. В некоторых случаях это может привести к ненадлежащей толщине стенки лопатки. При этом такая деталь должна быть забракована.
Таким образом, существует потребность в усовершенствовании способа этого типа с точки зрения металлургического качества получаемой детали, качества профиля передней кромки лопатки, а также ее размерных параметров. Также желательно исключить необходимость выполнения операций подгонки и окончательной чистовой обработки передней кромки лопатки с целью снижения стоимости ее изготовления.
Решение этих технических задач в соответствии с предлагаемым изобретением обеспечивается при использовании способа изготовления монокристаллической лопатки, предназначенной для направляющего лопаточного аппарата газотурбинного двигателя и содержащей лопасть, размещенную между двумя платформами, при помощи литья расплавленного металла в оболочковую литейную форму с последующей направленной кристаллизацией, причем фронт этой кристаллизации постепенно перемещается в вертикальном направлении снизу вверх от монокристалла, сформированного при помощи устройства формирования монокристаллического зерна, размещенного в нижней части литейной формы, имеющего предварительно определенную ориентацию, причем направление [001] совпадает с вертикальным направлением, и объемы литейной формы, образующие платформы лопатки, ориентированы вдоль плоскости, параллельной направлению [001] упомянутого монокристалла, и объем литейной формы, образующий лопасть лопатки, содержит нижнюю кромку, причем упомянутое устройство, формирующее зерно, открывается в канал зерна, образующий соединение между упомянутым устройством и нижними концами платформ, причем этот канал зерна содержит две ветви питания платформ и объема в форме оболочки, проходящего между двумя упомянутыми ветвями, платформами и нижней кромкой лопасти, отличающегося тем, что верхняя кромка объема, образующего лопасть, наклонена на некоторый угол по отношению к горизонтальному направлению.
При использовании такой конфигурации зерно не разделяется в процессе его роста; при этом отсутствует сращивание зерен, то есть отсутствует опасность отбраковки детали по этой причине.
Предпочтительно, чтобы нижняя кромка объема литейной формы, образующего лопасть, представляла собой заднюю кромку этой лопасти. В этом случае упомянутая оболочка устраняется в процессе выполнения операции механической обработки путем обрезки нити задней кромки. При этом отсутствует увеличение стоимости изготовления по сравнению с существующим техническим решением. И избыток металла, выполняющий роль литейной прибыли, удаляется.
Предпочтительно также, чтобы верхняя кромка объема литейной формы, образующего лопасть, представляющая собой переднюю кромку этой лопасти, была наклонена по отношению к горизонтальному направлению на угол, имеющий величину в диапазоне от 8° до 14°.
Наличие этого угла наклона обеспечивает исключение слишком значительной потери напора жидкого металла. Таким образом удается сохранить степень пористости на уровне ниже критериев приемлемости. Передняя кромка лопасти формируется, таким образом, в процессе осуществления литья и больше не требует дополнительной ручной механической обработки. Кроме того, отсутствие операций механической обработки позволяет получить профиль лопатки на уровне ее передней кромки и толщину стенок этой лопатки воспроизводимым образом.
Отсутствие операций механической обработки позволяет снизить стоимость изготовления.
Нижняя кромка объема, образующего лопасть лопатки, может представлять собой переднюю кромку этой лопасти.
Устройство, формирующее монокристаллическое зерно, представляет собой монокристаллический зародыш кристаллизации или же устройство выбора зерна.
Предпочтительно также, чтобы упомянутая нижняя кромка объема литейной формы, образующего лопасть лопатки, располагается параллельно одному из главных горизонтальных направлений [010] или [100] монокристалла, сформированного при помощи упомянутого устройства формирования монокристаллического зерна.
