Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ МЕТАЛЛИЗОВАННЫХ ОКАТЫШЕЙ В ДУГОВУЮ ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к устройствам загрузки шихты, например, металлизованных окатышей и других сыпучих материалов в плавильные агрегаты.
Известно изобретение по загрузке шихты, в том числе металлизованных окатышей в плавильную емкость, например, в дуговую сталеплавильную печь (ДСП) через загрузочную трубу под принудительным давлением [Патент Франции №1385224, кл. B22d, 1964 г. Способ загрузки шихты в плавильную емкость].
Кроме того, известно устройство, основанное на применении способа [Авт. свид. СССР (II) 711336. БИ №3 от 25.01.1980 г. // Способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А.Маняк и др.] загрузки металлизованных окатышей в плавильную емкость, например, в дуговую сталеплавильную печь.
Недостатком этих известных устройств [Патент Франции №1385224, кл. B22d, 1964 г. Способ загрузки шихты в плавильную емкость; Авт. свид. СССР (II) 711336. БИ №3 от 25.01.1980 г. // Способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А.Маняк и др.] является их громоздкость, а также то, что для загрузки металлизованных окатышей в дуговую печь (ДСП) используются загрузочные трубы, позволяющие подавать металлизованные окатыши за пределами воздействия электрических дуг, т.е., в этом случае, всплывающие окатыши находятся вне пределов высокотемпературных зон и, кроме того, происходит разогрев и износ загрузочной трубы в рабочем пространстве ДСП, а также имеет место дополнительное окисление металлизованных окатышей [Патент Франции №1385224, кл. B22d, 1964 г. Способ загрузки шихты в плавильную емкость] в зависимости от приближения или удаления торца загрузочной трубы от поверхности шлакометаллического расплава.
Задачей и целью изобретения является разработка более совершенного устройства для загрузки металлизованных окатышей в дуговую печь без вышеизложенных недостатков, что позволяет увеличить выход годного [Авт. свид. СССР (II) 711336. БИ №3 от 25.01.1980 г. // Способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А.Маняк и др.], повысить производительность ДСП и повысить качество металла за счет снижения содержания кислорода в нем.
Известно устройство [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48], использующее принцип подачи металлизованных окатышей в ванну ДСП через полые электроды [Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт. свид. СССР №293443, кл. С21С 5/52, 1978 г.], причем через эти полые электроды подают одновременно металлизованные окатыши [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48], сыпучие материалы и газовые смеси под давлением. Существенным недостатком этих устройств [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48. Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт. свид. СССР №293443, кл. С21С 5/52, 1978 г.], также как и других известных устройств [Патент Франции №1385224, кл. B22d, 1964 г. способ загрузки шихты в плавильную емкость.; Авт. свид. СССР (II) 711336. Б.И. №3 от 25.01.1980 г.// способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А.Маняк и др.], является их громоздкое конструктивное исполнение, что не позволяет эффективно, без простоев, применять эти устройства в сложных производственных условиях, например, в условиях работы дуговых сталеплавильных печей. Все эти недостатки не позволяют до настоящего времени эффективно использовать в условиях ДСП все известные устройства по загрузке металлизованных окатышей с целью достижения высоких энерготехнологических и техникоэкономических показателей производства.
Наиболее близким аналогом предлагаемого изобретения является устройство [Изгалиев Т.И. и др. Способ управления процессом плавки металлизованных окатышей в дуговой печи. Авт. свид. СССР №523142, кл. С21С 5/52, 1976 г.], основанное на использовании способа управления процессом плавки металлизованных окатышей в дуговой сталеплавильной печи. Сущность данного изобретения заключается в том, что устройство по загрузке металлизованных окатышей в печь предусматривает непрерывную подачу окатышей в печь по информации зависимости скорости загрузки окатышей от электрической мощности, забираемой от сети, и коррекции скорости загрузки окатышей пропорционально отклонению температуры металла от заданного значения.
Основным недостатком данного прототипа является то, что конструктивное исполнение устройства предусматривает загрузку металлизованных окатышей в пространство ДСП вне пределов воздействия электрических дуг, т.е. окатыши попадают в шлак, окисляются и ошлаковываются, что не позволяет достигнуть высоких скоростей плавки окатышей в ванне дуговой печи.
Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт.свид. СССР №293443, кл. С21С 5/52, 1978 г.], которые известны в устройствах по загрузке металлизованных окатышей в печь через полые электроды [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48; Мартыненко А.К. и др. Устройство для подвода газа в полый электрод. Авт. свид. СССР №293443. кл. С21С 5/52, 1978 г.] в зону высоких температур, а также не предусмотрено конструктивное исполнение устройства [Патент Франции №1385224, кл. B22d, 1964 г. Способ загрузки шихты в плавильную емкость; Авт. свид. СССР (II) 711336. БИ №3 от 25.01.1980 г. // Способ загрузки металлизованных окатышей в плавильную емкость. Авторы: Н.А.Маняк и др.], позволяющее осуществлять загрузку металлизованных окатышей в максимальном приближении их к расплаву с помощью загрузочных труб.
Настоящим изобретением решается задача по разработке более совершенного устройства для загрузки металлизованных окатышей в ДСП, позволяющее, с одной стороны, устранить недостатки прототипа и других вышеизложенных устройств, а с другой, обеспечивать работу устройства с более высокими энергосберегающими и технологическими показателями работы агрегата, например, дуговой печи для плавки металлизованных окатышей. Это достигается тем, что предлагаемое устройство для загрузки металлизованных окатышей в дуговую печь, включающее приемную воронку и узел подачи металлизованных окатышей, выполненный в виде подводящего гибкого шланга, конусной воронки из электроизоляционного материала с цилиндрическим наконечником и вспомогательными патрубками для подачи под давлением газовой смеси в поток