Результат интеллектуальной деятельности: УСТРОЙСТВО, ОТНОСЯЩЕЕСЯ К ОБОРУДОВАНИЮ ДЛЯ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение связано с устройством, относящимся к оборудованию для непрерывного или полунепрерывного литья металла, в частности прямого литья (DC) алюминия в форму, содержащим форму с полостью или форму, которая снабжена входным отверстием для соединения с металлоприемником и снабжена выходным отверстием, соединенным с устройствами для охлаждения металла, для выпуска изделия через выходное отверстие в виде слитка или прутковой заготовки.
Уровень техники
Оборудование вышеупомянутого типа является общеизвестным и используется для литья легированного или нелегированного металла с дальнейшей обработкой металла в производственной цепочке, например, для переплава и для штамповки с вытяжкой.
Основная проблема при использовании указанного типа литейного оборудования согласно известному уровню техники связана с тем, что необходимо получить не содержащее сегрегации литое изделие с гладкой поверхностью. Это особенно важно для изделий, в которых перед дальнейшим формоизменением поверхностный слой не удаляется. Поверхностная сегрегация, как предполагают, вызвана двумя основными явлениями: обратной сегрегацией и ликвацией.
Когда происходит контакт металла с формой, начинается затвердевание в тонком слое. Обычно затвердевание происходит от формы к центру слитка. Когда металл переходит из жидкой фазы в твердую фазу, внешний объем металла уменьшается, и должен быть добавлен легированный расплав из других зон. При этом происходит отвердевание, которое называют обратным, потому что сегрегация возникает против фронта затвердевания. При этом типе сегрегации обычно создается тонкая легированная зона под поверхностью слитка, в которой содержание легирующего элемента превышает нормальное содержание в сплаве на 10-20%.
Второе явление, ликвация, происходит, когда отвержденная корка на внешней стороне слитка не находится в физическом контакте со стенкой формы. В этом случае легированный металл может выдавливаться через отвержденную корку (расплавление) или частично отвержденную корку. При этом затвердевании создается тонкая высоколегированная зона над первичной поверхностью и, соответственно, обедненная зона под первичной поверхностью.
Считается, что на обратную сегрегацию и ликвацию, в свою очередь, влияет множество факторов, например теплопередача от слитка к стенкам формы, длина зоны контакта между формой и слитком, измельчение зерна и морфология затвердевания и т.д. Кроме того, для уменьшения сегрегации, помимо всего прочего, важно уменьшать теплопередачу между формой и слитком, снижать изменения уровня металла в форме, чтобы уменьшить колебания уровня металла (создается меньшая сегрегация и меньшие изменения топографии поверхности) и избежать периодических колебаний в области контакта из-за изменяющегося давления газа и объема в горячей верхней части формы, при которых создаются характерные кольца, видимые на поверхности слитков.
Одним из способов, который используется и может привести к получению слитка без поверхностной сегрегации, является разливка металла в электромагнитном поле, но для осуществления этого способа требуются инвестиции и системы управления. При разливке металла в электромагнитном поле устраняется разница давлений внутри металла и выше корки, т.е. исчезает ликвация. В то же самое время отсутствует какой-либо контакт металла со стенкой формы. Поэтому также не формируется какая-либо зона обратной сегрегации. При использовании обычной технологии литья, можно уменьшить как ликвацию, так и обратную сегрегацию, уменьшая влияние контакта формы с металлом.
В другом способе, описанном в заявке WO 2005/000500, используются устройства в горячей верхней части для доставки газа и масла в область затвердевания металла, в результате чего уменьшается область контакта металла с формой и снижается теплопередача. Таким образом, образуется незначительная зона обратной сегрегации. Также при этом способе литья металл доставляется таким образом, что металлостатическое давление близко к нулю или равно нулю, таким образом, устраняется ликвация. Согласно настоящему изобретению был создан способ непрерывного или полунепрерывного литья металла, основанный на принципе, изложенном в указанной выше заявке WO заявителя, но была значительно упрощена доставка металла к формам, в частности, в течение начальной фазы. Копильник заполняется быстрее, при литье ускоряется режим заливки при низком давлении и количество остаточного металла после заливки значительно уменьшается. Кроме того, было найдено техническое решение, благодаря которому упрощается регулировка уровня металла в форме (формах), т.е. уровень металла в зависимости от первичного и вторичного охлаждения, что дает возможность производить операцию литья простым способом, применительно к отливаемому сплаву.
