Результат интеллектуальной деятельности: СЕКЦИЯ ТЕПЛОИЗОЛИРОВАННОЙ КОЛОННЫ
Вид РИД
Изобретение
Изобретение относится к нефтяной и газовой промышленности, в частности к добыче нефти и газа, и может быть использовано при строительстве теплоизолированных колонн для нагнетания теплоносителя в пласт при добыче тяжелой (вязкой) нефти, а также для теплоизоляции других трубопроводов, используемых для транспортировки теплоносителей.
Известна теплоизолированная колонна, содержащая внутренние трубы, соединенные между собой муфтой, и наружные трубы. При этом на одном из концов каждой из внутренних труб установлена скользящая переводная втулка, а между внутренними и наружными трубами размещены изоляционные перемычки и многослойная экранная изоляция (SU 740932, 15.06.1980, Е21В 17/00).
Недостатками вышеописанной теплоизолированной колонны являются высокие теплопотери, связанные с наличием большого количества воздуха в межтрубном пространстве колонны, который обладает относительно высокой теплопроводностью. Кроме того, конструкция такой теплоизолированной колонны при эксплуатации не исключает проникновения теплоносителя в межтрубное пространство, что также ведет к повышению теплопроводности колонны.
Известна секция теплоизолированной колонны, выбранная в качестве прототипа, содержащая внутреннюю трубу, выполненную с высаженными профилированными концами, наружную трубу, сжатую перед монтажом вдоль оси на 9-12 мм и имеющую на концах внешнюю конусную упорную резьбу, соединительную муфту. Внутренняя и наружная трубы секции колонны выполнены из одного материала и по торцам соединены вакуумно-плотными швами. Внутренняя труба выполнена с многослойной экранной изоляцией, удерживаемой центраторами, выполненными в виде колец. Между слоями изоляции размещен газопоглотитель, а в межтрубном пространстве создают вакуум 10-4-10-3 мм рт.ст. за счет откачивания воздуха через клапан, выполненный на наружной трубе (RU 2129202 С1, 20.04.1999, Е21В 17/00, Е21В 36/00).
Недостатком данной теплоизолированной колонны является то, что высаженные концы внутренней трубы плохо сопрягаются с наружной трубой по причине недостаточной точности их изготовления. При этом во время сборки секции зазоры между трубами могут достигать 5-6 мм на сторону при допустимых 0,5-1,5 мм. Это приводит к снижению качества сварного соединения, которым соединяются трубы, а с течением времени - к разгерметизации межтрубного пространства и, как следствие, к снижению теплоизолирующих и эксплуатационных свойств колонны.
Кроме того, не обеспечивается необходимое прижатие центраторов к поверхности изоляции, что приводит к их смещению, нарушению целостности изоляции и снижению теплоизолирующей способности колонны. Сжатие наружной трубы перед монтажом для уменьшения искривления под воздействием температуры теплоносителя является технологически трудоемким и затратным процессом, ведущим к значительному удорожанию изделия.
Задачей, на которое направлено изобретение, является создание секции теплоизолированной колонны, обладающей высокими теплоизолирующими свойствами.
Техническим результатом, обеспечиваемым заявленным изобретением, является снижение тепловых потерь при прохождении теплоносителя через колонну и повышение эксплуатационной надежности колонны.
Секция теплоизолированной колонны содержит внутреннюю трубу, выполненную с усилениями на концах, расположенные на ней центраторы, экранную изоляцию и газопоглотители, наружную трубу с внешней резьбой на концах, выполненную с герметичным клапаном, обеспечивающим создание в межтрубном пространстве вакуума 10-4-10-3 мм рт.ст., и соединительную муфту. В межтрубном пространстве размещены стальные вкладыши, приваренные к внутренней и наружной трубам вакуумно-плотными швами, при этом к наружной трубе стальные вкладыши приварены в месте выполнения внешней резьбы на ее концах на участке, расположенном под отрезком от первого витка до основной плоскости резьбы. В межтрубном пространстве стальные вкладыши расположены таким образом, что проточка, выполненная на вкладыше, и наружная труба образуют полость.
Стальные вкладыши могут быть выполнены в виде втулок.
