СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯТОРА
Вид РИД
Изобретение
Настоящее изобретение относится к системе изготовления теплоизолятора и ее способу и, более конкретно, к системе изготовления теплоизолятора и ее способу, при котором теплоизолятор может демонстрировать высокую отражательную способность и низкую излучательную способность при использовании по отдельности или при использовании в сочетании с другими материалами.
Теплоизолятор обычно крепится и изготавливается на поверхности наружной стены здания, и выполняет роль сведения к минимуму потерь внутреннего холодного/теплого воздуха путем предотвращения поступления холодного воздуха или теплого воздуха снаружи внутрь здания и предотвращения утечки наружу теплого воздуха или холодного воздуха, находящегося внутри здания.
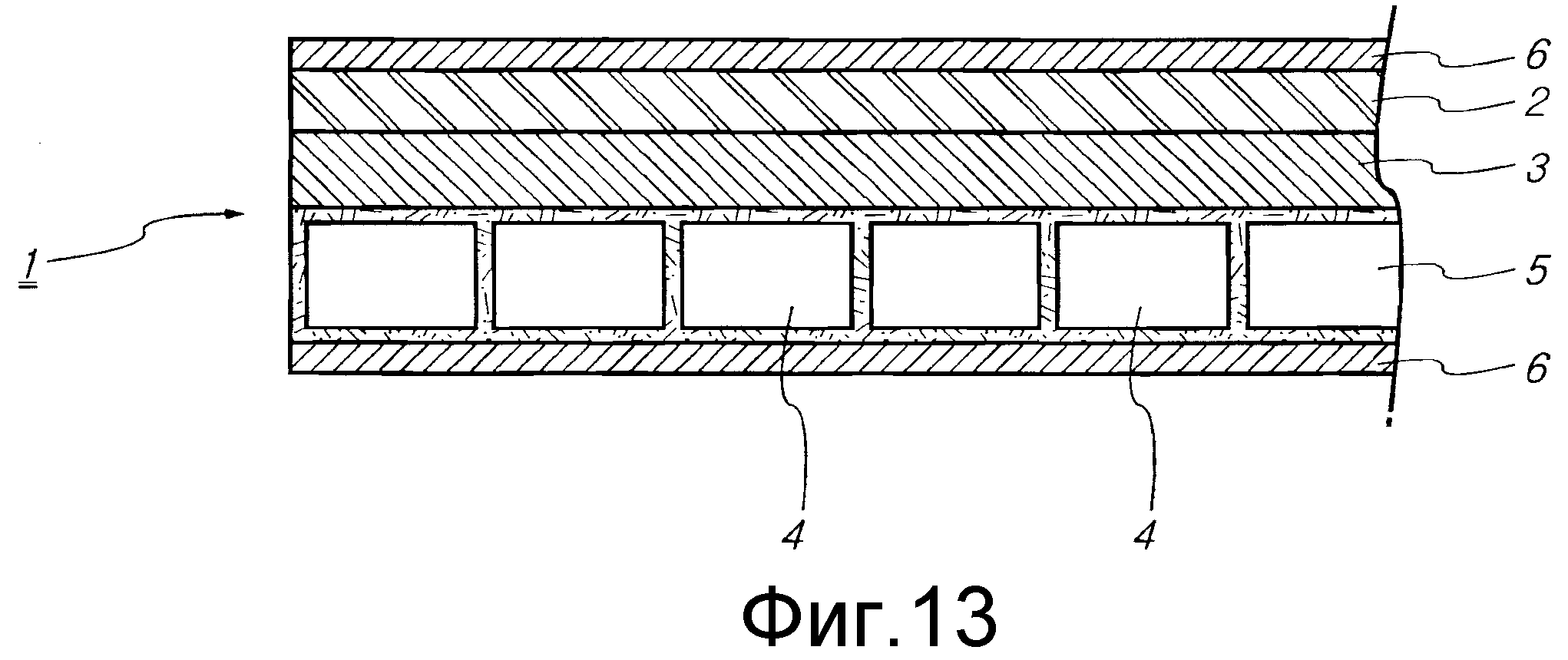
Обычно разработаны и применяются различные виды таких теплоизоляторов, заявитель данной заявки также зарегистрировал теплоизолятор в качестве регистрации корейской полезной модели №420049. После этого конфигурация теплоизолятора с использованием такой существующей технологии будет описана со ссылкой на фиг.13.
Теплоизолятор 1 с применением обычной технологии включает в себя первый изолирующий слой 2, образованный нетканым полотном, второй изолирующий слой 3, прикрепленный к одной поверхности первого изолирующего слоя 2 пенопластового полиэтиленового листа с поперечными связями, третий изолирующий слой 5, имеющий множество воздушных ячеек 4, помещенный на внешней поверхности второго изолирующего слоя 3, и алюминиевые пленки 6, прикрепленные к внешним поверхностям первого и третьего изолирующих слоев 2 и 5.
Описанный выше обычный теплоизолятор имеет форму, при которой высокоадиабатические готовые материалы, такие как воздушный зазор, нетканое полотно и пенопластовый полиэтиленовый лист с поперечными связями, просто скрепляются с помощью адгезива или смолы, и алюминиевые пленки прикрепляются на обеих их поверхностях. Таким образом, производственное устройство конфигурировано таким образом, что рулонные материалы просто подают, а поданные материалы скрепляются прижимным роликом.
Конечно, при такой конфигурации теплоизолятора по мере необходимости алюминиевую пленку, обладающую высокой отражательно способностью и низкой излучательной способностью, помещают между изолирующими материалами с целью улучшения адиабатичности. Однако на практике такая конфигурация ведет к ненужному расходу алюминиевой пленки.
В случае алюминиевой пленки это объясняется тем, что для максимального использования собственных свойств алюминия, таких как высокая отражательная способность (отсечение потока, направленного снаружи внутрь) и низкая излучательная способность (отсечение потока, направленного изнутри наружу), поверхность алюминиевой пленки должна быть прикреплена без посторонних веществ.
По этой причине при конфигурации изолятора алюминиевые пленки прикрепляют с обеих сторон. Кроме того, алюминиевая пленка, помещенная с наружной стороны изготовленного изолятора, выполняет функцию высокой отражательной способности, а другая алюминиевая пленка, помещенная с внутренней стороны, выполняет функцию низкой излучательной способности.
Хотя такой факт известен всем людям, занятым в области техники, относящейся к теплоизолятору, помещение алюминиевой пленки между соответствующими компонентами, образующими теплоизолятор, предназначено для технического разграничения с другими теплоизоляторами.
Задачей настоящего изобретения является решение упомянутых выше проблем, возникающих в прежних технических решениях, путем создания системы изготовления теплоизолятора и ее способа, при котором теплоизолятор изготавливают путем операций формирования прорезных щелей в пенопластовом полиэтиленовом листе с поперечными связями, увеличения ширины пенопластового полиэтиленового листа с поперечными связями, выполненного с прорезными щелями с формированием ячеек, и прикрепления алюминиевой пленки к обеим поверхностям пенопластового полиэтиленового листа с поперечными связями, выполненного с ячейками. Теплоизолятор может использоваться отдельно. В то же время, даже в случае, когда теплоизолятор используется путем помещения внутри других компонентов, алюминиевая пленка, помещенная поверх ячеек, сформированных в пенопластовом полиэтиленовом листе с поперечными связями, не имеет адгезивной поверхности. Таким образом, можно в достаточной степени показать высокую отражательную способность и низкую излучательную способность.
В настоящем изобретении к обеим поверхностям пенопластового полиэтиленового листа с поперечными связями, выполненного с ячейками в диапазоне от 60 до 80% всей площади, предлагается теплоизолятор с прикрепленной к нему алюминиевой пленкой. Таким образом, теплоизолятор может в достаточной степени демонстрировать высокую отражательную способность и низкую излучательную способность, то есть собственные характеристики алюминия, при использовании его отдельно или совместно с другими компонентами теплоизолятора. Соответственно можно достичь различных эффектов, таких как улучшение адиабатичности, улучшение качества теплоизолятора и превосходство в конкурентоспособности за рубежом.
