Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУННЫХ ФРИКЦИОННЫХ КЛИНЬЕВ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА, ЗАКАЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ФРИКЦИОННЫЙ КЛИН ИЗ ЧУГУНА
Вид РИД
Изобретение
Изобретение относится к области термической обработки и к конструктивным элементам железнодорожных грузовых тележек, в частности к конструкциям литых фрикционных клиньев из чугуна для- восприятия и гашения колебаний надрессорной балки тележки грузового вагона.
Узел «фрикционный клин - фрикционная планка» работает в жестких условиях сухого трения. Работоспособность этого узла и характер износа зависит от материала трущихся поверхностей. В тележках модели 18-100 при плановых видах ремонта применяются клинья из чугуна Сч25. Наличие в чугуне графитовой составляющей работает в качестве твердой смазки.[Рубин Г.В. и др. Пути повышения работоспособности клинового гасителя колебаний тележки ЦНИИ-ХЗ 011//Повышение надежности и долговечности деталей подвижного состава на железнодорожном транспорте /Тр. МИИТ. Вып.501. М.: Типография МИИТа, 1975, с.25-36.] - аналог.
Пробег вагона с клиньями из чугуна Сч25 составляет 160 тыс.км. Потребность увеличения межремонтного срока эксплуатации тележки грузового вагона создала условия перехода на выпуск клиньев из чугуна Сч35 - аналог [Технические условия: ТУ32ЦВ2459-2007].
Ожидаемый пробег в общесетевых условиях клина из Сч35 должен составить 260 тыс.км.
В перспективных грузовых тележках, как в нашей стране (ОАО «НПК «Уралвагонзавод»), так и зарубежных моделях тележек (Компания А. Стаки), работающих в США находят применение фрикционные клинья, изготовленные из высокопрочного чугуна ВЧ 120 и прошедшие изотермическую закалку.
Наиболее близким аналогом является известный способ термической обработки фрикционного клина тележки грузового вагона, выполненного в виде полого чугунного корпуса, имеющего основание, боковые стенки, вертикальную и наклонную стенку, необязательно со съемной сменной накладкой из полиуретана, включающий объемный нагрев клина до температуры аустенизации и изотермическую закалку в соляной ванне. (Великанов А.В., Борщ Б.В., Фрикционные клинья из высокопрочного чугуна //Вестник ВНИИЖТ. 2007 №2, с.18-22). Пробег вагона с клиньями из высокопрочного чугуна Вч120 с изотермической закалкой составляет 500 тыс.км
Для устранения износа наклонной поверхности надрессорной балки и наклонной поверхности клина в этих клиньях в указанной зоне устанавливается полиуретановая накладка.
Известна установка для термической обработки фрикционного клина тележки грузового вагона, содержащее печь для нагрева клина, закалочное устройство, выполненное в виде ванны для объемного охлаждения клина, выполненного в виде полого чугунного корпуса с основанием, боковыми стенками, вертикальной и наклонной стену со съемной сменной накладкой из полиуретана. (Великанов А.В., Борщ Б.В., Фрикционные клинья из высокопрочного чугуна //Вестник ВНИИЖТ. 2007 №2, с.18-22). Упрочнение фрикционных клиньев проводят методом изотермической закалки в соляных ваннах.
