Результат интеллектуальной деятельности: ВАКУУМНАЯ КАМЕРА НА РАМНОМ ОСНОВАНИИ ДЛЯ УСТАНОВОК ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ
Вид РИД
Изобретение
Настоящее изобретение относится к вакуумной камере. Изобретение касается, в частности, вакуумной камеры для установок для нанесения покрытий.
Известные как PVD или CVD методы нанесения покрытия называются, например, методами нанесения покрытия в условиях вакуума. В случае PVD (physical vapor deposition = физическое осаждение из паровой фазы) процесс нанесения покрытия состоит по существу в физическом осаждении материала на подлежащее покрытию изделие. В случае CVD (chemical vapor deposition = химическое осаждение из паровой фазы) процесс нанесения покрытия базируется по существу на химических реакциях. В обоих методах общим является то, что они проводятся часто в условиях высокого вакуума (HV, 10-3 мбар до 10-7 мбар) или в условиях сверхвысокого вакуума (UVH, 10-7 мбар до 10-12 мбар). В рамках настоящего изобретения под вакуумом должно пониматься состояние текучей среды в некотором объеме с давлением, которое ниже чем 10-1 мбар.
Для создания вакуума, как правило, из герметично закрытой камеры откачивают текучую среду. Обычно камера изготавливается из выполненного за одно целое тела камеры, чаще всего из высококачественной стали. Это устраняет возможные утечки и создает хороший вакуум.
В DE 9404022 обсуждается проблема, состоящая в том, что в случае такой традиционной камеры, изготовленной из цельного тела камеры, любое подлежащее осуществлению изменение сопряжено с большими затратами (разделение, сварка и т.п.). В связи с этим там предлагается изготавливать вакуумную камеру, прежде всего, не из единой части, а разделять функциональные плоскости (мишень, поверхность истока, поверхность накачивания) на соединенные фланцами области. Кроме того, для последующего расширения верхнее и нижнее подключения можно осуществить с соединенными фланцами крышками.
Эта методика разделения камер на соединенные фланцами области имеет преимущество повышенной гибкости относительно подлежащих осуществлению изменений. Однако, в конечном счете, это приводит к тому, что при изменении, тем не менее, должна вновь рассчитываться статика, чтобы гарантировать, что состоящая из соединенных фланцами частей камера имеет необходимую стабильность, чтобы выдерживать связанные с разностями давлений (внутри камеры по сравнению с внешним пространством) усилия.
Поэтому существует потребность в вакуумной камере, в которой простым и гибким образом могут быть предприняты изменения относительно функциональных элементов, но которая одновременно рассчитана таким образом, что в независимости от того, как конкретно расположены эти функциональные элементы, гарантирована достаточная стабильность камеры.
Следовательно, в основу изобретения положена задача удовлетворения этой потребности, то есть предоставить вакуумную камеру, в которой простым и гибким образом могут быть предприняты изменения относительно функциональных элементов, но которая одновременно рассчитана таким образом, что в независимости от того, как конкретно расположены функциональные элементы, гарантирована достаточная стабильность камеры.
В соответствии с изобретением эта задача решается за счет того, что камера выполнена в виде рамочной конструкции, в которую вставлены вставные панели. Рама образует для камеры стабильный каркас. На вставных панелях могут быть предварительно смонтированы навесные или встроенные приборы, как, например, насосы, мишени или источники. Вставные панели механически и вакуумплотно соединяются с рамой. При этом для изготовления нескольких различных камер рамы могут стандартизироваться в виде модуля в большом количестве и тем самым изготавливаться с незначительными затратами. В случае специфических требований клиента рама вообще не должна больше обрабатываться, так как спецификации клиента могут полностью учитываться через подгонку вставных пластин. Предусмотренные на них функциональные элементы, как, например, мишени, источники или вакуумные насосы, а также, например, прозрачное окошко, могут относительно друг друга располагаться от камеры к камере различным образом. Так как рама камеры дает необходимую стабильность, для такой вариации каждый раз не должна рассчитываться новая статика камеры.
В дальнейшем изобретение поясняется более точно посредством примеров и с помощью чертежей.
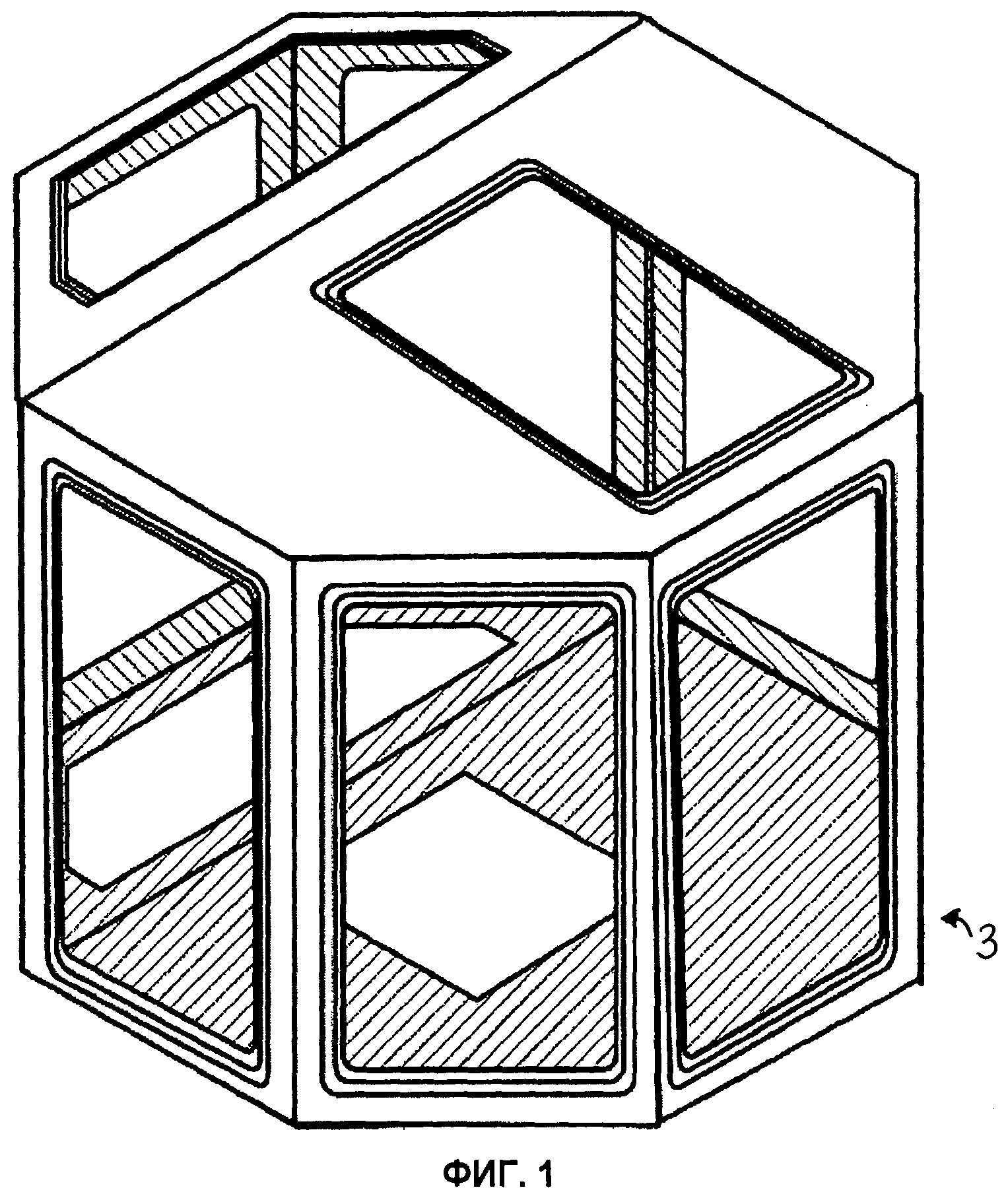
Фиг.1 показывает раму соответствующей изобретению вакуумной камеры.