Указанные и другие объекты, признаки и преимущества настоящего изобретения станут более очевидными из следующего подробного описания, выполненного совместно с прилагаемыми чертежами, на которых:
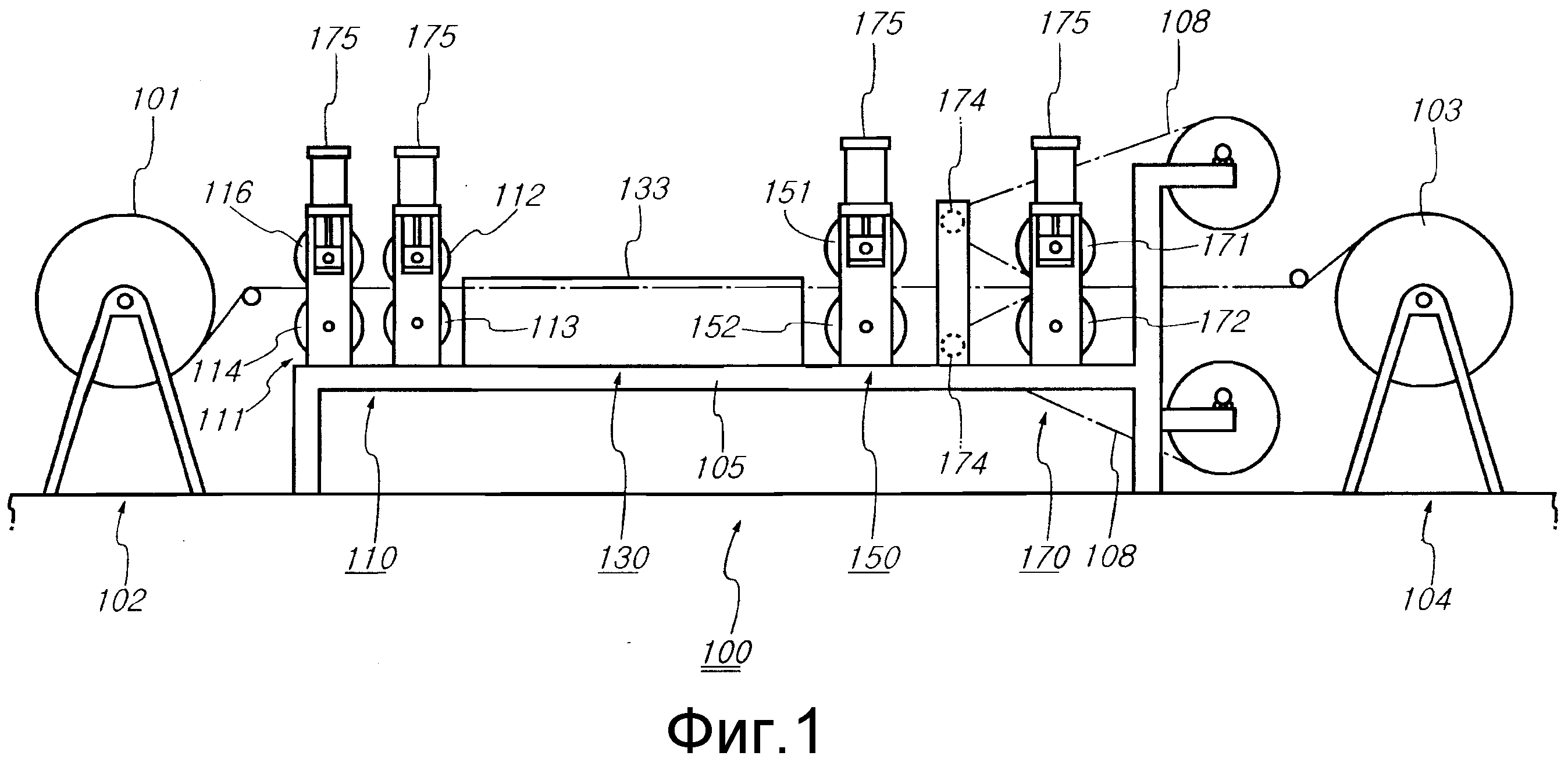
на фиг.1 показан вид сбоку, демонстрирующий все устройство для изготовления теплоизолятора согласно настоящему изобретению;
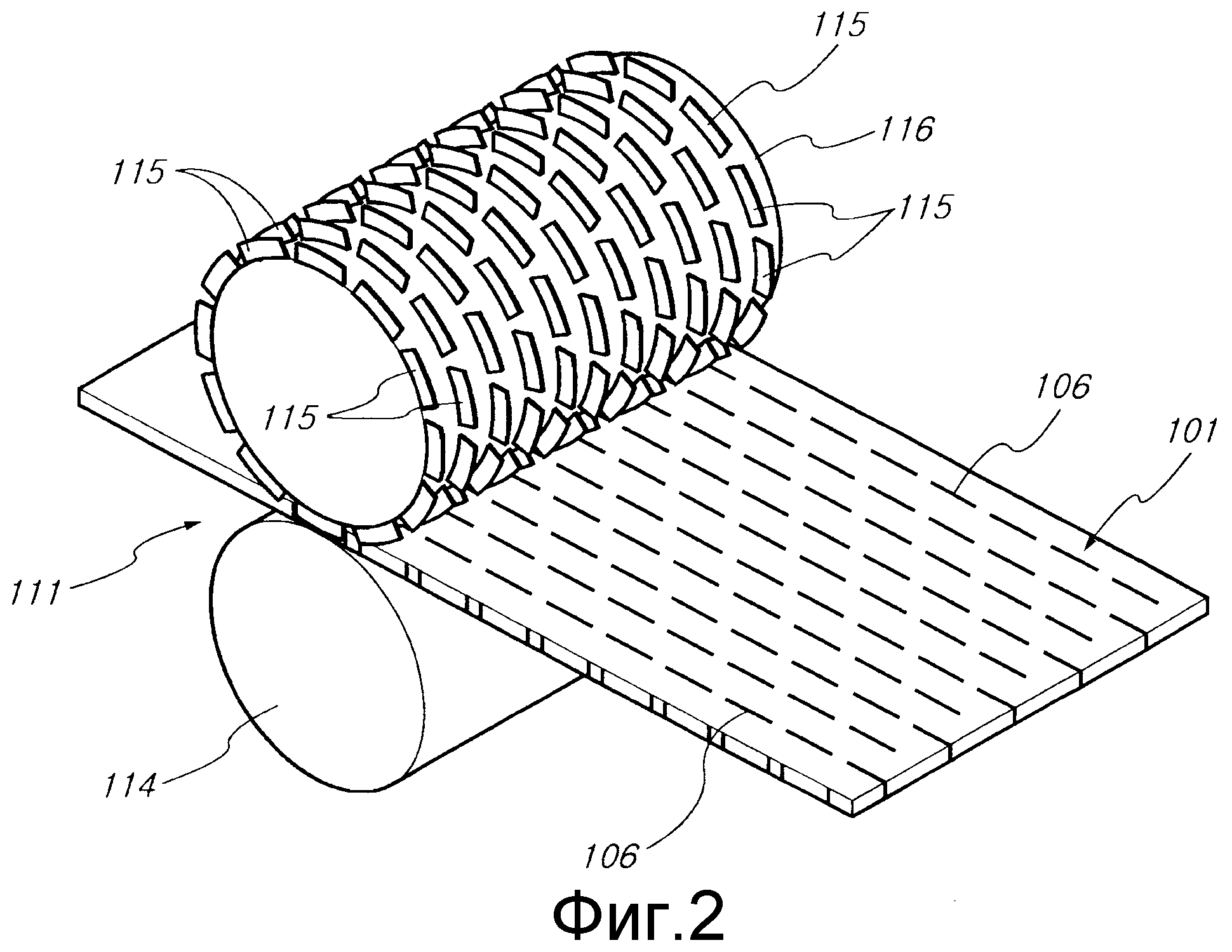
на фиг.2 показан вид в перспективе, демонстрирующий режущую часть устройства для изготовления теплоизолятора согласно настоящему изобретению;
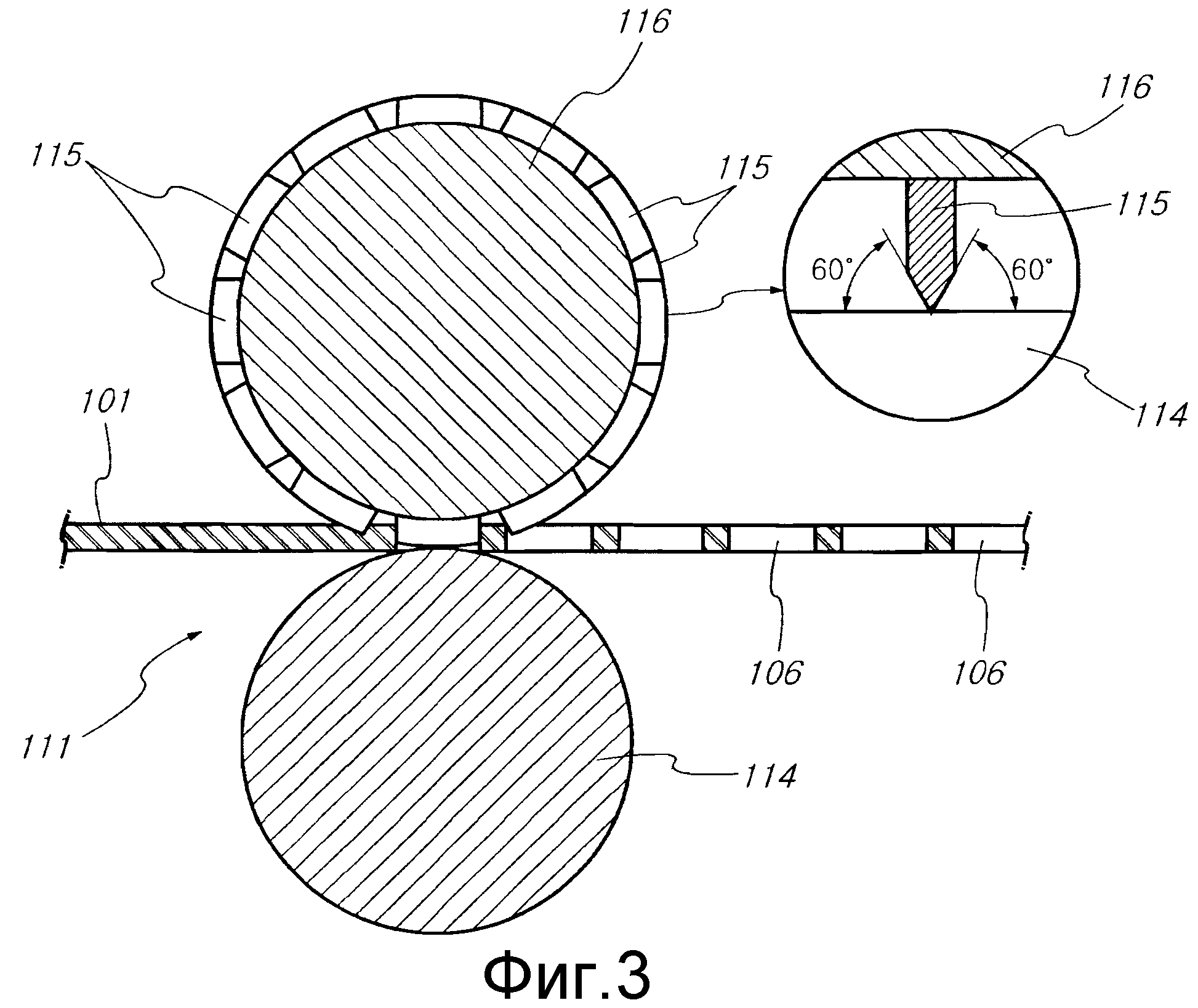
на фиг.3 показан вид в разрезе, демонстрирующий режущую часть устройства для изготовления теплоизолятора согласно настоящему изобретению;
