Результат интеллектуальной деятельности: УСТАНОВКА И СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ, В ЧАСТНОСТИ, КУЗОВОВ АВТОМОБИЛЕЙ
Вид РИД
Изобретение
Настоящее изобретение относится к установке для обработки поверхностей деталей, в частности кузовов автомобилей, содержащей множество транспортирующих устройств, на которые может устанавливаться с возможностью снятия, соответственно, по меньшей мере, одна обрабатываемая деталь, устройство подачи, с помощью которого транспортирующие устройства могут перемещаться через установку для обработки, по меньшей мере, одну ванну для обработки, которая расположена в первой плоскости подачи установки для обработки и в которую могут помещаться транспортирующие устройства с расположенными на них деталями и, по меньшей мере, одно устройство очистки, которое пригодно и оборудовано для очистки транспортирующих устройств после обработки поверхности деталей. Кроме того, предложенное на рассмотрение изобретение относится к способу обработки поверхности деталей, в частности кузовов автомобилей.
Установки для обработки поверхности деталей, в частности кузовов автомобилей, с помощью которых поверхности деталей могут быть, к примеру, отлакированы или обработаны каким-либо иным способом, уже известны из уровня техники в различных вариантах выполнения.
В DE 196 41 048 A1 описана, к примеру, установка для обработки поверхности деталей, в частности кузовов автомобилей, которая имеет несколько расположенных в направлении подачи друг за другом ванн для обработки, в которые могут помещаться обрабатываемые детали (к примеру, кузова автомобилей), разъемным образом расположенные на транспортирующих устройствах. Обрабатываемые детали в процессе погружения с вращением за счет наложения поступательного и вращательного движений в начале ванны для обработки погружаются при этом в соответствующую ванну для обработки, а в конце ванны для обработки за счет наложения поступательного и вращательного движений снова выгружаются из ванны для обработки. Транспортирующие устройства (поворотные устройства) позволяют осуществлять при этом вращательное движение вокруг собственной оси. После обработки поверхности деталей должна быть произведена ручная очистка транспортирующих устройств относительно дорогостоящим способом.
Из уровня техники уже известно об использовании насадок для автоматизации и, вследствие этого, упрощения процесса очистки транспортирующих устройств после обработки поверхности деталей. Установка для обработки ранее указанного типа известна из американского патента US 5110440. В этой установке для обработки, с помощью которой кузова автомобилей могут подвергаться процессу катодного лакирования погружением, предусмотрена станция погрузки, в которой еще не лакированные кузова автомобилей могут устанавливаться на транспортирующее устройство (поворотное устройство). Посредством устройства подачи транспортирующее устройство продвигается вдоль линии лакирования погружением, имеющей множество рабочих зон, соответственно, с одной ванной для обработки, и лакируются в процессе так называемого способа погружения с вращением (Rodip-способ). Установка для обработки имеет сушильную станцию, в которой отлакированные кузова автомобилей высушиваются и затем передаются на станции последующей обработки, расположенные параллельно линии лакирования погружением. Вслед за сушильной станцией расположены две последующие рабочие станции, в которых ненагруженные транспортирующие устройства сначала очищаются в ванне для очистки посредством способа погружения с вращением, а затем промываются в расположенной далее ванне для промывки. Очищенные таким образом по окончании процесса лакирования погружением транспортирующие устройства на участке обратного хода, расположенном выше линии лакирования погружением, снова подаются на станцию погрузки и там могут быть снова нагружены нелакированными кузовами автомобилей. Недостаток решения, известного из вышеописанного документа, состоит в том, что оно требует достаточно много места.
В основе настоящего изобретения лежит задача создания установки ранее указанного типа для обработки поверхности деталей, в частности кузовов автомобилей, которая осуществлена более компактно, чем известные из уровня техники решения, и которая позволяют осуществлять эффективную очистку транспортирующих устройств. Кроме того, в основе предложенного на рассмотрение изобретения лежит задача создания способа обработки поверхности деталей, в частности кузовов автомобилей, при котором очистка транспортирующих устройств после обработки поверхности может быть облегчена в сравнении с уровнем техники.