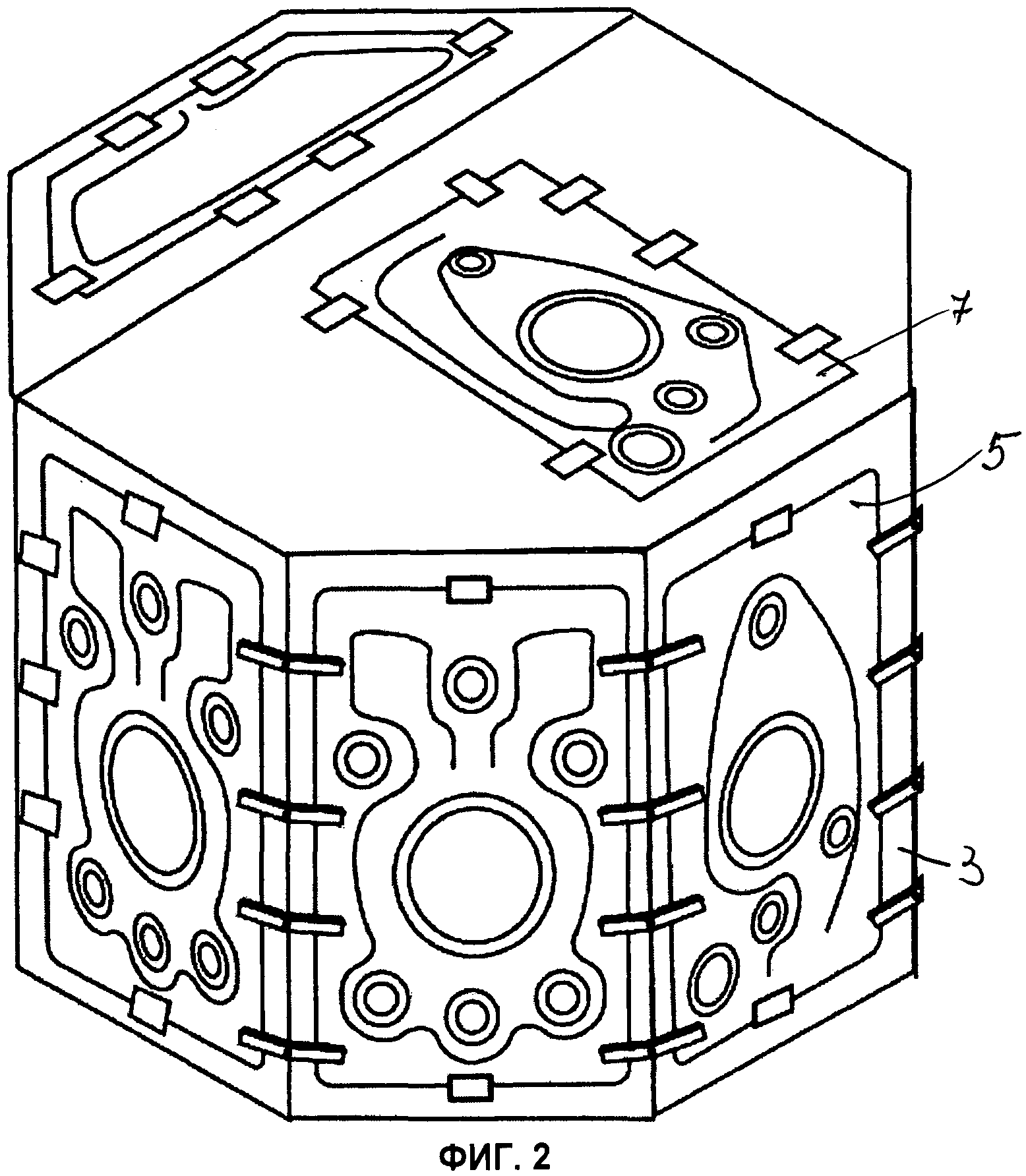
Фиг.2 показывает соответствующую изобретению вакуумную камеру с рамой согласно фиг.1 и со смонтированными вставными панелями.
