ОБРАБАТЫВАЮЩАЯ ГОЛОВКА
Вид РИД
Изобретение
Изобретение относится к обрабатывающей головке для металлообрабатывающих машин, предпочтительно зуборезных или зубошлифовальных станков согласно ограничительной части пункта 1 формулы изобретения.
В известных металлообрабатывающих машинах, таких как многофункциональные металлообрабатывающие станки, например, зуборезные и зубошлифовальные станки, в которых управление многоосевым движением и вращением фрезерного шпинделя и шпиндельной головки осуществляется с помощью расположенных на расстоянии электродвигателей, применяются по отдельности или в комбинации синхронные ремни, червячные передачи и колеса, конические зубчатые передачи и цилиндрические редукторы или конические зубчатые передачи, которые функционально связаны со шпинделем и шпиндельной головкой для вращения шпинделя и шпиндельной головки вокруг двух осей (смотри, например, US-A 5257883).
Из EP 0885081 B2 уже известен непосредственный привод двухкоординатной револьверной головки для шпинделя металлообрабатывающего станка без предусмотрения передачи.
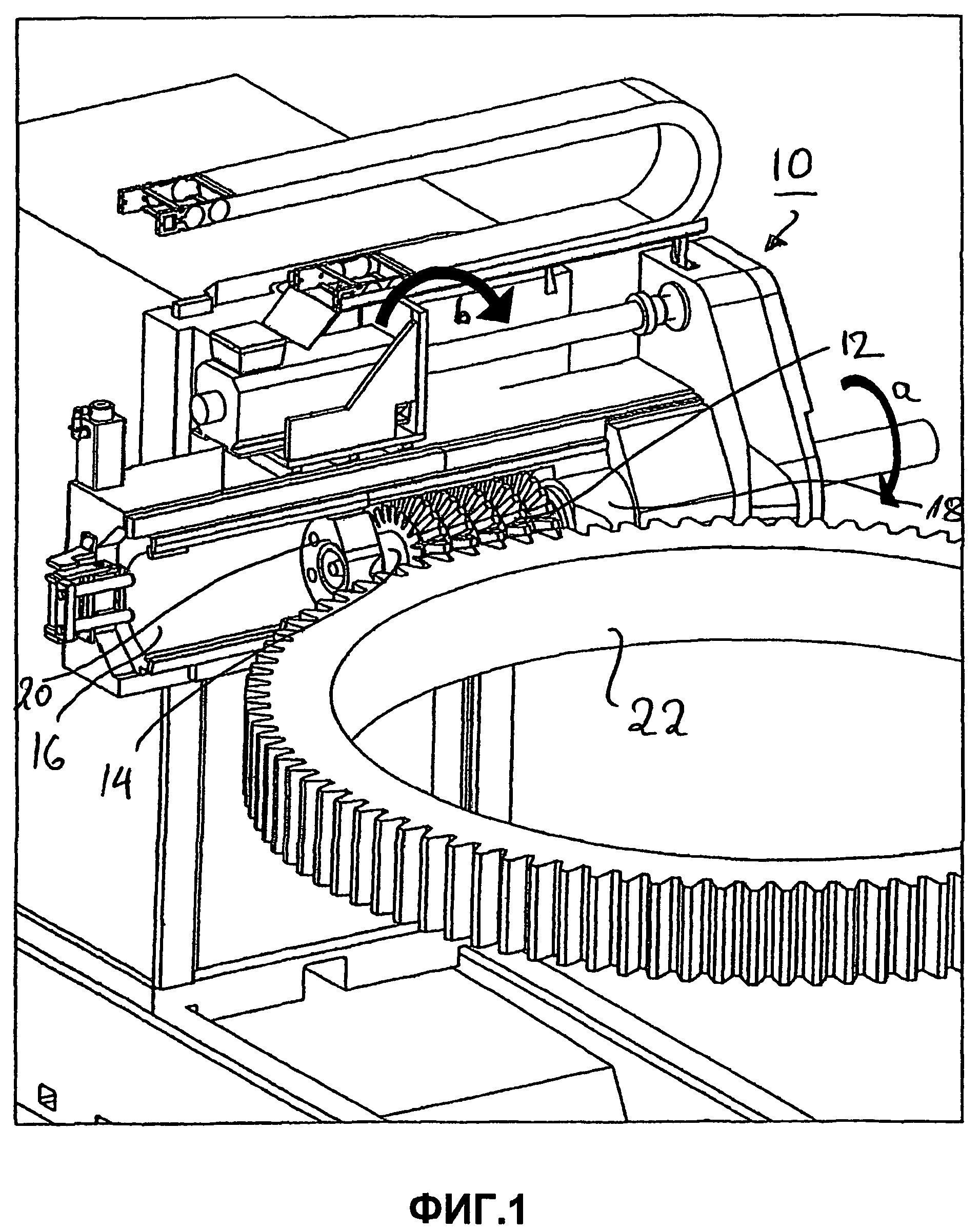
Такая металлообрабатывающая машина для обработки зубьев, согласно уровню техники, показана в качестве примера на фиг.1.
На фиг.1 схематично показан зуборезный станок 10, в котором в качестве обрабатывающей головки на шпинделе 14 в базирующем элементе 16 обрабатывающей головки установлена фреза 12. При этом фреза 12 приводится во вращение от электродвигателя 18 через кинематическую цепь, которая расположена на одной стороне наружной фрезерной головки в станине 16 обрабатывающей головки. Другая сторона шпинделя 14 опирается на контропору 20, которая также расположена в станине обрабатывающей головки. Фреза 12 служит для обработки наружных зубьев детали 22, которая изображена на фиг.1 лишь схематично. Несущий фрезу 12 шпиндель 14 приводится во вращение в направлении стрелки а. Его можно поворачивать в направлении стрелки b для обеспечения возможности изготовления при необходимости косых зубьев.
Задача данного изобретения состоит в создании обрабатывающей головки для металлообрабатывающих машин, которая пригодна, в частности, для применения в тяжелых машинах и, несмотря на высокие в этом случае требования к крутящему моменту, имеет сравнительно небольшие размеры.
Эта задача решена согласно изобретению с помощью комбинации признаков пункта 1 формулы изобретения. В соответствии с этим предлагается обрабатывающая головка для металлообрабатывающих машин, предпочтительно зуборезных и зубошлифовальных станков, у которой непосредственный привод содержит два или больше управляемых синхронно друг с другом электродвигателей. Благодаря этому решению имеется в распоряжении двойной или многократный крутящий момент, так что уменьшается конструктивный объем привода. То есть, может быть реализован меньший диаметр электродвигателей при увеличенном вдвое или в несколько раз крутящем моменте.