Решение данной задачи позволяет осуществить установка для обработки деталей, в частности кузовов автомобилей, ранее указанного типа с признаками отличительной части пункта 1 формулы изобретения. В отношении способа данная задача решается посредством способа с признаками пункта 11 формулы изобретения. Последующие зависимые пункты формулы изобретения относятся к предпочтительным вариантам выполнения изобретения. Согласно пункту 1 формулы изобретения установка для обработки деталей, в частности кузовов автомобилей, в соответствии с изобретением, характеризуется тем, что, по меньшей мере, одно устройство для очистки расположено во второй плоскости подачи установки для обработки, которая в вертикальном направлении смещена относительно первой плоскости подачи. За счет этих мероприятий может быть достигнуто то, что устройство для очистки может относительно компактно располагаться во второй плоскости подачи и, тем самым, на участке обратного хода установки для обработки. Вследствие этого, в предпочтительном варианте выполнения возможно осуществить установку для обработки в целом более компактно по сравнению с решениями, известными из уровня техники, в частности из американского патента US 5110440. Следующее преимущество настоящего изобретения состоит в том, что обработка поверхности деталей осуществляется в другой плоскости подачи установки для обработки, чем в процессе очистки транспортирующих устройств.
В особо предпочтительном варианте выполнения изобретения предлагается, что вторая плоскость подачи располагается ниже первой плоскости подачи. Другими словами, в данном варианте выполнения изобретения первая плоскость подачи, в которой производится обработка поверхности деталей в ваннах для обработки, расположена выше второй плоскости подачи, в которой производится очистка пустых транспортирующих устройств. В альтернативном варианте выполнения изобретения может быть предусмотрено также, что вторая плоскость подачи расположена выше первой плоскости подачи. В этом варианте выполнения первая плоскость подачи, в которой производится обработка деталей, расположена ниже второй плоскости подачи, в которой производится очистка пустых транспортирующих устройств.
В предпочтительном варианте выполнения изобретения предлагается, что устройство очистки содержит, по меньшей мере, одну ванну для очистки, в которую могут помещаться транспортирующие устройства. Пустые транспортирующие устройства при помощи устройства подачи могут друг за другом помещаться, по меньшей мере, в одну ванну для очистки для освобождения транспортирующих устройств от остатков рабочих жидкостей, которые подавались в ванны для обработки. С этой целью транспортирующие устройства на определенное, предварительно установленное или предварительно устанавливаемое время должны оставаться в ванне для очистки. Также может быть предусмотрено, что установка для обработки имеет несколько ванн для очистки, которые на участке обратного хода установки для обработки в направлении подачи расположены друг за другом. Чтобы дополнительно улучшить эффективность устройства для очистки, особо предпочтительный вариант выполнения изобретения предусматривает, что устройство для очистки имеет, по меньшей мере, одно устройство для промывки, внутри которого на транспортирующие устройства подается промывочная жидкость. В предпочтительном варианте выполнения промывочное устройство в направлении подачи расположено сзади, по меньшей мере, одной ванны для очистки. В предпочтительном варианте выполнения изобретения может быть, к примеру, предусмотрено, что устройство для промывки содержит промывочную ванну, с помощью которой осуществляется очистка транспортирующих устройств в ходе комбинированного процесса разбрызгивания и промывки.
В особо предпочтительном варианте выполнения изобретения предлагается, что транспортирующие устройства и устройство подачи выполнены таким образом, что транспортирующие устройства с расположенными на них деталями за счет наложения поступательного и вращательного движений в начале каждой ванны для обработки могут быть погружены в ванну для обработки, а в конце ванны для обработки за счет наложения поступательного и вращательного движений могут быть снова выгружены из соответствующей ванны для обработки. Посредством такого способа погружения с вращением на каждом этапе процесса может быть достигнута эффективная степень обработки поверхности деталей. Транспортирующие устройства могут быть выполнены предпочтительно в виде поворотных устройств, позволяющих осуществлять вращение вокруг собственной оси.
В особо предпочтительном варианте выполнения предусмотрено, что транспортирующие устройства и устройство подачи выполнены таким образом, что транспортирующие устройства за счет наложения поступательного и вращательного движений в начале, по меньшей мере, одной ванны для очистки могут быть погружены в ванну для очистки, а в конце ванны для очистки за счет наложения поступательного и вращательного движений могут быть снова выгружены из ванны для очистки. Посредством такого способа погружения с вращением может быть достигнута эффективная степень очищения транспортирующих устройств. В предпочтительном варианте транспортирующие устройства непосредственно после изменения направления движения подачи с первой плоскости подачи во вторую плоскость подачи, производимого с помощью поворотных средств, которые могут быть выполнены, в частности, как поворотные ролики, могут быть погружены в ванну для очистки, в которой они затем подвергаются воздействию моющей жидкости.
