Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, а именно к способам изготовления тонких листов из жаропрочного псевдо-альфа-титанового сплава Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si.
Известен способ изготовления деталей из псевдо-альфа-сплавов титана, включающий нагрев в бета-области выше температуры полиморфного превращения (далее - ТПП), охлаждение, повторный нагрев в двухфазную область, повторную деформацию в этой области в процессе охлаждения, повторное охлаждение, окончательный нагрев в двухфазную область, выдержку и охлаждение (а.с. СССР №1740487, публ. 15.06.1992). Известный способ предназначен для изготовления кованых и штампованных изделий и не оптимизирован для получения листовых полуфабрикатов.
Известен способ изготовления листов из малолегированных титановых сплавов, включающий нагрев плоского слитка, его горячую прокатку на подкат, резку подката на заготовки, нагрев заготовки в двухфазной области, прокатку их на листы, термообработку, травление, правку, резку листов на готовый размер (патент РФ №2198237, публ. 10.02.2003). Известный способ не учитывает технологических особенностей сплава Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si.
Известен способ изготовления особо тонких листов из высокопрочных титановых сплавов, включающий получение исходной листовой заготовки, сборку пакета из листовых заготовок с обмазывающим покрытием с использованием кейса, горячую прокатку и термообработку пакета, разделение и отделку полученных листов (Патент РФ №2381297, публ. 10.02.2010) - прототип. Однако в известном способе не регламентируются режимы термомеханической обработки, что не позволяет обеспечить заданный уровень механических свойств и структуры.
Задачей, на решение которой направлено изобретение, является разработка способа изготовления тонких листов из псевдо-альфа-титанового сплава Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si, позволяющего обеспечить получение тонких листов, обладающих однородной структурой и механическими свойствами, а также высоким качеством поверхности и геометрических параметров.
Техническим результатом, достигаемым при осуществлении изобретения, является получение микроструктуры листов, обеспечивающей высокий и равномерный уровень прочностных и пластических свойств.
Поставленная задача достигается тем, что в способе изготовления тонких листов из слитка псевдо-альфа-титанового сплава, согласно изобретению осуществляют деформацию слитка псевдо-альфа-титанового сплава состава Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si в сляб, механическую обработку сляба, нагрев до температуры на 120÷200°С выше температуры полиморфного превращения (ТПП), деформацию с суммарной степенью деформации 40÷80% с последующим нагревом до температуры на 90÷150°С выше ТПП, деформацию с суммарной степенью деформации 30÷60%, многопроходную прокатку на подкат с суммарной степенью деформации 50÷80% и со степенью деформации за проход 10÷20% и дополнительным нагревом после достижения степени деформации 10÷30%, нагрев подката до температуры на 20÷40°С ниже ТПП и многопроходную прокатку с суммарной степенью деформации 10÷30% и со степенью деформации за проход 5÷20% с дополнительным нагревом после достижения степени деформации 10÷30%, сборку листов в пакет с укладкой таким образом, чтобы направление листов последующей прокатки было перпендикулярно направлению листов предыдущей прокатки, прокатку пакета на готовый размер с нагревом до температуры на 20÷120°С ниже ТПП и многопроходную прокатку с суммарной деформацией пакета 50÷85% и степенью деформации за проход 5÷15% с дополнительным нагревом пакета после достижения степени деформации 15÷25%, извлечение полученных листов из пакета и их адъюстажную обработку.
Способ реализуется следующим образом.