В дальнейшем изобретение поясняется описанием не являющемся ограничительным варианта осуществления способа в соответствии с предлагаемым изобретением со ссылками на приведенные в приложении фигуры, в числе которых:
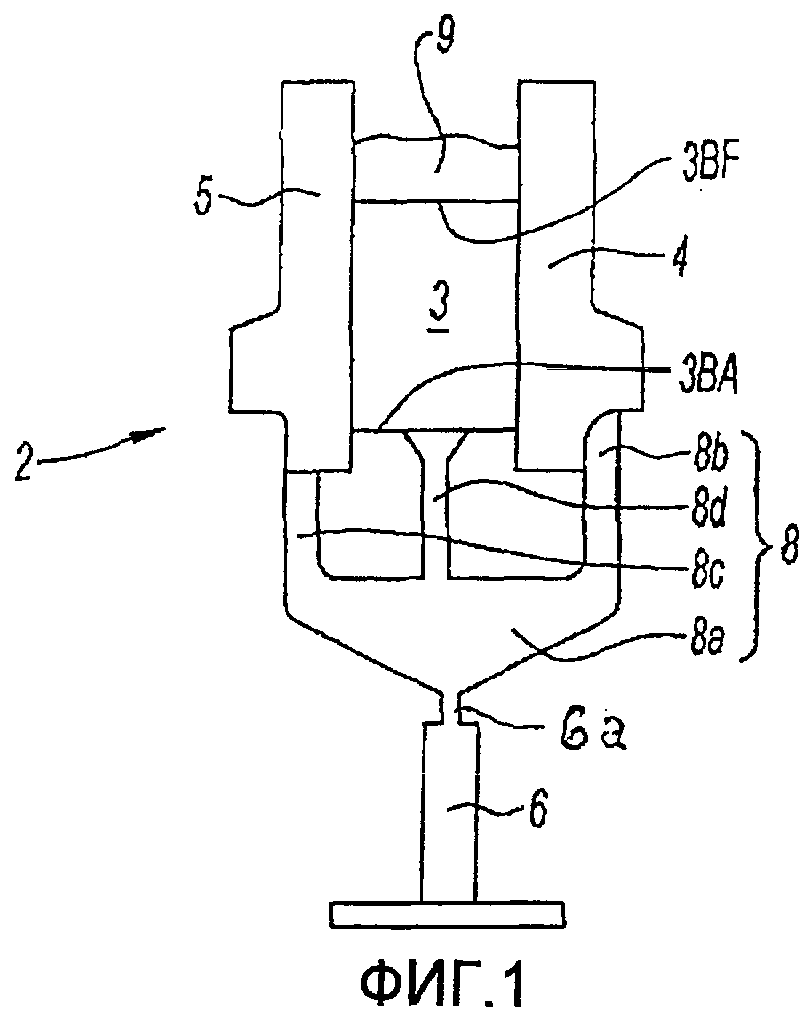
Фиг.1 представляет собой схематический вид сбоку восковой модели лопатки направляющего лопаточного аппарата перед реализацией оболочковой литейной формы в соответствии с существующим уровнем техники;
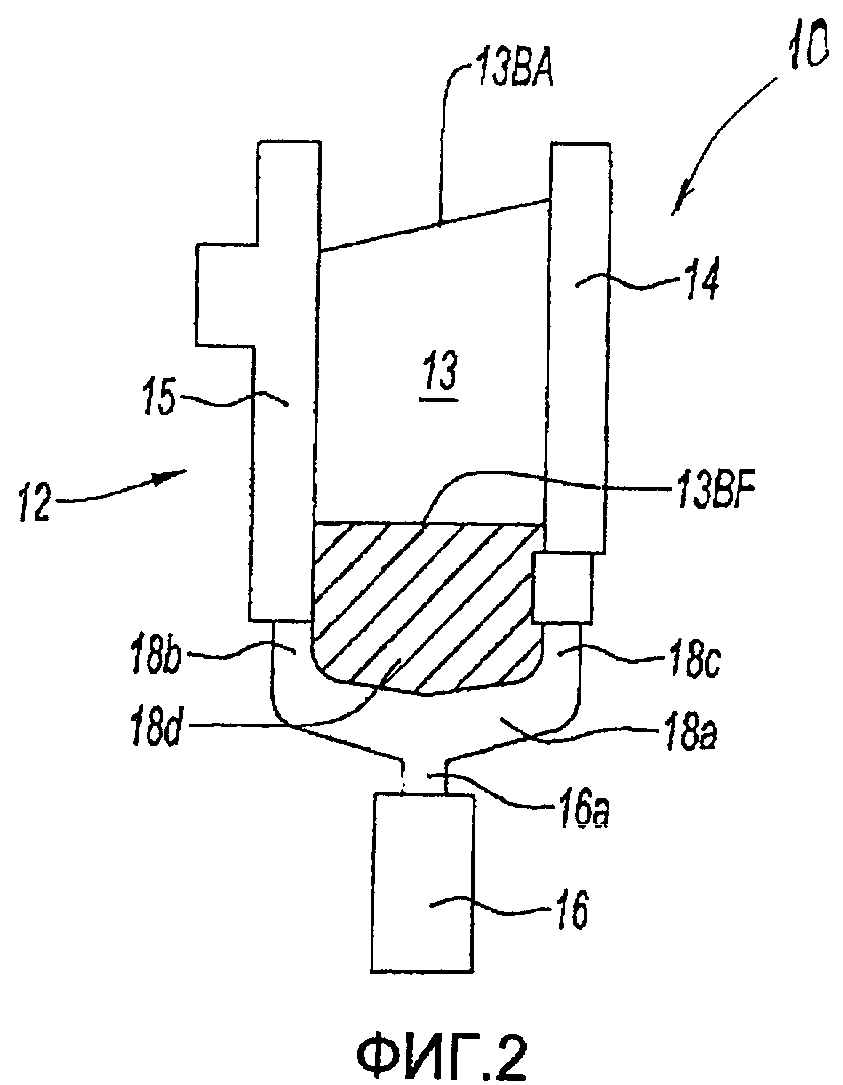
Фиг.2 представляет собой схематический вид восковой модели лопатки направляющего лопаточного аппарата газотурбинного двигателя в соответствии с предлагаемым изобретением и перед реализацией оболочковой литейной формы;
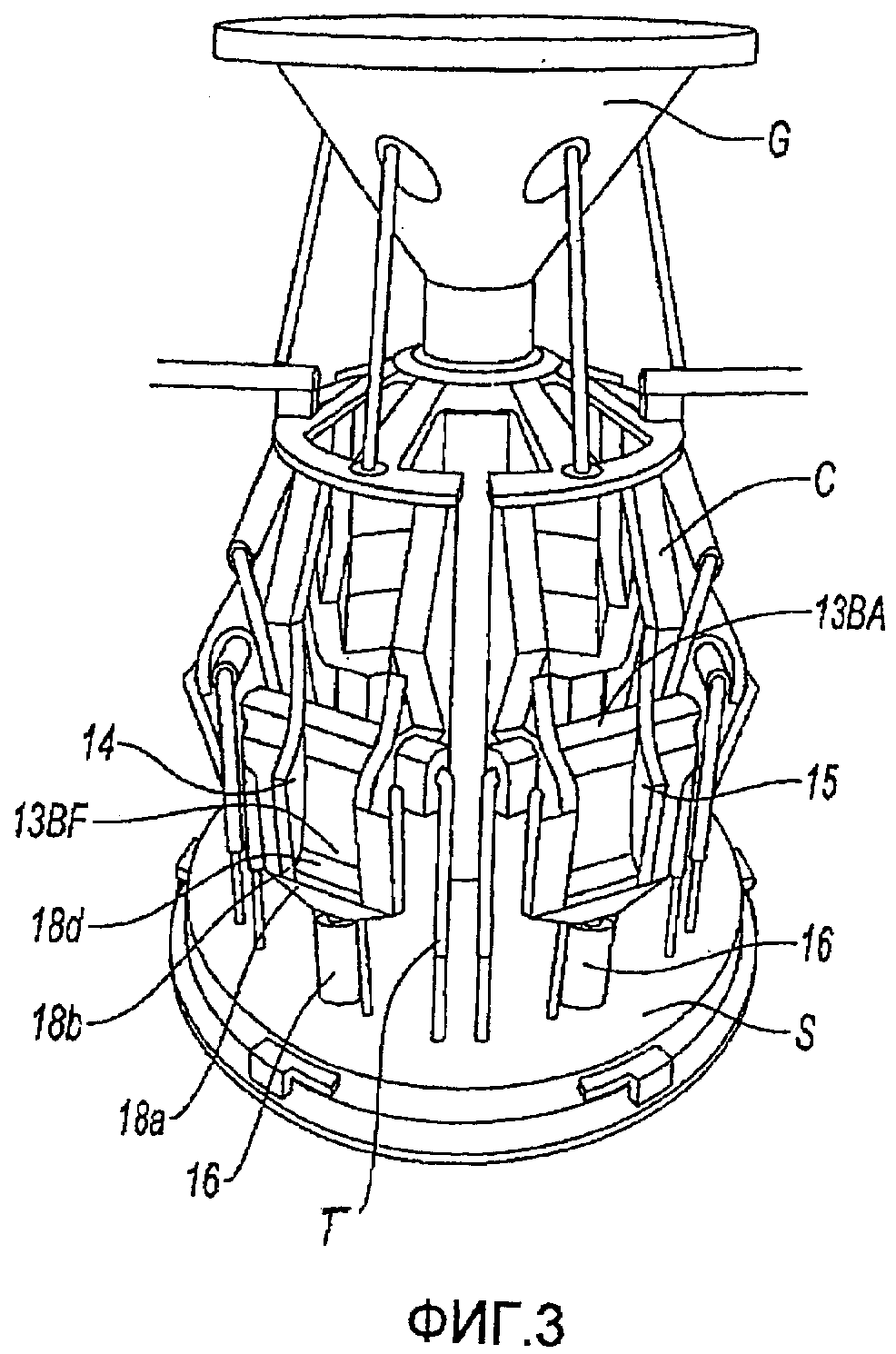
