Результат интеллектуальной деятельности: СПОСОБ УДАРНО-ВОЛНОВОЙ ОБРАБОТКИ ВОЛОКНИСТОГО СЫРЬЯ
Вид РИД
Изобретение
Изобретение относится к текстильной промышленности, а именно к способам получения волокон из вторичного арамидного сырья, например, из отходов лекального производства параарамидных тканей, отрезков баллистической ткани, комплексных нитей и т.п.
Известен способ обработки для получения волокон из вторичного арамидного сырья [1], включающий предварительную (ориентирование и разрезание) и финишную (распушение ткани и разволокнение шарнирными билами) механическую обработку с последующей пневматической и механической сортировкой материала для выделения прядильного волокна с линейной плотностью ~ 0,1-0,2 текс.
В способе для увеличения эффективности обработки после разрезания вторичного текстильного материала на отдельные отрезки, его дополнительно обрабатывают химическим реагентом для облегчения разделения отрезков на составляющие волокна и затем подвергают механической обработке. Способ предназначен для получения штапельного волокна (на основе ароматических полиамидов), способного образовывать высокопрочную арамидную пряжу низких линейных плотностей для изготовления огне- и термостойких высокопрочных тканей, трикотажных полотен, высокопрочных лент и т.п.
Недостатком способа является то, что значительное количество отходов лекального производства в виде отрезков тканей собраны в пачки и склеены между собой смолами на эпоксидной основе. Такие отходы очень трудно разрезать и, тем более, механически разделять отрезки друг от друга без существенного травмирования нитей и волокон ткани, а также значительного пылевыделения от микрочастиц смолы и пуховых групп волокна. Таким образом, переработка таких видов отходов несет существенную экологическую нагрузку на персонал и окружающую среду, т.к. разрушение связи адгезив-материал в результате механической обработки не происходит по границе адгезива и материала вследствие высокой прочности как скрепления адгезива и материала, так и из-за проникновения адгезива в объем ткани. В результате происходит совместное разрушение адгезива с элементами ткани, что, естественно, травмирует волокно.
К недостаткам способа относится и использование химических реагентов, которые после механической обработки необходимо удалять из волокна и утилизировать, что также не способствует улучшению экологической обстановки и, кроме того, приводит к удорожанию рециклированного (регенирированного) волокна.
Помимо этого, даже при отсутствии и адгезива и замасливателей ткани, механическое разделение в режиме - сначала распушение ткани на нити, а затем разволокнение нити, приводит к травматизации ткани, поскольку любой процесс механической обработки как при распушении, так и, особенно, при разволокнении происходит в миллисекундном (десятки миллисекунд) диапазоне единичного акта соприкосновения механического органа с тканью с амплитудами воздействия, превышающими, по крайней мере, усилие на разрыв частей ткани. При таких длительностях нагрузок вероятность надрыва элементарного волокна крайне высока, что, естественно, снижает качественные и прочностные характеристики рециклированного волокна.
Более близким к предложенному способу по технической сущности и достигнутому результату является ударно-волновой способ обработки волокнистых материалов [2], включающий предварительную механическую обработку содержащего адгезив сырья, помещение последовательных порций сырья в водную среду, проведение ударно-волновой обработки сырья электроимпульсным воздействием в смеси «вода-сырье» для распушения и разволокнения сырья, обезвоживание и проведение финишной механической обработки. В способе гидродинамическое воздействие на материал осуществляют в волновом (ультразвук) и импульсном (электроимпульсный разряд) режимах с целью разделения волокон пучка.
Недостатком известного способа, в котором непосредственно котонизацию осуществляют ударно-волновым методом, является низкий коэффициент полезного действия (к.п.д.) обработки применительно к синтетическим волокнам, физико-механические показатели которых намного превышают аналогичные показатели технического волокна льна и, кроме того, процесс выделения волокон из отходов тканей носит двухстадийный характер - сначала ткань необходимо распушить на нити, а затем необходимо нити разволокнить на элементарные волокна. В целом, применение известного способа приводит к существенному увеличению (в разы) энергозатрат на обработку.
Технический результат способа по настоящему изобретению заключается в повышении качества распушения ткани и разволокнения нити при одновременном снижении энергоемкости процесса обработки, повышение его к.п.д. и, соответственно, производительности процесса в получении качественного рециклированного волокна, пригодного как для целей прядения, так и для создания нетканых или композитных материалов.