В следующем предпочтительном варианте выполнения изобретения предусмотрена возможность выполнять транспортирующие устройства и устройство подачи таким образом, чтобы транспортирующие устройства за счет наложения поступательного и вращательного движений были перемещены в промывочное устройство.
Способ обработки поверхности деталей, в частности кузовов автомобилей, в установке для обработки с большим количеством транспортирующих устройств, которые непрерывно перемещаются через установку для обработки, содержащей, согласно пункту 11 формулы изобретения, следующие этапы:
- в начале первой плоскости подачи на каждое из транспортирующих устройств разъемным образом помещается, соответственно, по меньшей мере, одна обрабатываемая деталь,
- транспортирующее устройство совместно с расположенной на нем деталью перемещается в первой плоскости подачи и помещается, по меньшей мере, в одну ванну для обработки поверхности детали,
- деталь после обработки поверхности удаляется с транспортирующего устройства,
- транспортирующее устройство перемещается в смещенную по вертикали относительно первой плоскости подачи вторую плоскость подачи и, по меньшей мере, в одном устройстве для очистки подвергается процессу очистки,
- транспортирующее устройство перемещается к началу первой плоскости подачи.
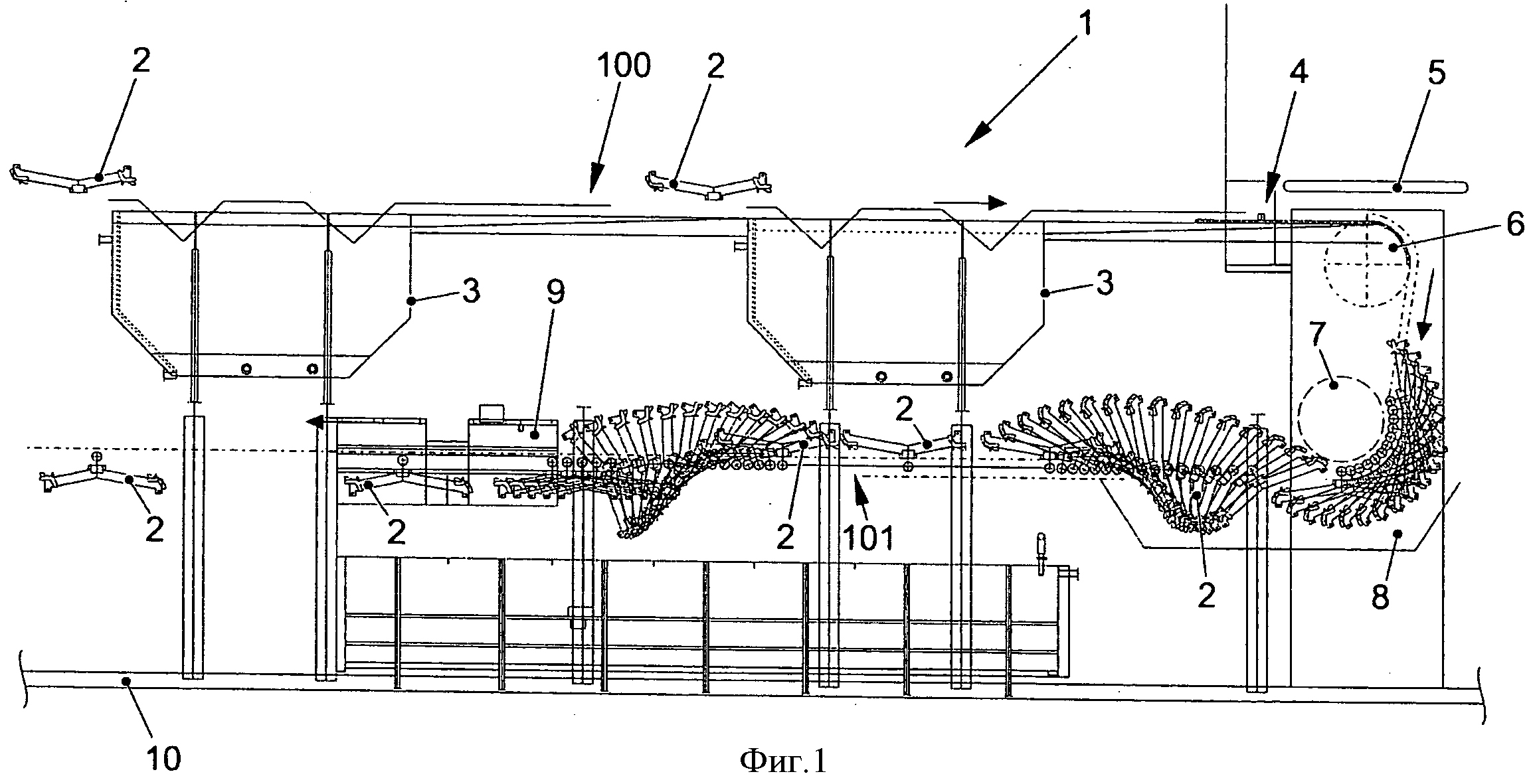
Другие признаки и преимущества настоящего изобретения ясно демонстрируются на основании последующего описания предпочтительного варианта выполнения, со ссылкой на приложенную фиг.1, которая на виде сбоку демонстрирует фрагмент установки 1 для обработки деталей, в частности кузовов автомобилей.