Фиг.3 представляет собой комплекс восковых моделей, предназначенный для формования нескольких лопаток направляющего лопаточного аппарата.
Как показано на фиг.1, модель, выполненная из воска или другого временного материала, используемая для изготовления совокупности лопаток и выполненная в соответствии с существующим уровнем техники, содержит часть, образующую лопатку 2. Эта модель лопатки образована лопастью 3, ориентированной в плоскости чертежа на упомянутой фигуре. К концам этой лопасти присоединены две располагающиеся в вертикальном направлении платформы 4 и 5 соответственно, ориентированные поперечно по отношению к плоскости чертежа. Эти платформы содержат средства крепления к кожуху газотурбинного двигателя, причем одна из этих платформ определяет внутреннюю стенку канала течения потока газов, а другая определяет наружную стенку этого канала. Лопатка располагается в модели таким образом, чтобы задняя кромка 3BF лопасти представляла собой верхнюю кромку и чтобы передняя кромка 3ВА представляла собой нижнюю кромку. Эта нижняя кромка располагается горизонтально. Выполняется также литейная прибыль 9, которая размещается вдоль располагающейся сверху задней кромки 3BF.
Нижняя часть модели содержит модель монокристаллического зародыша 6 кристаллизации, который имеет форму располагающегося в вертикальном направлении цилиндра с осевой плоской поверхностью ориентации зерна вокруг вертикальной оси, не показанной на упомянутой фигуре. Модель зародыша 6 кристаллизации продолжается в вертикальном направлении каналом 8 зерна. Между двумя этими элементами модель выполнена в форме цилиндра 6а, диаметр которого имеет величину, несколько меньшую, чем диаметр цилиндра 6.