металлизованных окатышей, при этом приемная воронка выполнена с патрубком, расположенным на ее днище, к которому прикреплен верхний торец гибкого шланга, нижний торец которого расположен внутри конусной воронки, цилиндрический наконечник которой размещен в осевом отверстии полого электрода, кроме того, сверху над приемной воронкой размещена конвейерная система подачи металлизованных окатышей в гибкий шланг, соединенная с управляющей ЭВМ, конусная воронка имеет вспомогательные патрубки для подачи под давлением газовой смеси, содержащей аргон, азот, природный газ, конусная воронка вверху по центру имеет шаровую вставку с отверстием, в котором размещен с возможностью вертикального перемещения нижний торец подводящего гибкого шланга, цилиндрический наконечник конусной воронки соединен с осевым отверстием полого электрода посредством резьбы.
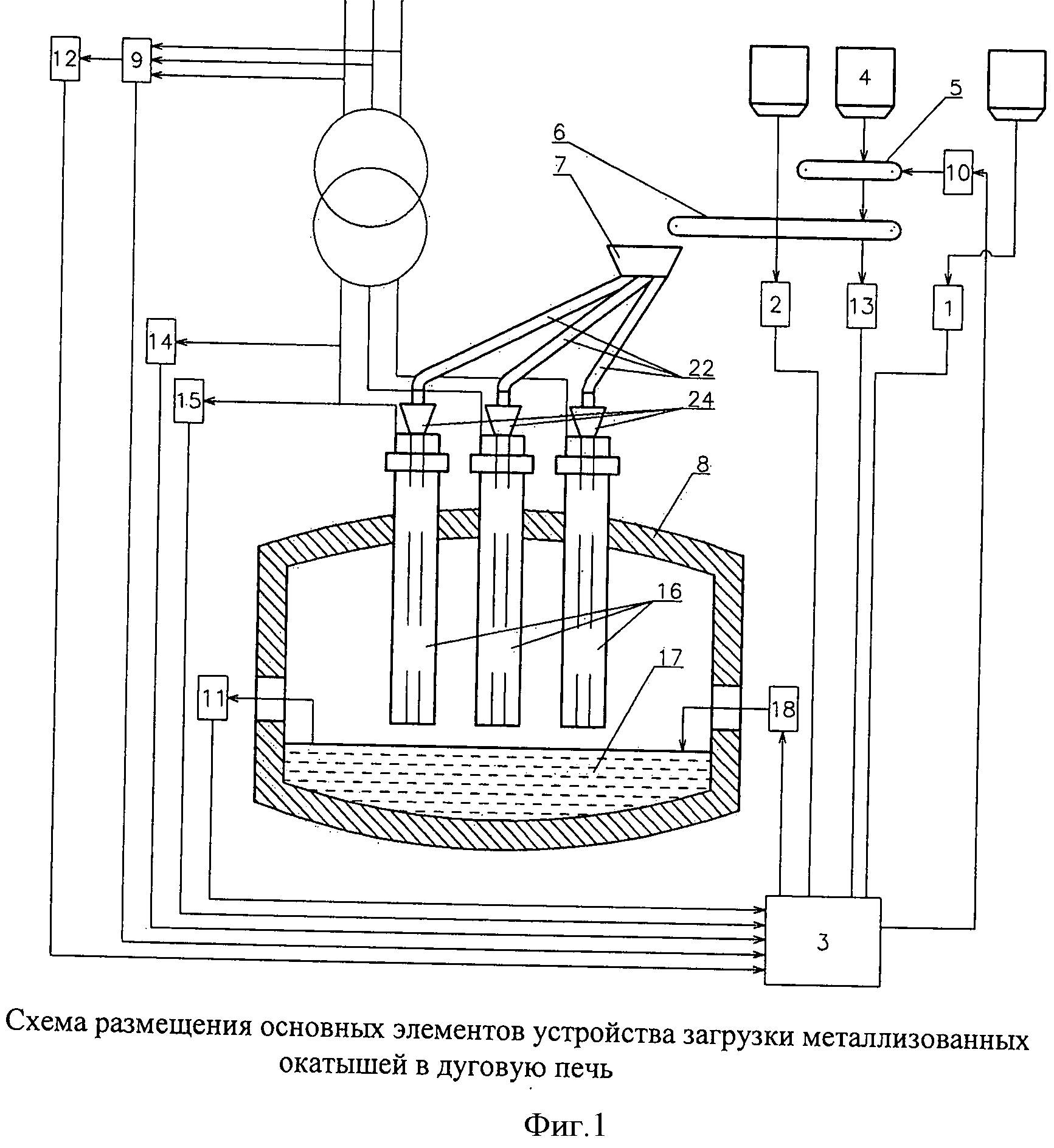
Предлагаемое изобретение реализуется с помощью устройства (см. фиг.1), включающего систему контроля расхода металлошихты (1) на электроплавку, датчик расхода сыпучих материалов (2), управляющую ЭВМ (3), бункер расхода металлизованных окатышей (4) на процесс плавки окатышей, а также систему конвейеров (5) для загрузки окатышей и сыпучих материалов (6).
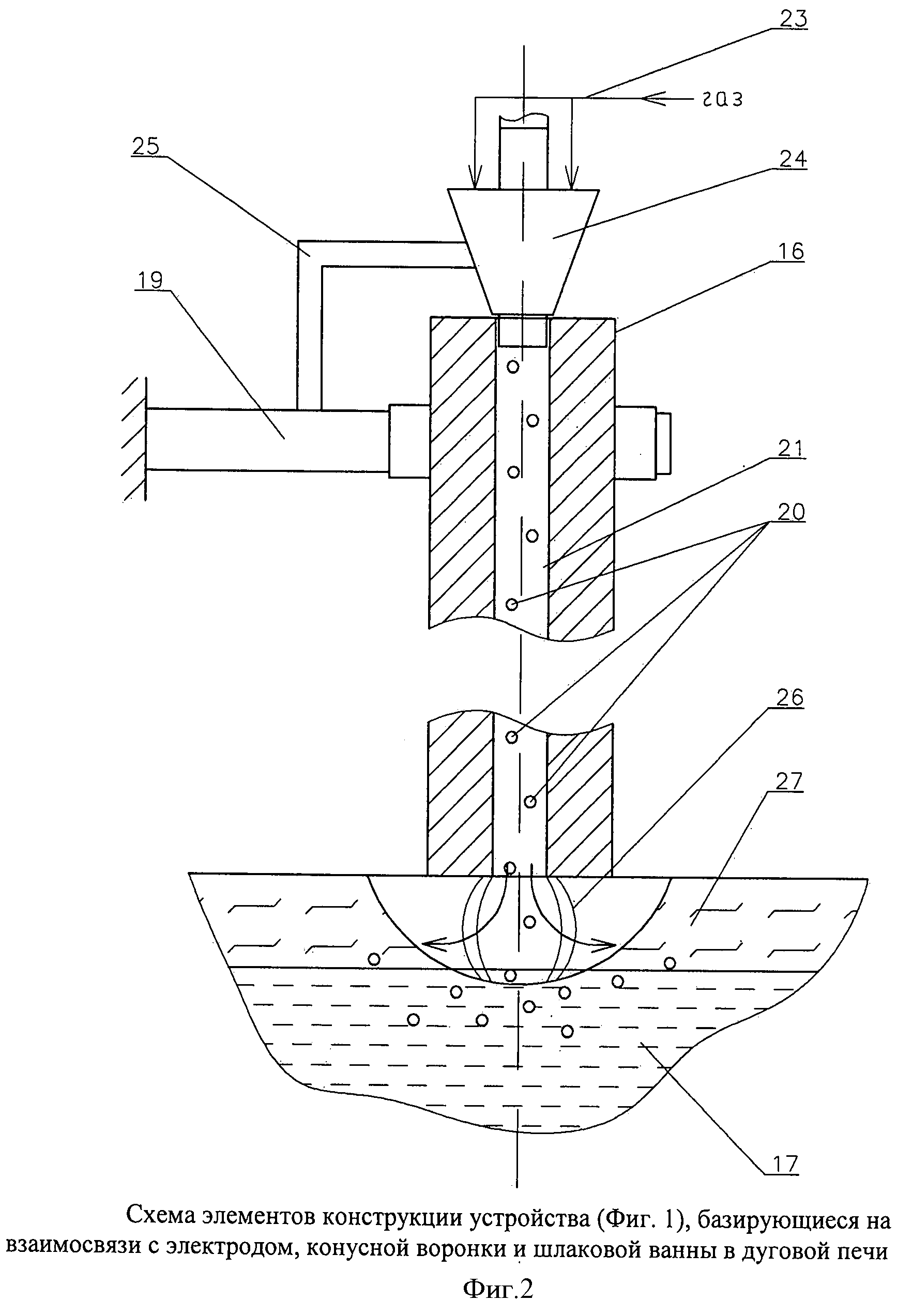
Работа по предлагаемому изобретению осуществляется следующим образом. Для осуществления электроплавки стали в приемную воронку (7) загружаются окатыши (4), которые затем поступают через гибкие шланги (22), конусные воронки (24) и полые электроды (16) в ванну (17) дуговой печи (8). На электроплавку металлизованных окатышей