Раскрытие изобретения
Согласно изобретению, устройство для непрерывного или полунепрерывного литья металла, в частности, прямого литья алюминия в форму с получением слитка или прутковой заготовки, содержит форму с полостью или форму, которая снабжена входным отверстием для соединения посредством подающих каналов и распределительной камеры с металлоприемником и снабжена выходным отверстием, размещенным в форме с подвижной опорой и устройствами для охлаждения металла, в соединении с подающими каналами между металлоприемником и формами размещен контейнер для подъема металла, который входным отверстием соединен с металлоприемником посредством канала и выходным отверстием соединен с распределительной камерой и формами посредством другого канала, причем подающие каналы, контейнер для подъема металла и распределительная камера соединены последовательно, а контейнер для подъема металла имеет объем, эквивалентный, по меньшей мере, количеству металла, требующегося для заполнения распределительной камеры и форм, при этом дополнительно контейнер для подъема металла герметизирован относительно окружающей среды и имеет штуцер для соединения с вакуумным устройством, чтобы на начальном этапе операции литья металл засасывался в вакуумный контейнер для подъема металла и поднимался до уровня, превышающего уровень распределительной камеры, находящейся над формами.
На каждой стороне вакуумного контейнера для подъема металла в соединении с каналами могут быть установлены задвижки, позволяющие перекрывать или регулировать поток металла и уровень в каналах вначале и в конце каждой операции литья, так же как регулировать уровень металла во время операции литья.
Предпочтительно, уровень металла в каналах регулируют на основании замеров уровня металла с использованием детектора уровня, установленного выше каналов между заглушками.
Краткое описание чертежей
Настоящее изобретение будет дополнительно описано подробно далее, используя примеры и со ссылкой на прилагаемые чертежи, на которых:
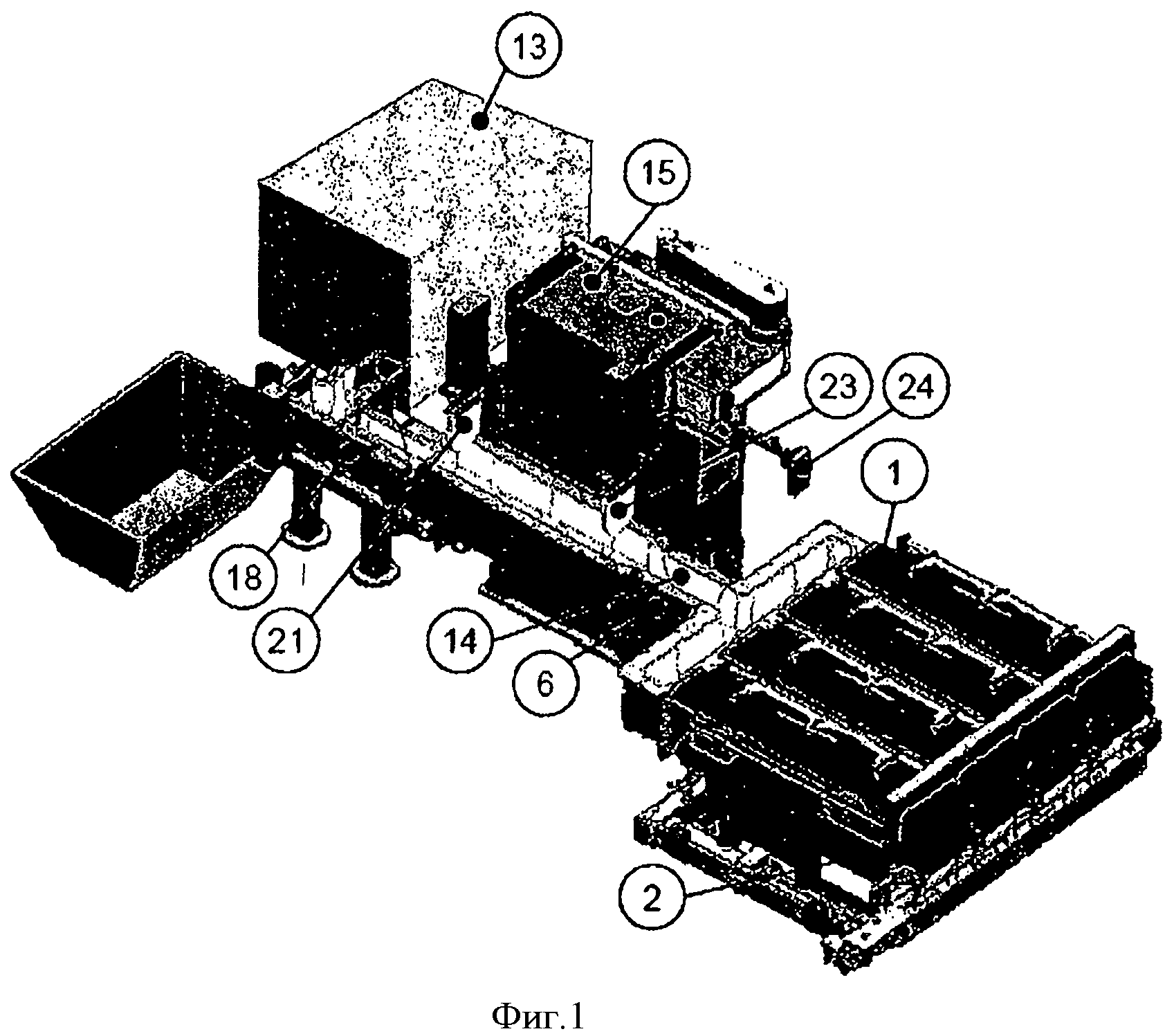
Фиг.1 - вид в перспективе, частично сбоку и спереди, простого литейного оборудования с устройством для доставки металла в соответствии с настоящим изобретением.
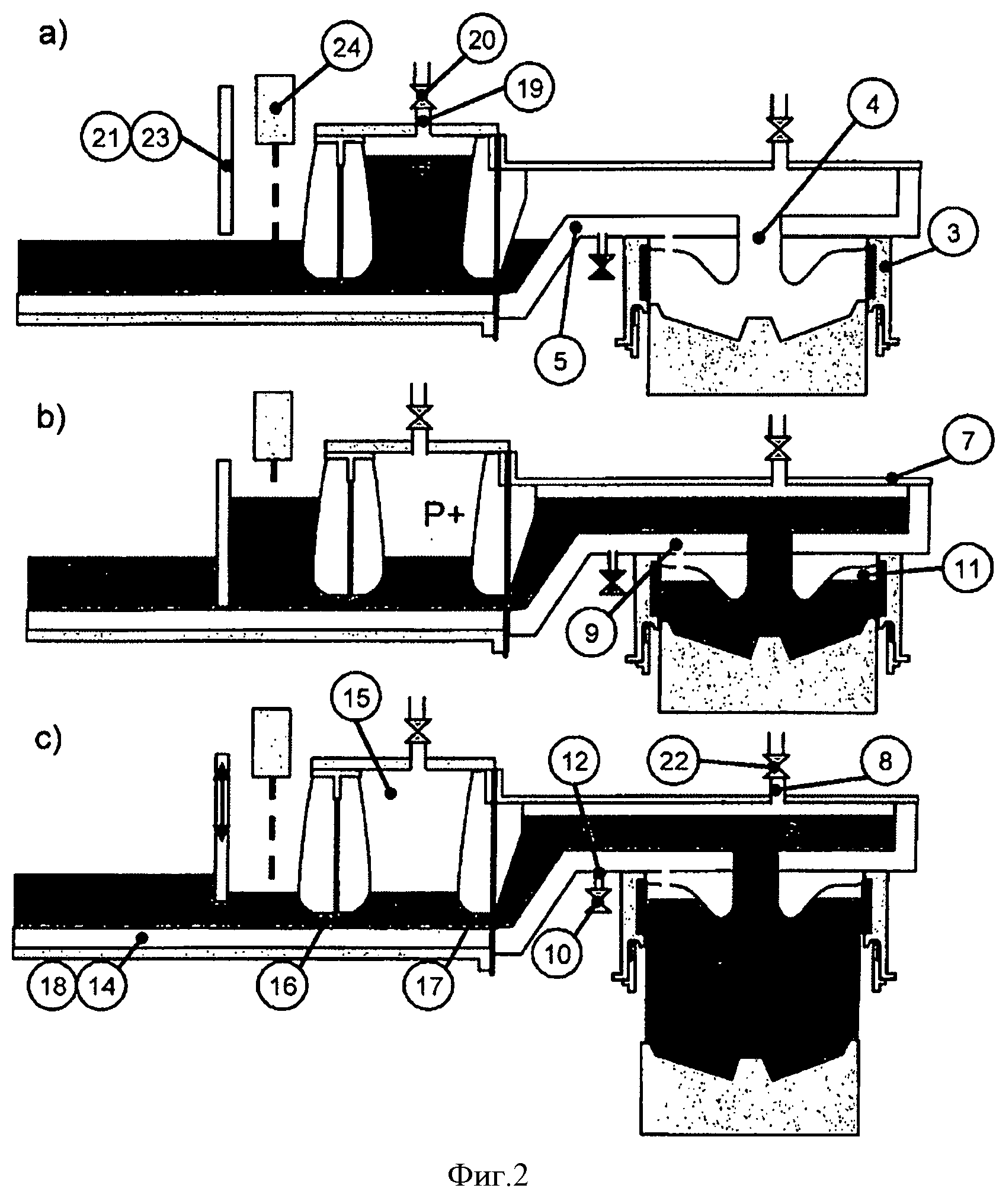
Фиг.2 а), b), с) - вид в продольном сечении и в увеличенном масштабе литейного оборудования при проведении трех циклов доставки металла, которое содержит форму, которая включена в литейное оборудование, показанное на фиг.1.
Осуществление изобретения
На фиг.1 в качестве примера показано в перспективе простое литейное оборудование 1 в соответствии с настоящим изобретением для прямого литья (DC) слитков. Оборудование представлено в упрощенном виде, так как здесь показано только шесть форм или форма 3 (см. также фиг.2) с входными отверстиями 4 для металла. Этот тип оборудования может включать множество форм вплоть до нескольких сотен, в зависимости от их диаметра и прочих факторов, и производительность литья может составлять несколько десятков тонн металла в час.
Грубо говоря, в дополнение к формам, которые не показаны в фиг.1, оборудование включает рамную конструкцию 2 с системой теплоизолированных каналов 6 для доставки металла от металлоприемника (раздаточной печи или т.п.) 13 и, соответственно, изолированную распределительную камеру (коллектор для металла) 5 для распределения металла между соответствующими формами. В оборудовании выше распределительной камеры 5 имеется съемная крышка или колпак 7, который предназначен для герметизации распределительной камеры относительно окружающей среды. Вентиляционные каналы 9 (см. фиг.2) соединены с полостью 11 в форме 3 и имеют выступающие штуцера 12 с закрывающим устройством 10.