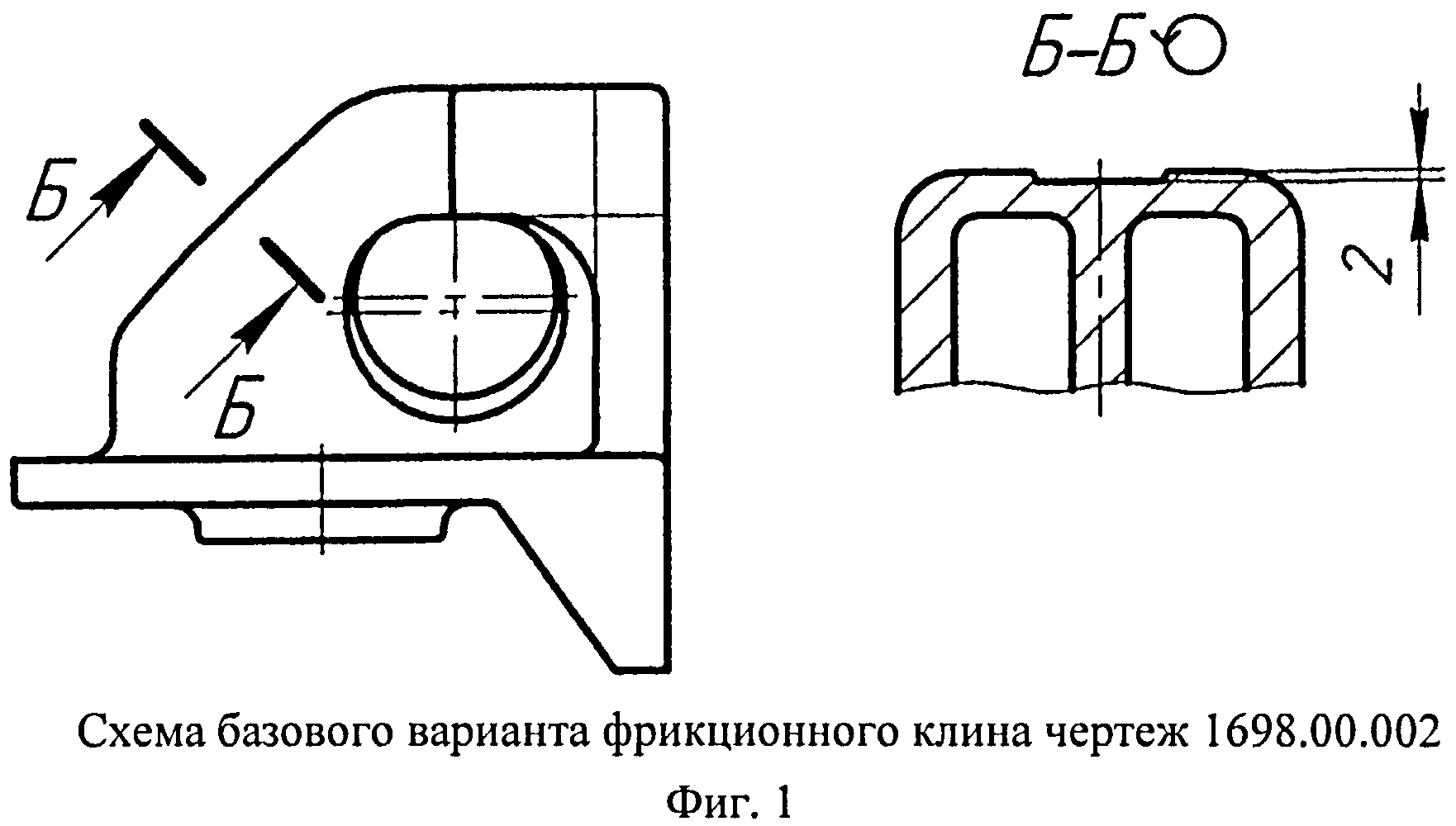
Известен фрикционный клин тележки грузового вагона, содержащий подвергнутый нагреву и охлаждению полый чугунный корпус, имеющий основание, боковые стенки, вертикальную и наклонную стенки, установленную на наклонной стенке съемную накладку из полиуретана. (Великанов А.В., Борщ Б.В., Фрикционные клинья из высокопрочного чугуна //Вестник ВНИИЖТ. 2007 №2, с.18-22). Известный фрикционный клин изображен на фиг.1.
Техническим результатом группы изобретений является повышение прочностных свойств фрикционных клиньев и улучшение экологии.
Для достижения технического результата предлагается использовать технологию объемно-поверхностной закалки клиньев из серого чугуна, обеспечивающую за один цикл нагрева и закалочного охлаждения упрочнение вертикальной и наклонной фрикционных поверхностей клина. При этом твердость наклонной поверхности клина наряду с высокой износостойкостью не должна приводить к значительному износу ответной поверхности надрессорной балки, что также обеспечивается данной технологией за счет устранения схватывания.
В известном способе термической обработки фрикционного клина тележки грузового вагона, выполненного в виде полого чугунного корпуса, имеющего основание, боковые стенки, вертикальную и наклонную стенку или наклонную стенку, при необходимости со съемной сменной накладкой из полиуретана, включающем объемный нагрев клина до температуры аустенизации и охлаждение, объемный нагрев клина ведут до 900-920°С, затем осуществляют поверхностную закалку вертикальной и наклонной стенок с помощью спрейера закалочного устройства потоком воды в течение 50-70с со скоростью 0,5-2,0 м/с и соотношением количества воды 3:1 соответственно на вертикальную и наклонную поверхности с обеспечением твердости на поверхности вертикальной стенки 45-50 HRC и на поверхности наклонной стенки 30-35 HRC.
Установка для термической обработки фрикционного клина тележки грузового вагона, содержит печь для объемного нагрева, закалочное устройство для охлаждения нагретого до температуры аустенизации фрикционного клина, состоящего из полого чугунного корпуса, имеющего основание, боковые стенки, вертикальную и наклонную стенки, при необходимости со съемной сменной накладкой из полиуретана, выполненное в виде установленных на основании спрейеров с подводами охлаждающей жидкости, один из которых расположен вертикально, а другой - под углом относительно основания, при этом спрейеры имеют отверстия для подачи потока воды с заданной скоростью соответственно на вертикальную и наклонную стенки корпуса клина в течение 50-70 с со скоростью 0,5-2,0 м/с и соотношением количества воды 3:1 соответственно на вертикальную и наклонную поверхности с обеспечением поверхностной закалки и получением твердости на поверхности вертикальной стенки 45-50 HRC и на поверхности наклонной стенки 30-35 HRC.