потребляемая мощность электроэнергии фиксируется датчиком (9), а расход окатышей и сыпучих материалов регулируется исполнительным механизмом (10) с обеспечением контроля температуры металла (11) в печи, а также контролем активной мощности датчиком (12), расходом окатышей датчиком (13) и фиксацией сигналов датчиками тока (14) и напряжения (14) в электрической цепи. При этом с помощью системы контроля температуры металла (11) и управляющей ЭВМ (3) осуществляется расчет величины теплоусвоения ванны (18) дуговой печи, а сигнал этот поступает на исполнительный механизм (10). Напряжение (фиг.1) от электрической сети (9, 12, 14, 15) передается электрододержателями (19) полым электродом (16) через осевые отверстия (21 на фиг.2), по которым движутся металлизованные окатыши (20) в потоке газовой смеси (аргон и др.), подаваемой через патрубки (23) в конусную воронку (24). При этом конусная воронка (24) жестко закреплена полым стояком (25) на электродержателе (19). В результате подвода электроэнергии через электродержатель (19) на полые электроды (16 на фиг.1) и при их контакте с металлом (17) образуются высокотемпературные электрические дуги (26 на фиг.2), в объеме которых нагреваются, а затем в шлаке (27) расплавляются металлизованные окатыши (20).
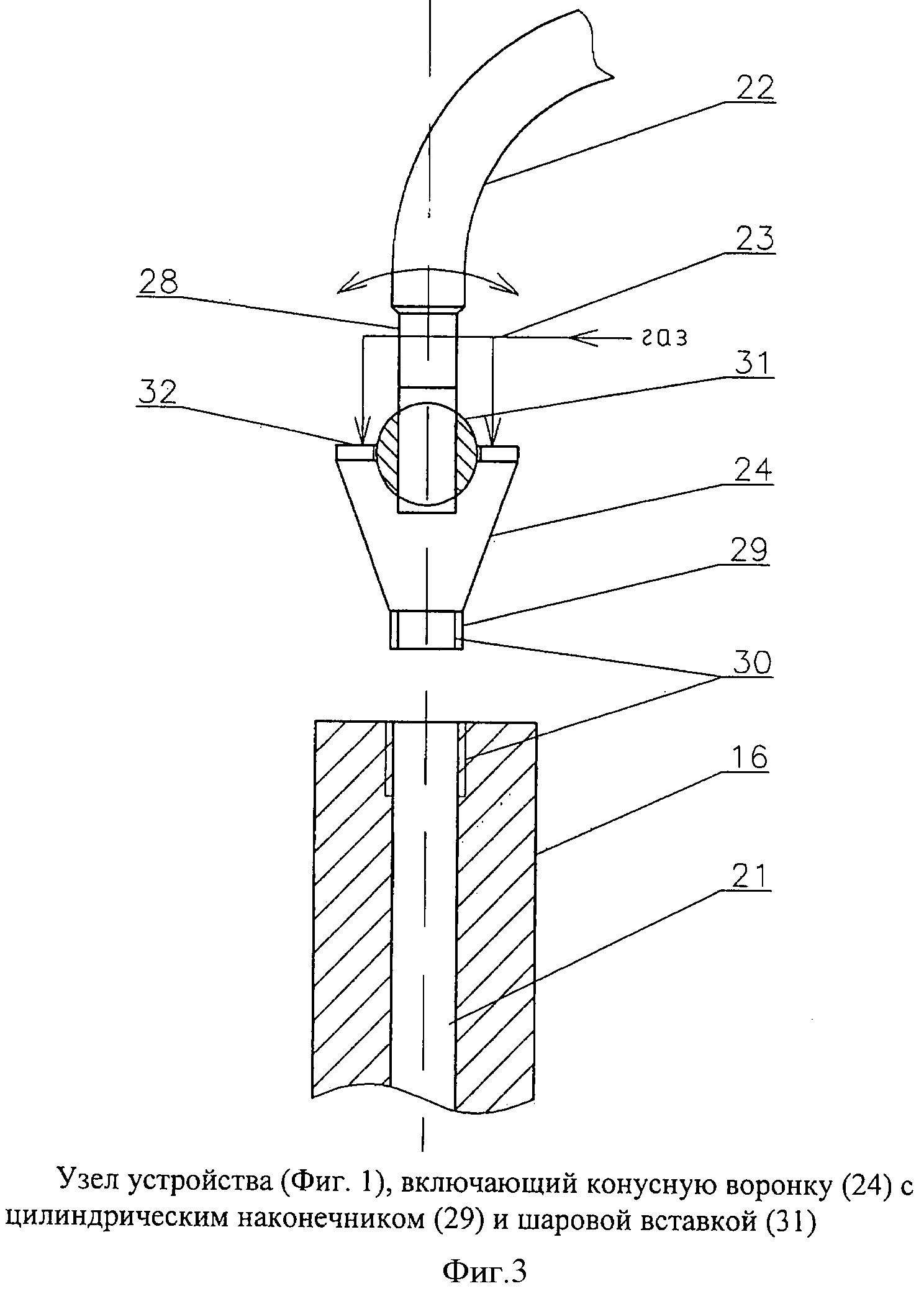
На фиг.3 приведена новая схема конструкции узла устройства, позволяющего осуществлять подачу окатышей из гибкого шланга (12) в конусную воронку (24) под давлением газовой смеси, поступающей через патрубки (23) в осевое отверстие (21) электрода (16). При этом нижний торец гибкого шланга (28 на фиг.3) вставляется в