Выплавленный и механически обработанный слиток нагревают до температуры на 120÷200°С выше ТПП и подвергают ковке со степенью деформации 40÷80%, что разрушает литую структуру, усредняет химический состав сплава, уплотняет заготовку, устраняя такие литейные дефекты, как пустоты, раковины и др. Температура нагрева ниже указанного предела приводит к снижению пластических характеристик, затруднению деформации и появлению поверхностного растрескивания, температура нагрева выше указанного предела вызывает значительное увеличение газонасыщенного слоя, что приводит к поверхностным надрывам при деформации, ухудшению качества поверхности металла и, соответственно к увеличенному удалению металла с поверхности заготовок. Следующая деформация заготовки со степенью 30÷60% после нагрева на 90÷150°С выше ТПП позволяет измельчить размер зерна по отношению к исходному состоянию. Для полного удаления поверхностных дефектов полученный сляб механически обрабатывают со всех сторон на глубину не менее 5 мм. Дальнейшая многопроходная прокатка сляба на подкат со степенью 50÷80% после нагрева до температуры на 60÷80°С выше ТПП повышает пластичность металла и ограничивает образование дефектов при последующей деформации в (α+β)-области. Сляб прокатывают со степенью деформации за проход 10÷20%, и после достижения степени деформации 1÷30% производят дополнительный подогрев, что позволяет улучшить пластичность металла, сохранять в процессе прокатки удовлетворительное качество поверхности и исключить образование трещин раската. После деформации в β-области осуществляют нагрев подката до температуры на 20÷40°С ниже ТПП и осуществляют многопроходную прокатку с суммарной деформацией 10÷30% и степенью деформации за проход 5÷20% для разрушения большеугловых границ зерен и увеличения плотности дислокаций, что позволяет подготовить заданную микроструктуру для получения механических свойств в поперечном направлении, чтобы при дальнейшей пакетной прокатке производить подготовку микроструктуры для получения механических свойств преимущественно в продольном направлении. Степень деформации за проход 5÷15% определяется технологическими свойствами сплава и условиями достижения минимальной разнотолщинности листовой заготовки перед пакетной прокаткой. На данном этапе после достижения степени деформации 10÷30% производят дополнительный подогрев подката, что позволяет сохранить удовлетворительное качество поверхности. При отсутствии возможности применения холодной прокатки для получения тонких листов по причине низкой пластичности сплава и высоких нагрузок на стан из-за высокого сопротивления деформации окончательное деформирование листов на готовый размер осуществляют пакетным способом, для чего подкат разрезают на мерные листовые заготовки, при этом листовые заготовки укладывают в пакет с изменением направления прокатки таким образом, чтобы направление последующей прокатки было перпендикулярно направлению предыдущей прокатки. Изменение направления прокатки пакета позволяет получить оптимальную кристаллографическую текстуру в листах и уменьшить анизотропию механических свойств. Температурный интервал нагрева и степень деформации на данном этапе позволяет увеличить уровень измельчения и коагулирования первичной α-фазы, что способствует получению равноосного мелкого микрозерна, обеспечивающего равномерные показатели механических свойств во всех направлениях. После пакетной прокатки полученные листы извлекают из пакета и осуществляют адъюстажную обработку, испытания листов и их упаковку.
Промышленная применимость подтверждается конкретным примером выполнения изобретения.
Для получения листов толщиной 1 мм были выплавлены слитки диаметром 190 мм и длиной 260 мм. Химический состав сплава приведен в табл.1. Температура полиморфного превращения 1020°С.
|