Фрикционный клин тележки грузового вагона, содержащий подвергнутый термической обработке полый чугунный корпус, имеющий основание, боковые стенки, вертикальную и наклонную стенки, при необходимости со съемной сменной накладкой из полиуретана, в котором вертикальная и наклонная стенки чугунного корпуса подвергнуты объемно-поверхностной закалке, имеют структуру троостомартенсита и твердость на поверхности вертикальной стенки 45-50 HRC и на поверхности наклонной стенки 30-35 HRC, при этом наклонная стенка выполнена в виде ровной плоскости.
На фиг.1 изображен базовый вариант фрикционного клина;
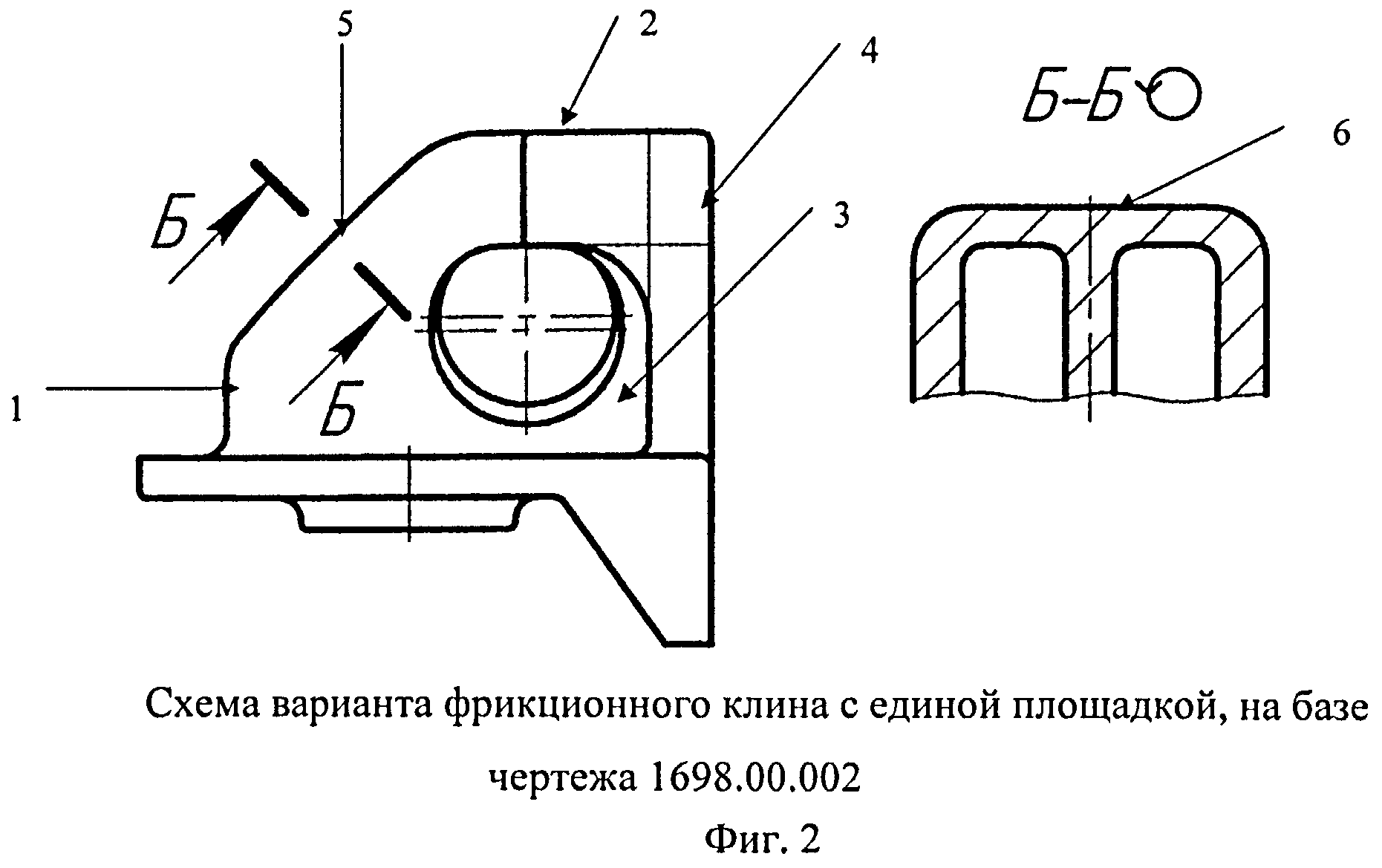
На фиг 2 изображен фрикционный клин: вид сбоку и поперечный разрез клина с наклонной поверхностью выполненной в виде ровной плоскости (с единой площадкой);
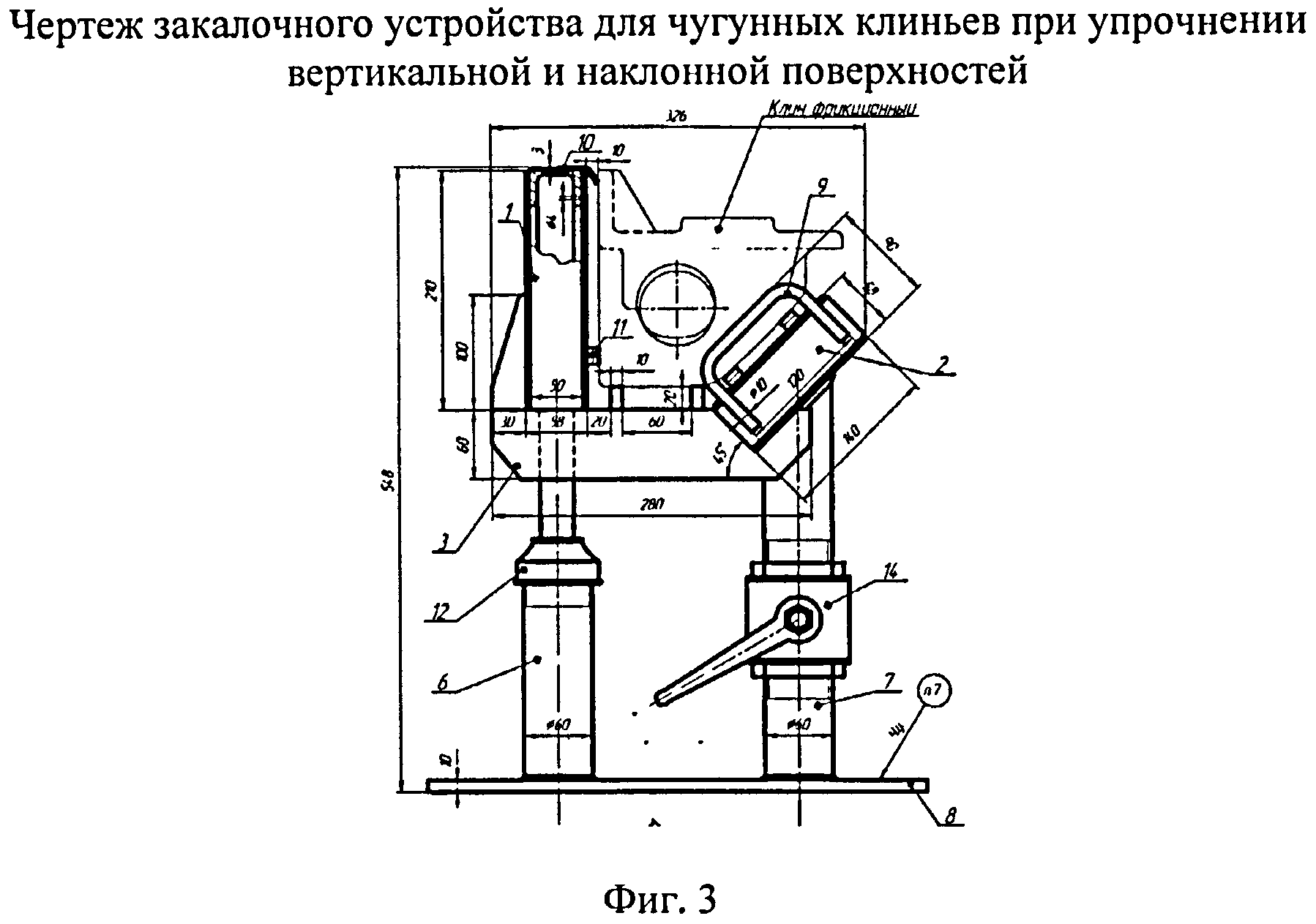