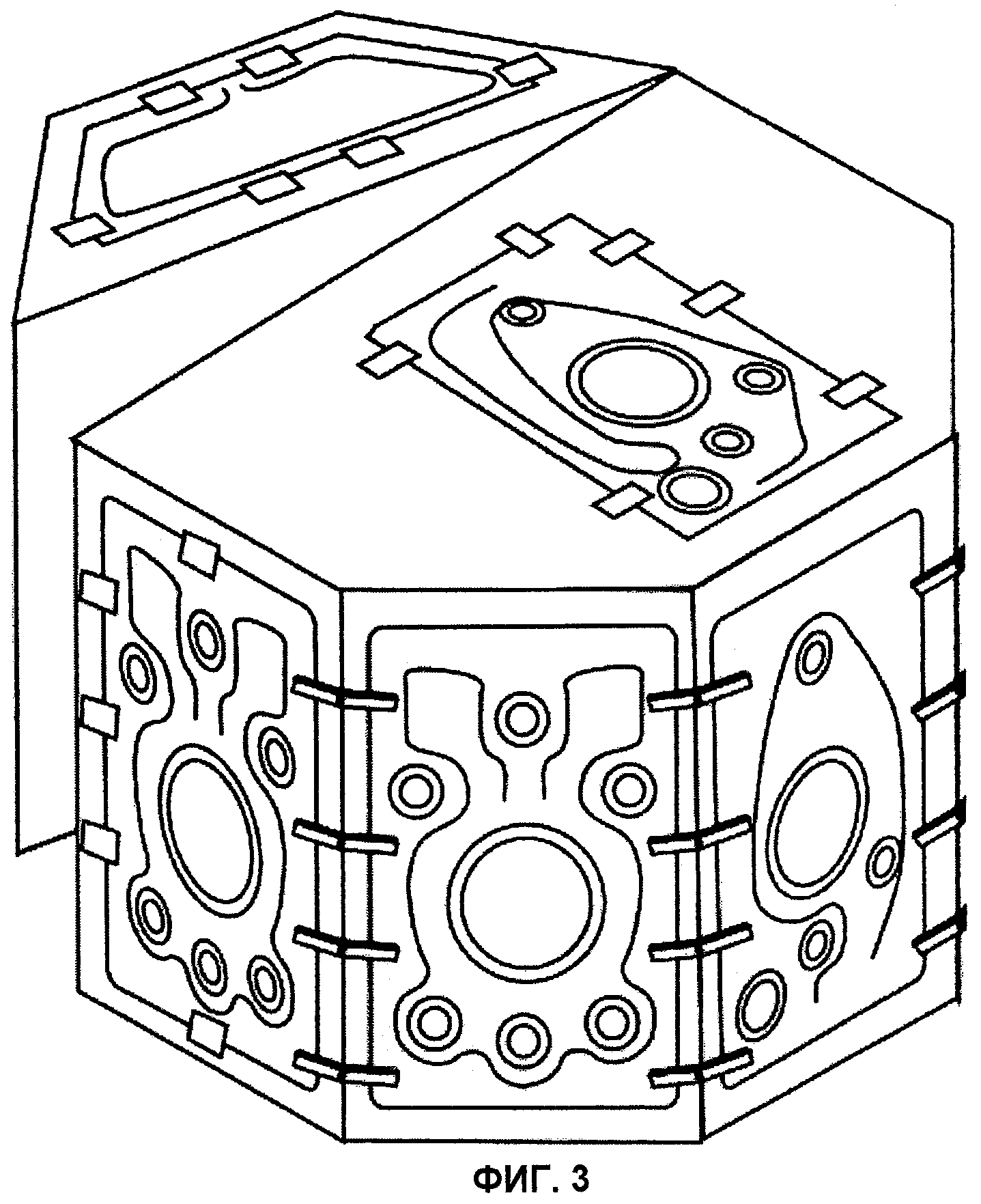
Фиг.3 показывает камеру согласно фиг.2 со слегка открытой дверью.
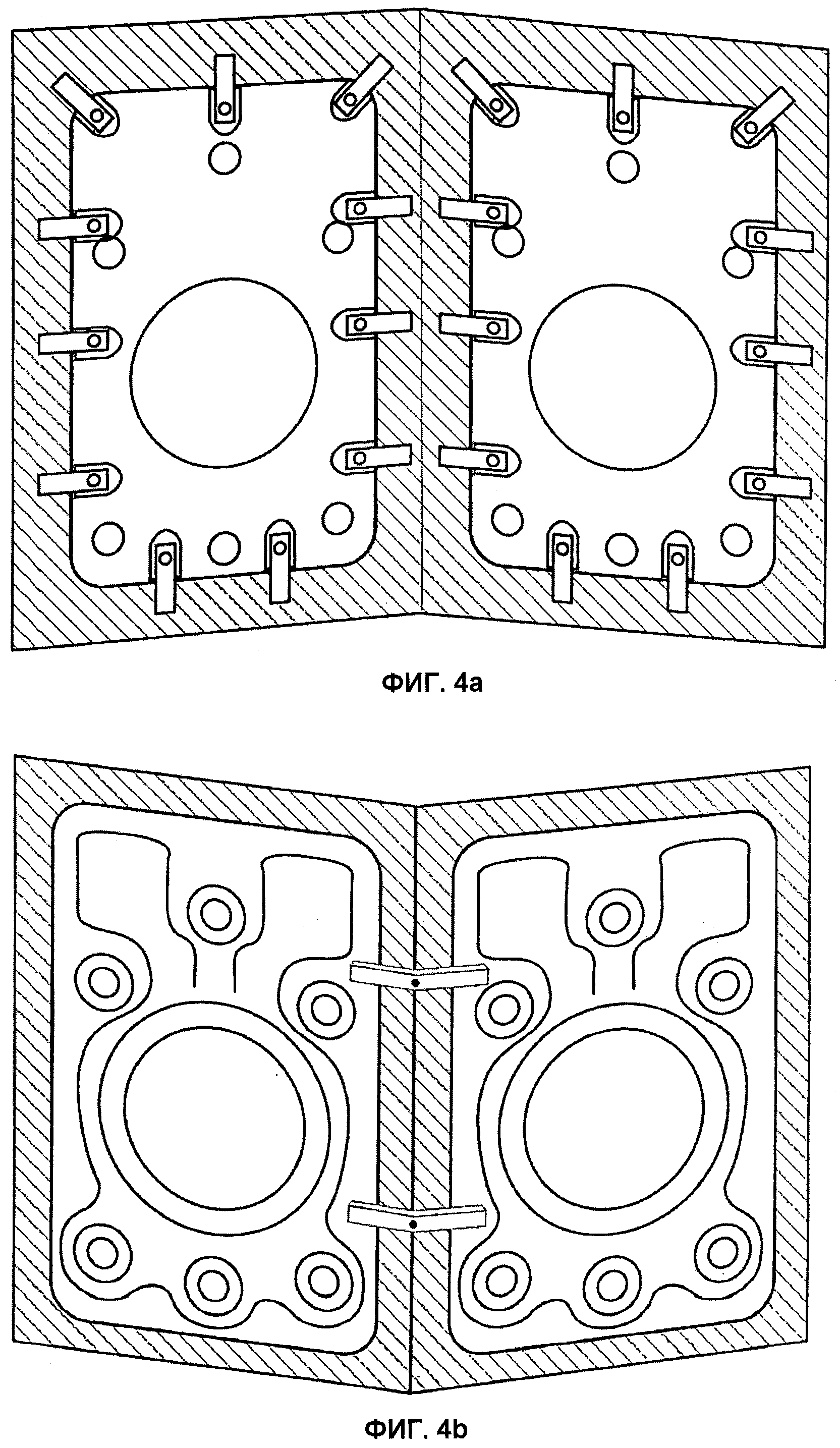
Фиг.4а показывает часть внутренней области соответствующей изобретению вакуумной камеры.