Этот технический результат достигается тем, что в ударно-волновом способе обработки волокнистого сырья (например, из вторичного арамидного сырья), согласно настоящему изобретению сырье, по мере проведения ударно-волновой обработки порции увеличивают энергию электроимпульсного воздействия, причем электроимпульсное воздействие на последующую порцию сырья осуществляют в водной среде с диэлектрическими фракциями адгезива от предыдущей порции, при этом увеличение энергии электроимпульсного воздействия согласовывают по времени со стадиями распушения и разволокнения сырья.
Ударно-волновую обработку проводят в миллиметровом и субмиллиметровом диапазонах волн.
Финишную механическую обработку подвергнутого электроимпульсному воздействию сырья проводят пневмосортированием с нижней подачей воздуха.
Кроме того, ударно-волновое воздействие можно проводить между предварительной и финишной механическими обработками. Можно проводить дополнительное ударно-волновое воздействие и обезвоживание перед предварительной механической обработкой. Можно осуществлять часть предварительной механической обработки посредством приспособлений, имеющих не менее четырех степеней свободы. Гидродинамическую обработку последовательных порций сырья можно осуществлять в одной и той же водной среде. Гидродинамическую обработку различных порций сырья можно проводить с различным соотношением веса сырья и объема водной среды.
Последовательность процедуры получения волокна из отходов арамидной ткани или комплексной нити с использованием различных видов источников (механических и гидродинамических, в частности ударно-волновых, например электрофизических) обусловлена как особенностями физики разнопараметрического воздействия на материал, так и различием в эффективности воздействия в зависимости от характеристик источника воздействия. Благодаря использованию различных видов источников воздействия на материал возможно достижение эффективного результата обработки как за счет варьирования объема и времени воздействия, так и волновых характеристик импульсной гидродинамической нагрузки.
По существу первоначальный этап предварительной механической обработки выполняет функции подготовки отрезков ткани и волокон к ударно-волновому разволокнению.
Для исключения образования пылевидных фракций и повышения к.п.д. обработки за счет обеспечения объемного контакта материала с ударно-волновыми воздействиями, сырье помещают в водную среду, проводят гидродинамическую (электроимпульсную) обработку и обезвоживают.
Для повышения качества распушения и разволокнения материала, в нем возбуждают продольные и поперечные волны с амплитудами, достаточными для разрушения адгезива и, именно для этого, гидродинамическую обработку осуществляют в импульсном режиме ударно-волнового воздействия (в воде не распространяются поперечные волны, но при гидродинамической обработке эти волны возбуждаются в элементах обрабатываемого материала).
Для реализации принципа «атравматичности» по отношению к ткани и волокнам импульсный режим ударно-волнового воздействия осуществляют в миллиметровом и субмиллиметровом диапазонах длин волн с использованием источника электроимпульсного разряда в жидкости, при этом положительная амплитуда достигает значений 200-400 МПа при длительности импульса 10-20 мкс, что достаточно для роста микротрещин в квази-жестком адгезиве (в виде различного рода эпоксидных смол и т.п.) и обеспечения необходимых (поперечных) сдвиговых усилий между нитями утка и основы, но недостаточно для травматизации элементарного волокна, т.к. время воздействия мало. Благодаря возможности оперативного варьирования параметрами (в частности амплитуды) ударно-волнового воздействия от электроимпульсного разряда, амплитудно-временная совокупность подбирается такой, чтобы начальная стадия распушения ткани начиналась с адгезива, поскольку его прочностные характеристики на разрыв (~8-10 кг/мм2), по крайней мере, на порядок меньше, чем аналогичные характеристики (не менее ~200 кг/мм2) для арамидных волокон. При этом, невзирая на значительную площадь проникновения адгезива в ткань, разрушается именно адгезив, даже, несмотря на то, что его плотность (~1,2 г/см3) несколько меньше плотности (~1,4 г/см3) арамидного волокна, а фракции (~0,1-0,4 мм) разрушенного адгезива, в основном, эквивалентны размеру ячеек между утком и основой. Именно поэтому подбирается миллиметровый и субмиллиметровый диапазон ударно-волнового воздействия, поскольку при переходе ударно-волнового возмущения из воды в ткань из-за различия плотности воды и ткани (~1,4 раза), в последней распространяются продольные и поперечные волны миллиметрового и субмиллиметрового диапазона, что является эффективным фактором разволокнения нити на элементарные волокна. Кроме того, благодаря именно электроимпульсному разряду, возбуждающему волны сжатия (и следующими за ними краевыми волнами разрежения), обеспечивающими интенсивный кавитационный процесс с широким спектральным составом вторичного акустического излучения и сонолюминисценции (в основном, в ультрафиолетовом диапазоне). При последующих пульсациях парогазового пузыря от электроимпульсного разряда генерируются вторичные акустические волны, имеющие значительные амплитуды давлений вблизи кавитационных центров (до 100 МПа) с существенно более короткими волновыми импульсами (~10-7-10-9 с). Именно вторичные волновые и излучательные процессы могут влиять на водородный баланс волокна, поддерживая высокую прочность рециклированного (регенерированного) волокна.