отверстие шаровой вставки (31), а цилиндрический наконечник (29) с резьбой (30) ввинчивается в отверстие с резьбой (30) электрода (16). Такое конструктивное исполнение (фиг.1 и 2) предлагаемого устройства позволяет осуществлять загрузку металлизованных окатышей под давлением (фиг.3) с помощью газовых смесей, причем подача газов (аргон и др.) предназначена как для стабилизации характеристик [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. БИ №33, кл. С21С 5/48; Окороков Н.В. и др. Эффективность работы дуговой печи на трубчатых электродах. - М.: «Электротермия», №19, 1962 г., с.13-19] электрической дуги, так как и для интенсификации процессов плавления металлизованных окатышей в ванне [Окороков Н.В. и др. Эффективность работы дуговой печи на трубчатых электродах. - М.: «Электротермия», №19, 1962 г., с.13-19] дуговой печи.
Эффективность предлагаемого изобретения вытекает из существенной новизны конструктивного исполнения устройства для загрузки металлизованных окатышей (фиг.1, 2, 3) в ванну дуговой печи, что подтверждается [Меркер Э.Э. и др. Патент РФ на изобретение №2374582 от 27.11.2009 г. Б.И. №33, кл. С21С 5/48; Окороков Н.В. и др. Эффективность работы дуговой печи на трубчатых электродах. - М.: «Электротермия», №19, 1962 г., с.13-19] опытом применения [Окороков Н.В. и др. Эффективность работы дуговой печи на трубчатых электродах. - М.: «Электротермия», №19, 1962 г., с.13-19].
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ сшивания рваных и резаных ран в условиях экстренной хирургии и устройство для его осуществления
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава

