Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЖЕСТКО-УПРУГОГО ДЕРЖАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к созданию устройств, предназначенных в конечном итоге для полноценного закрепления тяжелых грузов на транспорте и обеспечения надежной транспортировки при правильном закреплении груза и перевозке их на значительные расстояния в режиме вибрационного нагружения.
В изобретении принято во внимание процесс упрочнения резиновой поверхности, которая предохраняется от обычного режима старения резины любых форм образования. Основным местом изготовления лучших резиновых смесей типа СКФ-24-28, является Кирово-Чепецкий комбинат, а резиновые смеси типа ИРП изготавливают в городе Балаково.
Известно изобретение GB 2123113 A? (FORD MOTOR COMPANY LIMITED), 25.01.1984, реферат, фиг.1, 4 с.
В данном изобретении не обнаружено полной комплектации признаков нового предлагаемого изобретения.
Поставленная задача достигается следующим образом.
Способ изготовления жестко-упругого держателя, выполненного из связанных между собой слоя резины и металла, где центральная втулка имеет коаксиально разделенную торцовую опорную поверхность, а резиновая втулка имеет с торцовых сторон кольцевые углубления, отличающийся тем, что изготавливают две базовые металлические детали (1 и 2), формы централгного профиля которых выполняют по окружности, направление образующих внутренней комбинированной поверхности выполняют из трех, сопрягаемых между собой конических поверхностей с центром вращения по оси (3), коническую поверхность детали (2) размещают коаксиально по единой оси вращения (3), а поверхности (4 и 5), идущие по нэрмали к оси (3) фиксируют с заданным диаметральным зазором относительно оси (3), ограничивают формы поверхностей зазорного пространства между деталями (1 и 2) кольцевыми вкладышами, (не показаны для удобства восприятия), через внутреннее литниковое отверстие, обращенное к поверхности (6) вкладыша производят заливку вулканизата резиновой смеси, и помещают для кристаллизации в водяную ванну с температурой не более 85-98°С, где в течение 25-50 минут производят выдержку для формообразования паза (7) во вкладыше пресс-формы перекрывают кольцевое пространство радиально установленной пластиной толщиной 1-2 мм, служащей впоследствии в кольцевой резиновой форме температурным компенсатором, причем после подстуживания резиновой смеси до комнатной температуры удаляют литник, пластину, образующую паз (7) и производят зачистку стыков переходных форм (8-19) от кольцевых вкладышей, причем для размерной объемной усадки фторосодержащих резиновых смесей учитывают вертикальную усадку в 6%, а радиальную усадку в 2%, после изготовления комбинированной детали 1,2 и 20 изготовляют шпильку (21), которую снабжают резьбовыми участками (22 и 23) со стороны торцов (24 и 25), подготавливают гайку (26) со стандартным профилем огранки и подложку (27), для фиксации гайки (26) от прокручивания, непосредственно за подложкой (27) устанавливают кольцевой элемент (28), выполняемый в виде кольцевой пластины с отверстием (29), в котором располагают резьбовой участок (22) шпильки (21), имеющий конический переход (30) на цилиндрическую поверхность (31) шпильки (21), причем плоскую поверхность (32) кольцевого элемента (28) соединяют с участком (33) плоской поверхности комбинированного упора (34), имеющего оппозитно расположенные лыски (35 и 36), размещенные по нормали к плоской поверхности (37), которая взаимодействует с торцами (38-40) метало-резинового выступа деталей (1 и 20), обращенного по нормали к кольцевому элементу (28), гайку (41) размещают под углом в 9°, образованного параллельно расположенными срезами корпуса гайки (41) и осью детали Б, как показано на виде в плане - фиг.1, производят гайкой (26) поджим к буртику (14) детали (42), причем на фланцевой поверхности детали (2) выполнены два паза с размерами 8,5 и 11,5 мм, размещенных на расстоянии 117,5 мм, после завершения сборки упругий держатель эпиламируют в течение 20-30 минут чем повышают поверхностные свойства резиновой смеси от порезов и механических дефектов в связи с проникновением эпиламированного слоя на 150-200 мкм, затем упругий держатель смазывают, высушивают, наносят сведения о крутящем моменте затяжки резьбового соединения детали в 14,5 Нм.