На фиг.3 - изображено закалочное устройство для упрочнения вертикальной и наклонной поверхностей клина;
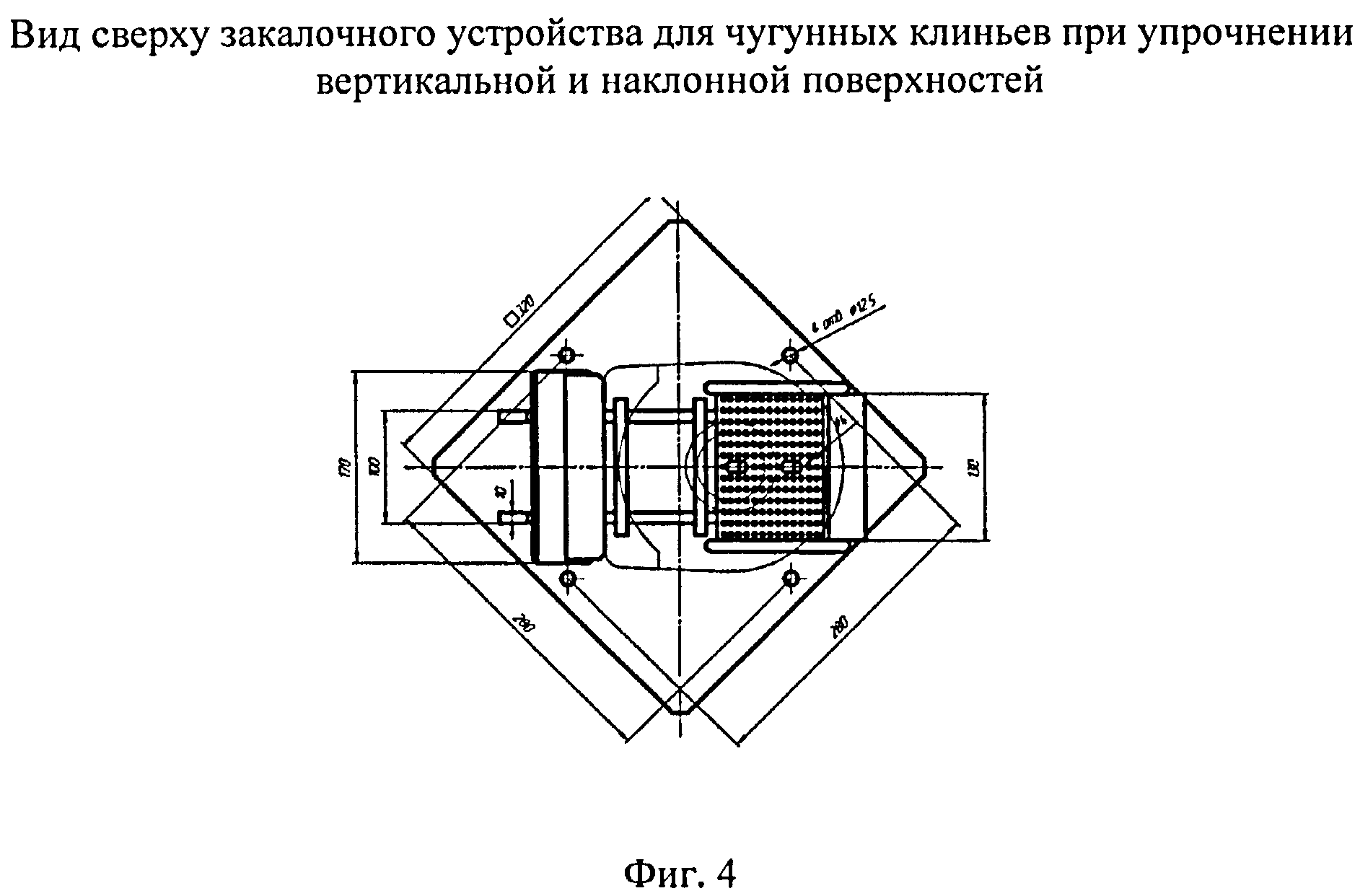
На фиг.4 - изображен вид сверху закалочного устройства.
Процесс упрочнения клиньев из серого чугуна Сч25 по технологии объемно-поверхностной закалки экологически чист в отличие от большинства традиционных технологий термического упрочнения, в том- числе и изотермической закалки.