Канал зерна содержит часть 8а, которая в данном случае имеет треугольную форму с вершиной треугольника, располагающейся на цилиндре 6а, и располагающейся в горизонтальном направлении стороной этого треугольника, противоположной упомянутой вершине. Каждая из двух других вершин этого треугольника продолжается вертикальной и цилиндрической ветвью 8b и 8с, которая присоединяется к основанию вертикальных платформ 4 и 5. Центральный и располагающийся вертикально канал 8d связывает треугольную часть 8а с передней кромкой 3ВА лопасти лопатки.
Для реализации литья эта модель соединяется с несколькими другими идентичными моделями вокруг стойки в модельный комплекс, сообщающийся с питающим разливочным ковшом. Оболочковая литейная форма выстраивается вокруг этой сборки при помощи последовательных погружений в ванну керамической замазки, чередующихся с нанесением керамического порошка. После затвердевания оболочковой литейной формы и удаления восковой модели во внутренней полости этой литейной формы размещают зародыш кристаллизации. При этом зерно ориентируется таким образом, чтобы направление [001] было вертикальным и одно из направлений [010] или [100] было параллельным лопасти лопатки. Затем заливают расплавленный металл при помощи разливочного ковша. Расплавленный металл протекает в направлении сверху вниз вплоть до зародыша кристаллизации, который сформирован частично. В процессе осуществления этапа направленной кристаллизации монокристалл формируется на основе упомянутого зародыша кристаллизации. Упомянутая выше суженная часть 6а позволяет устранить паразитные зерна. Затем кристалл формируется постепенно и фронт кристаллизации также распространяется вдоль каналов 8b, 8с и 8d, после чего переходит в лопатку и распространяется вплоть до вершины платформ. Литейная прибыль 9 гарантирует, что возможная пористость не формируется в лопасти, но может появляться в самой литейной прибыли. Однако в ряде случаев отмечается образование двух зон сращивания зерен в лопасти параллельно платформам, между этими платформами и центральным каналом 8d.
При использовании технического решения в соответствии с предлагаемым изобретением удается исключить появление таких дефектов.
На фиг.2 представлена модель, изготовленная из воска или другого временного материала и выполненная в соответствии с предлагаемым изобретением.
Эта модель 10 содержит часть, образующую лопатку 12, с лопастью 13 и двумя платформами 14 и 15. Как и в предшествующем уровне техники, здесь платформы располагаются в вертикальном направлении (в положении заливки расплавленного металла). Однако, в отличие от предшествующего уровня техники, здесь лопасть располагается противоположным образом: передняя кромка 13ВА лопасти 13 модели располагается с верхней стороны, а ее задняя кромка 13BF располагается с нижней стороны и обращена к основанию модельного комплекса.
Нижняя часть модели содержит модель зародыша 16 кристаллизации, имеющую суженную часть 16а, как это имеет место и в модели из предшествующего уровня техники. Эта модель продолжается каналом 18 зерна, который содержит поперечный соединительный элемент 18а и две вертикальные ветви 18b, 18с, располагающиеся по одну и по другую стороны от поперечного соединительного элемента 18а, причем каждая из этих ветвей связана с основанием соответствующей вертикальной платформы 14 и 15. В отличие от предшествующего уровня техники, оболочка 18d заполняет пространство между поперечным соединительным элементом 18а, двумя вертикальными ветвями 18b, 18с и задней кромкой 13BF. Эта оболочка имеет толщину, несколько меньшую, чем толщина упомянутых вертикальных каналов зерна.
Следует отметить, что часть, образующая лопатку, располагается по отношению к каналам зерен таким образом, чтобы задняя кромка 13BF располагалась перпендикулярно по отношению к направлению [001] зародыша кристаллизации, образующему ось кристаллизации. Таким образом, противоположная ей передняя кромка 13ВА немного наклонена по отношению к этому же направлению на угол, имеющий величину в диапазоне от 8° до 14° и соответствующий форме лопатки.