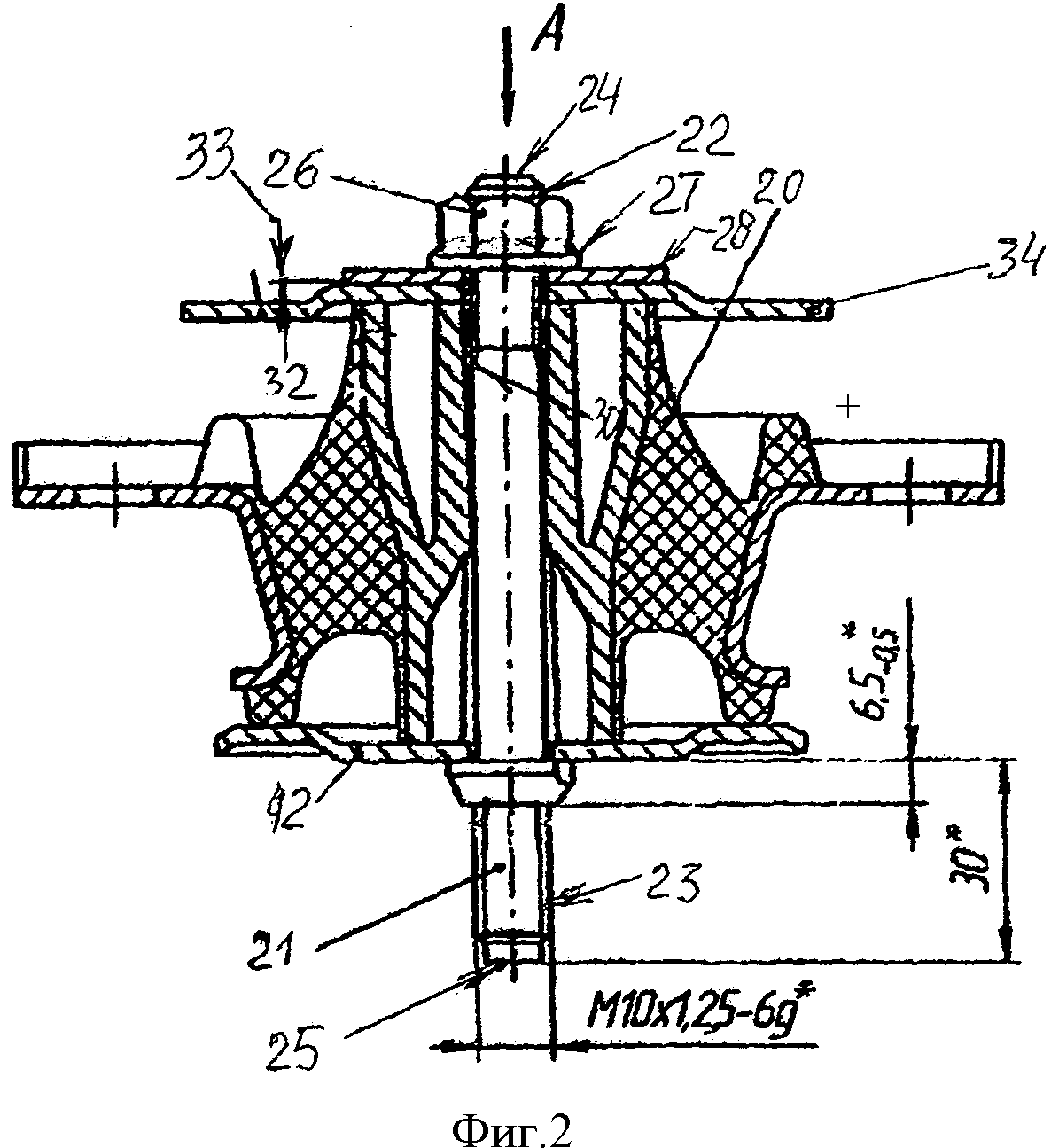
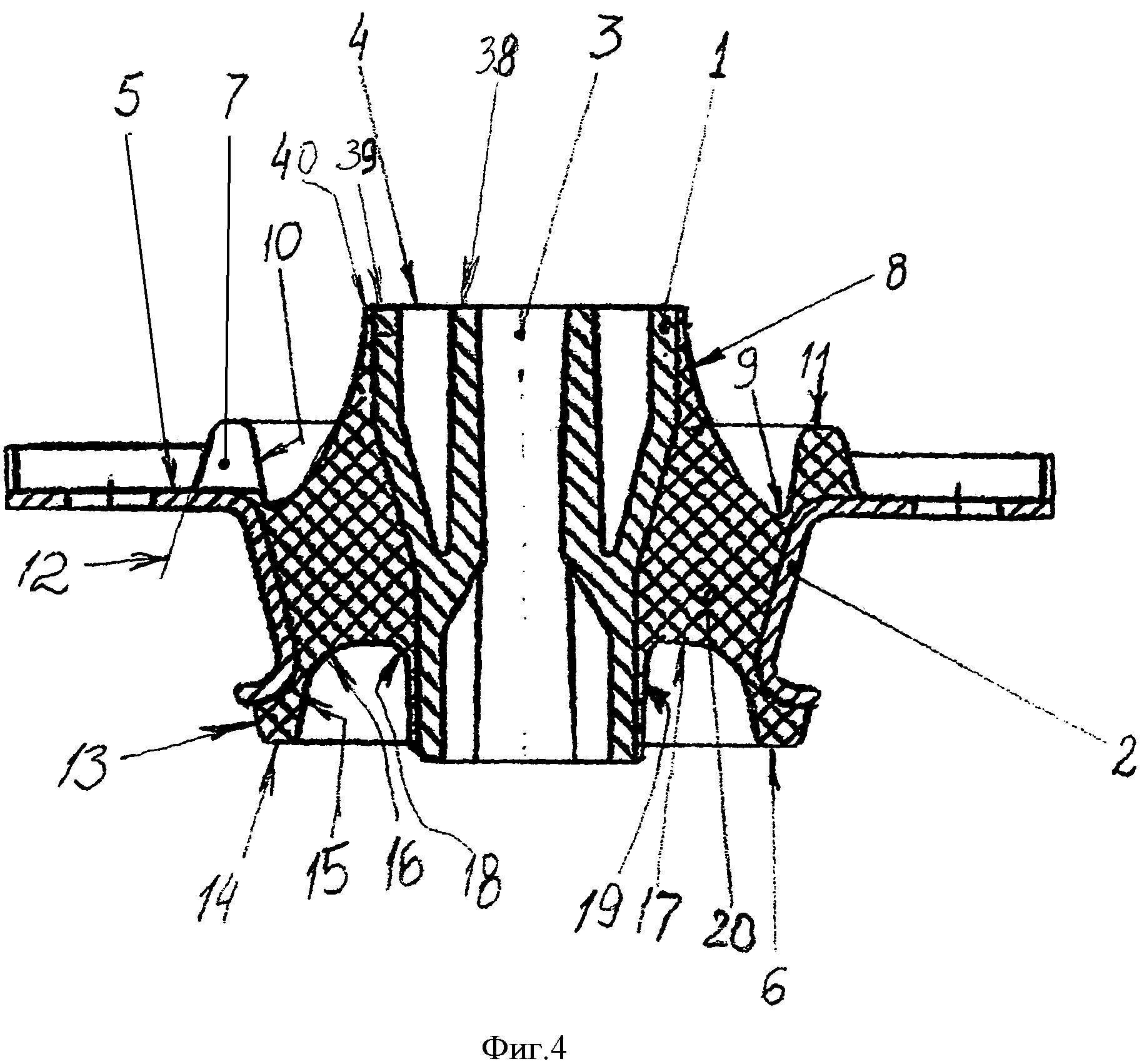