Слитки подвергали ковке после нагрева до 1180°С (на 160°С выше ТПП) со степенью деформации 65% После чего заготовку нагревали до температуры 1140°С (на 120°С выше ТПП) и осуществляли деформирование со степенью 55% на размеры 49×190×360 мм. Далее откованный сляб строгали на размеры 39×180×350 и разрезали на несколько заготовок. Заготовки нагревали до установочной температуры 1090°С (на 70°С выше ТПП) и прокатывали за 2 прохода со степенью деформации в каждом проходе соответственно 10,3% и 9,6% на толщину 32 мм, после чего при достижении общей деформации за нагрев 18% подкат подогревали при этой же установочной температуры. Затем осуществляли прокатку в 2 прохода со степенями деформации 12,5% и 14,3% на толщину 24 мм, и при достижении общей деформации за нагрев 25%, повторно подогревали при установочной температуре. После чего производили прокатку со степенью деформации 16% на толщину подката 19,5 мм. Суммарная степень деформации за этап составила 50%. Для улучшения качества поверхности заготовки строгали на толщину 15 мм. Далее заготовки нагревали до температуры 990°С (на 30°С ниже ТПП) и производили прокатку в 2 прохода на толщину 11,5 мм со степенями деформации в каждом проходе, соответственно, 13% и 11,5% и, после достижения накопленной деформации 24%, осуществляли дальнейший подогрев при этой же температуре. Затем осуществляли прокатку в 2 прохода на толщину 9 мм со степенями деформации в каждом проходе, соответственно, 13% и 10% и, после достижения накопленной деформации 22%, осуществляли подогрев при этой же температуре. После чего заготовки прокатывали за 2 прохода на толщину 7 мм со степенью деформации в первом и во втором проходе соответственно 11,5% и 12,5% и, после достижения накопленной деформации 22,2%, осуществляли подогрев при этой же температуре. Затем прокатывали заготовки в 2 прохода на толщину 6 мм со степенью деформации в первом проходе 9% и степенью деформации во втором проходе 8%, при этом накопленная деформация за нагрев составила 15%. После подогрева заготовки прокатывали в два прохода на толщину 5,2 мм со степенью деформации 7% в каждом проходе и осуществляли подогрев при достижении накопленной деформации 13,3%. Далее производили прокатку в два прохода на толщину 4,5 мм со степенью деформации 7,7% в первом проходе и степенью деформации 6,3% во втором проходе. Затем подкат резали на мерные листовые заготовки, проводили адъюстажные операции и собирали пакеты, при этом листовые заготовки укладывали в пакет таким образом, чтобы направление последующей прокатки было перпендикулярно направлению предыдущей прокатки. В пакет укладывали по 3 листовые заготовки, с учетом верхней и нижней стальных обкладок толщина пакета составила 40 мм. Далее осуществляли окончательный этап прокатки пакетным способом, для чего пакеты нагревали до температуры 980°С (на 40°С ниже ТПП) и прокатывали за 1 проход на толщину 33 мм (степень деформации 17%). Затем осуществляли подогрев и прокатку за 2 прохода на толщину пакета 27 мм (степень деформации по проходам 9,1% и 10%, общая степень деформации 18,2%), после чего производили подогрев и прокатку пакета за 2 прохода на толщину пакета 22 мм (степень деформации по проходам 11,2% и 8,5%, общая степень деформации 18,5%), далее осуществляли подогрев и прокатка за 2 прохода на толщину пакета 18 мм (степень деформации по проходам 9,1% и 10%, общая деформация 18,2%). Затем выполняли двухпроходную прокатку на толщину 15 мм (степень деформации по проходам 9,5% и 8%, общая степень деформации 16,7%), далее производили подогрев и прокатку за 2 прохода на толщину 12 мм (степень деформации по проходам 10% и 11,2%, общая степень деформации 20%). После чего заготовки подогревали и прокатывали за 2 прохода на толщину пакета 10 мм (степень деформации по проходам 8,4% и 9,1%, общая степень деформации 16,7%), производили подогрев и прокатку за 2 прохода на толщину пакета 8,4 мм (степень деформации по проходам 10% и 11,2%, общая степень деформации 20%). Суммарная степень деформации пакета за этап составила 79%. Затем осуществляли разборку пакетов, в результате чего были получены листы размерами 1,0÷1,1×200÷210×650÷700 мм. На полученных листах производили адъюстажную обработку, резку на готовый размер, отбор образцов и испытания механических свойств и исследование структуры. Результаты испытаний механических свойств листов в состоянии поставки и после термической обработки, проведенной на образцах, приведены в табл.2, изображения микроструктуры листов представлены на фиг.1. Качество поверхности листов соответствовало всем требованиям нормативной документации, трещин и расслоений не зафиксировано.