Предпочтительные варианты выполнения изобретения следуют из зависимых пунктов формулы изобретения.
В соответствии с этим обеспечивается возможность управления электродвигателями в режиме «главный-подчиненный».
Согласно одному особенно предпочтительному варианту выполнения изобретения электродвигатели расположены с возможностью сдвига и зажима на каретке обрабатывающей головки, т.е. также в станине обрабатывающей головки. За счет этого обеспечивается возможность согласования длины оправки инструмента с диаметром подлежащей обработке детали.
Обрабатывающую головку согласно изобретению можно подводить к детали не только снаружи, но она также пригодна для выполнения в качестве внутренней фрезерной головки.
В качестве внутренней фрезерной головки или шлифовальной головки она может быть расположена вместе со станиной обрабатывающей головки и электродвигателями, которые выполнены, соответственно, небольшими, с возможностью поворота в держателе, так что в этом случае можно без проблем выполнять и косые зубья во внутреннем зубчатом венце.
Другие признаки, подробности и преимущества изобретения следуют из приведенного ниже описания примера выполнения со ссылками на чертежи, на которых изображено:
Фиг.1 - металлообрабатывающая машина с обрабатывающей головкой согласно уровню техники;
Фиг.2, 2а, 3, 4, 4а - обрабатывающие головки согласно изобретению в различных конфигурациях;
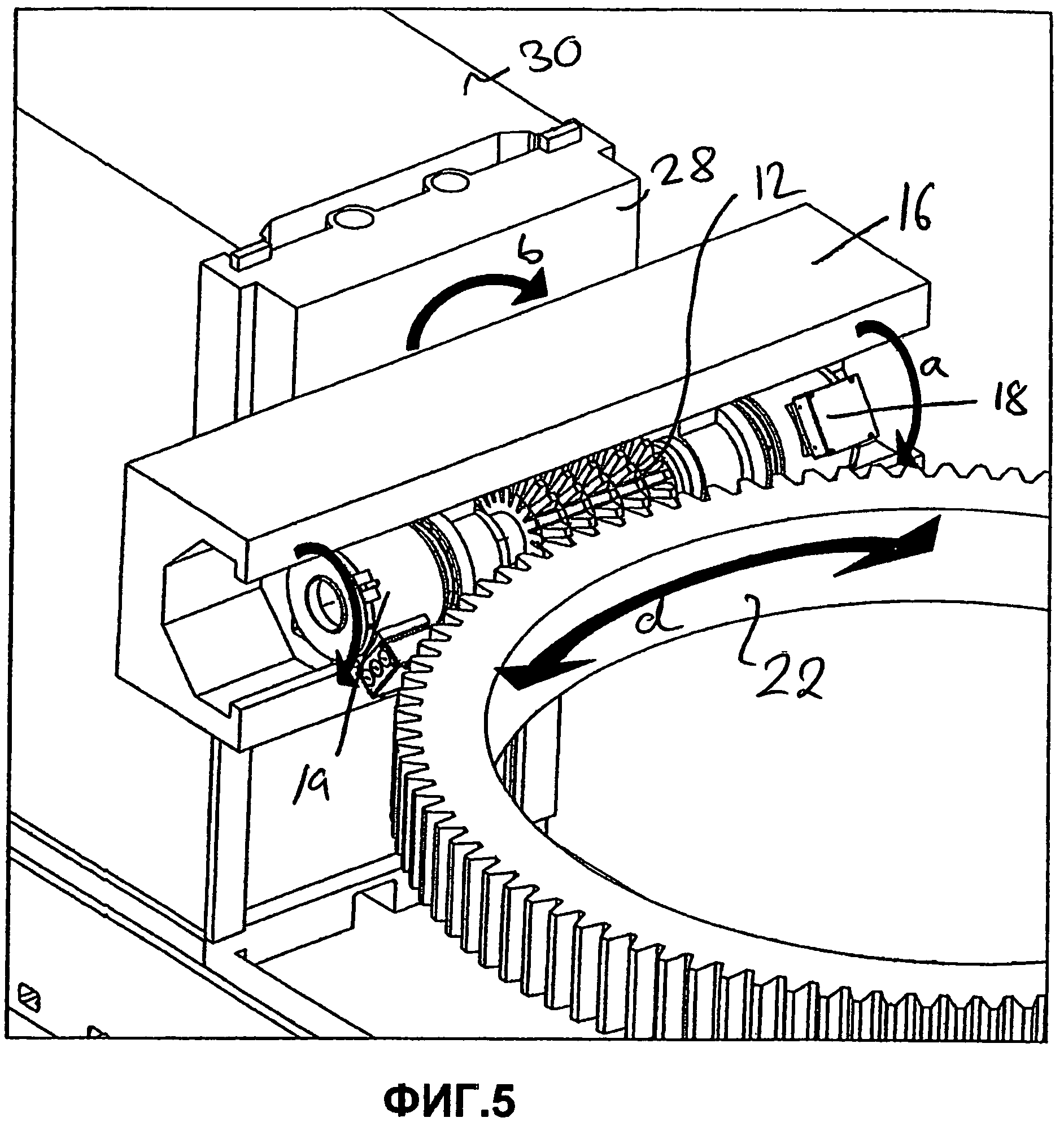
Фиг.5 - обрабатывающая головка согласно изобретению в зацеплении с деталью;
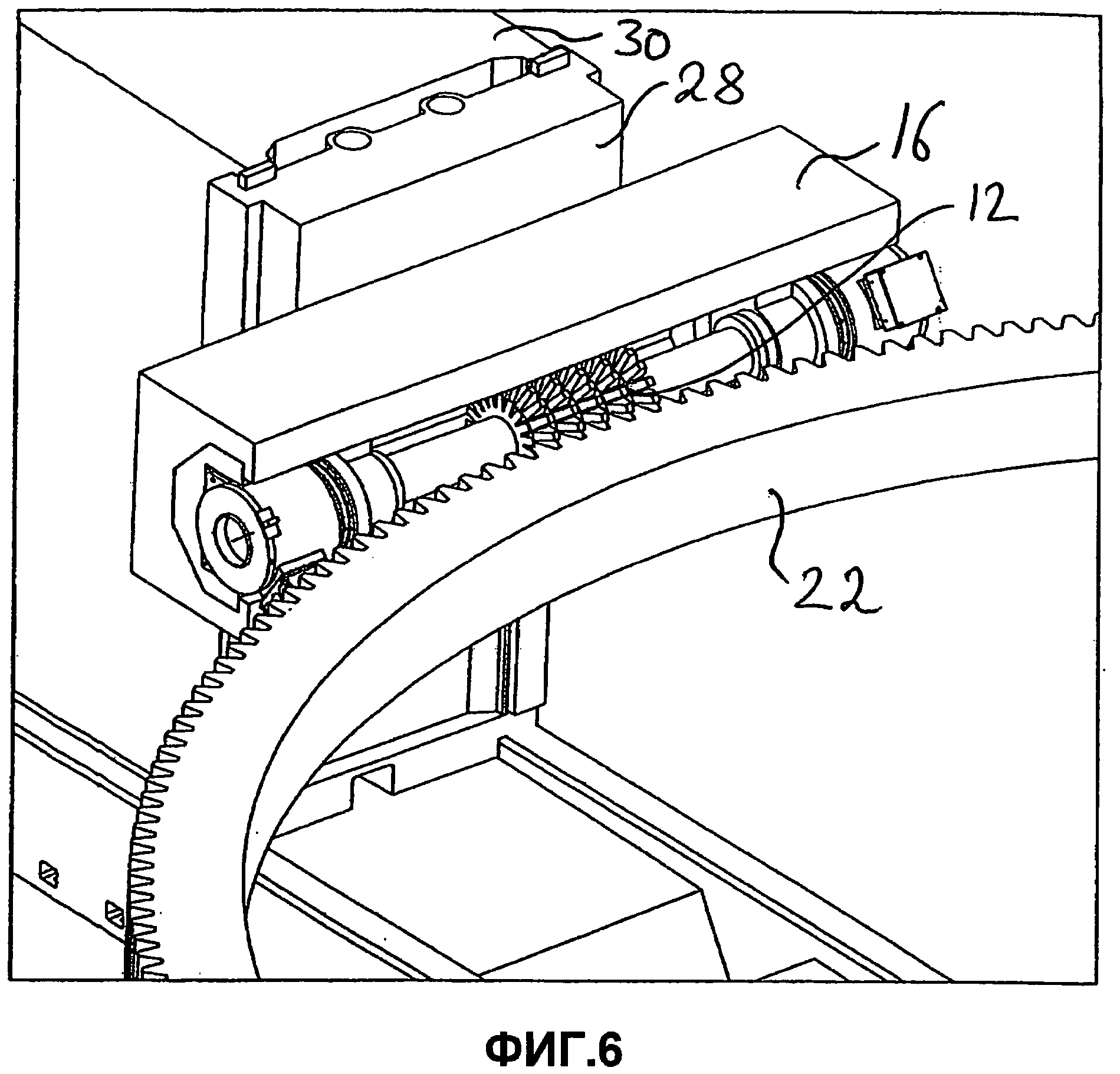
Фиг.6 - обрабатывающая головка согласно фиг.5, в зацеплении с соответственно большей деталью;
Фиг.7 и 8 - внутренняя фрезерная головка согласно другому варианту выполнения данного изобретения; и
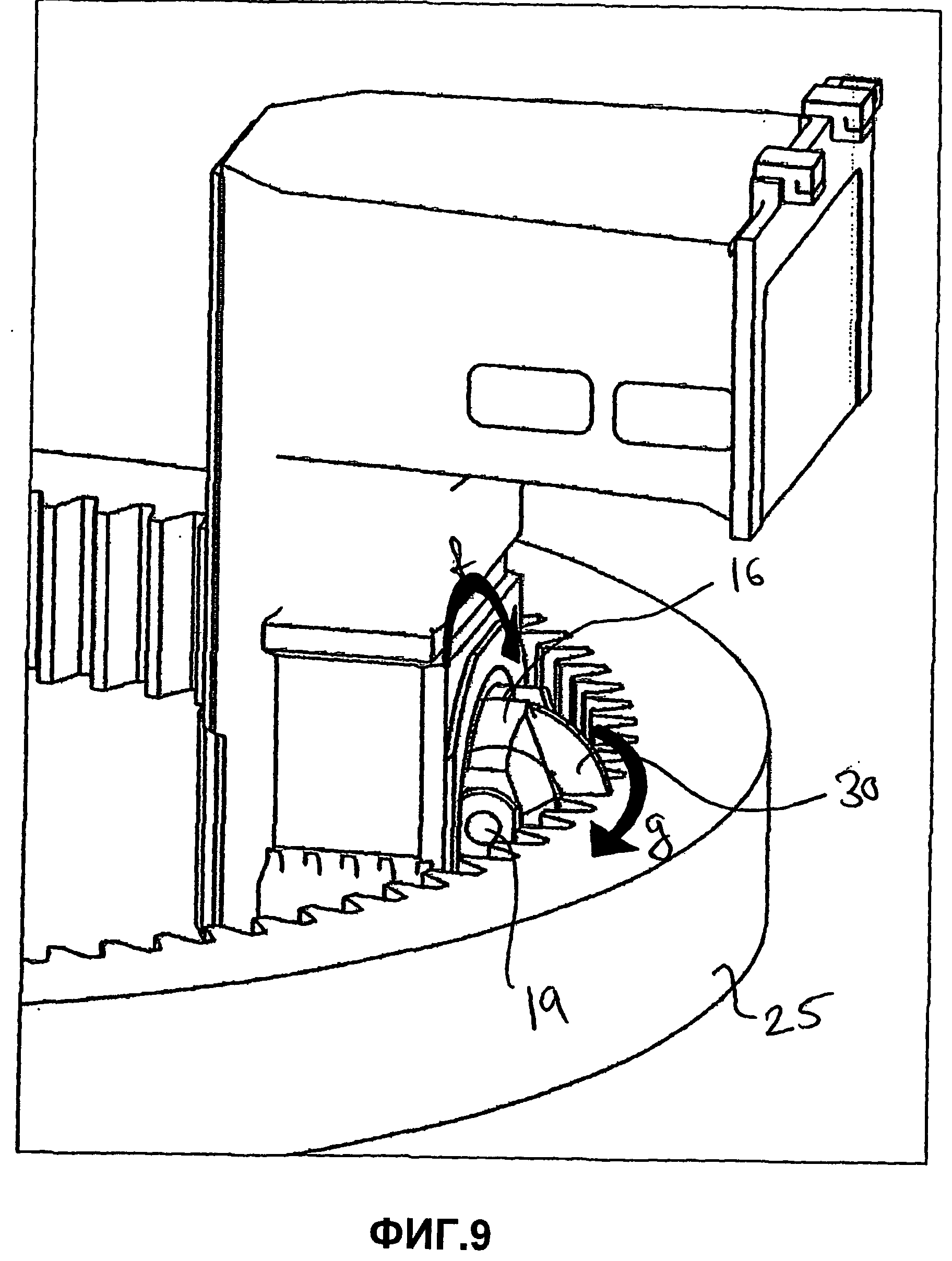
Фиг.9 - внутренняя шлифовальная головка согласно одному варианту выполнения данного изобретения.