При импульсной ударно-волновой нагрузке, с длиной волны ~4,0 мм (в воде), происходит возбуждение поперечных волн в волокне с длиной волны ~1,5-2 мм. По размерам длин волокон такая длина волны наиболее удобна для ослабления связей между нитями, волокнами. Волокно подвергается не только воздействию продольной волны (амплитудная нагрузка), но и поперечной волны (волновая нагрузка).
В способе, по мере протекания процесса ударно-волновой обработки, увеличивают энергию импульсного воздействия по мере проведения ударно-волнового воздействия, поскольку по мере распушения и разволокнения отрезков (лоскутов) ткани многократно увеличивается объем обрабатываемого материала и, вследствие этого, возрастает поглощение ударно-волновой энергии в зоне, ближайшей к парогазовому пузырю. Благодаря увеличению энергии, возрастает не только амплитуда воздействия, но и объем парогазового пузыря от ~4 до 8 см в диаметре, что существенно увеличивает интенсивность перемешивающего гидропотока (т.е. потока воды от расширяющегося парогазового пузыря). Благодаря согласованности времени увеличения энергии воздействия со стадиями обработки (на стадии распушения необходимо меньше энергии, чем на стадии разволокнения) снижается энергоемкость процесса обработки и возрастает качество разволокнения, поскольку большая часть энергии расходуется тогда, когда это необходимо для оптимального протекания технологического процесса обработки.
Для тканей и нитей, не содержащих адгезив в виде эпоксидных смол или содержащих незначительное (~ не более 0,1-0, 2% от общего веса порции) количество адгезива, ударно-волновое воздействие можно проводить между предварительной и финишной механическими обработками и благодаря этому увеличивается производительность и снижается энергоемкость получения волокна.
Для тканей и нитей, содержащих значительное количество адгезива, можно проводить дополнительное ударно-волновое более короткое по времени цикла (как правило, ~ в 4-5 раз меньшее, чем полный процесс распушения и разволокнения) воздействие и обезвоживание перед предварительной механической обработкой, при этом облегчается процесс разрезания отрезков ткани на куски с линейными размерами ~60-100 мм, поскольку адгезив разрушен, и механическое разделение пачки происходит достаточно просто. Такой режим обработки сложных адгезивных отходов арамидного сырья сокращает время распушения и повышает качество разволокнения.
После разрезания материала часть предварительной механической обработки можно осуществляете посредством приспособлений, имеющих не менее четырех степеней свободы (для снижения вероятности травмирования материала), достигается как разделение пачек на отрезки, так и образование зон в отрезках, в которых построчный шаг между нитями утка и основы значительно (~ в 5-10 раз) увеличен. Это приводит к образованию дополнительных (к периферийным участкам) центров начала распушения ткани, что снижает энергоемкость и время ударно-волновой обработки.