Особый признак настоящего изобретения в дополнение к признакам, описанным в указанной выше патентной заявке WO заявителя, состоит в том что, как показано на фиг.1 и фиг.2, вакуумный контейнер 15 для подъема металла размещен так, что посредством подающих каналов 6, 18 обеспечивает соединение металлоприемника 13 с формами 3. Аналогично каналам 6, 18 и распределительной камере 5 для форм вакуумный контейнер для перекачки металла теплоизолирован соответствующим изоляционным материалом 14 и одним или несколькими входными отверстиями 16 посредством канала 18 соединен с металлоприемником 13 и одним или несколькими выходными отверстиями 17 посредством канала 6 соединен с формой 3. Вакуумный контейнер для перекачки металла герметизирован относительно окружающей среды и имеет штуцер 19 для создания вакуума, обеспечивающего всасывание металла в вакуумный контейнер для перекачки металла и его подъема на уровень выше уровня распределительной камеры 5, находящейся над формой 3. Вакуумный контейнер для перекачки металла имеет объем, который, предпочтительно, превышает объем металла, которым необходимо заполнить распределительную камеру и формы на начальном этапе операции литья. Цель вакуумного контейнера для перекачки металла состоит в том, чтобы поднять металл на более высокий уровень, чтобы заполнить копильник и, таким образом, обеспечить перемещение металла к литейным формам с использованием принципа сифона. Вакуумный контейнер для перекачки металла работает следующим образом: при полунепрерывном прямом литье (DC), например, слитков, как показано на чертежах, из металла отливают слитки определенной длины (прутки), и подачу металла из металлоприемника 13 прекращают перед удалением металла, остающегося после каждой операции литья. При начале новой операции литья подачу металла по каналам 6, 18 возобновляют, чтобы жидкий металл доставлялся по каналам и протекал через вакуумный контейнер 15 для подъема металла. При этом в вакуумном контейнере 15 для подъема металла создается вакуум (соответствующее отрицательное давление) посредством штуцера 19 всасывающей трубы при открытии клапана 20, который установлен на штуцере всасывающей трубы. В результате чего, металл высасывается из металлоприемника 13 в вакуумный контейнер для перекачки металла и поднимается на более высокий уровень, как показано на фиг.2а), и задвижка 21, размещенная в канале 18 перед вакуумным контейнером для перекачки металла, открыта. После того как металл был высосан и поднят на достаточно высокий уровень в контейнере, всасывающем металл, задвижку 21 закрывают. Затем отрицательное давление в вакуумном контейнере для перекачки металла понижают, чтобы металл через канал 6 и распределительную камеру 5 вытекал к формам 3, как показано на фиг.2b). При этом (сравни фиг.2b) уровень металла в канале 6 и распределительной камере 5 выше, чем в канале 18. Когда копильник заполнен металлом, операция литья начинается при опускании копильника (опора формы). Таким образом, уровень в канале 6 снижается. В то же самое время, в распределительной камере 5, соединенной с вакуумной установкой посредством штуцера 8 с клапаном 22, создается отрицательное давление, чтобы обеспечивалась подача металла к распределительной камере и, таким образом, к формам по принципу сифона, который был описан ранее. Когда уровень в каналах 6 и 18 становится почти одинаковым, задвижку 21 для металла открывают, как показано на фиг.2с) так, чтобы металл протекал из металлоприемника 13 через каналы и вакуумный контейнер для подъема металла к формам. При открытии задвижки 21 начинают регулировку уровня металла в канале 6 посредством задвижки 23, размещенной на противоположной стороне вакуумного контейнера для подъема металла по отношению к задвижке 21. В представленном примере для регулировки уровня металла используется задвижка 23. Однако для регулировки уровня металла можно также использовать другой клапан или другие закрывающие устройства, например, можно реализовать техническое решение с игольчатым клапаном.
Когда металл в канале 6 достигает требуемого уровня относительно уровня металла в форме (формах), клапан 10 открывают, чтобы снизить давление в форме (формах) относительно окружающей среды или относительно другого резервуара, имеющего противодавление. С этого времени уровень металла в форме регулируют посредством регулировки уровня металла в канале 6 с использованием задвижки 23 при замере уровня детектором уровня 24, который может быть лазерным датчиком или т.п. Процесс литья отличается от процесса литья, описанного в вышеупомянутой заявке WO 2005/000500 заявителя.
Устройство для очистки трубчатого сепаратора
Устройство для обработки жидкости
Способ электромагнитных геофизических исследований подводных пластов пород
Геофизическая система регистрации данных
Способ и оборудование для непрерывной или полунепрерывной разливки металла
Оборудование для непрерывного или полунепрерывного литья металла с использованием усовершенствованных средств для заливки металла
Определение наличия или отсутствия воды в затравочном блоке оборудования для литья с прямым охлаждением
Литейное оборудование для литья листовых слитков
Способ изготовления поглощающего покрытия для солнечного нагрева, покрытие и его применение
Оборудование для удаления заготовок после литья
Затравка литьевого оборудования
Способ и оборудование для непрерывной или полунепрерывной разливки металла