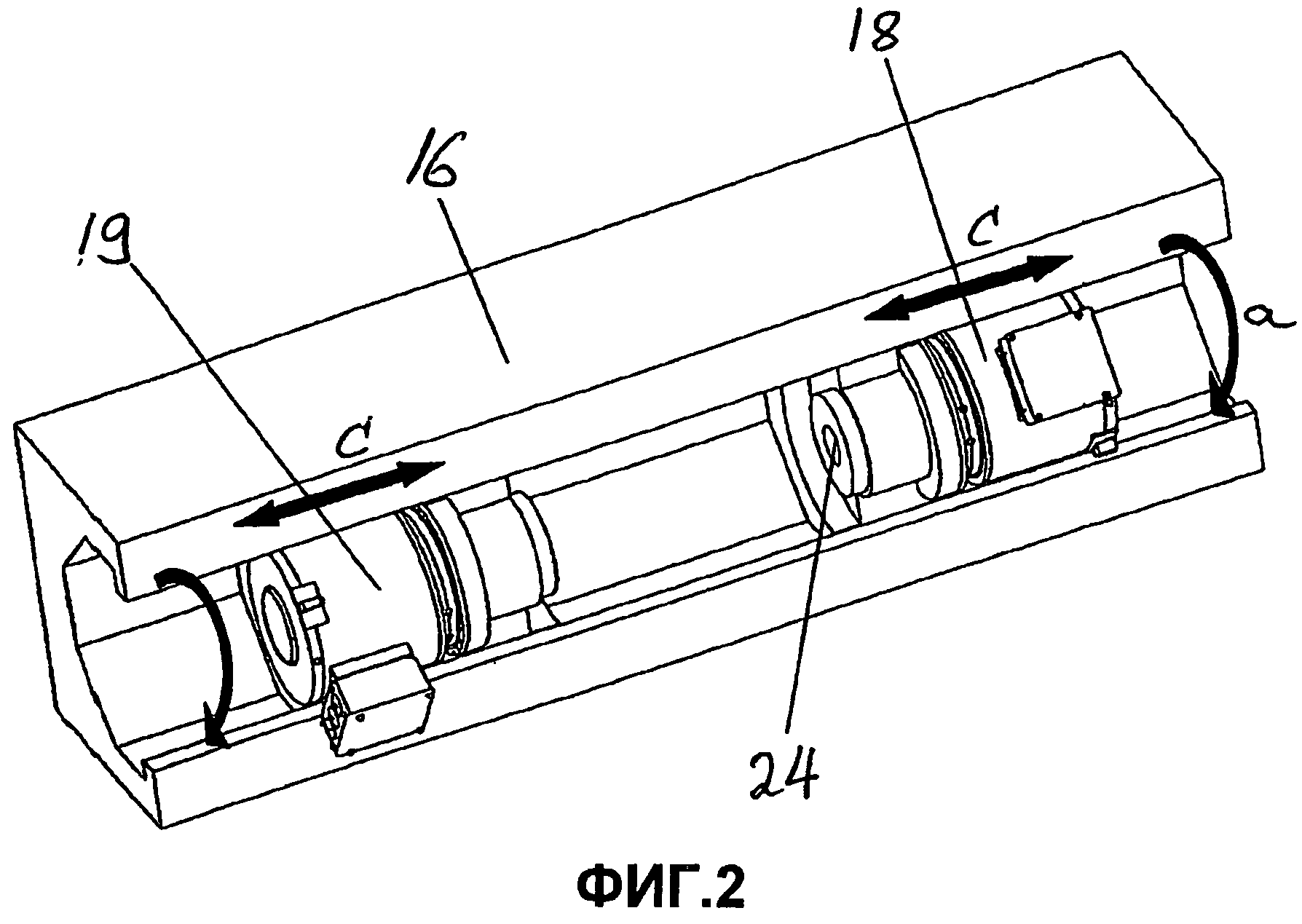
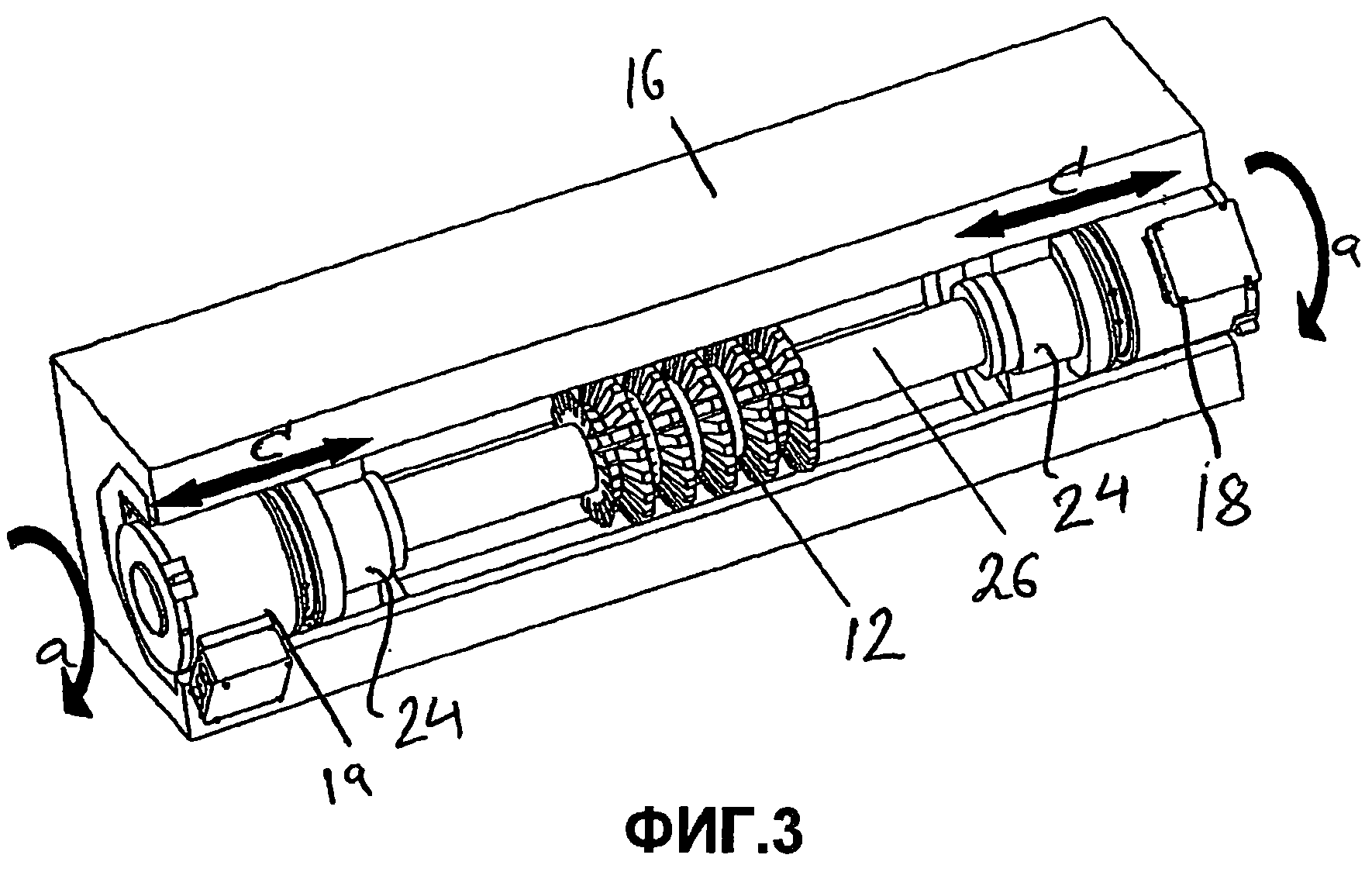
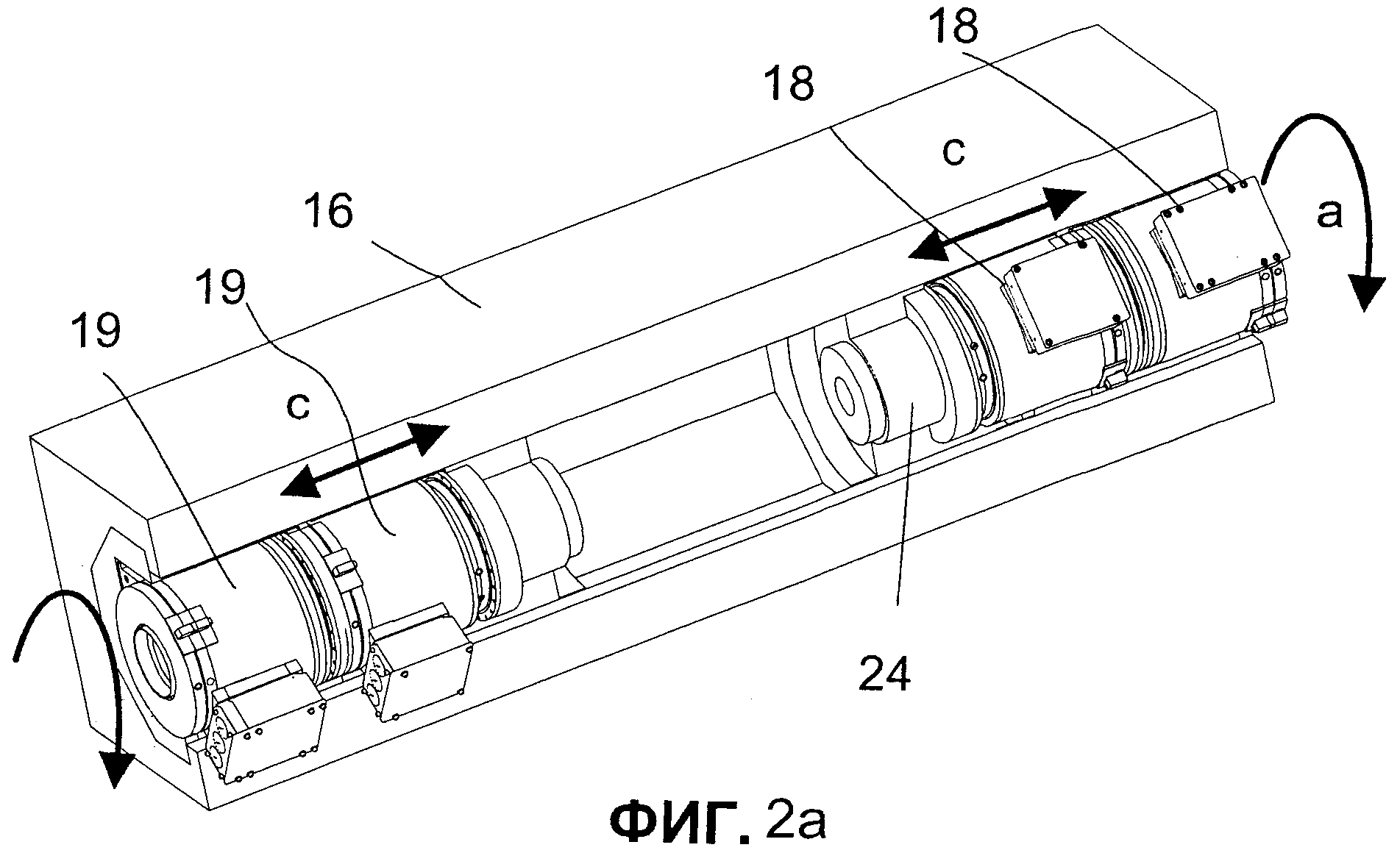
На фиг.2 показана часть металлообрабатывающей машины 10 согласно фиг.1 с выполненной в соответствии с изобретением обрабатывающей головкой. Она имеет станину 16 обрабатывающей головки, которая по своей конструкции и расположению соответствует станине согласно уровню техники. В этой известной станине 16 обрабатывающей головки образован согласно данному изобретению привод из двух электродвигателей 18 и 19, которые расположены по обе стороны не изображенного подробно на фиг.2 инструмента. Непосредственно на электродвигателях 18 и 19 установлены с помощью фланцев приспособления 24 для крепления инструмента. Электродвигатели 18 и 19 можно сдвигать внутри станины 16 обрабатывающей головки в направлении двойной стрелки с и фиксировать в желаемом положении при необходимости посредством зажимания. Кроме того, за счет сдвига обоих электродвигателей реализуется функция оси сдвига. За счет этого можно устанавливать различные инструменты в приспособлении 24 для крепления инструмента электродвигателей 18 и 19. На фиг.3 и 4 показаны в качестве примера различные инструменты. В варианте выполнения согласно фиг.3 на оправке, которая размещена между приспособлениями 24 для крепления инструмента электродвигателей 18 и 19, расположена червячная фреза 12. В этом варианте выполнения оба электродвигателя 18 и 19 очень далеко отодвинуты друг от друга и фиксированы в этом положении посредством зажимания. Этот вариант выполнения соответствует изображению на фиг.6, где станина 16 обрабатывающей головки расположена на каретке 28, которая установлена с возможностью перемещения вдоль машинного держателя 30. Червячная фреза 12 служит в данном случае для обработки детали 22 большого диаметра. При этом показано изготовление соответствующего наружного зубчатого венца.