Помимо этого, для снижения энергозатрат и себестоимости ударно-волновой обработки гидродинамическую обработку последовательных порций сырья можно осуществлять в одной и той же водной среде, поскольку в обрабатываемом материале практически нет сколько-нибудь существенных примесей, которые влияют (увеличивают) электропроводность смеси «вода - материал» по мере протекания процесса ударно-волнового воздействия. Более того, выделяемые в процессе ударно-волнового воздействия фракции эпоксидных смол являются диэлектрическими неоднородностями, облегчающими (с точки зрения сокращения времени формирования лидерной стадии электроимпульсного пробоя) формирование канала разряда, что увеличивает к.п.д. разрядного контура, т.к. чем меньше энергии затрачивается на формирование канала, тем больше энергии «уходит» именно в ударно-волновое воздействие.
Ударно-волновую обработку одной и той же порции сырья в процессе обработки можно осуществлять с различным соотношением (гидродинамическим модулем) веса сырья и объема водной среды и, в процессе ударно-волновой обработки подбирается необходимый гидродинамический модуль, обычно в диапазоне от 1:5 до 1:50 (первая цифра в этом соотношении относится к весу материала, а вторая - к объему воды). В начальной стадии обработки гидродинамический модуль выбирается меньшим, чем в конечной стадии обработки, т.е. сначала проводят обработку с увеличенной объемной плотностью энергии (для начала распушения), а затем, по мере увеличения геометрического объема материала - увеличивают гидродинамический модуль для уменьшения вероятности поглощения энергии (и, соответственно, повышения к.п.д.) в материале, находящегося в ближних зонах к центру ударно-волнового воздействия.
Поскольку возможно проводить ударно-волновую обработку различных порций сырья с варьированием гидродинамического модуля от порции к порции (в зависимости от вида сырья), обеспечивается оптимальный уровень к.п.д. и качества ударно-волновой обработки.
Отметим, что во всем возможном диапазоне варьирования гидродинамическим модулем от 1:5 до 1:50 при производстве разрядов не наблюдается образование типичной ударной волны (вследствие гашения амплитуд возмущений на распушаемом и разволокняемом сырье), т.е., обработка сырья, в основном, идет за счет прохождения мощных продольных и поперечных (сдвиговых) волн в материале сырья и гидропотока, образованного расширяющимся парогазовым пузырем от электроимпульсного разряда в смеси «вода-сырье», а также, от вторичных (кавитационных) импульсов, возникающих при схлопывании парогазового пузыря. Таким образом, в способе нет типичного электрогидравлического эффекта, характерного при производстве электрических разрядов в воде.