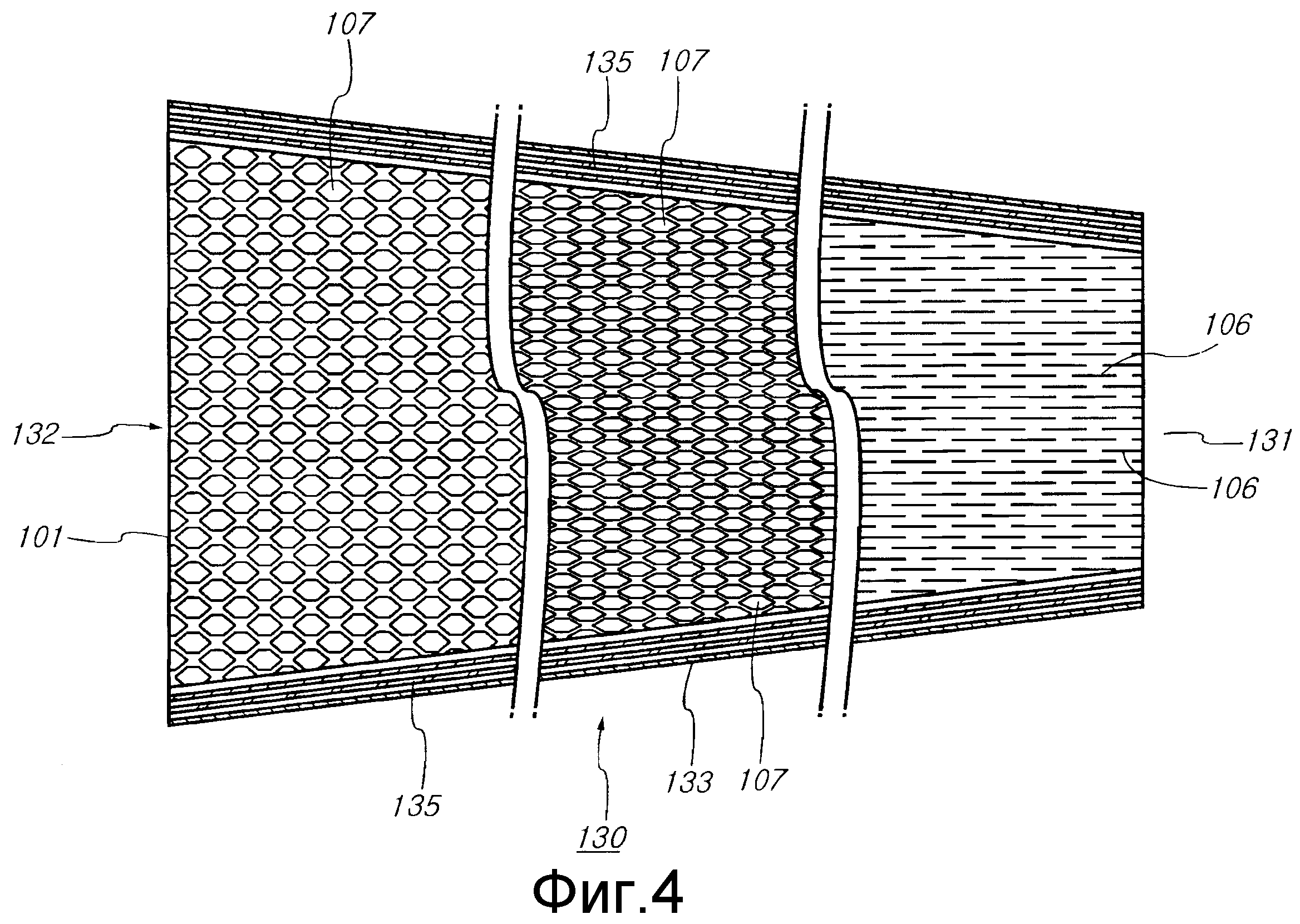
на фиг.4 показан вид сверху в разрезе, демонстрирующий расширительную часть устройства для изготовления теплоизолятора согласно настоящему изобретению;
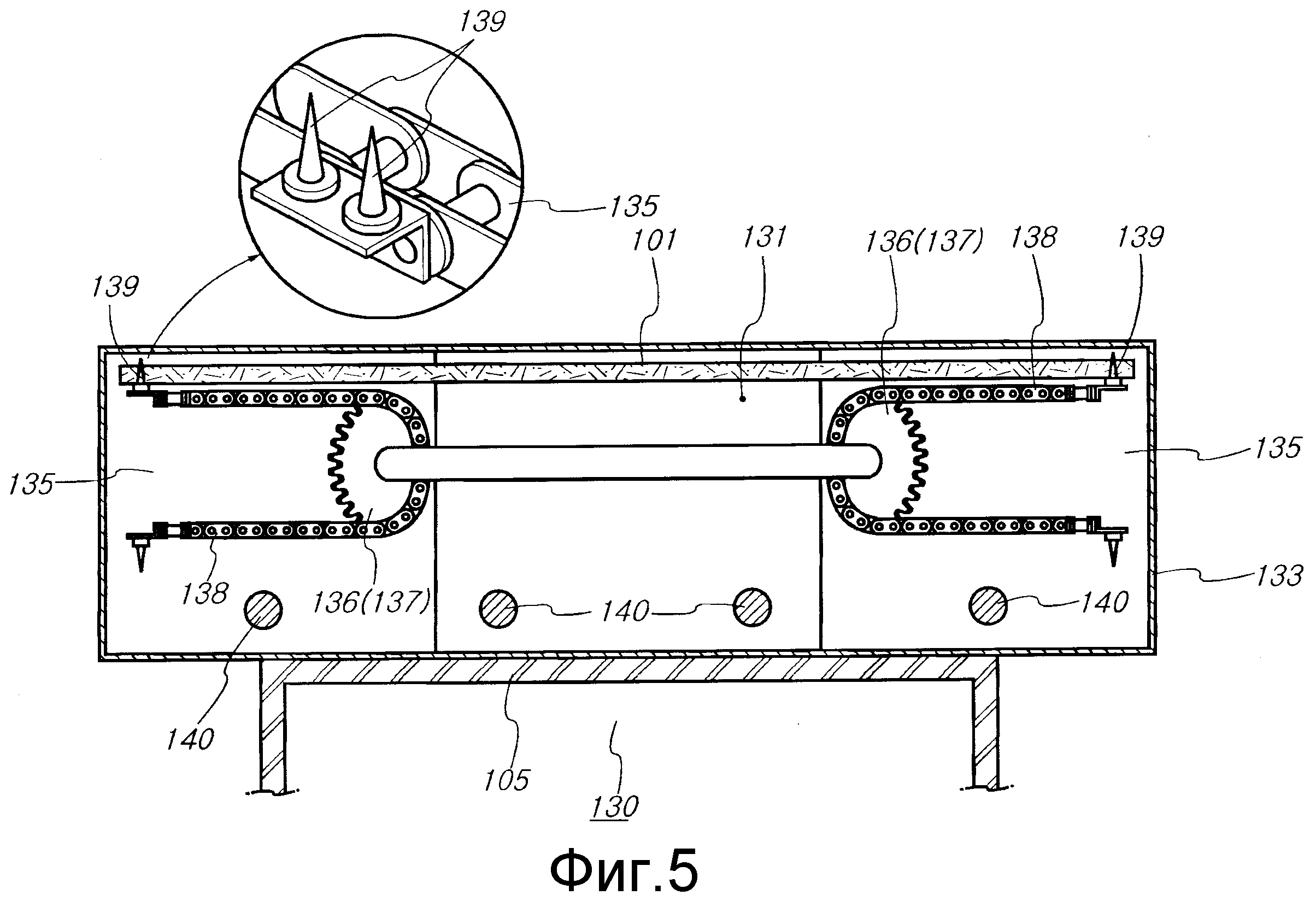
на фиг.5 показан вид сбоку в разрезе, демонстрирующий расширительную часть устройства для изготовления теплоизолятора согласно настоящему изобретению;
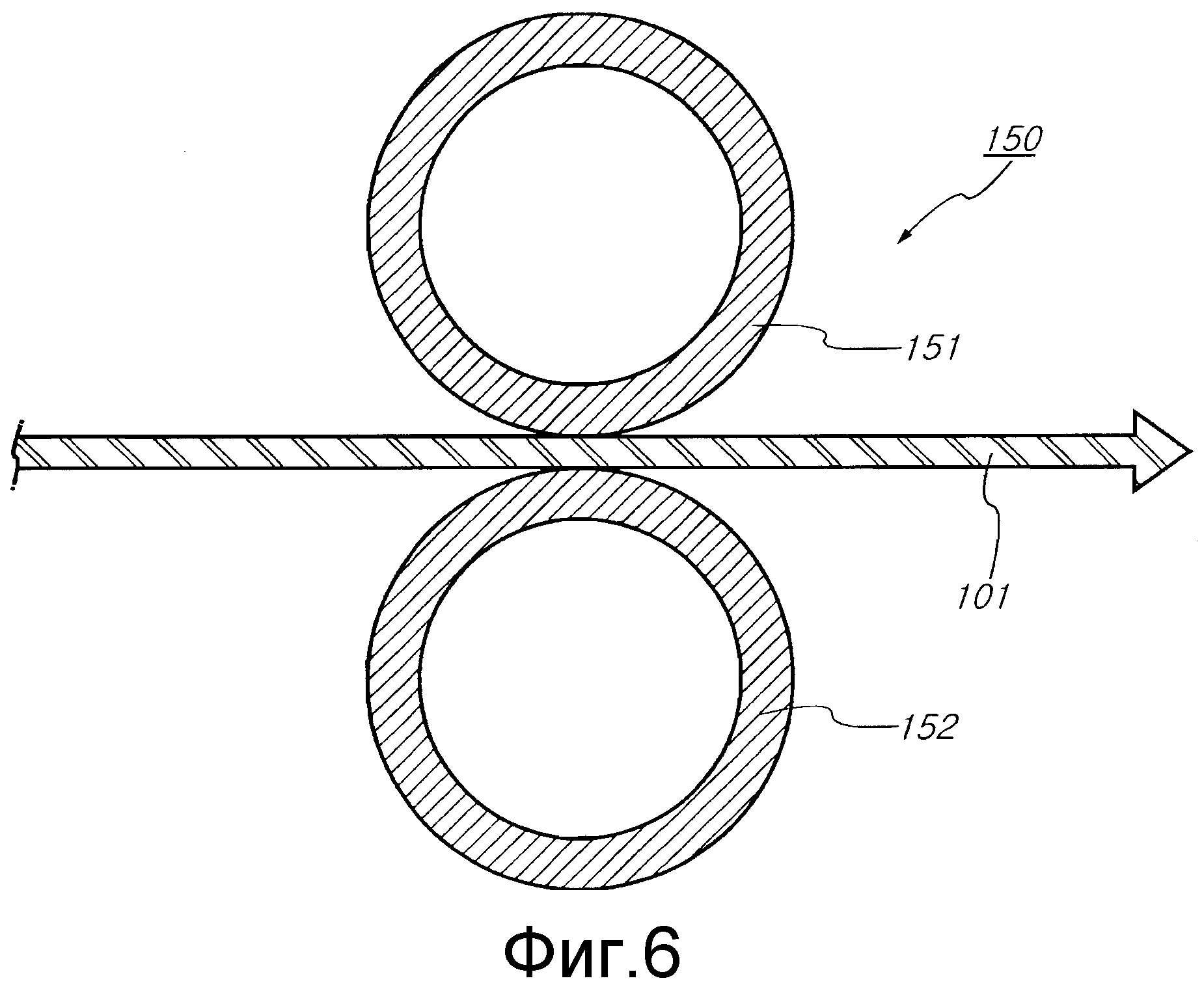
на фиг.6 показан вид в разрезе, демонстрирующий охлаждающую часть устройства для изготовления теплоизолятора согласно настоящему изобретению;
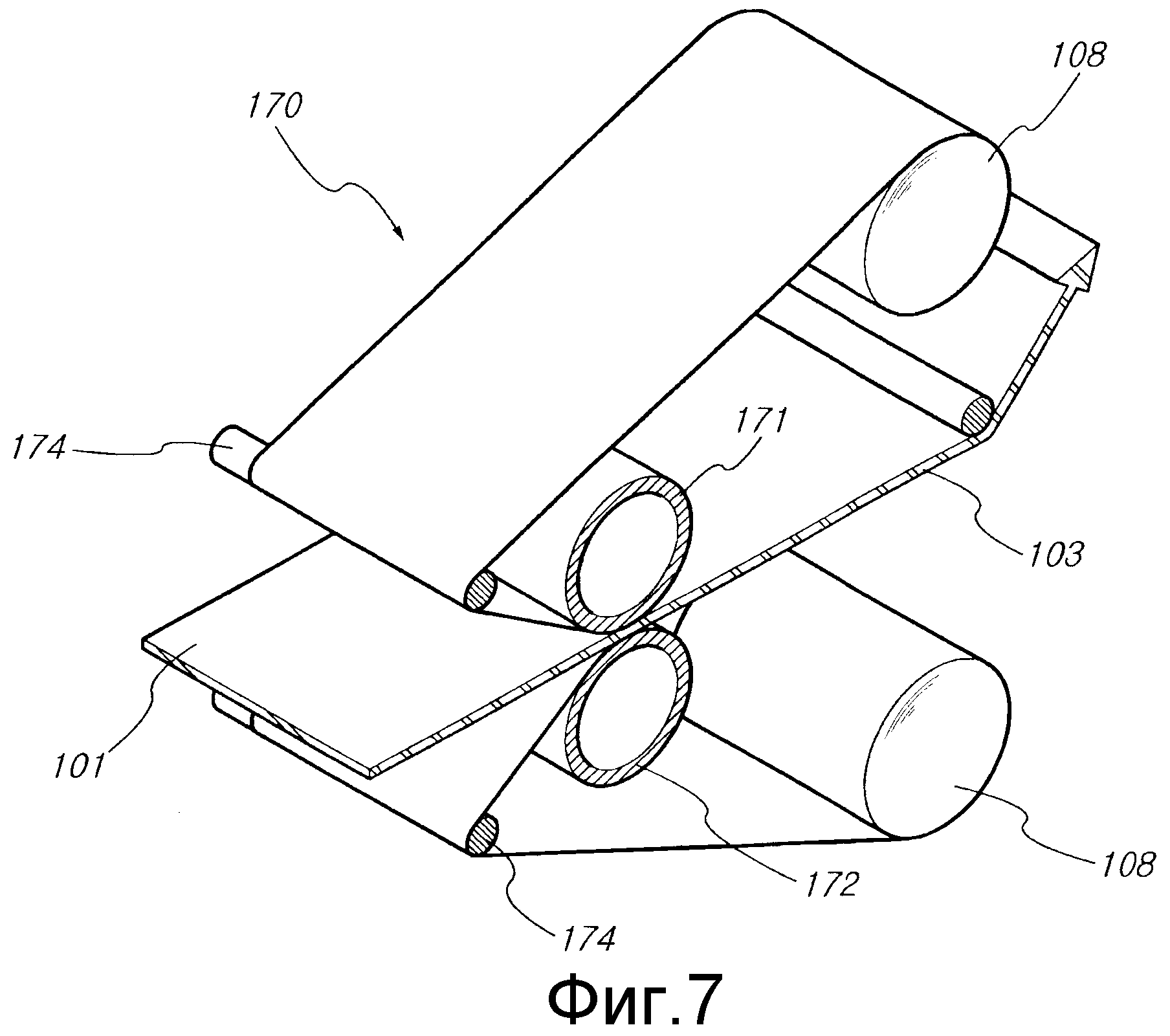