Центраторы могут быть выполнены в виде хомутов, состоящих, по меньшей мере, из двух частей, жестко соединенных между собой, внутренняя поверхность которых выполнена с фрикционными свойствами.
В межтрубном пространстве секции теплоизолированной колонны в месте выполнения внешней резьбы на концах наружной трубы на участке, расположенном под отрезком от первого витка до основной плоскости резьбы, размещены стальные вкладыши, выполненные с проточкой и приваренные к внутренней и наружной трубам вакуумно-плотными швами. При этом внутренняя поверхность вкладышей частично сопрягается с поверхностью усилений на концах внутренней трубы, а наружная поверхность частично сопрягается с механически обработанной внутренней поверхностью наружной трубы.
Наличие вышеуказанных стальных вкладышей, установленных указанным образом в межтрубном пространстве между наружной и внутренней трубами, позволяет проводить достаточно точную сборку секции колонны и одновременный монтаж деталей, входящих в сварочный узел. Также обеспечивается проведение качественной сварки, повышающей эксплуатационную надежность колонны и жесткость концов наружных труб, что снижает изгибающий момент при выполнении резьбы и эксплуатации колонны, способствуя снижению вероятности ее разгерметизации.
Проточка, выполненная на каждом из стальных вкладышей, обеспечивает образование полости с наружной трубой и позволяет уменьшить активную площадь поверхности контакта вкладыша с наружной трубой и, таким образом, снизить тепловые потери всей колонны.
Стальные вкладыши приварены к наружной трубе в месте выполнения внешней резьбы на ее концах на участке, расположенном под отрезком от первого витка до основной плоскости резьбы. Данный отрезок резьбы является зоной повышенных деформаций во время эксплуатации колонны, а также испытывает максимальные нагрузки при свинчивании-развинчивании резьбового соединения. Поэтому приваренные именно на данном участке к наружной трубе стальные вкладыши позволяют повысить жесткость резьбовых концов наружной трубы, снизить вероятность разгерметизации колонны в местах их соединения с внутренними трубами и повысить эксплуатационную надежность колонны в целом.
Механическая обработка внутренней поверхности наружной трубы заключается в чистовой расточке наружной трубы, имеющей в сечении отклонения от правильного круга, и осуществляется с целью установки между трубами стального вкладыша, имеющего круглое сечение. Указанная механическая обработка проводится в месте размещения стальных вкладышей на участке внутренней поверхности наружной трубы, расположенном под концами наружной трубы с внешней резьбой.
Выполнение на концах внутренней трубы усилений обеспечивает дополнительную жесткость конструкции. Усиления могут быть выполнены в виде высаженных профилированных концов или закрепленной на концах трубы втулки.
Создание с помощью герметичного клапана, выполненного на наружной трубе, вакуума более 10-3 мм рт.ст. не обеспечивает необходимое снижение потерь тепла через межтрубное пространство. Вакуум менее 10-4 мм рт.ст. требует дополнительных энергозатрат на его создание при незначительном увеличении теплоизолирующих свойств колонны, что является нецелесообразным.
В качестве газопоглотителей, размещаемых между слоями экранной изоляции, используют высокоактивные металлические сорбенты на основе титана. Указанные сорбенты представляют собой спеченные таблетки, обладающие развитой пористой структурой и высокой сорбционной способностью при температурах 25-400°С. В диапазоне данных температур поглотители сорбируют водород, азот, пары воды, кислород, углекислый газ.
Изоляция теплопроводной колонны выполнена многослойной и состоит из отдельной изоляции, размещаемой только под центраторами и необходимой для изоляции центратора от поверхности внутренней трубы, а также нескольких слоев экранной изоляции, наматываемой на внутреннюю трубу между центраторами.
Стальные вкладыши могут быть выполнены в виде втулок или колец. Однако выполнение стальных вкладышей в виде втулок, имеющих большую ширину по сравнению с кольцами, обеспечивает дополнительную жесткость наружной трубы во время выполнения на ней резьбы и эксплуатации теплоизолированной колонны. Это снижает изгибающие моменты, действующие на колонну, продляя срок ее эксплуатации.