Поскольку сущность регенерации (рециклирования) вторичного арамидного сырья заключается в получении наибольшего количества разделенных друг от друга элементарных волокон при максимально возможном сохранении их целостности, то центральным звеном для получения высокого качества волокна является ослабление связей адгезива с волокном как в отрезках ткани, так и в самой нити. Именно на решение такой задачи и направлена совокупность признаков настоящего способа.
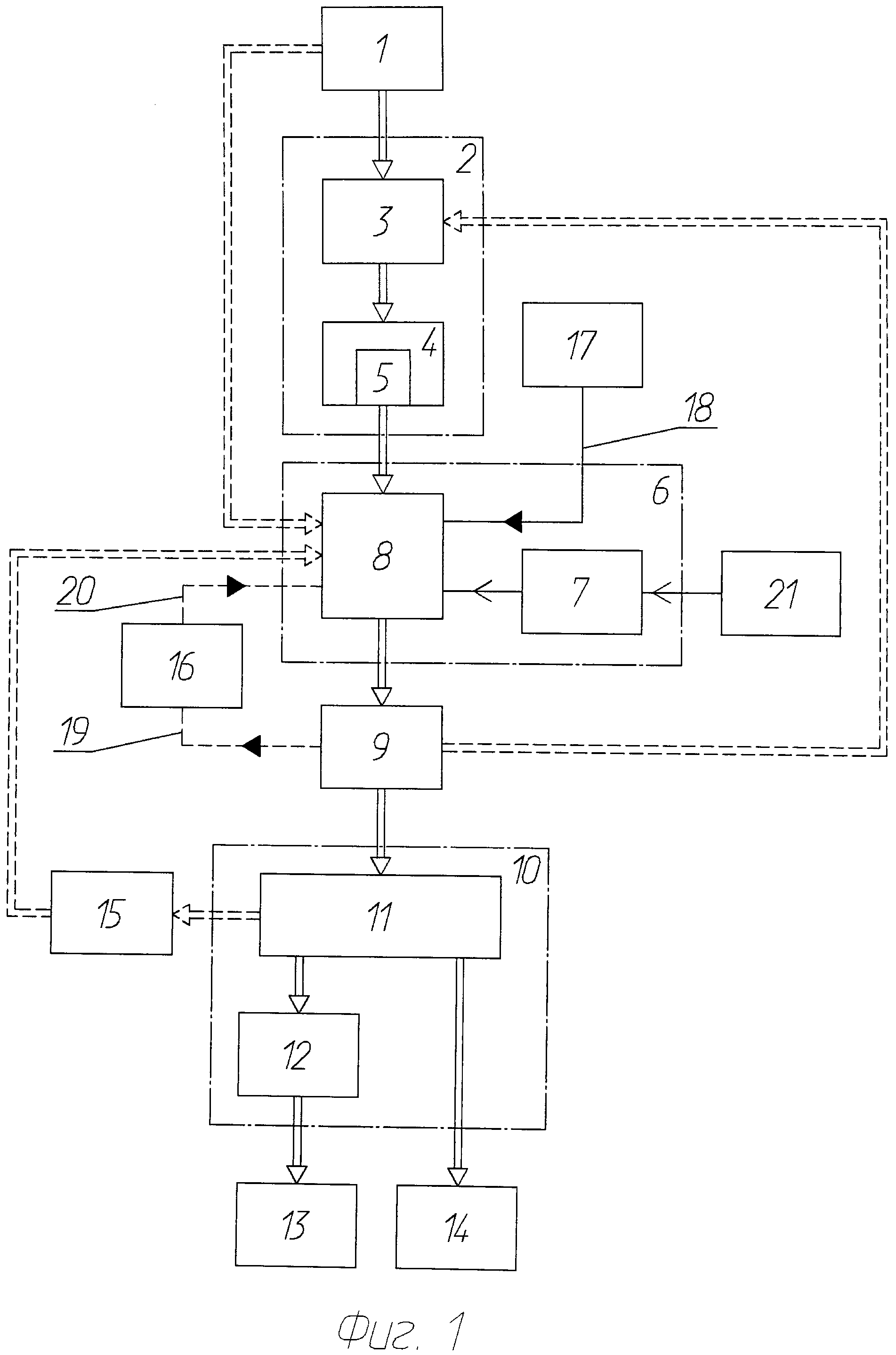
На фиг.1 представлено устройство для реализации способа по настоящему изобретению в виде технологической линии для ударно-волновой обработки волокнистых материалов (например, получения волокон из вторичного арамидного сырья, разволокнения отходов тканей и нитей).
Способ по настоящему изобретению поясняется на примере работы технологической линии для ударно-волновой обработки волокнистых материалов.
Технологическая линия (фиг.1) состоит из приемного бункера 1 для вторичного арамидного сырья, блока 2 предварительной механической подготовки с машиной 3 (например, типа раскроечной машины с вертикальным ножом, не показана) для разрезания материала (лоскутов, пачек, нитей и т.п.) и трепальной машиной 4 с приспособлениями 5, имеющими не менее четырех степенней свободы (например, в виде цепных бил, не показаны), блок 6 ударно-волновой обработки сырья с источником 7 (например, в виде генератора импульсного тока, не показан) для производства электроимпульсных разрядов в жидкости и бака 8 распущения и разволокнения сырья (в смеси «вода - сырье») с подводными разрядными электродами (не показаны), блок 9 обезвоживания (например, в виде центрифуги, не показана), блок 10 финишной механической обработки с пневматическим сортировщиком 11 обработанного сырья и чесальной машиной 12 (например, типа ЧБВ или ЧМ-50-04, не показаны), выходной бункер 13 для прядильного волокна и выходной бункер 14 для композитного волокна. Линия также имеет бункер 15 для сбора некондиционного продукта обработки, накопительный бак 16 оборотной воды с блоком (не показан) фильтров для сбора смол и других технологических примесей, накопительный бак 17 магистральной воды с трубопроводом 18 подачи воды в бак 8 разволокнения, трубопровод 19 подачи отработанной воды в блок 16, трубопровод 20 для подачи оборотной воды в бак 8 и компьютерный пульт 21 управления технологической линией.