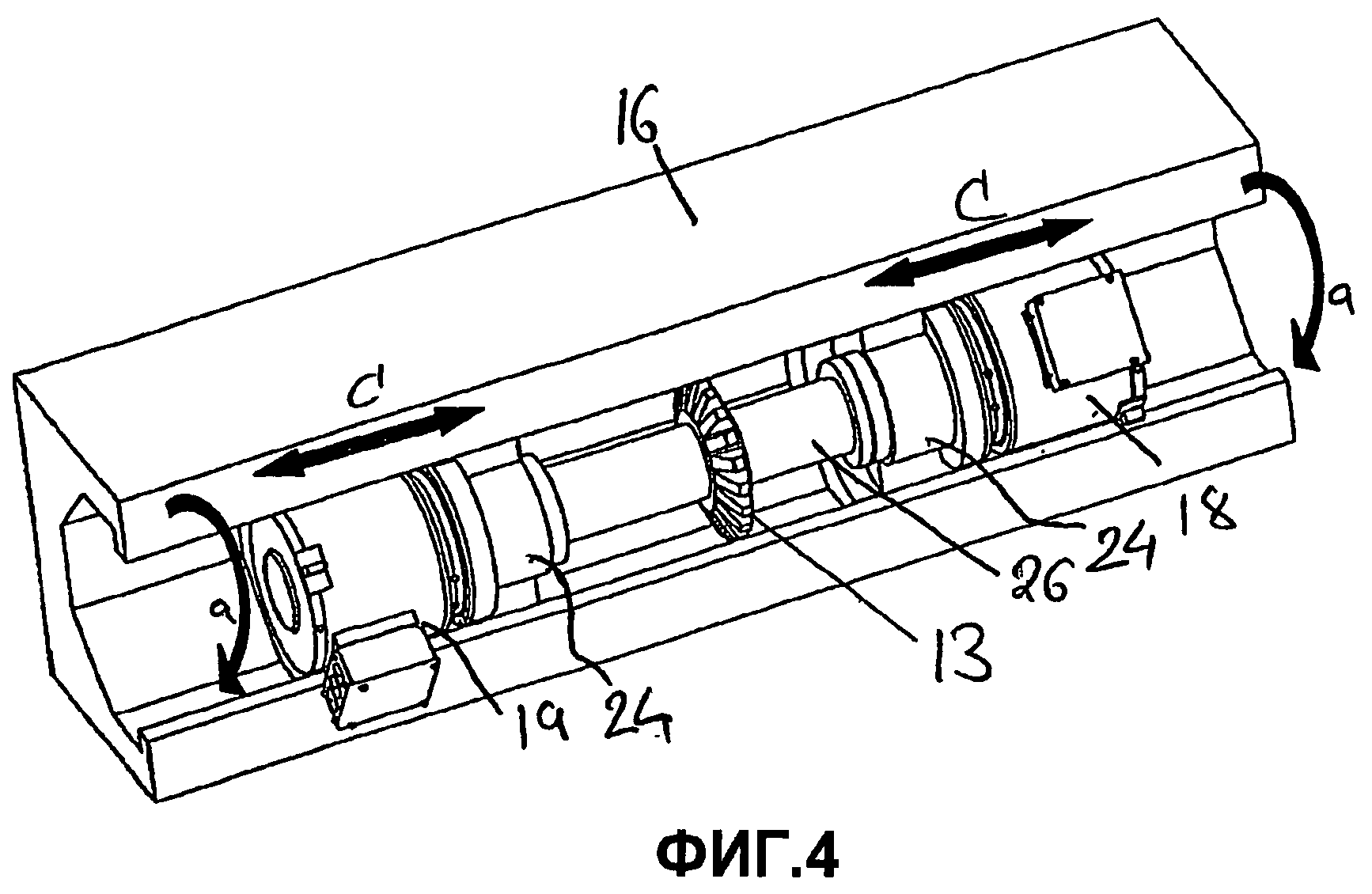
В противоположность этому, на фиг.4 расстояние между электродвигателями сравнительно небольшое. В данном случае в креплениях 24 для инструмента расположена оправка с дисковой фрезой 13.
На фиг.2-4 направление вращения электродвигателей 18 и 19 и, тем самым, инструмента, например, червячной фрезы 12 на фиг.3 или дисковой фрезы 13 на фиг.4, показано направлением стрелки а.
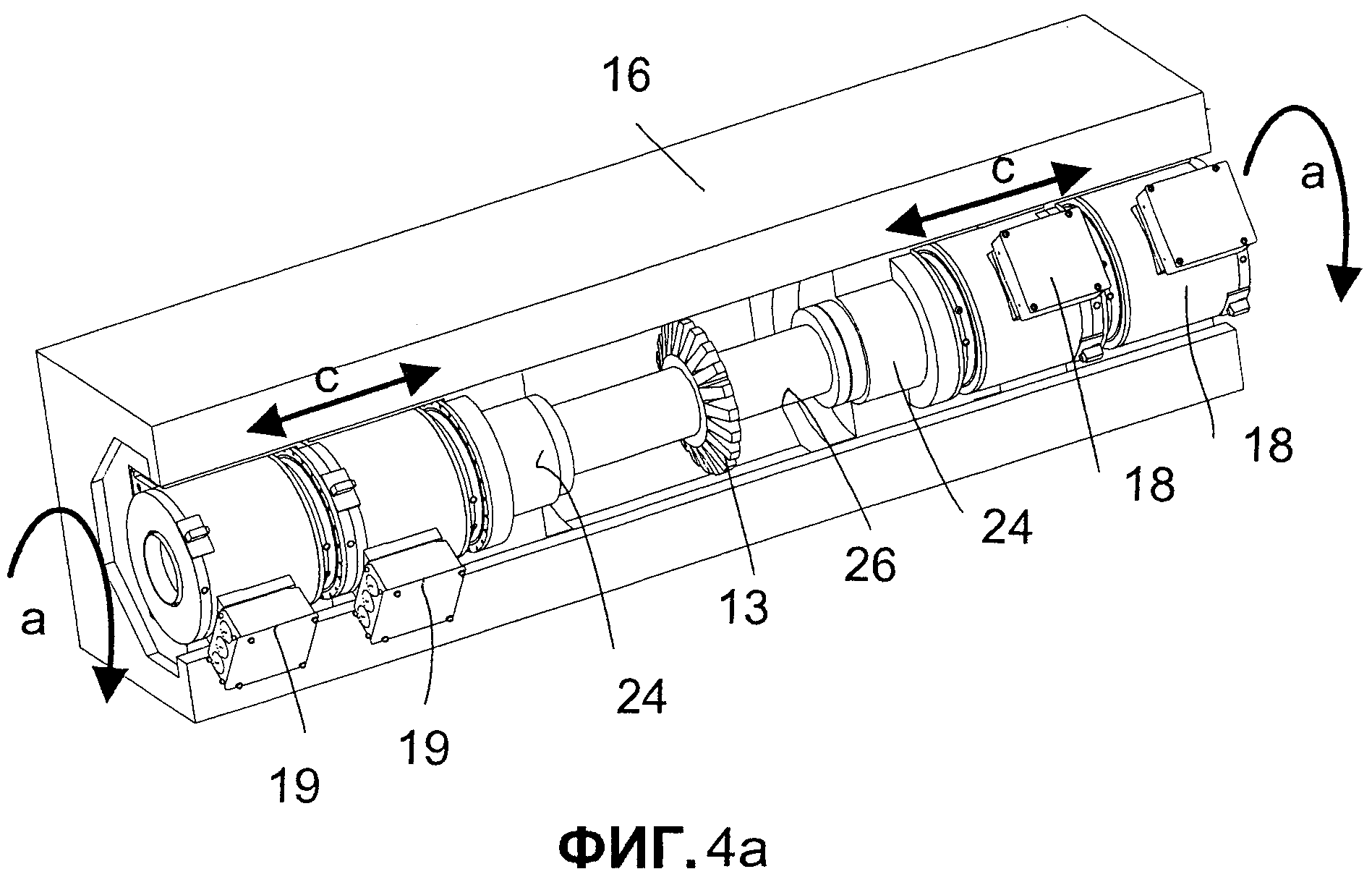
На фиг.2а и 4а показан вариант осуществления привода, в котором за каждым из двигателей 18, 19 установлено еще по одному двигателю. Это позволит увеличить крутящий момент привода без увеличения его диаметра.
