Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ СТРУКТУР ПРОКАТКОЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к способам получения ультрамелкозернистых материалов способами интенсивной пластической деформации.
Известен способ получения ультрамелкозернистых материалов, при котором заготовку продавливают через канал матрицы, имеющий винтовую форму (Я.Е.Бейгельзимер, В.Н.Варюхин, Д.В.Орлов, С.Г.Сынков. Винтовая экструзия - процесс накопления деформации.- Донецк: Фирма ТЕАН, 2003. - 87 с.).
Недостатками такого способа получения ультрамелкозернистых материалов являются использование крупногабаритного технологического оборудования, что усложняет процесс обработки и ограничивает конечный размер получаемых изделий до 200 мм в длину.
Известен также способ (патент РФ RU 2240197 МПК B21J 5/00, C22F 1/18, В21С 25/00, опубликован 20.11.2004), при котором комбинируют способ обработки винтовой экструзией и равноканальное угловое прессование, для чего заготовку продавливают через матрицу с двумя каналами, расположенными под углом друг к другу, причем входной канал имеет винтовую форму.
Преимущество этого способа заключается в том, что в процессе обработки обеспечивается формирование более равномерной ультрамелкозернистой структуры.
Недостатками этого способа являются использование крупногабаритного технологического оборудования, а также усложнение изготовления матрицы, при неизменных размерах получаемого изделия.
Наиболее близким к изобретению по достигаемому результату является известный способ (патент РФ RU 2237109 МПК C22F 1/18, опубликован 27.09.2004), при котором заготовку закручивают в условиях сжатия, для чего ее помещают в прямолинейную заходную часть матрицы с винтовым каналом, через который заготовку продавливают до тех пор, пока ее задний торец не выйдет в прямолинейную выходную часть матрицы.
Техническим результатом изобретения является упрощение технологии получения ультрамелкозернистых структур.
Указанный технический результат достигается тем, что в способе, включающем закручивание заготовки из проволоки в условиях сжатия, согласно изобретению заготовку пропускают через скрещивающиеся под углом валки, а сжатие осуществляют посредством снижения линейной и угловой скорости заготовки при прохождении ее через ролики.
Положительный эффект от изобретения обеспечивается за счет того, что способ позволяет за один проход обрабатывать заготовку большой длинны, уменьшая тем самым потребность в крупногабаритном оборудовании.
Заявляемое техническое решение поясняется чертежом, где показана принципиальная схема способа интенсивной пластической деформации прокаткой.
Заявляемый способ получения ультрамелкозернистых структур прокаткой осуществляют следующим образом.
Заготовку 1 одновременно пропускают через скрещивающиеся валки 2, тем самым закручивая ее, и тормозят роликами 3, в которых из-за сил трения заготовка снижает свою линейную и угловую скорость, за счет чего реализуется сдвиг в условиях сжатия, что является основным условием измельчения структуры.
Пример конкретного применения
Заготовку диаметром 1,2 мм пропускают через скрещивающиеся валки, установленные под заданным углом (например, 20°С), при прохождении через валки проволока закручивается, затем проволока на выходе из волков попадает в ролики и за счет сил трения в роликах снижает свою угловую и линейную скорость, тем самым на участке между валками и роликами реализуется сдвиг (за счет закручивания заготовки в скрещивающихся валках) в условиях сжатия (за счет разности скоростей на выходе из валков и скорости заготовки в роликах). При необходимости получения более равномерной структуры заготовки возможно повторить процесс несколько раз.
Результаты металлографических исследований заготовки, полученной по режимам, приведенным в примере, показали, что после обработки зерна фрагментируются и доля фрагментов с размерами до 200 нм увеличивается до 20%. Микродифракционные картины, по-прежнему, монокристаллические, но на рефлексах присутствуют тяжи в виде «крестов». Это свидетельствует об идущих в твердом растворе превращениях.
Как показали исследования, если отсутствует кручение или сжатие, то в образце не происходит требуемых изменений. Таким образом, реализация данной схемы является необходимостью для успешного использования способа деформационного наноструктурирования прокаткой.
По сравнению с прототипом при реализации предлагаемого способа обеспечивается возможность получения конечной заготовки с практически неограниченной длиной.