Способ изготовления тонких листов из слитка псевдо-альфа-титанового сплава, отличающийся тем, что осуществляют деформацию слитка псевдо-альфа-титанового сплава состава Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si в сляб, механическую обработку сляба, нагрев до температуры на 120-200°С выше температуры полиморфного превращения (ТПП), деформацию с суммарной степенью деформации 40-80% с последующим нагревом до температуры на 90-150°С выше ТПП, деформацию с суммарной степенью деформации 30-60%, многопроходную прокатку на подкат с суммарной степенью деформации 50-80% и со степенью деформации за проход 10-20% и дополнительным нагревом после достижения степени деформации 10-30%, нагрев подката до температуры на 20-40°С ниже ТПП и многопроходную прокатку с суммарной степенью деформации 10-30% и со степенью деформации за проход 5-20% с дополнительным нагревом после достижения степени деформации 10-30%, сборку листов в пакет с укладкой таким образом, чтобы направление листов последующей прокатки было перпендикулярно направлению листов предыдущей прокатки, прокатку пакета на готовый размер с нагревом до температуры на 20-120°С ниже ТПП и многопроходную прокатку с суммарной деформацией пакета 50-85% и степенью деформации за проход 5-15% с дополнительным нагревом пакета после достижения степени деформации 15-25%, извлечение полученных листов из пакета и их адъюстажную обработку.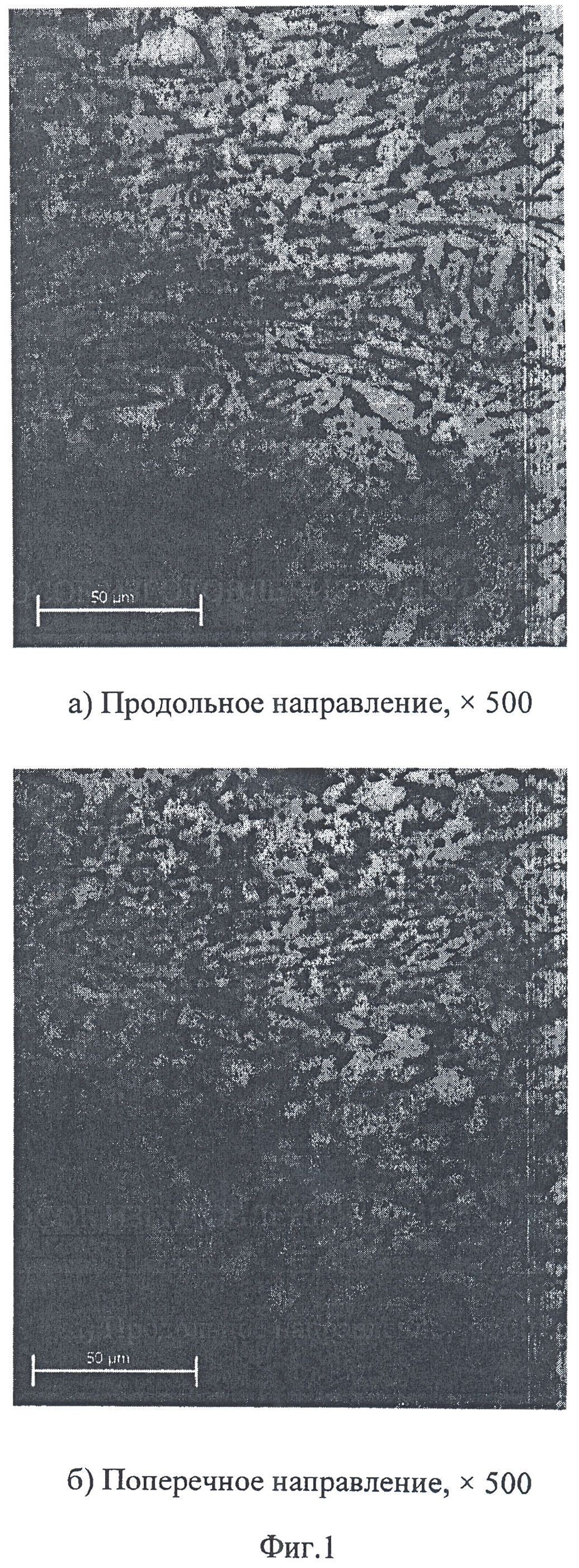
Способ получения слитков-электродов и устройство для его осуществления
Устройство подготовки карналлита для электролитического получения магния и хлора
Способ определения жесткости сосковой резины доильного аппарата и устройство для его осуществления
Способ получения неорганического материала на основе оксинитридов титана
Разжимная оправка
Инструмент для компактирования шихтовых материалов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Способ управления электрической дугой при вакуумном дуговом переплаве
Измерительный преобразователь тока обратной последовательности для трехфазной трехпроводной цепи
Способ получения слитков-электродов и устройство для его осуществления
Устройство подготовки карналлита для электролитического получения магния и хлора
Способ получения неорганического материала на основе оксинитридов титана
Разжимная оправка
Инструмент для компактирования шихтовых материалов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Способ управления электрической дугой при вакуумном дуговом переплаве
Измерительный преобразователь тока обратной последовательности для трехфазной трехпроводной цепи
Способ производства прессованных изделий из алюминиевого сплава серии 6000