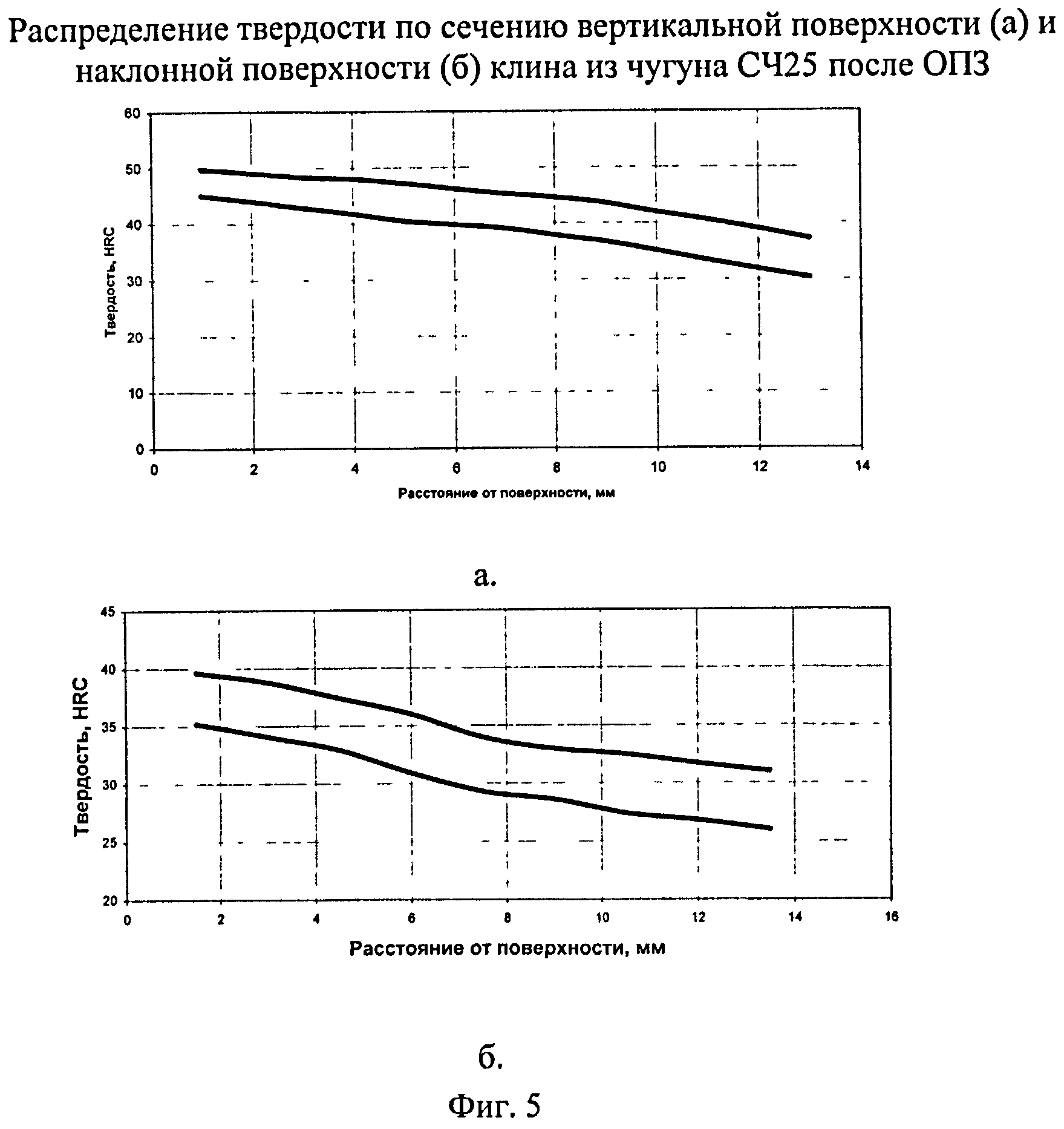
В результате упрочнения по технологии объемно-поверхностной закалки поверхностная твердость вертикальной поверхности клина из Сч25 составляет 45-50 HRC, а наклонной 30-35 HRC (фиг.5). Также происходит повышение прочностных свойств более чем на 30%, по сравнению с аналогичными клиньями в базовом исполнении.
Фрикционный клин состоит из полого корпуса из серого чугуна 1, содержащего основание 2, боковые стенки 3, вертикальную 4 и наклонную стенку 5, в виде ровной плоскости (площадки) 6, имеющую при необходимости съемную накладку из полиуретана. Основному износу подвергаются вертикальная 4 и наклонная 5 стенки чугунного корпуса клина, которые и подлежат упрочняющей обработке.
Установка для термической обработки фрикционного клина тележки грузового вагона содержит печь для нагрева (на чертеже не показано) и закалочное устройство имеющее вертикальный короб-спрейер 1, наклонный короб-спрейер 2, размещенный под углом к горизонтальному основанию рамы 3 и вертикальному спрейеру 1, оба спрейера имеют отверстия для подачи потока воды со скоростью 0,5-2, м/c в течение 50-70с в количестве с соотношением 3:1 соответственно на вертикальную и наклонную стенки корпуса клина и подводы 6, 7 охлаждающей жидкости. Закалочное устройство крепится на основание при помощи опорного фланца 8. Пример осуществления способа.