На фиг.1 также показаны (сплошными полыми стрелками) направления основного движения отрабатываемого материала (сырья) от исходного до финишного состояния, направления (сплошными темными стрелками) потока магистральной воды, а также направления (пунктирными полыми стрелками) дополнительного движения отрабатываемого материала (сырья) и направления (пунктирными темными стрелками) движения оборотной воды.
Работа линии осуществляется следующим образом.
Предварительно отходы арамидного сырья сортируются по видам - наименование материала и его марка, отходы лекального производства (лоскуты со смолой, лоскуты без смолы), отходы прядения (комплексных нитей, «путанки» и т.п.). Затем тот или иной вид материала (например, материал, не содержащий адгезива в виде эпоксидных смол) загружается в приемный бункер 1, из которого он подается в блок 2 предварительной механической подготовки, в котором он посредством машины 3 разрезается на отрезки (лоскуты) с линейными размерами ~ 60 - 100 мм, затем на трепальной машине 4 с помощью приспособлений 5 с не менее четырьмя степенями свободы (например, с помощью отрезков цепи с овальными звеньями) проводится щадящая механическая обработка для разрыхления материала и создания дополнительных поверхностей, эквивалентных поверхностям на краях лоскута. После предварительной механической обработки сырье порциями (весом от 2 до 6 кг) поступает в бак 8 распушения (и разволокнения) сырья блока 6 ударно-волновой обработки сырья. Затем из накопительного бака 17 в бак 8 посредством трубопровода 18 подается вода (используется обычная водопроводная вода), при этом количество поданной в бак 8 воды таково, чтобы гидродинамический модуль был в диапазоне от 1: 5 до 1: 10, после чего от источника 7 электроимпульсных разрядов в жидкости подается импульсная энергия на разрядные электроды (не показаны) в баке 8. Количество (N) подаваемых импульсов, частота (f) подачи импульсов, разрядная энергия (W) импульсов задается оператором на компьютерном пульте 21, при этом, в зависимости от вида обрабатываемого сырья N обычно варьируется в диапазоне от 500 до 2500 импульсов, f - от 1 до 2,5 Гц и W - от 0,5 до 2,5 кДж. В начальной стадии обработки подается (с энергией равной ~ 80% от средней энергии единичного импульса) от 100 до 400 импульсов с гидродинамическим модулем от 1:5 до 1:10, затем в бак 8 из бака 17 добавляется вода для создания в баке 8 гидродинамического модуля, обычно, от 1:20 до 1:40 и производится подача импульсов (с энергией, равной средней энергии единичного импульса) до полного распушения и разволокнения сырья. После ударно-волновой обработки в баке 8 обработанное сырье поступает в блок 9 обезвоживания (обычно центрифуга, не показана, с вертикальным расположением вращающейся части). Отработанная вода из блока 9 обезвоживания по трубопроводу 19 поступает в накопительный бак 16 оборотной воды, а обработанное сырье - разгружается (любым из известных способов, например опрокидыванием вращающееся части центрифуги) в пневмосортировщик 11 (например, в виде, вертикального или наклонного воздухопровода, не показан, с нижней подачей сжатого воздуха) блока 10 финишной механической обработки. Распушенное и разволокненное сырье подается на чесальную машину 12, из которой - в выходной бункер 13 для прядильного волокна, при этом линейная плотность волокна составляет не более 0,2 текс. Используется чесальная машина 12 с рулонным механизмом (не показан), в котором формируются рулоны (не показаны) вторичного (рециклированного) волокна. Эти рулоны являются входной паковкой производственных потоков выработки пряжи, ассортимент и качество которой определяются качеством разволокнения, в основном зависящим от штапельной длины и линейной плотности полученных вторичных волокон.
При необходимости использования распушенного и разволокненного сырья в качестве композитного материала, или для иных производственных нужд, сырье из пневмосортировщика 11 подается в выходной бункер 14 для композитного волокна, минуя чесальную машину 12. Некондиционные продукты обработки (т.е. такие, которые содержат элементы нераспушенной ткани) из пневмосортировщика 11 подаются в блок 15 сбора некондиционного продукта обработки и в дальнейшем возвращаются в блок 6 на вторичную ударно-волновую обработку. Практика показывает, что в некондиционном сырье для вторичной ударно-волновой обработки, в основном, присутствуют периферийные части лоскутов с увеличенной плотностью ткани и каймой.