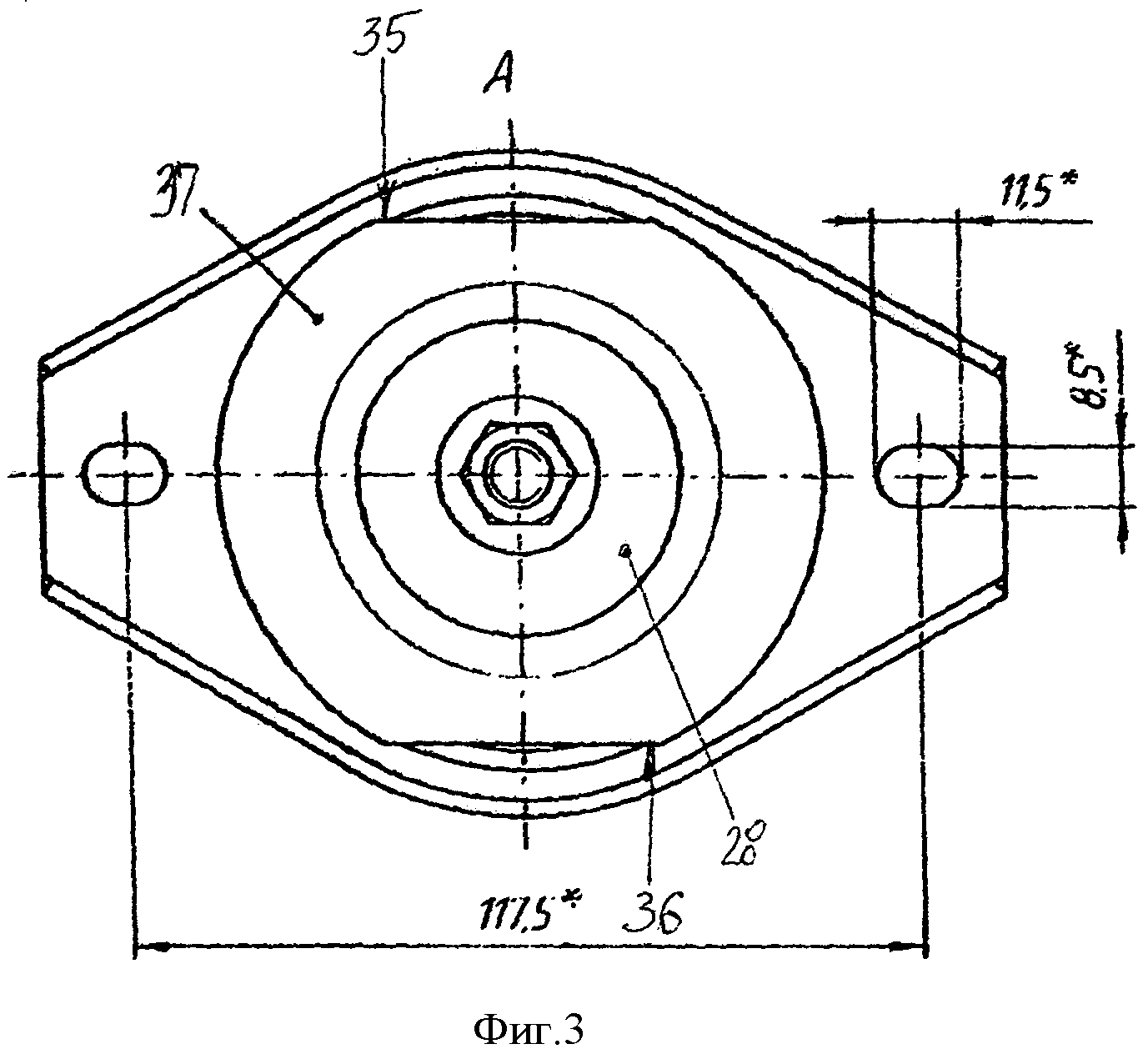
Графические изображения: фиг.1 - вид нижней проекции; фиг.2 - сечение изделия; фиг.3 - вид с верху по стрелке А; фиг.4 - сечение главного изделия перед сборкой.
Позиции цифровых обозначений:
Комбинированные детали (1 и 2); ось (3); поверхности (4 и 5); поверхность (6); паз (7); переходные формы (8-19) от кольцевых вкладышей; комбинированная деталь (20); шпилька (21); резьбовые участки (22 и 23); торцы (24 и 25); гайка (26); подложка (27); кольцевой элемент (28); отверстие (29); конический переход (30); цилиндрическую поверхность (31); плоская поверхность (32); участок (33) плоской поверхности; комбинированный упор (34); лыски (35 и 36); плоская поверхность (37); торцы (38-40); гайка (41); деталь (42).
Описание способа
Способ изготовления и сборки жестко-упругого держателя, выполненного из связанных между собой слоя резины и металла, где центральная втулка имеет коаксиально разделенную торцовую опорную поверхность, а резиновая втулка имеет с торцовых сторон кольцевые углубления, отличающийся тем, что:
- изготавливают две базовые металлические детали (1 и 2), формы центрального профиля которых выполняют по окружности;
- направление образующих внутренней комбинированной поверхности выполняют из трех, сопрягаемых между собой конических поверхностей с центром вращения по оси (3);
- коническую поверхность детали (2) размещают коаксиально по единой оси вращения (3);
- поверхности (4 и 5), идущие по нормали к оси (3) фиксируют с заданным диаметральным зазором относительно оси (3);
- ограничивают формы поверхностей зазорного пространства между деталями (1 и 2) кольцевыми вкладышами, (не показаны для удобства восприятия изображения на чертеже);
- через внутреннее литниковое отверстие, обращенное к поверхности (6) вкладыша, производят заливку вулканизата резиновой смеси, которую помещают для кристаллизации в водяную ванну с температурой не более 85-98°C, где в течение 25-50 минут производят выдержку для формообразования паза (7) во вкладыше пресс-формы перекрывают кольцевое пространство радиально установленной пластиной толщиной 1-2 мм, служащей впоследствии в кольцевой резиновой форме изделия температурным компенсатором;
- после подстуживания резиновой смеси до комнатной температуры удаляют литник, пластину, образующую паз (7), и производят зачистку стыков переходных форм (8-19) от кольцевых вкладышей;
- для размерной объемной усадки фторосодержащих резиновых смесей учитывают вертикальную усадку в 6%, а радиальную усадку в 2%;
- после изготовления комбинированной детали (1,2 и 20) изготовляют шпильку (21), которую снабжают резьбовыми участками (22 и 23) со стороны торцов (24 и 25);
- подготавливают гайку (26) со стандартным профилем огранки и подложку (27), для фиксации гайки (26) от прокручивания;
- непосредственно за подложкой (27) устанавливают кольцевой элемент (28), выполняемый в виде кольцевой пластины с отверстием (29), в котором располагают резьбовой участок (22) шпильки (21), имеющий конический переход (30) на цилиндрическую поверхность (31) шпильки (21);
- плоскую поверхность (32) кольцевого элемента (28) соединяют с участком (33) плоской поверхности комбинированного упора (34), имеющего оппозитно расположенные лыски (35 и 36), размещенные по нормали к плоской поверхности (37), которая взаимодействует с торцами (38-40) металло-резинового выступа пресс-формы деталей (1 и 20), обращенного по нормали к кольцевому элементу (28);
- гайку (41) размещают под углом в 9°, образованным параллельно расположенными срезами корпуса гайки (41) и осью детали Б, как показано на виде в плане - фиг.1;
- гайкой (26) производят поджим к буртику (14) детали (42);
- на фланцевой поверхности детали (2) выполнены два паза с размерами 8,5 и 11,5 мм, размещенные на расстоянии 117,5 мм;
- после завершения сборки упругий держатель эпиламируют в течение 20-30 минут чем повышают поверхностные свойства резиновой смеси от порезов и механических дефектов в связи с проникновением эпиламированного слоя на 150-200 мкм, затем упругий держатель смазывают, высушивают, наносят сведения о крутящем моменте затяжки резьбового соединения детали в 14,5 Нм.