на фиг.7 показан вид в перспективе, демонстрирующий часть для прикрепления листа устройства для изготовления теплоизолятора согласно настоящему изобретению;
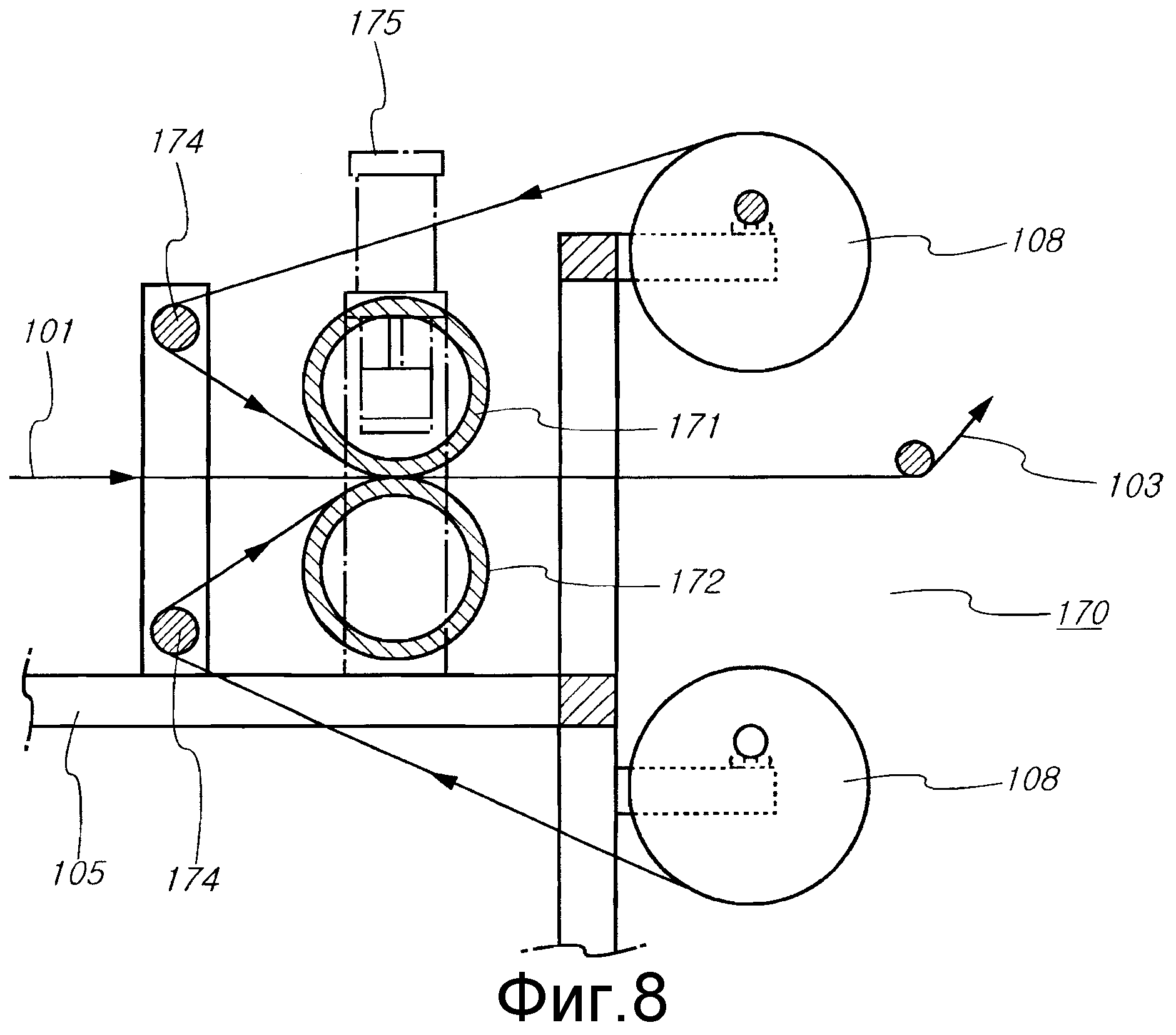
на фиг.8 показан вид в разрезе, демонстрирующий часть для прикрепления листа устройства для изготовления теплоизолятора согласно настоящему изобретению;
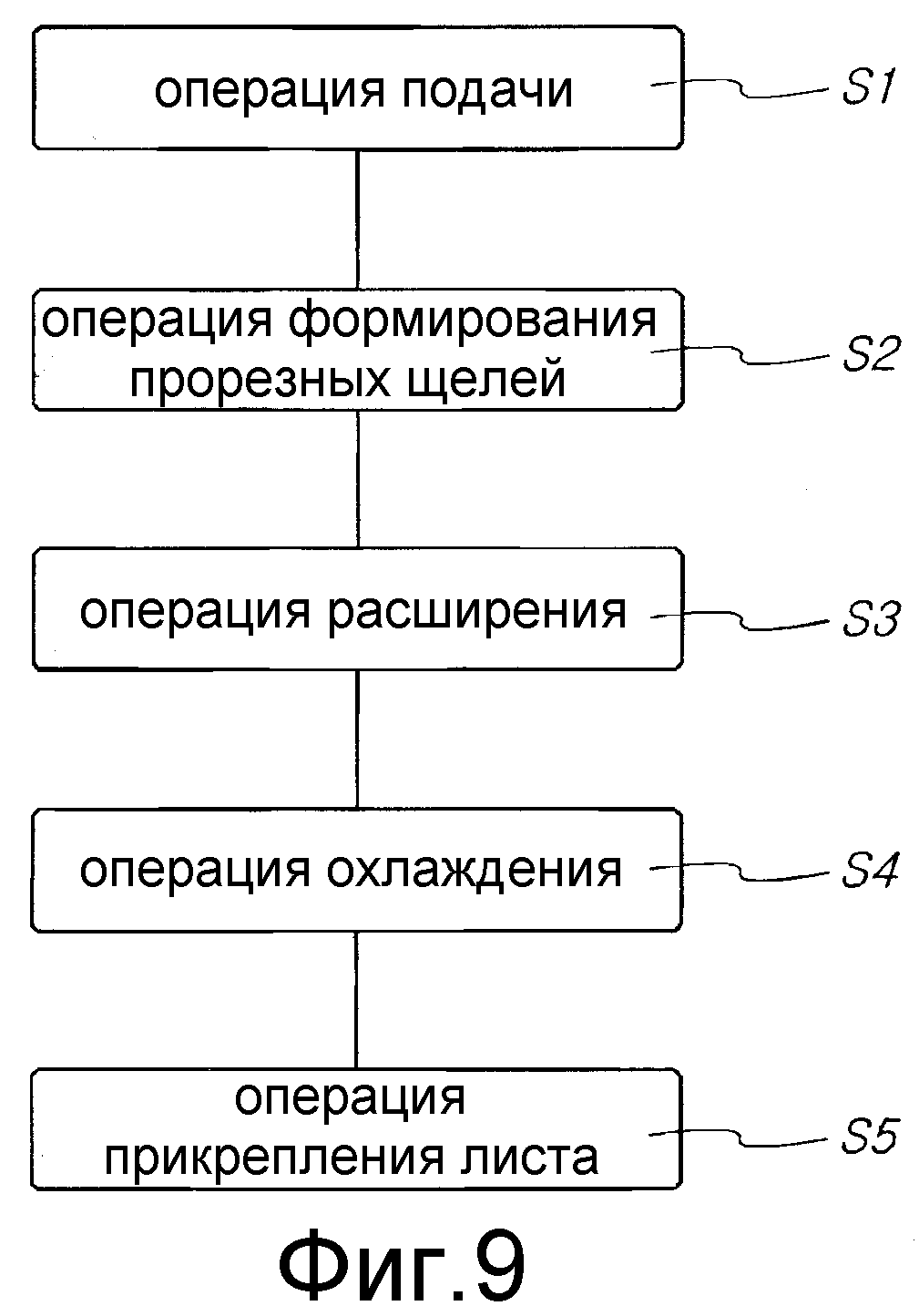
на фиг.9 показана блок-схема, демонстрирующая процесс изготовления теплоизолятора посредством устройства для изготовления теплоизолятора согласно настоящему изобретению;
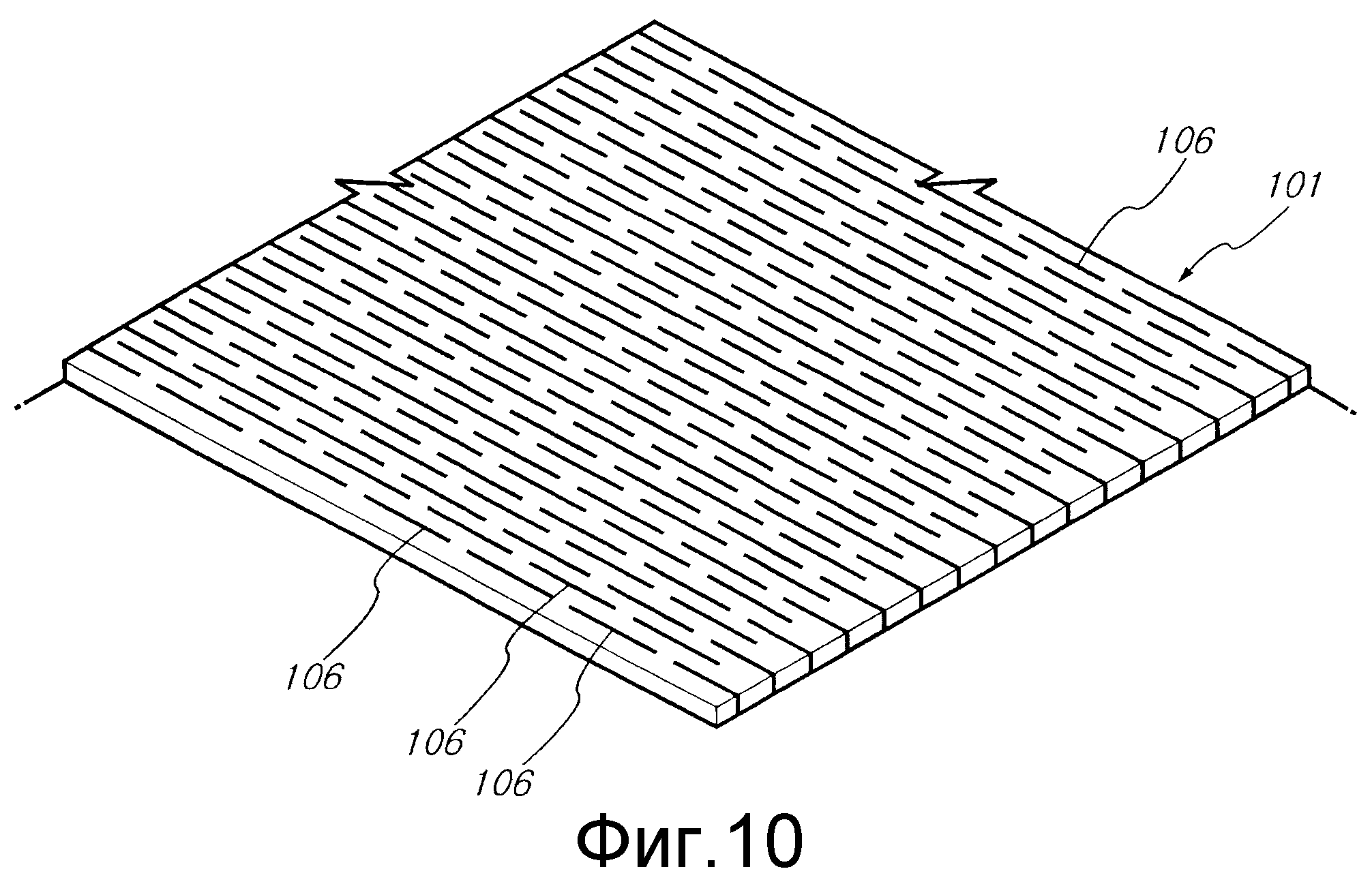
на фиг.10 показан вид в перспективе, демонстрирующий пенопластовый полиэтиленовый лист с поперечными связями, выполненный