После завершения обработки в баке 8 первой порции и ее поступления в блок 9 обезвоживания, начинается процесс ударно-волновой обработки следующей порции (т.е. очередной цикл), при этом в бак 8 подается вода из накопительного бака 16 оборотной воды без ее очистки в блоке фильтров. Как правило, в зависимости от количества технологического замасливателя и смол во вторичном сырье, от 10 до 30 циклов ударно-волновой обработки в баке 8 проводятся на оборотной воде с добавлением около 5-10% магистральной воды или без такого добавления. При существенном засорении оборотной воды продуктами адгезива сырья, продуктами эрозии электродных систем или иными примесями, приводящими к значительному количеству (более 10% от общего числа поданных импульсов в том или ином цикле ударно-волновой обработки) разрядных импульсов в режиме «растекания» (т.е. отсутствует электроимпульсный канал пробоя) вода, поступающая в накопительный бак 16, проходит через блок фильтров в баке 16 и снова возвращается в бак 8.
В приведенном примере работы используют вторичное сырье (пачки лоскутов, лоскуты и нити), не содержащие эпоксидного адгезива или содержащее крайне малое (менее 0,1-0,2% от общего веса порции) количество такого адгезива.
В более сложном случае при наличии лоскутов, склеенных адгезивом в многослойную (несколько десятков и более) пачку, такое сырье из бункера 1 помещают в бак 8, проводят предварительную ударно-волновую обработку и после обезвоживания в блоке 9 возвращают в блок 2 предварительной механической подготовки и затем проводят описанный выше цикл обработки сырья.
Отметим, что ударно-волновую обработку различных порций и видов сырья проводят с различным соотношением веса сырья и объема водной среды. Так, например, порцию сырья из парарамидной ткани типа «Русар» или «Тварон» обрабатывают со средним гидродинамическим модулем ~1:20, а порцию сырья в виде комплексных нитей или «путанки» обрабатывают со средним гидродинамическим модулем ~1:40, и это связано с тем, что в для ткани процесс обработки носит двухстадийный характер (необходимо сначала - распушить ткань на нити, а затем нити разволокнить), и это требует большой объемной плотности энергии, а для нитей необходимо только разволокнить нить, т.е. средняя объемная плотность энергии для нити меньше, чем аналогичный показатель для ткани.
Использование способа получения волокон из вторичного арамидного сырья по настоящему изобретению на базе совокупности электрофизических и механических методов воздействия на арамидные материалы позволяет получить регенерированное волокно высокого качества с линейной плотностью не более 0,2 текс при оптимальном уровне производительности, энергоемкости процесса обработки и качества разволокнения, в том числе, по разрывной прочности. Полученное таким способом арамидное волокно может быть использовано не только для выпуска высококачественной термостойкой и огнестойкой пряжи и ткани, средств баллистической защиты, но и в качестве высокопрочного композитного материала для различных нужд.
Источники информации, использованные при составлении описания:
1. Патент RU №2264484, МПК7, D01G 11/04, D02G 3/00, опубл. 20.11.2005.
2. Патент RU №2371527, МПК7, D01G 21/00, D01B 1/00, опубл. 27.10.2009.
Полноконтактный понтон для резервуаров с легкоиспаряющимися нефтепродуктами
Устройство для ударно-волновой обработки волокнистых материалов
Тонкопленочный солнечный элемент
Способ активной защиты акватории ударно-волновым воздействием на подводный объект и устройство для его осуществления
Солнечный элемент
Электронная система для обслуживания продажи товаров
Полноконтактный понтон для резервуаров с легкоиспаряющимися нефтепродуктами
Устройство для ударно-волновой обработки волокнистых материалов
Тонкопленочный солнечный элемент
Способ активной защиты акватории ударно-волновым воздействием на подводный объект и устройство для его осуществления
Солнечный элемент
Электронная система для обслуживания продажи товаров
Конструкция тонкопленочного солнечного модуля и способ ее изготовления
Способ активной защиты акватории ударно-волновым воздействием на подводный объект
Устройство для импульсной деформации длинномерных трубчатых изделий
Радиоканальный комплекс кардиоконтроля и спасения в жизнеугрожающих ситуациях