Выполнение каждого из центраторов в виде хомута, состоящего, по меньшей мере, из двух полуколец, жестко соединенных между собой, а также выполнение внутренней поверхности центраторов с фрикционными свойствами (с шероховатостью) позволяет обеспечить необходимое усилие их прижатия к внутренней трубе через изоляцию, не допускающее перемещений центраторов по трубе во время сборки, что исключает образование гофров на изоляции, нарушение ее целостности и снижает тепловые потери колонны.
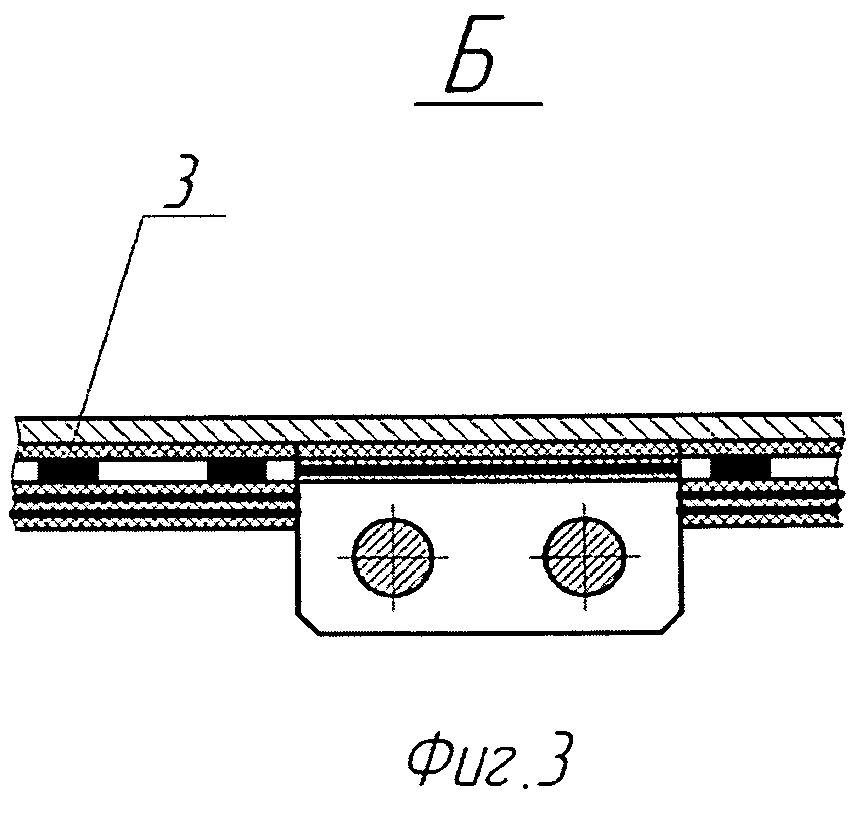
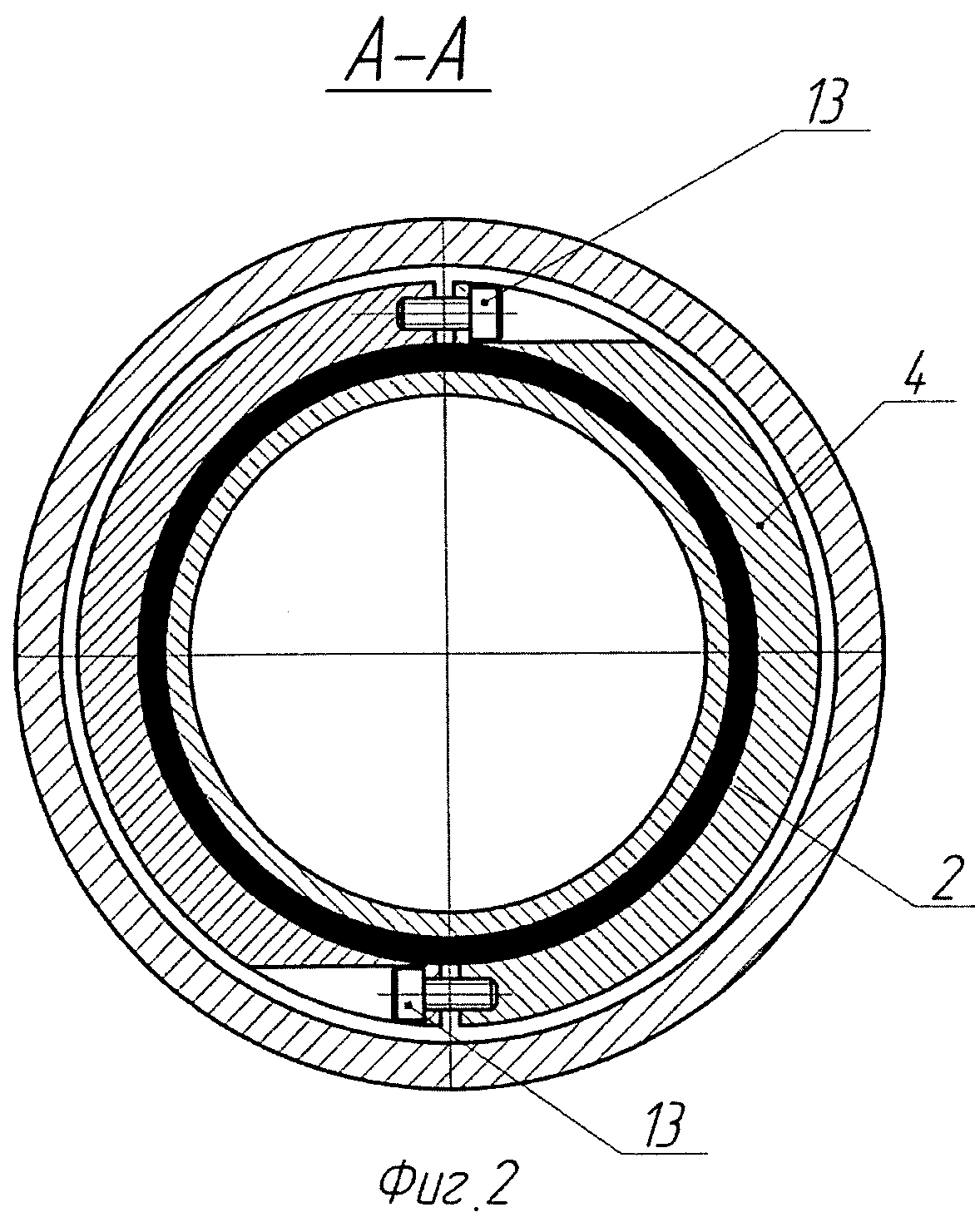
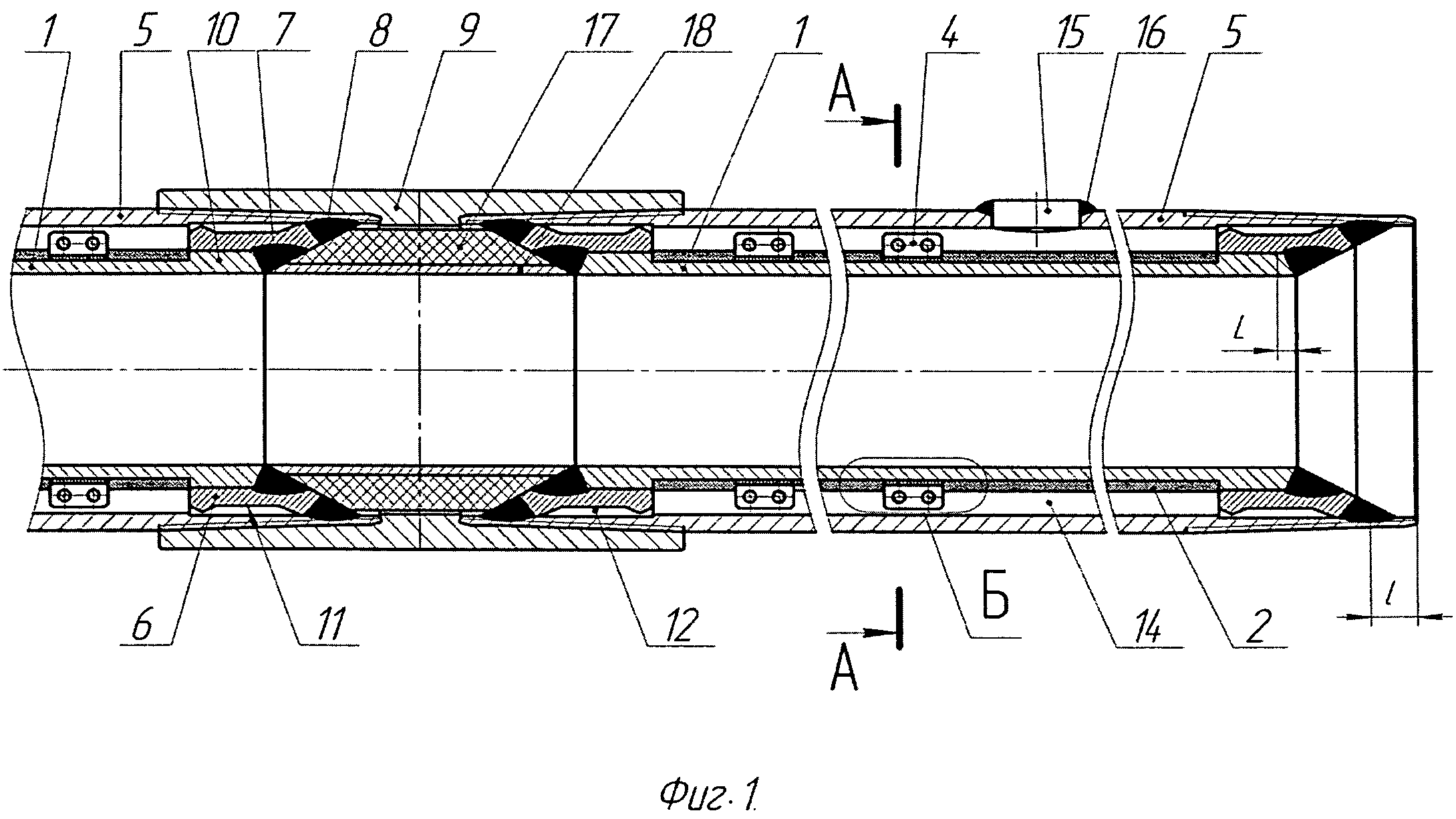
Изобретение поясняется чертежами, где на фиг.1 показан продольный разрез секции теплоизолированной колонны; на фиг.2 - поперечный разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1 - размещение центратора, изоляции и газопоглотителей на внутренней трубе.