с прорезными щелями на устройстве для изготовления теплоизолятора согласно настоящему изобретению;
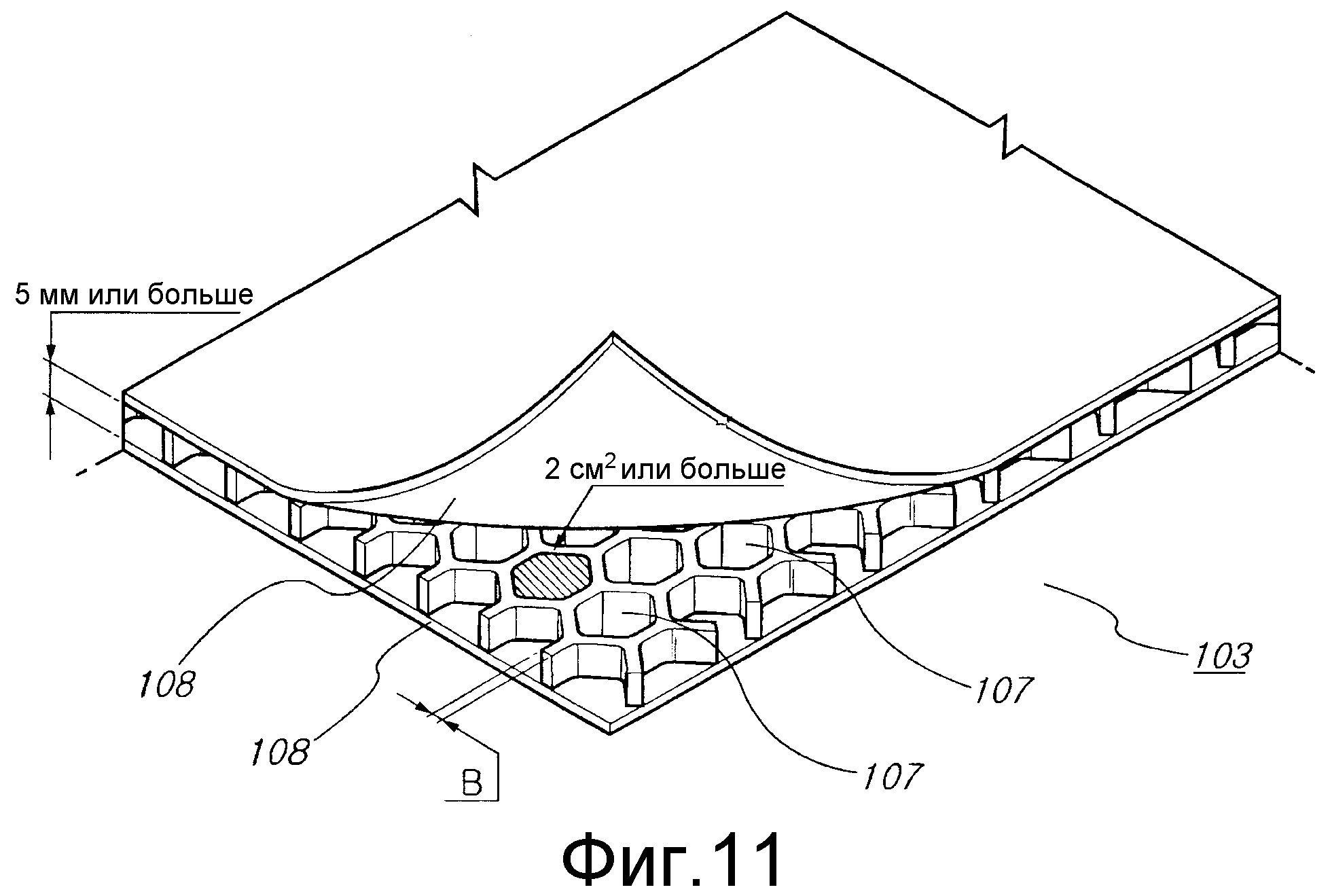
на фиг.11 показан вид в перспективе, демонстрирующий теплоизолятор, завершенный на устройстве для изготовления теплоизолятора согласно настоящему изобретению;
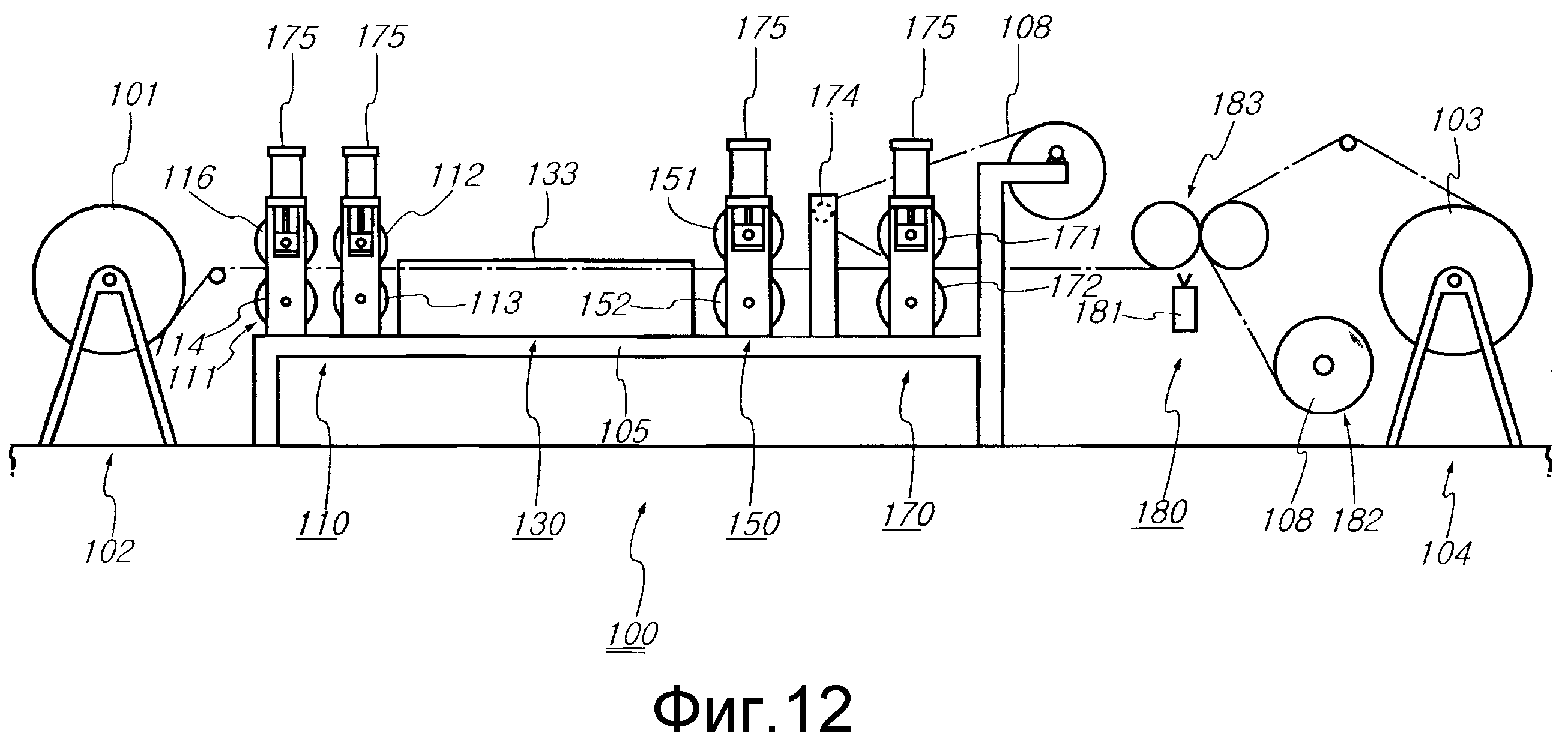
на фиг.12 показан вид конфигурации, демонстрирующий другой пример устройства для изготовления теплоизолятора согласно настоящему изобретению; и
на фиг.13 показан вид в разрезе, демонстрирующий конфигурацию обычного теплоизолятора.
ПОДРОБНОЕ ОПИСАНИЕ ПРИВЕДЕННЫХ В КАЧЕСТВЕ ПРИМЕРА ВАРИАНТОВ РЕАЛИЗАЦИИ
Пенопластовый полиэтиленовый лист с поперечными связями 101, предназначенный для обработки, подготавливают и подают, и при подаче пенопластовый полиэтиленовый лист с поперечными связями 101 формируют со множеством прорезных щелей 106 с равными промежутками между ними.
Пенопластовый полиэтиленовый лист с поперечными связями 101, сформированный с прорезными щелями 106, нагревают так, что его ширина увеличивается, превращая, таким образом, прорезные щели 106 с приданием им формы ячеек 107. Затем пенопластовый полиэтиленовый лист с поперечными связями 101 охлаждают для того, чтобы сохранять состояние, при котором ширина пенопластового полиэтиленового листа с поперечными связями 101 и ячеек 107 увеличивается.