Пример выполнения способа
Способ изготовления и сборки жестко-упругого держателя, выполненного из связанных между собой слоя резины и металла, где центральная втулка имеет коаксиально разделенную торцовую опорную поверхность, а резиновая втулка имеет с торцовых сторон кольцевые углубления, выполняют таким образом, что:
1) изготавливают две базовые металлические детали (1 и 2), формы центрального профиля которых выполняют по окружности;
2) направление образующих внутренней комбинированной поверхности выполняют из трех, сопрягаемых между собой конических поверхностей с центром вращения по оси (3);
3) коническую поверхность детали (2) размещают коаксиально по единой оси вращения (3);
4) поверхности (4 и 5), идущие по нормали к оси (3), фиксируют с заданным диаметральным зазором относительно оси (3);
5) ограничивают формы поверхностей зазорного пространства между деталями (1 и 2) кольцевыми вкладышами (не показаны для удобства восприятия изображения на чертеже);
6) через внутреннее литниковое отверстие, обращенное к поверхности (6) вкладыша, производят заливку вулканизата резиновой смеси и помещают для кристаллизации в водяную ванну с температурой не более 85-98°С, где в течение 25-50 минут производят выдержку для формообразования паза (7) во вкладыше пресс-формы перекрывают кольцевое пространство радиально установленной пластиной толщиной 1-2 мм, служащей впоследствии в кольцевой резиновой форме изделия температурным компенсатором;
7) после подстуживания резиновой смеси до комнатной температуры удаляют литник, пластину, образующую паз (7) и производят зачистку стыков переходных форм (8-19) от кольцевых вкладышей;
8) для размерной объемной усадки фторосодержащих резиновых смесей, учитывают вертикальную усадку в 6%, а радиальную усадку в 2%;
9) после изготовления комбинированной детали (1,2 и 20) изготовляют шпильку (21), которую снабжают резьбовыми участками (22 и 23) со стороны торцов (24 и 25);
10) подготавливают гайку (26) со стандартным профилем огранки и подложку (27) для фиксации гайки (26) от прокручивания;
11) непосредственно за подложкой (27) устанавливают кольцевой элемент (28), выполняемый в виде кольцевой пластины с отверстием (29), в котором располагают резьбовой участок (22) шпильки (21), имеющий конический переход (30) на цилиндрическую поверхность (31) шпильки (21);
12) плоскую поверхность (32) кольцевого элемента (28) соединяют с участком (33) плоской поверхности комбинированного упора (34), имеющего оппозитно расположенные лыски (35 и 36), размещенные по нормали к плоской поверхности (37), которая взаимодействует с торцами (38-40) метало-резинового выступа деталей (1 и 20), обращенного по нормали к кольцевому элементу (28);
13) гайку (41) размещают под углом в 9°, образованным параллельно расположенными срезами корпуса гайки (41) и осью детали Б, как показано на виде в плане - фиг.1;
14) производят гайкой (26) поджим к буртику (14) детали (42);
15) на фланцевой поверхности детали (2) выполнены два паза с размерами 8,5 и 11,5 мм, размещенные на расстоянии 117,5 мм;
16) после завершения сборки упругий держатель эпиламируют в течение 20-30 минут, чем повышают поверхностные свойства резиновой смеси от порезов и механических дефектов в связи с проникновением эпиламированного слоя на 150-200 мкм, затем упругий держатель смазывают, высушивают, наносят сведения о крутящем моменте затяжки резьбового соединения детали в 14,5 Нм.