Секция теплоизолированной колонны содержит внутреннюю трубу 1, расположенную на ней экранную изоляцию 2, между слоями которой размещены газопоглотители 3, центраторы 4, установленные на отдельной изоляции, наружную трубу 5 с внешней резьбой на концах, соединительную муфту 9. Внутренняя 1 и наружная 5 трубы соединены между собой путем приваривания стальных вкладышей 6 к трубам 1, 5 вакуумно-плотными швами 7 и 8. Внутренняя труба 1 выполнена с усилениями 10 на концах. Внутренняя поверхность каждого из стальных вкладышей 6 частично сопрягается с поверхностью усилений 10 внутренней трубы 1, а наружная поверхность вкладышей 6 частично сопрягается с механически обработанной внутренней поверхностью наружной трубы 5 на участке, расположенном под концами наружной трубы 5 с выполненной внешней резьбой. Каждый стальной вкладыш 6 выполнен с проточкой 11, образующей полость 12 с наружной трубой 5, и приварен к наружной трубе 5 в месте выполнения внешней резьбы на ее концах на участке, расположенном под отрезком от первого витка до основной плоскости резьбы.
Каждый из центраторов 4 может быть выполнен в виде хомута, состоящего, по меньшей мере, из двух полуколец, жестко соединенных между собой, например, болтами 13. При этом внутренняя поверхность центраторов 4 выполнена с фрикционными свойствами.
В межтрубном пространстве 14 создается вакуум с помощью клапана 15, выполненного на наружной трубе 5 и обваренного вакуумно-плотным швом 16.
Наружные трубы 5 секции колонны соединяют муфтой 9, предварительно вставив в нее, например, уплотнительную втулку 17, изготовленную из теплоизоляционного материала.