Фиг.4b показывает соответствующую фиг.4а часть, если смотреть снаружи.
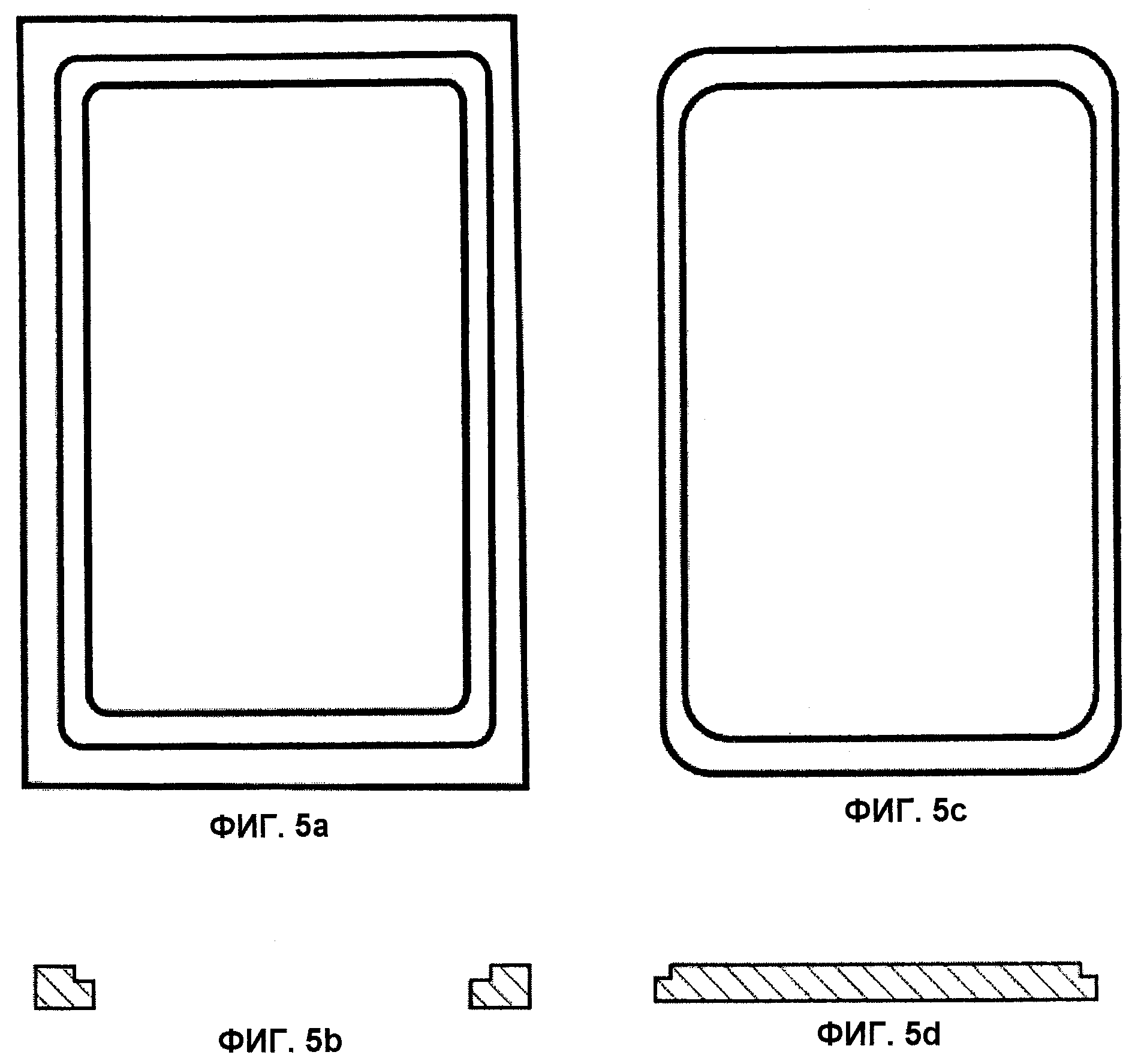
Фиг.5а показывает фронтальный вид фрагмента рамы соответствующей изобретению вакуумной камеры.
Фиг.5b показывает соответствующий фиг.5а поперечный разрез фрагмента.
Фиг.5с показывает фронтальный вид вставной панели соответствующей изобретению камеры.
Фиг.5d показывает соответствующий фиг.5с поперечный разрез.