Теплоизолятор 103 согласно настоящему изобретению отличается тем, что одна поверхность или обе поверхности охлажденного пенопластового полиэтиленового листа с поперечными связями 101 скреплены с алюминиевой пленкой 108 так, что высокая отражательная способность и низкая эмиссионная способность, то есть собственные функции алюминиевой пленки 108, могут быть показаны через ячейки 107.
Устройство 100 для изготовления теплоизолятора согласно настоящему изобретению включает в себя питатель 102, предназначенный для подачи пенопластового полиэтиленового листа с поперечными связями 101 в рулоне, и раму 105, которая имеет спереди и сзади моталки 104, предназначенные для наматывания готового теплоизолятора 103.
На передней стороне рамы 105 помещается режущая часть 110, предназначенная для формирования множества прорезных щелей 106 в пенопластовом полиэтиленовом листе с поперечными связями 101, который подается из питателя 102, в то время как на задней стороне режущей части 110 помещается расширительная часть 130, предназначенная для превращения прорезных щелей 106 в ячейки 107 путем увеличения ширины пенопластового полиэтиленового листа с поперечными связями 101, выполненного с прорезными щелями 106.
На задней стороне расширительной части 130 помещается охлаждающая часть 150, предназначенная для постоянного сохранения увеличенной ширины пенопластового полиэтиленового листа с поперечными связями 101 и ячеек 107, преобразованных из прорезных щелей 106, в то время как на задней стороне охлаждающей части 150 помещается часть для прикрепления листа 170, которая предназначена для прикрепления алюминиевой пленки 108 к одной поверхности (или обеим поверхностям) расширенного пенопластового полиэтиленового листа с поперечными связями 101, выполненного с ячейками 107, так, чтобы демонстрировать высокую отражательную способность и низкую излучательную способность.
Режущая часть 110 включает в себя: режущий ролик 111, предназначенный для формирования прорезных щелей 106 в подаваемом пенопластовом полиэтиленовом листе с поперечными связями 101; и пару верхних/нижних подающих роликов 112 и 113, предназначенных для подачи пенопластового полиэтиленового листа с поперечными связями 101, выполненного с прорезными щелями 106, на расширительную часть 130, помещенную с задней стороны режущего ролика 111.
Режущий ролик 111 включает в себя: нижний ролик 114, помещенный с нижней стороны, который опирается на раму 105; и верхний ролик 116, помещенный с верхней стороны нижнего ролика 114, который имеет множество лезвий 115, предназначенных для формирования прорезных щелей 106 в подаваемом пенопластовом полиэтиленовом листе с поперечными связями 101.
Режущий ролик 111 и верхний/нижний подающие ролики 112 и 113 приводятся во вращение с помощью мощности, принимаемой от приводного средства, помещенного на нижней поверхности рамы 105, причем мощность передается на нижний ролик 114 режущего ролика 111 с приводного средства, нижний ролик 114 передает мощность на нижний подающий ролик 112, и верхний ролик 116 и верхний подающий ролик 113 приводятся во вращения за счет взаимодействия между собой через средство подачи пенопластового полиэтиленового листа с поперечными связями 101. Это может быть названо обычным типом передачи мощности.
Нижний ролик 114 и режущий ролик 111 разделены между собой промежутком, равным высоте Н лезвий 115, помещенных на режущем ролике 111. В то время, когда толщина подаваемого пенопластового полиэтиленового листа с поперечными связями 101 больше высоты Н лезвий 115, прорезные щели 106 могут формироваться во время обжатия.
Лезвия 115 формируются в различных положениях относительно соседних лезвий 115, вместо того, чтобы быть на тех же линиях, что и соседние лезвия 115. Кроме того, угол наклона лезвий 115 предпочтительно поддерживается на уровне 60° или меньше относительно горизонтальной плоскости нижнего ролика 114 так, чтобы облегчить формирование прорезных щелей и уменьшить износ.
Расширительная часть 130 поддерживает расширительный туннель 133 с узким входом 131 и широким выходом 132 на раме 105, а также на обеих сторонах расширительного туннеля 133 предусмотрено передаточное средство 135, предназначенное для передачи выпущенного пенопластового полиэтиленового листа с поперечными связями 101 путем удерживания обеих боковых кромок пенопластового полиэтиленового листа с поперечными связями 101.
В передаточном средстве 135 ведущая цепная передача 136 и ведомая цепная передача 137, приводимые во вращение мощностью, принимаемой от приводного средства, соединяются между собой цепью 138, а цепь 138 имеет также множество штифтов 139 так, чтобы удерживать пенопластовый полиэтиленовый лист с поперечными связями 101 от входа 131 до выхода 132.
Расширительный туннель 133 дополнительно снабжен нагревателем 140, предназначенным для генерирования тепла так, чтобы облегчить превращение пенопластового полиэтиленового листа с поперечными связями 101, ширина которого увеличивается во время передачи от входа 131 до выхода 132.
Нагреватель 140 может быть реализован в различных формах таким образом, что он помещается или на нижней стороне, или на верхней стороне расширительного туннеля 133, или помещается с обеих сторон.
Охлаждающая часть 150 включает в себя пару охлаждающих роликов 151 и 152, помещенных позади выхода 132 расширительного туннеля 133. В охлаждающих роликах циркулирует охлаждающая вода, предназначенная для охлаждения пенопластового полиэтиленового листа с поперечными связями 101, так, чтобы непрерывно поддерживать его расширенное состояние и сформированные ячейки 107.
Часть для прикрепления листа 170 включает в себя пару из верхнего/нижнего нагревательных роликов 171 и 172, предназначенных для плавления поверхности пенопластового полиэтиленового листа с поперечными связями 101 так, чтобы крепить алюминиевую пленку 108 к одной или к обеим поверхностям расширенного пенопластового полиэтиленового листа с поперечными связями 101, выполненного с ячейками 107.
На верхней и нижней сторонах нагревательных роликов 171 и 172 в заднем конце рамы 105 помещается устройство подачи алюминиевой пленки 173 так, чтобы подавать смотанную в рулон алюминиевую пленку 108 к передней стороне нагревательных роликов 171 и 172, и алюминиевая пленка 108 подается к одной поверхности или к обеим поверхностям пенопластового полиэтиленового листа с поперечными связями 101 с помощью направляющего ролика 174, помещенного на верхней и нижней сторонах нагревательных роликов 171 и 172, и термоскреплена.
Верхний ролик 116, верхний подающий ролик 113 режущего ролика 111, подающий ролик 112, охлаждающий ролик 151 и нагревательный ролик 171, помещенный на верхней стороне, соответствуют толщине подаваемого пенопластового полиэтиленового листа с поперечными связями 101 за счет применения средства регулирования высоты 175.
В примере настоящего изобретения средство регулирования высоты 175 может осуществлять регулирование в верхнем и нижнем направлениях с помощью цилиндра, но естественно, что средство регулирования высоты 175 может быть реализовано в различных формах, таких как сочетание регулировочного блока и винта.
Далее будет описан способ изготовления теплоизолятора с использованием устройства 100 для изготовления теплоизолятора, описанного выше, как описано согласно настоящему изобретению.
Способ согласно настоящему изобретению включает в себя операцию подачи S1, операцию формирования прорезных щелей S2, операцию расширения S3, операцию охлаждения S4 и операцию прикрепления листа S5.
В операции подачи S1 предназначенный для обработки пенопластовый полиэтиленовый лист с поперечными связями 101 подготавливают и подают, а в ходе операции формирования прорезных щелей S2 в подаваемом пенопластовом полиэтиленовом листе с поперечными связями 101 формируется множество прорезных щелей с равными промежутками между ними.
В операции расширения S3 тепло прилагают к пенопластовому полиэтиленовому листу с поперечными связями 101, выполненному с прорезными щелями, так, чтобы увеличить ширину листа и превратить прорезные щели в ячейки, а при операции охлаждения S4 охлаждение выполняют таким образом, что состояние, при котором увеличены ширина и размеры ячеек в пенопластовом полиэтиленовом листе с поперечными связями 101, может сохраняться.
В операции прикрепления листа S5 как операции завершения изготовления алюминиевую пленку прикрепляют к одной поверхности или обеим поверхностям охлажденного пенопластового полиэтиленового листа с поперечными связями 101 так, что высокая отражательная способность и низкая излучательная способность, являющиеся собственными функциями алюминия, могут быть показаны через ячейки.
Далее процесс изготовления теплоизолятора с использованием устройства 100 для изготовления теплоизолятора будет описан в подробностях в соответствии с каждой из операций, описанных выше.
После подачи пенопластового полиэтиленового листа с поперечными связями 101 в рулоне в питатель 102 и ввода переднего конца листа в режущую часть 110 приводится в действие устройство 100 для изготовления теплоизолятора. Затем в пенопластовом полиэтиленовом листе с поперечными связями 101 последовательно формируют прорезные щели 106 с помощью режущего ролика 111, образующего режущую часть 110, во время перемещения к расширительной части 130 верхним/нижним подающими роликами 112 и 113.
В операции формирования прорезных щелей 106 на пенопластовом полиэтиленовом листе с поперечными связями 101 посредством режущего ролика 111 пенопластовый полиэтиленовый лист с поперечными связями 101 поддерживается нижним роликом 114, и верхний ролик 116, помещенный на верхней стороне нижнего ролика 114, вращается в зацеплении с ним.
В таком положении множество лезвий 115, помещенных на верхнем ролике 116, нажимают на пенопластовый полиэтиленовый лист с поперечными связями 101 во время формирования прорезных щелей 106.