Секцию теплоизолированной колонны изготавливают следующим образом. На внутреннюю трубу 1 на отдельную изоляцию устанавливают центраторы 4, каждый из которых выполнен в виде хомута, состоящего, например, из двух полуколец. Указанная изоляция устанавливается только под центраторами 4 и изолирует их от внутренней трубы 1. Предварительно внутренним поверхностям полуколец центратора 4 с помощью режущего инструмента придают фрикционные свойства. Полукольца хомутов жестко стягивают, например, болтами 13. Это исключает образование задиров и гофров и нарушение целостности изоляции.
Затем на внутреннюю трубу 1 между центраторами 4 наматывают экранную изоляцию 2, между слоями которой располагают газопоглотители 3. После этого внутреннюю трубу 1 с центраторами 4 вставляют в наружную трубу 5. Затем в межтрубное пространство 14 вставляют стальные вкладыши 6, привариваемые к наружной трубе в месте выполнения внешней резьбы на ее концах на участке, расположенном под отрезком от первого витка до основной плоскости резьбы, и расположенные таким образом, что проточка, выполненная на вкладыше, и наружная труба образуют полость.
Внутреннюю трубу 1 через стальные вкладыши 6 соединяют вакуумно-плотными сварными швами 7 и 8 с наружной трубой 5. При этом точность сборки труб и монтаж деталей, входящих в сварочный узел, обеспечивают проведение качественной сварки и необходимую жесткость концов наружных труб. Проточка 11 на вкладыше 6, образующая полость 12 с наружной трубой 5, позволяет снизить активную площадь контакта вкладыша с наружной трубой. Приварку вкладышей осуществляют на расстоянии  от торца наружной трубы в месте выполнения внешней резьбы на ее концах на участке, расположенном под отрезком от первого витка до основной плоскости резьбы. Это повышает жесткость резьбового соединения и колонны в целом, снижая вероятность ее разгерметизации во время эксплуатации. Далее из межтрубного пространства 14 откачивают воздух через клапан 15, создавая в нем вакуум, и активируют газопоглотители 3, что исключает накопление газа в межтрубном пространстве колонны во время ее эксплуатации.
от торца наружной трубы в месте выполнения внешней резьбы на ее концах на участке, расположенном под отрезком от первого витка до основной плоскости резьбы. Это повышает жесткость резьбового соединения и колонны в целом, снижая вероятность ее разгерметизации во время эксплуатации. Далее из межтрубного пространства 14 откачивают воздух через клапан 15, создавая в нем вакуум, и активируют газопоглотители 3, что исключает накопление газа в межтрубном пространстве колонны во время ее эксплуатации.
Активация газопоглотителей 3 заключается в нагреве секции колонны в собранном виде до температуры, обеспечивающей разрушение оксидной пленки на поверхности газопоглотителя, и начала процесса поглощения влаги и газов.
После выполнения на них внешней резьбы наружные трубы 5 соединяют муфтой 9, предварительно вставив в нее, например, уплотнительную втулку 17, изготовленную из теплоизоляционного материала и надетую на стальной патрубок 18. Готовые для эксплуатации секции труб собирают в колонну, опускают в нагнетательную скважину и закачивают по колонне теплоноситель.
Пример осуществления изобретения.
Теплоизолированную колонну собирали в соответствии с фиг.1. В качестве внутренней трубы использовали трубу диаметром 114,3 мм со стенкой 7,37 мм и с усилениями на концах диаметром 124 мм, представляющими собой высаженные концы. В качестве наружной трубы использовали трубу диаметром 168,28 мм со стенкой 8,4 мм и механически обработанной внутренней поверхностью, расположенной под резьбовыми концами и имеющей диаметр 153+0,53 мм. Материал внутренней и наружной труб и стального вкладыша - сталь 32Г2. Сначала на внутреннюю трубу на отдельную изоляцию, представляющую собой слои стеклосетки и алюминиевой фольги, устанавливали центраторы, состоящие из двух полуколец, внутренняя поверхность которых выполнена с шероховатостью, в частности в виде рисок. Полукольца жестко стягивали болтами, что обеспечивало надежное удержание центраторов на внутренней трубе. Затем на внутреннюю трубу наматывали экранную изоляцию, также состоящую из слоев стеклосетки и алюминиевой фольги. Между слоями этой изоляции размещали газопоглотители (геттеры) марки ГП-ТЦЮ диаметром 12 мм и толщиной 2,5 мм. После этого внутреннюю трубу вставляли в наружную, а затем вкладыши, имеющие наружный диаметр  мм и внутренний диаметр 122 мм, по сопрягаемой внутренней поверхности наружной трубы диаметром 153+0,53 мм с обоих концов вставляли в межтрубное пространство, расположенное под внешними резьбовыми концами. При этом внутренняя поверхность вкладышей сопрягалась с поверхностью усилений внутренней трубы с зазором 1 мм на сторону, а наружная поверхность сопрягалась с наружной трубой по посадке с гарантированным зазором, образуемым проточкой на вкладыше.