Установка 1 для обработки имеет несущую структуру 10, которая определяет две плоскости 100, 101 подачи. Первая плоскость 100 подачи и вторая плоскость 101 подачи располагаются, в основном, параллельно друг другу, причем вторая плоскость 101 подачи проходит ниже первой плоскости 100 подачи и тем самым расположена со смещением в вертикальном направлении относительно первой плоскости 100 подачи. В первой плоскости 100 подачи предусмотрено несколько ванн 3 для обработки, которые в направлении подачи, обозначенном на фиг.1 посредством стрелки, расположены друг за другом. Ванны 3 для обработки, в которых могут обрабатываться поверхности деталей, которыми могут являться, в частности кузова автомобилей, соответственно, наполнены технологической водой. Установка 1 для обработки деталей в представленном здесь примере пригодна для катодного лакирования деталей погружением. Под катодным лакированием погружением понимается электрохимический способ, при котором на предназначенные для лакирования детали в ванне 3 для обработки или, как в представленном здесь примере выполнения, в нескольких ваннах 3 для обработки наносится покрытие. Так как метод катодного лакирования погружением из уровня техники известен уже достаточно давно, то в данном случае не должно быть представлено более детального описания особенностей данного способа.
Установка 1 для обработки содержит множество транспортирующих устройств 2, на которых, соответственно, разъемным образом может располагаться, по меньшей мере, одна, предназначенная для обработки в установке 1, деталь, в частности кузов автомобиля. В предпочтительном варианте установка 1 для обработки имеет для этой цели в начале первой плоскости 100 подачи не представленную здесь более детально станцию погрузки, в которой детали могут нагружаться на соответствующие транспортирующие устройства 2. Транспортирующие устройства 2 с помощью устройства подачи (не обозначенного отдельной позицией), взаимодействующего с транспортирующими устройствами 2, в процессе непрерывного вращения подаются в направлении подачи устройства 1 для обработки вдоль первой плоскости 100 подачи и второй плоскости 101 подачи.
Транспортирующие устройства 2 и устройство подачи выполнены при этом таким образом, что транспортирующие устройства 2 с расположенными на них деталями в первой плоскости 100 подачи за счет наложения поступательного и вращательного движений в процессе погружения с вращением в начале каждой ванны 3 для обработки могут быть погружены в ванну 3 для обработки, а в конце ванны 3 для обработки за счет повторного наложения поступательного и вращательного движений могут быть снова выгружены из соответствующей ванны 3 для обработки. Такой способ погружения с вращением позволяет осуществить особо прочное и эффективное лакирование погружением или обработку поверхности деталей. В предпочтительном варианте транспортирующие устройства 2 выполнены как поворотные устройства, позволяющие осуществлять вращение вокруг своей собственной оси.
Устройство 1 для обработки имеет в конце первой плоскости 100 подачи деблокирующее устройство 4, посредством которого разъемное соединение деталей с соответствующим транспортирующим устройством 2, в предпочтительном варианте автоматически, может быть деблокировано. К деблокирующему устройству 4 в направлении подачи примыкает устройство 5 выдачи, посредством которого детали после обработки поверхности (лакирования) захватываются соответствующим транспортирующим устройством 2 и выводятся из установки 1 для обработки. Отлакированные детали могут затем быть поданы, к примеру, на не представленную здесь более детально сушильную станцию, в которой они могут быть просушены. Кроме того, могут быть предусмотрены и другие станции последующей обработки, на которых поверхности деталей могут подвергаться дополнительной обработке.