Термообработка клиньев из Сч25 по технологии объемно-поверхностной закалки характеризуется следующими параметрами. Клин из чугуна Сч25 нагревают объемно в газовой или электропечи до температуры 900-920°С. После объемного нагрева клин размещают в закалочном устройстве для осуществления местной объемно-поверхностной закалки корпуса клина: вертикальной и наклонной стенок корпуса клина. Корпус клина основанием 2 устанавливают на горизонтальную раму 3 закалочного устройства, вертикальная стенка 4 клина размещена напротив отверстий вертикального спрейера 1, а наклонная стенка 5 клина размещена напротив отверстий наклонного спрейера 2. Вертикальную и наклонную стенки корпуса клина охлаждают потоком воды подаваемым из отверстий спрейеров с соотношением количества воды соответственно 3:1, со скоростью 0,5-2,0 м/с в течение 50-70 с. Указанные режимы обеспечивают (см. фиг.5) поверхностную закалку с получением твердости на поверхности вертикальной стенки 45-50 HRC (фиг.5а) и на поверхности наклонной стенки 30-35 HRC (фиг.5б).
Параметры закалочного охлаждения выбраны с учетом изотермических диаграмм. Дополнительная операция отпуска не применяется.
Применение метода объемно-поверхностной закалки позволяет за один технологический цикл нагрева и охлаждения осуществить поверхностную закалку на заданную глубину с получением максимальной твердости, уровень которой, главным образом, зависит от химического состава чугуна, а также добиться упрочнения глубоких слоев изделия на структуру троостомартенсита.
Такое сочетание обеспечивает высокий уровень механических свойств, в том числе и рост прочностных свойств более чем на 30%, по сравнению со стандартными клиньями из Сч25 (см.таблицу 1)
|
В табл. приведены средние значения по результатам испытания шести образцов.
Учитывая схему вырезки цилиндрических образцов, следует иметь в виду, что данный вид испытаний оценивает усредненные значения, так как в сечение образца при изготовлении частично попадает упрочненный слой и вязкая сердцевина. Это положение распространяется на клинья из серого чугуна Сч25 после объемно-поверхностной закалки.
При реализации процесса объемно-поверхностной закалки только вертикальной поверхности клиньев из чугуна Сч25. Наклонная поверхность предусматривает применение защиты в виде полиуретановой накладки. Режим термической обработки клиньев аналогичен основному варианту.
Результаты полигонных испытаний клиньев из Сч25 упрочненных методом объемно-поверхностной закалки на установке с упрочнением вертикальной и наклонной поверхностей показали, что пробег тележки, оборудованных такими
клиньями составляет свыше 500 тыс.км при сохранении работоспособности. Анализ повреждаемое базового варианта чугунных клиньев из Сч25 в
эксплуатации показывает, что одной из причин отказов клиньев в эксплуатации является образование трещин на наклонной поверхности в виду сложного напряженного состояния, возникающего в клине из-за действия на него изгибающегося момента, что возможно при обеспечении оптимальной приработки фрикционных поверхностей клина с ответными контактными поверхностями.