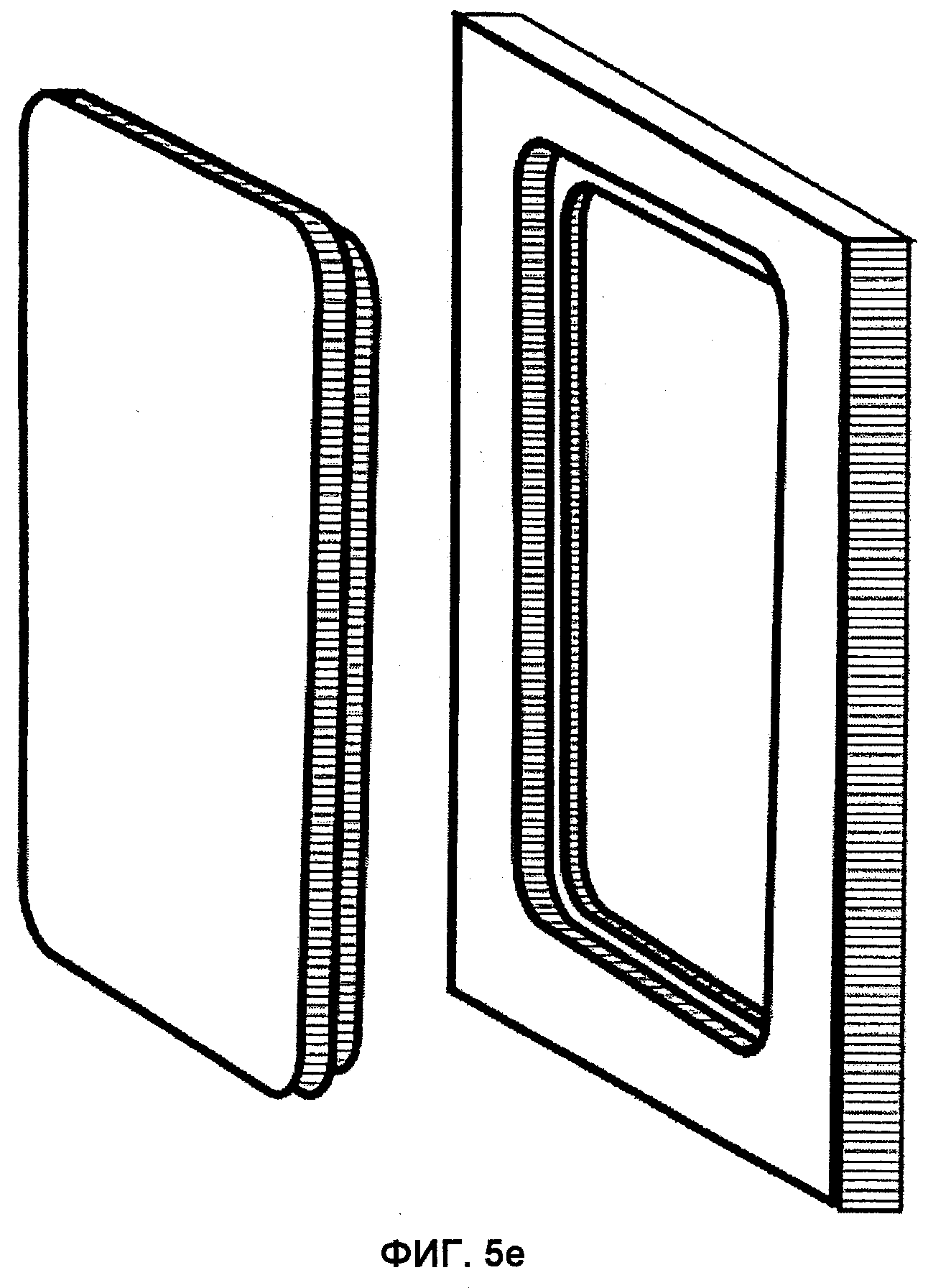
Фиг.5е показывает вид в перспективе фрагмента рамы и вставной панели представленного на фиг.5а-5d фрагмента.
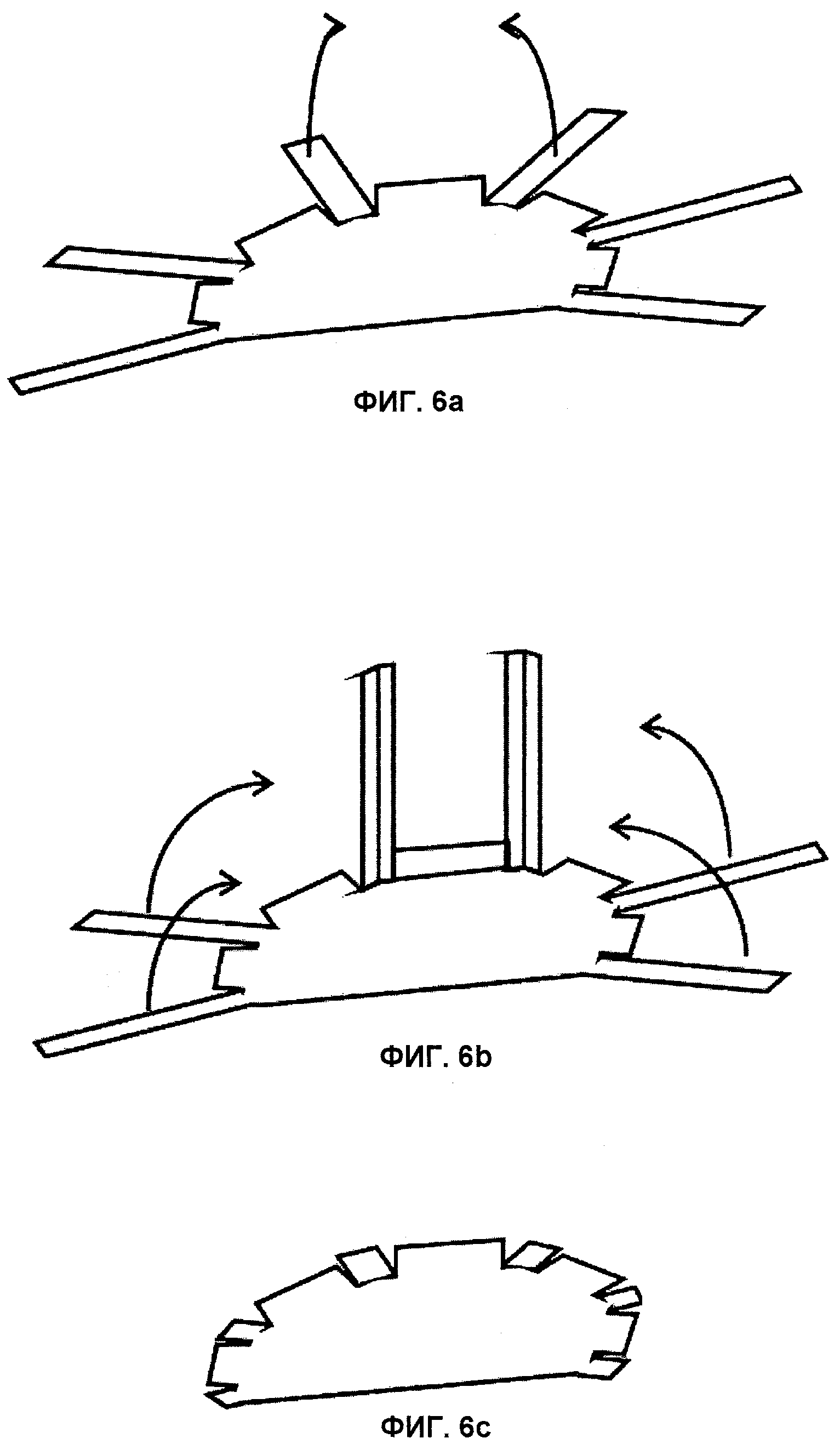
Фиг.6а показывает схематично отделенную из панели материала плоскую форму, которая должна изгибаться в составной элемент рамы.
Фиг.6b показывает панель материала из фиг.6а, причем уже две из консолей изогнуты вверх в виде перемычек.
Фиг.6с показывает крышку (верх), с которой соединяется панель материала из фиг.6b.