Промышленная полезность нового решения
Совокупность признаков технического решения показывает полную возможность изготовления и сборки технического решения, возможность его использования в вибрационном поле с новыми показателями свойств резиновой смеси.
Экономическая эффективность жестко-упругого держателя сочетает в себе простоту и возможность изготовления изделия с новыми показателями долговечности и эксплуатационных возможностей жестко-упругого держателя.
Способ изготовления жестко-упругого держателя, выполненного из связанных между собой слоя резины и металла, где центральная втулка имеет коаксиально разделенную торцевую опорную поверхность, а резиновая втулка имеет с торцевых сторон кольцевые углубления, отличающийся тем, что изготавливают две базовые металлические детали (1 и 2), формы центрального профиля которых выполняют по окружности, направление образующих внутренней комбинированной поверхности выполняют из трех сопрягаемых между собой конических поверхностей с центром по оси (3) вращения, коническую поверхность второй детали (2) размещают коаксиально по единой оси (3) вращения, а поверхности (4 и 5), идущие по нормали к оси (3) вращения, фиксируют с заданным диаметральным зазором относительно оси (3) вращения, ограничивают формы поверхностей зазорного пространства между деталями (1 и 2) кольцевыми вкладышами, через внутреннее литниковое отверстие, обращенное к поверхности (6) вкладыша, производят заливку вулканизата резиновой смеси и помещают для кристаллизации в водяную ванну с температурой не более 85-98°С, где в течение 25-50 мин производят выдержку, для формообразования паза (7) во вкладыше пресс-формы перекрывают кольцевое пространство радиально установленной пластиной толщиной 1-2 мм, служащей впоследствии в кольцевой резиновой форме температурным компенсатором, причем после подстуживания резиновой смеси до комнатной температуры удаляют литник, пластину, образующую паз (7), и производят зачистку стыков