Конструктивной особенностью чугунного фрикционного клина, обеспечивающей его самоустановку и оптимальную приработку, является наличие выступающих на высоту двух миллиметров над его наклонной поверхностью контактных площадок - известный фрикционный клин.
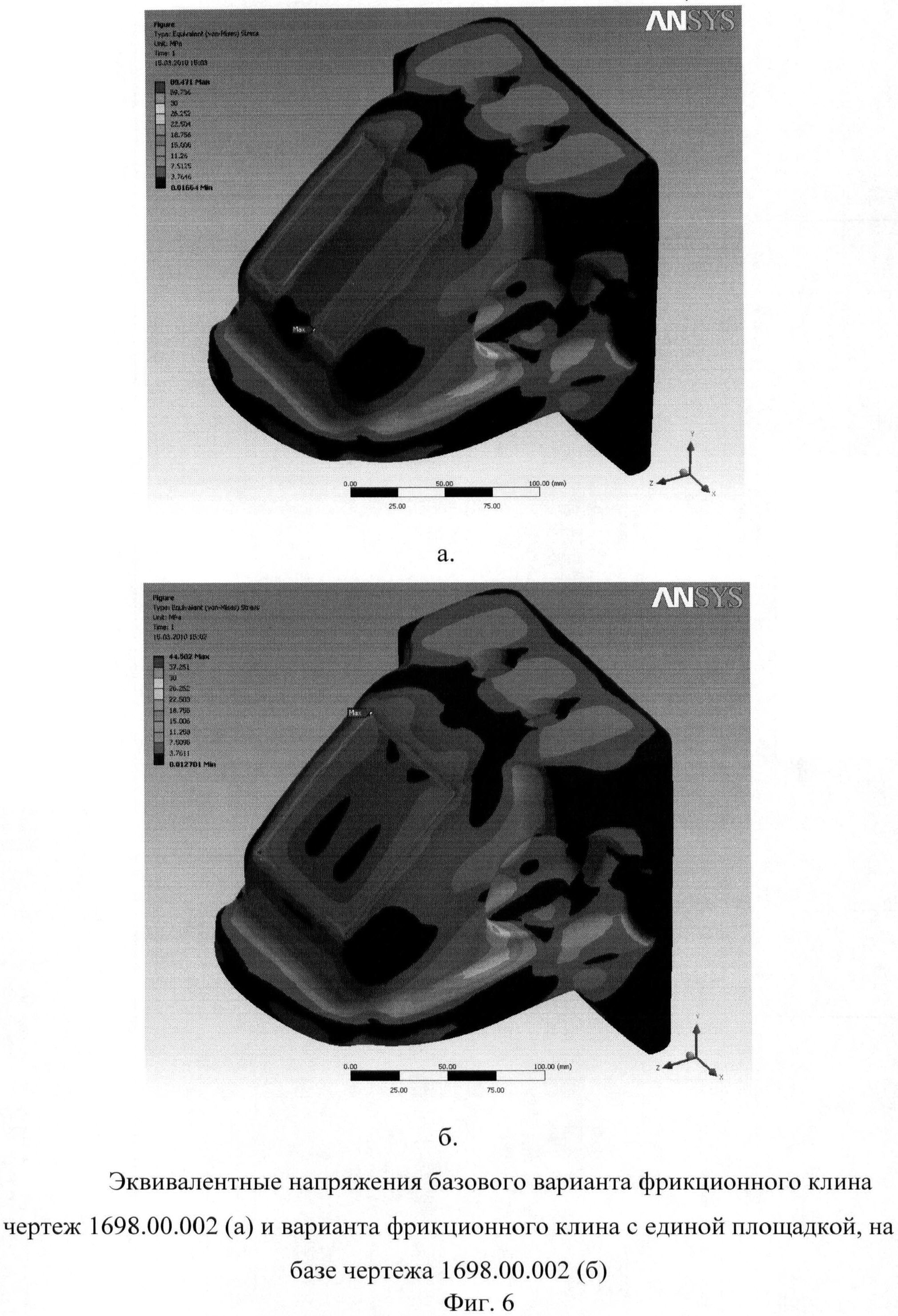
Помимо выше указанных эффектов от наличия данных контактных площадок необходимо, отметить, что они являются концентраторами напряжений на данной поверхности на всем этапе их существования. Для исключения данного негативного влияния была разработана конструкция фрикционного клина с наклонной поверхностью, выполненной в виде ровной плоскости (единой площадкой), что позволило выполнить уточненный анализ напряженно-деформированного состояния конструкции. Расчеты производились исходя из «Норм для расчета и проектирования вагонов железных дорог МПС колеи 1520 (несамоходных)», расчетные эквивалентные напряжения по Мизесу сведены в таблице 2 и на фиг.6: фиг.6а - эквивалентные напряжения базового варианта фрикционного клина, изготовленного по черт. 1698.00.002; фиг.6б - вариант фрикционного клина с единой площадкой на базе черт. 1698.00.002.
|
В результате проведенной оценки было установлено, что максимальные эквивалентные напряжения в базовом варианте клина, действуют в нижних зонах контактных площадок. Так же было установлено снижение максимальных эквивалентных напряжений в варианте с наклонной поверхностью выполненной с ровной плоскостью (единой площадкой) в сравнении с базовым вариантом клина на 50%.
Исходя из результатов проведенной оценки, следует, что действующие максимальные эквивалентные напряжения в рассмотренных вариантах не превышают допускаемые. При этом напряженное состояние базового варианта является более неблагоприятным, что возможно не столь существенно при отсутствии упрочнения наклонной поверхности, так как износ контактных площадок происходит в достаточно короткий эксплуатационный период.
При применении метода упрочнения по технологии объемно-поверхностной закалки эксплуатационный период существования конструктивных контактных площадок возрастает в несколько раз, а следовательно, возрастает и продолжительность действия максимальных эквивалентных напряжений, установленных для базового варианта фрикционного клина.
Анализ полученных результатов показывает, что при выборе конструктивного изменения клина для устранения высокого уровня напряжений в наклонной поверхности клина наличие двух площадок устраняется и опорная наклонная поверхность клина имеет ровную плоскость (единую площадку, поверхность) с увеличением толщины на 2 мм.
Способ термической обработки стальных фрикционных клиньев тележки грузового вагона и закалочное устройство для его осуществления
Способ изготовления упругой клеммы для рельсового скрепления и упругая клемма
Способ измерения и контроля намагниченности рельсов
Способ термической обработки железнодорожных бандажей
Способ закалки пружинных клемм и установка для его осуществления
Способ термической обработки стальных фрикционных клиньев тележки грузового вагона и закалочное устройство для его осуществления