мм и внутренний диаметр 122 мм, по сопрягаемой внутренней поверхности наружной трубы диаметром 153+0,53 мм с обоих концов вставляли в межтрубное пространство, расположенное под внешними резьбовыми концами. При этом внутренняя поверхность вкладышей сопрягалась с поверхностью усилений внутренней трубы с зазором 1 мм на сторону, а наружная поверхность сопрягалась с наружной трубой по посадке с гарантированным зазором, образуемым проточкой на вкладыше.
Сварку осуществляли в месте выполнения внешней резьбы на концах наружной трубы на участке, расположенном под отрезком от первого витка до основной плоскости резьбы, на расстоянии 30±2 мм от торца наружной трубы. При этом точность сборки труб относительно друг друга и монтаж деталей, входящих в сварочный узел, обеспечивали высокое качество сварки, а расположение сварного соединения вкладыша с наружной трубой на участке, расположенном от первого витка до основной плоскости резьбы, являющемся местом наибольшего нагружения резьбы, обеспечивало необходимую жесткость наружной трубы. Проточка на вкладыше образует полость между его наружной поверхностью и наружной трубой, уменьшая их активную площадь контакта. Далее из межтрубного пространства через клапан на наружной трубе откачивали воздух, создавая вакуум 10-4-10-3 мм рт.ст., и активировали газопоглотители путем нагрева труб до 400°С.
После выполнения внешней резьбы на наружной трубе на один из ее концов на половину резьбы навинчивали соединительную муфту с наружным диаметром 187,71 мм и внутренним диаметром 151,0 мм и вставляли в нее уплотнительную втулку, а с другой стороны муфты навинчивали вторую трубу. Свинченные таким образом трубы и секции образуют колонну, которую опускают в нагнетательную скважину и закачивают по колонне теплоноситель.
Применение предлагаемой конструкции секции теплоизолированной колонны позволит снизить тепловые потери за счет уменьшения вероятности разгерметизации колонны, повысить эксплуатационную надежность и сократить затраты на изготовление.
Способ гидрогазодинамических исследований скважин
Способ подготовки высокопрочных труб нефтяного сортамента с температурой 500-720°c после термообработки под нарезку резьбы
Технологический инструмент косовалкового прошивного стана
Способ получения этанола 95% из пищевого сырья, установка для получения этанола 95% и колонна окончательной очистки этанола
Способ изготовления секции теплоизолированной колонны
Высокогерметичное резьбовое соединение насосно-компрессорных труб (варианты)
Способ удаления злокачественной опухоли левого надпочечника
Высокогерметичное резьбовое соединение обсадных труб (варианты)
Способ изготовления горячекатаных бесшовных труб
Резьбовое соединение бурильных труб
Способ подготовки высокопрочных труб нефтяного сортамента с температурой 500-720°c после термообработки под нарезку резьбы
Технологический инструмент косовалкового прошивного стана
Способ получения этанола 95% из пищевого сырья, установка для получения этанола 95% и колонна окончательной очистки этанола
Способ изготовления секции теплоизолированной колонны
Высокогерметичное резьбовое соединение насосно-компрессорных труб (варианты)
Способ удаления злокачественной опухоли левого надпочечника
Высокогерметичное резьбовое соединение обсадных труб (варианты)
Способ изготовления горячекатаных бесшовных труб
Резьбовое соединение бурильных труб
Способ смазки внутренней поверхности гильзы-трубы