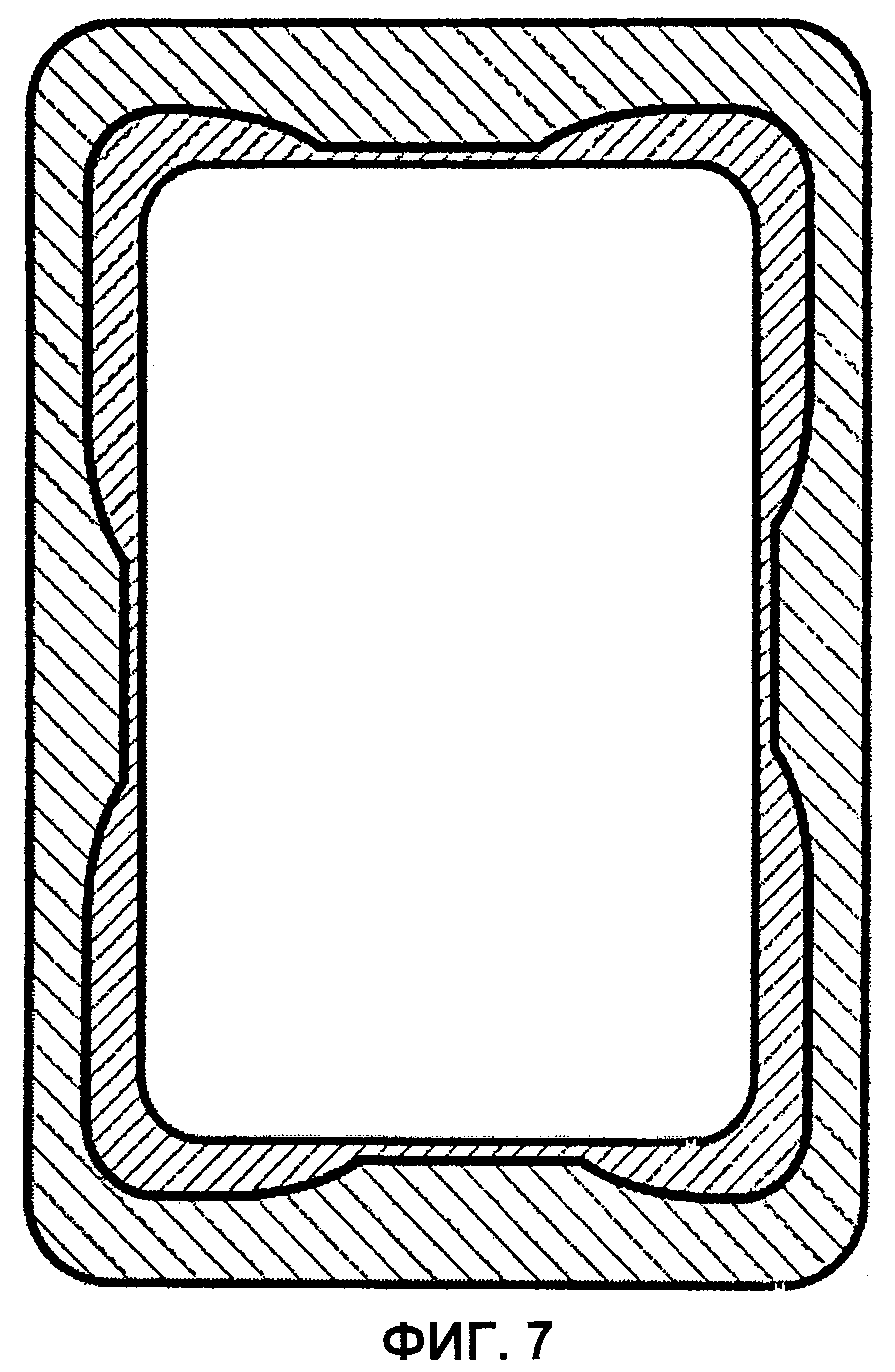
Фиг.7 показывает часть рамного профиля в варианте осуществления, который позволяет простую центрированную вставку вставных панелей при получаемой, тем не менее, стабильности.
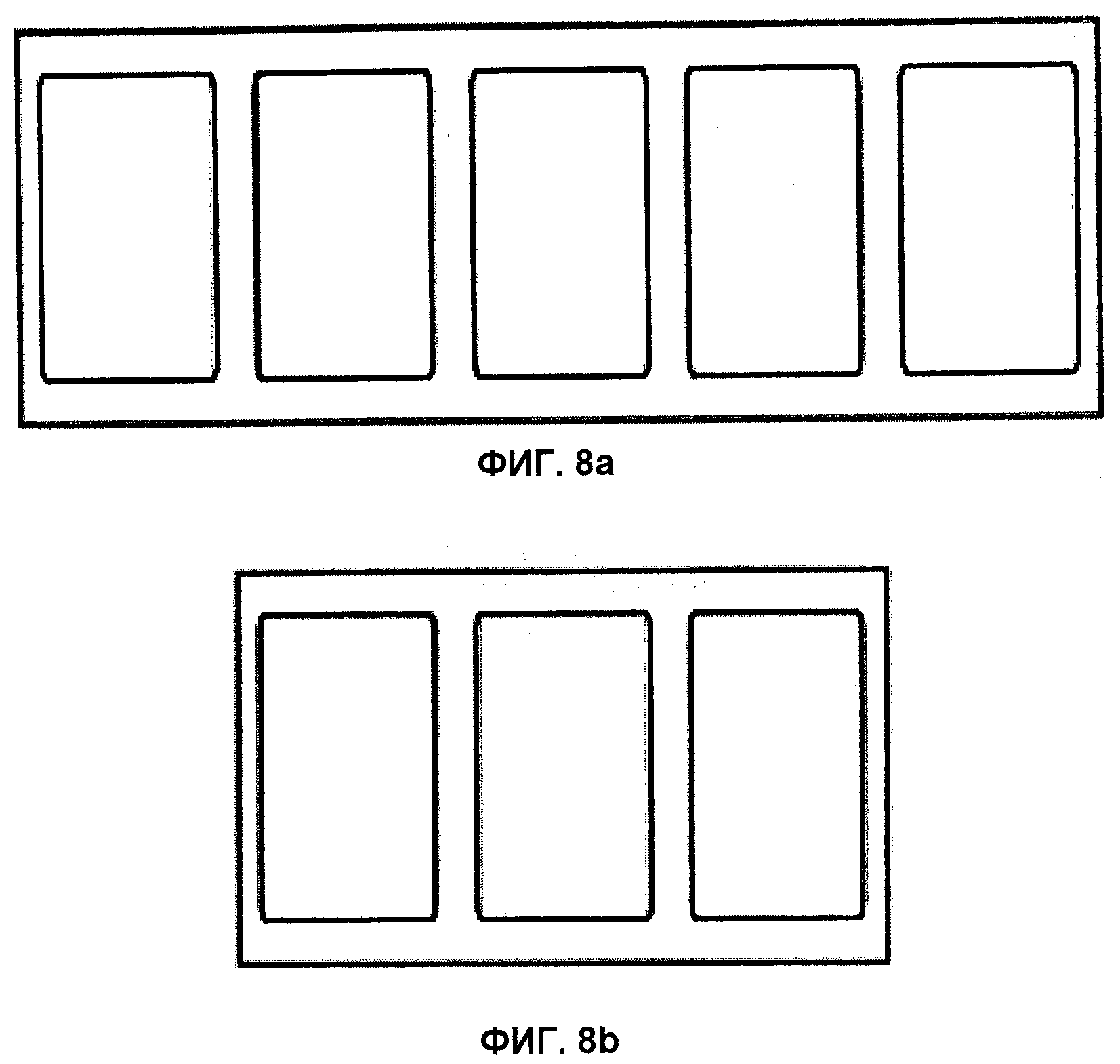
Фиг.8а показывает панель материала с отверстиями, которая может сгибаться и может образовывать часть боковой поверхности рамы камеры.