На фиг.5 показана установка обрабатывающей головки согласно данному изобретению, при которой обрабатывается деталь 22 меньшего диаметра. Для этого червячная фреза 12 зажата между двумя электродвигателями 18 и 19, при этом зажимная длина оправки 26, на которой установлена червячная фреза 12, сравнительно меньше, чем длина на фиг.6, где обрабатывается деталь большего диаметра. Двойной стрелкой d обозначено направление вращения детали 22. Поворотная стрелка b показывает возможность поворота станины обрабатывающей головки, за счет чего можно изготавливать косые зубья на детали 22.
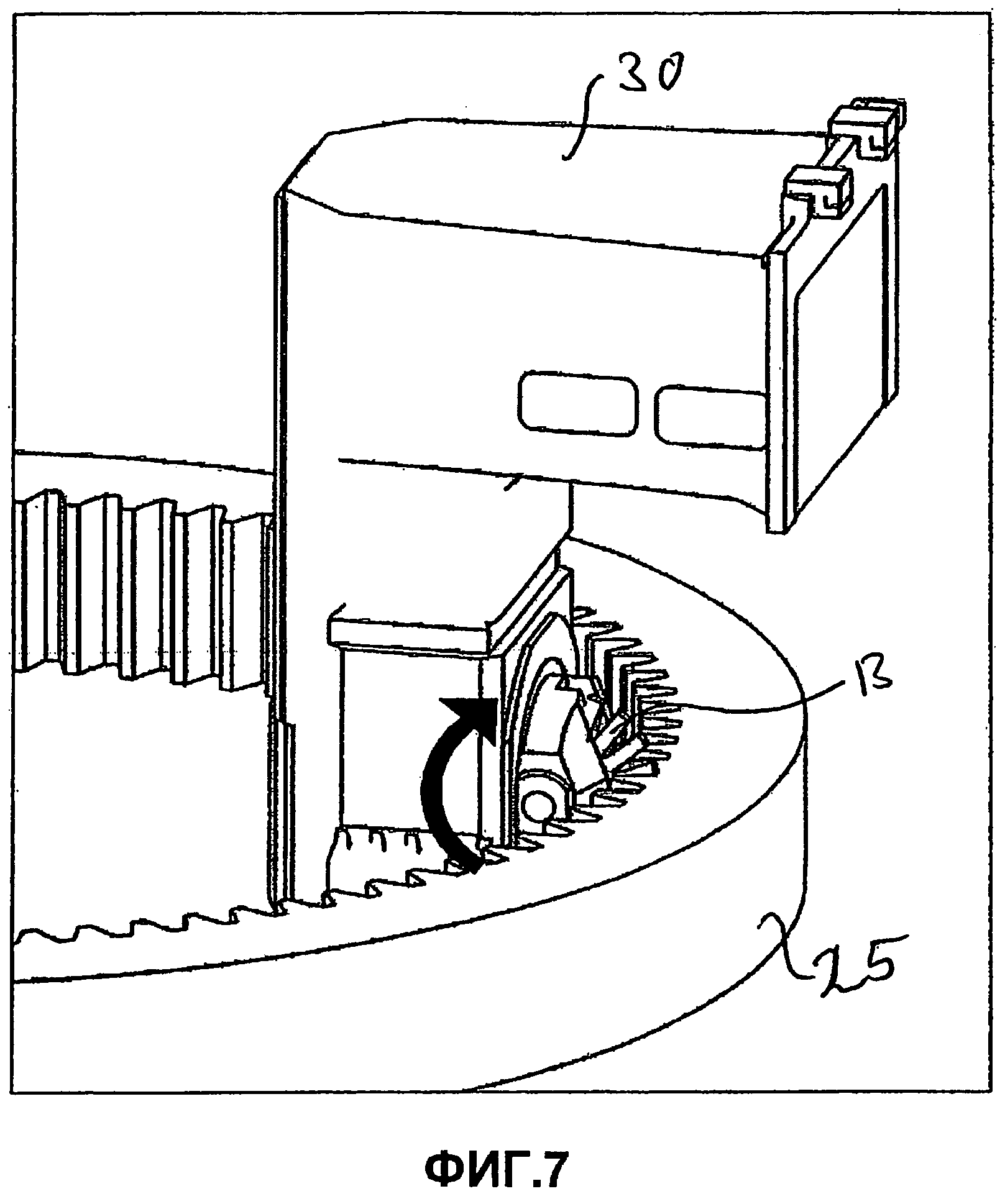
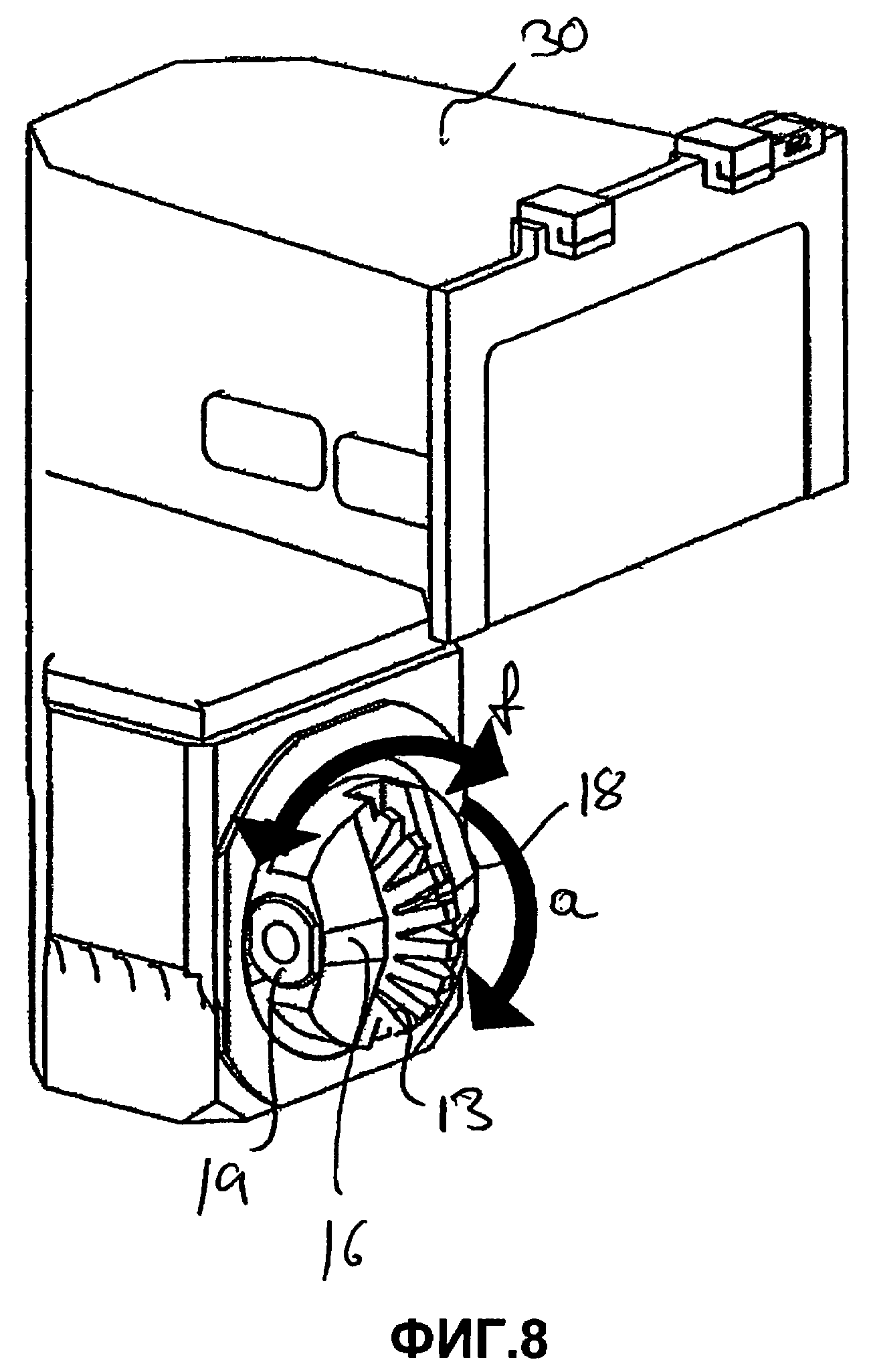
На фиг.7-9 показан другой вариант выполнения обрабатывающей головки согласно изобретению. В данном случае речь идет об обрабатывающей головке для обработки внутреннего зубчатого венца детали 22, как показано, в частности, на фиг.7 и 9. Расположение обоих электродвигателей внутри имеющей в этом варианте выполнения очень короткую длину станины 16 обрабатывающей головки (фиг.8), обеспечивает возможность очень компактного выполнения привода для дисковой фрезы 18, которая приводится во вращение по стрелке а на фиг.8. Показанные по бокам в станине 16 обрабатывающей головки, выполненные в качестве непосредственного привода электродвигатели 18 и 19 могут работать предпочтительно в режиме «главный - подчиненный». На основании привода с двух сторон двумя электродвигателями можно иметь очень большой крутящий момент с помощью сравнительно небольших электродвигателей. Этот компактный вариант выполнения может быть размещен целиком на кронштейне 30 в соответствующей предусмотренной для этого выемке и установлен там с возможностью поворота, так что в данном случае с помощью не изображенного поворотного электродвигателя можно осуществлять поворот в направлении двойной стрелки f. За счет этого возможна обработка косых зубьев без необходимости