Для того чтобы пустые транспортирующие устройства 2 после обработки поверхности деталей могли быть очищены и, вследствие этого, освобождены от остатков технологической воды, которая во время обработки подавалась в ванны 3 для обработки, транспортирующие устройства 2 поворачиваются, проходя через первое поворотное средство 6 и через второе поворотное средство 7, и попадая во вторую плоскость 101 подачи, которая располагается ниже первой плоскости 100 подачи, там подводятся к устройству очистки. Оба поворотных средства 6, 7 выполнены в данном примере как поворотные ролики.
Устройство очистки в данном варианте выполнения изобретения содержит ванну 8 для очистки, которая расположена в начале второй плоскости 101 подачи и наполнена моющей жидкостью, а также устройство 9 для промывки, расположенное в направлении подачи за ванной 8 для очистки. Вместо одной отдельной ванны 8 для очистки и одного отдельного устройства 9 для промывки может быть предусмотрено несколько расположенных друг за другом во второй плоскости 101 подачи ванн 8 для очистки и/или устройств 9 для промывки.
Транспортирующие устройства 2 в данном варианте выполнения изобретения после поворота с помощью поворотных устройств 6, 7 за счет наложения поступательного и вращательного движений в начале ванны 8 для очистки погружаются непосредственно в ванну 8 для очистки, а в конце ванны 8 для очистки за счет наложения поступательного и вращательного движений снова выгружаются из ванны 8 для очистки. Другими словами, транспортирующие устройства 2 после поворота погружаются непосредственно в ванну 8 для очистки и там очищаются при помощи моющей жидкости.
По истечении определенного, предварительно установленного или предварительно устанавливаемого времени пребывания в ванне 8 для очистки (к примеру, приблизительно 60 секунд), транспортирующие устройства 2 за счет комбинированного поступательного и вращательного движений выгружаются из ванны 8 для очистки и подаются затем к устройству 9 для промывки, в котором осуществляется их промывка моющей жидкостью. Устройство 9 для промывки в данном примере выполнения изобретения включает в себя промывочную ванну, в которой осуществляется промывка транспортирующих устройств 2. Видно, что транспортирующие устройства 2 опять же за счет наложения поступательного и вращательного движений подаются в устройство 9 для промывки. По окончании процесса промывки в устройстве 9 для промывки транспортирующие устройства 2 посредством чисто поступательного движения во второй плоскости 101 подачи непрерывно перемещаются далее в направлении подачи и посредством также не представленных здесь более детально поворотных роликов, которые, к примеру, также могут быть выполнены как поворотные ролики, снова перемещаются из второй плоскости 101 подачи в первую плоскость 100 подачи установки 1 для обработки. На станции погрузки в начале первой плоскости 100 подачи обрабатываемые детали могут снова устанавливаться на пустые транспортирующие устройства 2 и, как подробно пояснено выше, могут подвергаться обработке в ваннах 3 для обработки установки 1 для обработки.
Способ и установка для переработки отходов, богатых пластмассами
Система ремня безопасности в автомобилях
Передок транспортного средства, в частности автомобиля
Система модуля подушки безопасности
Крепежное устройство на днище автомобиля
Устройство с переставляемым по высоте погрузочным полом для грузового отделения транспортного средства, а также фиксирующее устройство для переставляемого по высоте погрузочного пола транспортного средства
Монтажное устройство и способ монтажа модуля крышки вала
Турбонагнетатель, приводимый в действие выхлопными газами, снабженный байпасным клапаном
Замковое устройство
Крышка из листового металла для тормоза
Способ и установка для переработки отходов, богатых пластмассами
Система ремня безопасности в автомобилях
Передок транспортного средства, в частности автомобиля
Система модуля подушки безопасности
Крепежное устройство на днище автомобиля
Устройство с переставляемым по высоте погрузочным полом для грузового отделения транспортного средства, а также фиксирующее устройство для переставляемого по высоте погрузочного пола транспортного средства
Монтажное устройство и способ монтажа модуля крышки вала
Турбонагнетатель, приводимый в действие выхлопными газами, снабженный байпасным клапаном
Замковое устройство
Крышка из листового металла для тормоза