Фиг.8b показывает металлическую панель с отверстиями, которая может сгибаться и может образовывать часть двери рамы камеры.
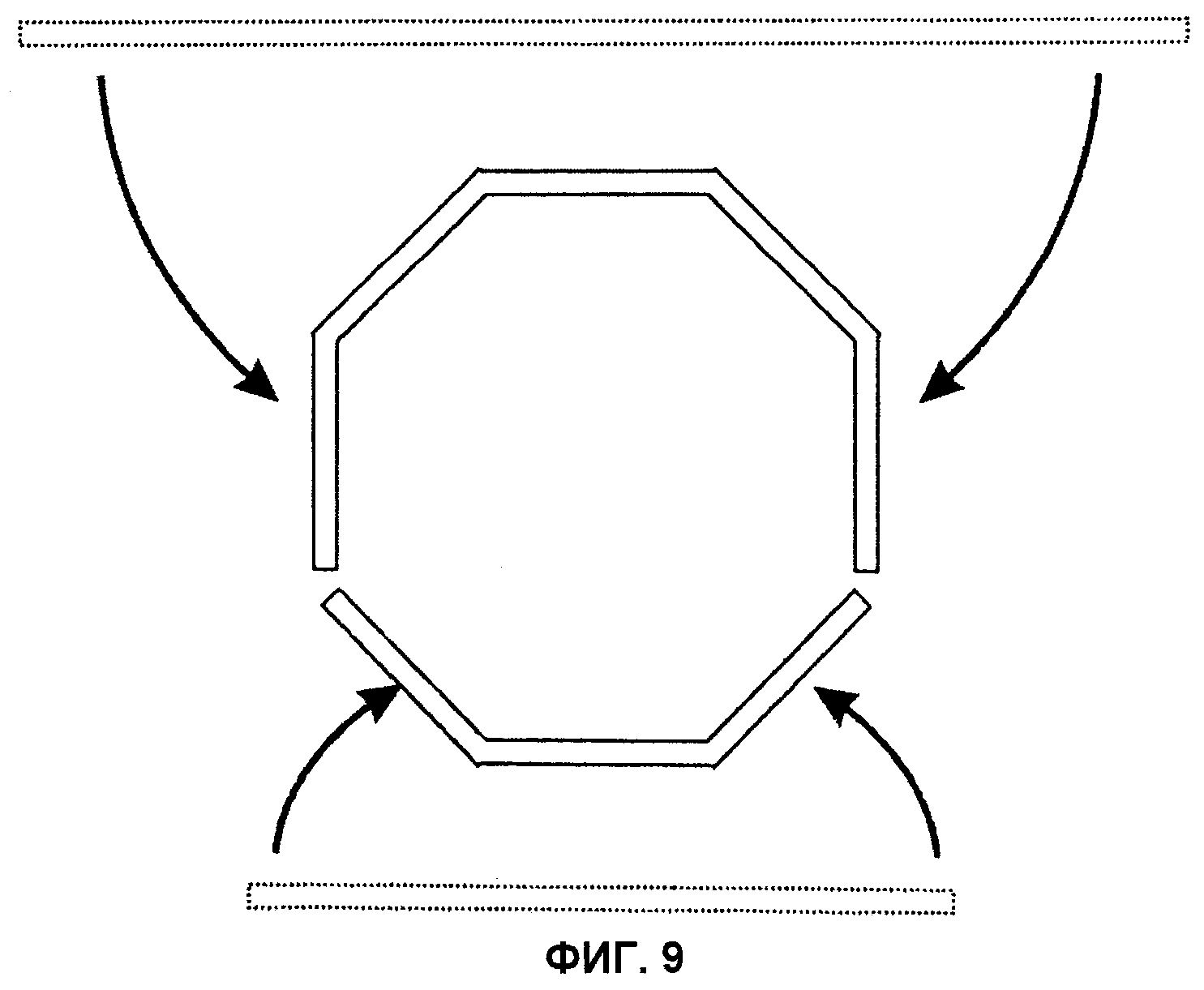
Фиг.9 показывает профили показанных на фиг.8а и 8b металлических панелей и как они могут сгибаться, чтобы образовывать оболочковую раму (боковую поверхность рамы).