поворота всего кронштейна 30. Вместо этого можно поворачивать ось вращения внутренней фрезы 13 в направлении двойной стрелки f внутри обрабатывающей головки. За счет этого значительно улучшается обработка косых зубьев, поскольку можно предотвращать помеховый контур и поскольку обеспечивается возможность обработки детали со сравнительно небольшим диаметром как раз с широкими внутренними зубчатыми венцами.
Врезание дисковой фрезы 13 в подлежащую обработке деталь 25 показано на фиг.7. На фиг.9 показан альтернативный вариант выполнения, в котором шлифовальный диск 30 установлен в качестве обрабатывающего инструмента внутри станины 16 обрабатывающей головки и приводится во вращение с помощью, по меньшей мере, двух электродвигателей 18 и 19. Вся обрабатывающая головка подвешена карданно и с возможностью поворота в направлении стрелки f, соответственно, g с помощью не изображенных регулировочных электродвигателей.
Хотя обрабатывающая головка согласно изобретению пригодна, в частности, для использования в больших машинах, ее можно с успехом использовать также в сравнительно небольших машинах. За счет монтажа обоих электродвигателей в станине обрабатывающей головки и фиксации посредством зажима, можно в случае технического обслуживания просто извлекать привод в виде двух неподвижно зажатых электродвигателей из станины обрабатывающей головки и заменять сменным вдвижным блоком.
Зуборезная фреза, концевая фреза и способ фасонного фрезерования
Станок, имеющий по меньшей мере два отдельных обрабатывающих узла, и способ обработки заготовок
Способ правки инструмента
Способ для определения местоположения эвольвент в зубчатых колесах
Зуборезная фреза, концевая фреза и способ фасонного фрезерования
Станок, имеющий по меньшей мере два отдельных обрабатывающих узла, и способ обработки заготовок
Способ правки инструмента
Способ для определения местоположения эвольвент в зубчатых колесах