Когда пенопластовый полиэтиленовый лист с поперечными связями 101, выполненный, как описано выше, с прорезными щелями 106, подают в расширительную часть 130, он продвигается к расширительному туннелю 133 в положении, при котором он зафиксирован передаточным средством 135, помещенным на обеих боковых кромках входа 131 и выхода 132, и затем передается в направлении от входа 131 до выхода 132 расширительного туннеля 133.
В этой операции вход 131 расширительного туннеля 133 имеет такую же ширину, как и пенопластовый полиэтиленовый лист с поперечными связями 101, в то время как ширина расширительного туннеля 133 увеличивается по направлению к выходу 132. Кроме того, тепло прикладывают к пенопластовому полиэтиленовому листу с поперечными связями 101 нагревателем 140, помещенным в расширительном туннеле 133, который придает гибкость, дополнительно увеличивая, таким образом, ширину.
Конечно здесь прорезные щели 106, выполненные в пенопластовом полиэтиленовом листе с поперечными связями 101, расширяются и превращаются в ячейки 107. Кроме того, расширенный лист охлаждают, пропуская его через охлаждающие ролики 151 и 152, помещенные на стороне выхода 132 расширительного туннеля 133, которые постоянно поддерживают расширенное состояние.
Пенопластовый полиэтиленовый лист с поперечными связями 101, охлажденный и расширенный так, как описано выше, подают в часть для прикрепления листа 170. В части для прикрепления листа 170 алюминиевую пленку 108 прикрепляют к одной поверхности или к обеим поверхностям пенопластового полиэтиленового листа с поперечными связями 101, завершая, таким образом, изготовление теплоизолятора 103. Готовый теплоизолятор 103 сматывают на моталке 104.
В операции прикрепления листа алюминиевую пленку 108 в питателе 102 алюминиевой пленки, помещенном с задней стороны рамы 105, подают вместе с пенопластовым полиэтиленовым листом с поперечными связями 101 на переднюю сторону нагревательных роликов 171 и 172 с помощью направляющего ролика 174 и затем прикрепляют с помощью теплового сцепления нагревательными роликами 171 и 172.
Конечно, дополнительно, в случае, когда алюминиевая пленка 108 прикрепляется к одной поверхности пенопластового полиэтиленового листа с поперечными связями 101, алюминиевая пленка 108 подается на любой из верхнего и нижнего питателя алюминиевой пленки, в то время как в случае, когда алюминиевая пленка прикрепляется к обеим поверхностям, алюминиевая пленка 108 подается и прикрепляется из верхнего/нижнего питателей алюминиевой пленки.
Как описано выше, изготовление теплоизолятора завершается путем прикрепления алюминиевой пленки 108 к пенопластовому полиэтиленовому листу с поперечными связями 101, а готовый теплоизолятор 103 наматывают на моталку 104.
На фиг.12 показан вид конфигурации, демонстрирующий другой пример устройства для изготовления теплоизолятора согласно настоящему изобретению. Устройство дополнительно включает в себя с задней стороны части для прикрепления листа 170 часть 180 для прикрепления второго листа, предназначенную для прикрепления алюминиевой пленки 108 на другой поверхности пенопластового полиэтиленового листа с поперечными связями 101 (имеющего алюминиевую пленку 108, прикрепленную к одной его поверхности с помощью непрямого нагрева нагревательным роликом 172, образующим часть для прикрепления листа 170) прямым нагревом.
В части 180 для прикрепления второго листа предусмотрена горелка 181 для приложения прямого нагрева другой поверхности пенопластового полиэтиленового листа с поперечными связями 101 (имеющего алюминиевую пленку 108, прикрепленную к одной его поверхности), вытянутого из части для прикрепления листа 170, и, таким образом, плавления поверхности пенопластового полиэтиленового листа с поперечными связями 101.
Между задней стороной горелки 181 и моталкой 104 пара прикрепляющих лист роликов 183 помещается так, что алюминиевая пленка 108, подаваемая через подающий ролик 182, может быть прикреплена к расплавленной поверхности пенопластового полиэтиленового листа с поперечными связями 101.
В качестве горелки 181 горелка с использованием нефти или газа в качестве источника тепла устанавливается так, чтобы непосредственно прикладывать тепло к поверхности пенопластового полиэтиленового листа с поперечными связями 101. Поэтому горелка пересекает в направлении по ширине пенопластовый полиэтиленовый лист с поперечными связями 101, что позволяет равномерно передавать тепло поверхности пенопластового полиэтиленового листа с поперечными связями 101.
Горелку 181 предпочтительно помещают под пенопластовым полиэтиленовым листом с поперечными связями 101 так, чтобы легко передавать прямой нагрев на перемещаемый пенопластовый полиэтиленовый лист с поперечными связями 101.
Конечно температура, сила и тому подобное прямого нагрева, генерируемого горелкой 181, должны иметь оптимальные значения с учетом скорости и тому подобного для перемещаемого пенопластового полиэтиленового листа с поперечными связями 101. Кроме того, в качестве ролика прикрепления листа 183 предпочтительно используется ролик охлаждающего типа, в котором циркулирует охлаждающая вода.
С использованием теплоизолятора, изготовленного так, как описано выше, было проведено испытание высокой отражательной способности и низкой излучательной способности, являющихся собственными функциями алюминиевой пленки 108.
В результате выяснилось, что в случае, когда толщина пенопластового полиэтиленового листа с поперечными связями 101 очень мала, алюминиевые пленки 108, которые прикрепляют к обеим поверхностям, также близки друг к другу для выполнения их назначения. Таким образом, желательно, чтобы пенопластовый полиэтиленовый лист с поперечными связями 101 имел толщину 5 мм или больше, площадь и размеры ячеек 107, образованных в пенопластовом полиэтиленовом листе с поперечными связями 101, в расширенном состоянии находятся в диапазоне от 60 до 80% в отношении м2, и каждая из ячеек 107 имеет размеры 2 см2 или больше.
Когда площадь ячеек 107 меньше 60% относительно 1 м2, высокая отражательная способность и низкая излучательная способность алюминиевой пленки 108 были показаны в недостаточной степени. Кроме того, в ситуации, когда каждая из ячеек 107 имеет размеры в 2 см2 или меньше, хотя площадь и находится в диапазоне от 60 до 80% относительно 1 м2, высокая отражательная способность и низкая излучательная способность алюминиевой пленки 108 были показаны в недостаточной степени.
Кроме того, ширина В разделительной стенки 185, выполненной между ячейками 107, выполненными в пенопластовом полиэтиленовом листе с поперечными связями 101, предпочтительно поддерживается в диапазоне от 3 до 10 мм. Когда ширина В разделительной стенки 185 меньше 3 мм, форма ячейки сохраняться не может.
Напротив, в то время, когда ширина В разделительной стенки 185 превышает 10 мм, форма ячейки сохраняться не может. Разделительная стенка выполняет роль проводника тепла между алюминиевыми пленками, прикрепленными к обеим поверхностям пенопластового полиэтиленового листа с поперечными связями 101, увеличивая, таким образом, теплопроводность. Это значительно снижает ее действие в качестве изолятора.
В другом примере настоящего изобретения одна поверхность пенопластового полиэтиленового листа с поперечными связями 101 скрепляется с алюминиевой пленкой 108 с использованием непрямого нагрева (нагревателя) в части для прикрепления листа 170, в то время как другая поверхность скрепляется с алюминиевой пленкой 108 путем прямого нагрева (огнем) горелкой 181. Соответственно лист, который имеет высокую температуру сразу после прикрепления листа, охлаждают роликами для прикрепления листа 183, в то время как температура понижается до уровня комнатной температуры. Это разрежает воздух внутри ячеек 107, ведя к состоянию вакуума.
В то время, когда внутренняя часть ячеек сохраняется в состоянии вакуума путем разрежения воздуха, как описано выше, не существует конвекции или проводимости в воздухе и требуется блокировать только лучистую теплоту. Таким образом может быть максимально увеличена адиабатичность.
Соответственно, сводится к минимуму конвекция или проводимость в воздухе. Другим словами, для того, чтобы ограничить конвективное тепло, генерируемое потоком воздуха, ячейки формируются независимо, и для того, чтобы свести к минимуму проводимость в воздухе, плотность воздуха в ячейках уменьшается, так что сопротивление воздуха теплопроводности увеличивается. Это позволяет улучшить адиабатичность.
Кроме того, в случае, когда теплоизолятор 103, изготовленный согласно настоящему изобретению, укладывают в несколько слоев, ячейки 107 уложенного теплоизолятора размещаются в соответствующих положениях. Так, алюминиевая пленка, помещенная на ячейки 107, может выполнять функцию низкой излучательной способности, а адиабатичность увеличивается в соответствии с количеством слоев.
В настоящем изобретении, как описано выше, теплоизолятор, в котором алюминиевая пленка прикреплена к одной поверхности или обеим поверхностям пенопластового полиэтиленового листа с поперечными связями 101, сформированного с ячейками, может использоваться по отдельности или может использоваться как компонент, образующий изолятор. В случае когда теплоизолятор используется как компонент, включенный в состав изолятора, алюминиевая пленка, помещенная поверх ячеек, не имеет адгезивной поверхности и, таким образом, может продемонстрировать высокую отражательную способность и низкую излучательную способность, то есть собственные функции алюминия. Так, при строительстве здания заделывание теплоизолятора во внутреннюю/внешнюю поверхности стены здания может улучшить ее адиабатичность.
Хотя приведенный в качестве примера вариант реализации настоящего изобретения описан в качестве иллюстрации, специалистам в данной области техники должна быть понятна возможность различных модификаций, добавлений и замещений без отклонения от объема и существа изобретения, раскрытых в прилагаемой формуле изобретения.