Способ получения прокаткой проволоки с ультрамелкозернистой структурой, включающий закручивание и сжатие заготовки из проволоки, отличающийся тем, что закручивание заготовки из проволоки проводят путем пропускания ее через скрещивающиеся под углом валки, а сжатие осуществляют посредством снижения линейной и угловой скорости заготовки при прохождении ее через ролики.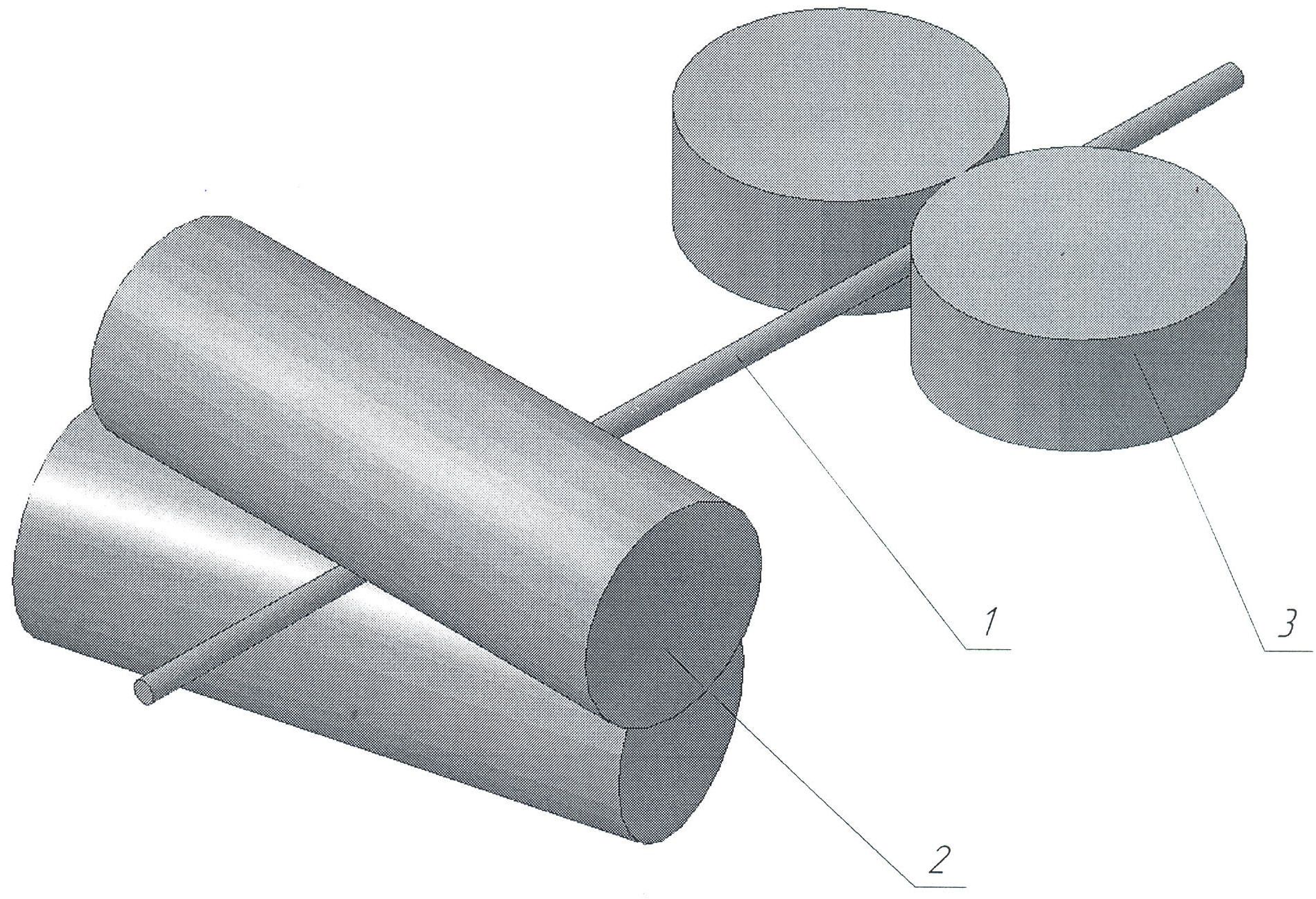
Ролик обкатной комбинированный
Ролик обкатной двухрадиусный
Ролик обкатной мультирадиусный