переходных форм (8-19) от кольцевых вкладышей, причем для размерной объемной усадки фторосодержащих резиновых смесей учитывают вертикальную усадку в 6%, а радиальную усадку в 2%, после изготовления комбинированной детали (1, 2 и 20) изготовляют шпильку (21), которую снабжают резьбовыми участками (22 и 23) со стороны торцов (24 и 25), подготавливают гайку (26) со стандартным профилем огранки и подложку (27) для фиксации гайки (26) со стандартным профилем огранки от прокручивания, непосредственно за подложкой (27) устанавливают кольцевой элемент (28), выполняемый в виде кольцевой пластины с отверстием (29), в котором располагают резьбовой участок (22) шпильки (21), имеющий конический переход (30) на цилиндрическую поверхность (31) шпильки (21), причем плоскую поверхность (32) кольцевого элемента (28) соединяют с участком (33) плоской поверхности комбинированного упора (34), имеющего оппозитно расположенные лыски (35 и 36), размещенные по нормали к плоской поверхности (37), которая взаимодействует с торцами (38-40) металлорезинового выступа деталей (1 и 20), обращенного по нормали к кольцевому элементу (28), гайку (41) с параллельно расположенными срезами размещают под углом в 9°, образованным срезами и осью (Б) комбинированной детали, и производят гайкой (26) со стандартным профилем огранки поджим к буртику (14) третьей детали (42), причем на фланцевой поверхности второй детали (2) выполнены два паза с размерами 8,5 и 11,5 мм, размещенные на расстоянии 117,5 мм, после завершения сборки упругий держатель эпиламируют в течение 20-30 мин, чем повышают поверхностные свойства резиновой смеси от порезов и механических дефектов в связи с проникновением эпиламированного слоя на 150-200 мкм, затем жестко-упругий держатель смазывают, высушивают, наносят сведения о крутящем моменте затяжки резьбового соединения детали в 14,5 Нм.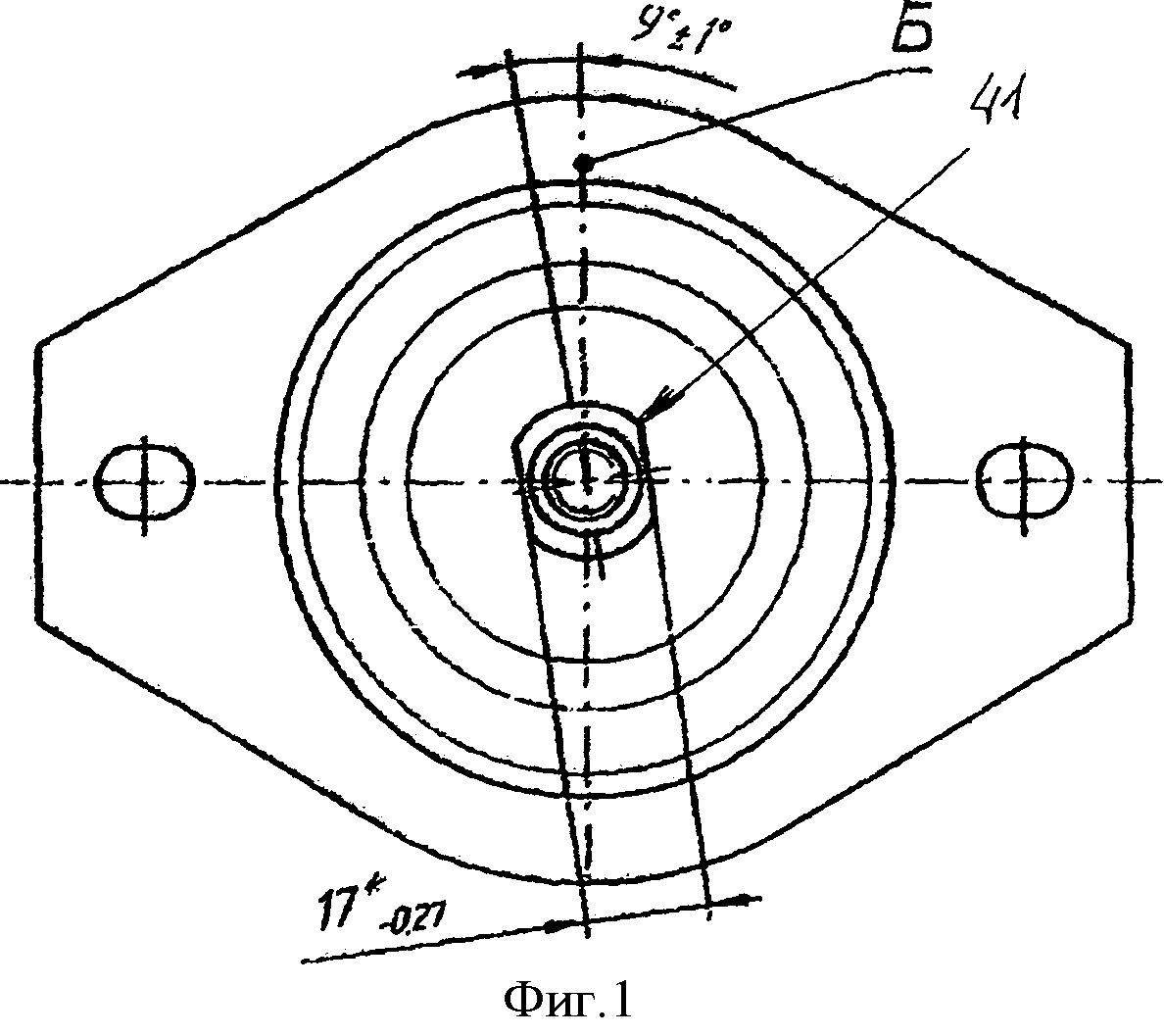
Устройство грузовой опоры
Фильтр
Устройство грузовой опоры
Фильтр