Для изготовления деталей соединяют несколько реализованных таким образом моделей в модельный комплекс, схематически представленный на фиг.3. Модели 10 опираются на основание S, будучи удерживаемыми при помощи стержней Т. Модели 16 зародышей кристаллизации также опираются на это основание. Элементы С, изготовленные из воска и предназначенные для формирования каналов питания, располагаются на верхних частях платформ 14 и 15, располагающихся вертикально, и связывают эти платформы с разливочным ковшом G, поднимаясь по отношению к этим платформам.
Вокруг этой сборки формируют оболочковую литейную форму. Удаляют восковые модели, размещают зародыши кристаллизации, ориентируя их соответствующим образом с вертикально располагающимся направлением [001] и располагающимся параллельно задней кромке направлением [010] или [100].
Оболочковая литейная форма содержит внутренние объемы, точно соответствующие восковой модели. Здесь используют одни и те же цифровые позиции для обозначения одновременно частей модели, различных объемов или частей оболочковой литейной формы и частей металлической детали, отлитой в данной форме.
После заливки расплавленного металла, например, жаропрочного сплава на основе никеля, известным образом осуществляют направленную кристаллизацию этого металла. При этом фронт кристаллизации распространяется вертикально вдоль направления [001] зародыша кристаллизации и, в случае необходимости, вдоль одного из направлений [010] или [100], параллельного образующей лопасти. Наклон передней кромки 13ВА позволяет исключить потери напора в жидком металле в этой зоне и возникновение пористости металла.
В заключение следует отметить, что техническое решение в соответствии с предлагаемым изобретением позволяет:
- устранить операции окончательной отделки на уровне центрального канала зерна и на уровне доводки профиля передней кромки лопасти;
- устранить дефекты сращивания зерен;
- устранить рекристаллизованные зерна на уровне центрального канала с соблюдением профиля и толщины стенки передней кромки, полученной при помощи литья.
Вместо зародыша кристаллизации можно использовать устройство выбора зерна типа устройства с лабиринтом, содержащего последовательность прямолинейных проходов, располагающихся в одной и той же вертикальной плоскости перпендикулярно друг к другу, причем последний из этих проходов открывается в упомянутый элемент соединения.
Более конкретно, упомянутое устройство содержит по меньшей мере один вертикальный проход и один горизонтальный проход таким образом, чтобы на выходе из этого лабиринта было обеспечено наличие корректно ориентированного монокристалла: это означает, что его ось [001] располагается вертикально и другое его направление [010] или [100] располагается горизонтально и в плоскости лабиринта.
Упомянутый элемент соединения может иметь различную форму, в частности, Т-образную, У-образную или V-образную, форму призмы, стержня или сплошного треугольника.
Двигатель на основе эффекта холла с регулируемой температурой устройства нагрева катода
Лопасть со встроенным композитным лонжероном
Способ определения неисправности средств устранения обледенения зонда для измерения физического параметра
Сопло холодного потока турбореактивного двухконтурного двигателя с раздельными потоками, содержащее решетчатый реверсор тяги
Способ изготовления вставки удлиненной формы из композиционного материала с металлической матрицей
Система и способ измерения усталости для механических деталей летательного аппарата и способ технического обслуживания летательного аппарата
Способ и система для регулирования зазора на кромках лопаток ротора турбины
Узел для турбомашины летательного аппарата и турбомашина летательного аппарата
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Способ ремонта лопатки из титана путем лазерной наплавки и умеренного hip прессования
Двигатель на основе эффекта холла с регулируемой температурой устройства нагрева катода
Лопасть со встроенным композитным лонжероном
Способ определения неисправности средств устранения обледенения зонда для измерения физического параметра
Сопло холодного потока турбореактивного двухконтурного двигателя с раздельными потоками, содержащее решетчатый реверсор тяги
Способ изготовления вставки удлиненной формы из композиционного материала с металлической матрицей
Система и способ измерения усталости для механических деталей летательного аппарата и способ технического обслуживания летательного аппарата
Способ и система для регулирования зазора на кромках лопаток ротора турбины
Узел для турбомашины летательного аппарата и турбомашина летательного аппарата
Способ получения мартенситной стали со смешанным упрочнением