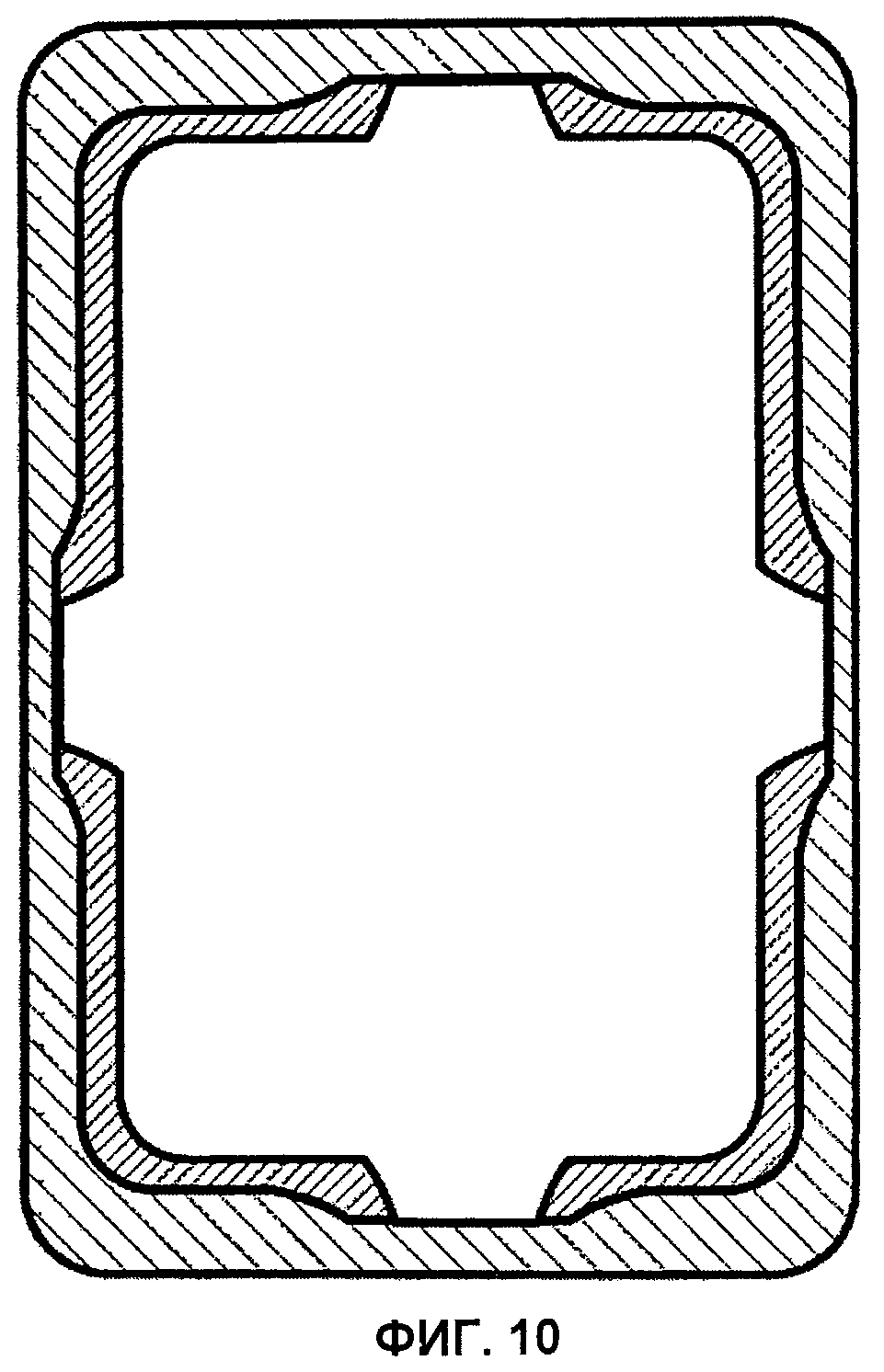
Фиг.10 показывает часть рамного профиля в варианте осуществления, который позволяет простую центрированную вставку вставной панели при получаемой, тем не менее, стабильности.
В случае показанного на фиг.1 примера речь идет о правильной призме, основная поверхность которой представляет собой восьмиугольник. При этом можно говорить о раме, так как в случае боковой поверхности призмы лишь в области ребер боковой поверхности предусмотрен материал и он выполнен в виде соединительных перемычек. Соединительные перемычки соединяют основные поверхности (основания) призмы. Рама должна быть в состоянии воспринимать растягивающие, сжимающие и изгибающие нагрузки, которые возникают в вакуумных камерах, например, при вакуумировании, и выдерживать их. Дополнительные нагрузки могут иметь своей причиной нагруженное вращение, нагрузку посредством транспортировки камеры, например посредством транспортировочной петли. Вследствие рамочной конструкции возникают отверстия с большой площадью, в которые, - как показано на фиг.2, - могут вставляться вставные панели 5. Согласно фиг.1 отверстия с большой площадью дополнительно предусмотрены в основных поверхностях. Здесь также вставляются вставные панели 7. Также это представлено на фиг.2, которая показывает вариант осуществления законченной соответствующей изобретению вакуумной камеры. На фиг.2 обозначено лишь то, что вакуумная камера включает в себя откидную дверь. В отличие от этого примера возможно также наличие нескольких дверей. Соответствующая изобретению вакуумная камера с открытой дверью представлена на фиг.3. Такая дверь позволяет с одной стороны оснащение камеры заготовками, которые должны подвергаться вакуумной обработке. Однако релевантным в связи с настоящим изобретением является то, что дверь позволяет монтировать вставные панели снаружи и закреплять изнутри на раме.
Согласно этому фиг.4а показывает фрагмент внутреннего пространства камеры с частью рамы, на которой разъемно механически закреплены вставные панели. В настоящем примере вставные панели прихвачены на раме 3 посредством прихватов (лапок).
Круглый профиль вставных панелей подогнан к круглому профилю рамы, а именно таким образом, что первая поверхность вставных пластин проходит через образованное рамой отверстие, в то время как противоположная первой поверхности вторая поверхность не проходит через образованное рамой отверстие. Это можно реализовать, например, посредством ступенчатого профиля, как представлено на фиг. 5а-5d. Фиг.5а показывает фронтальный вид фрагмента рамы, в то время как фиг.5b показывает соответствующий ему поперечный разрез. Фиг.5с показывает фронтальный вид вставной панели, а фиг.5d - соответствующий ему поперечный разрез. Фиг.5е показывает вид в перспективе фрагмента рамы и вставной панели. На фиг.5а-5е не показаны возможно предусмотренные во вставных панелях структуры, как, например, фланцы с отверстиями или каналы для нагрева или охлаждения, так как в этом представлении речь идет о профиле и взаимодействии рамы и вставной панели. Ступенчатый профиль позволяет предусматривать в ступенях уплотняющие кольца круглого сечения, которые обычным образом изготовлены из эластичного материала, например из резины. Такие кольца круглого сечения можно предусмотреть или в ступенях вставных панелей, или в ступенях рамы, или даже в них обоих. Другие известные специалистам виды уплотнения также могут быть использованы.
Среди прочего, из производственных соображений, а также, чтобы позволить простую вставку вставных панелей, имеется преимущество, если оставить зазор между рамой и вставными панелями. Для него вполне возможна и предпочтительна величина, составляющая примерно 4 мм. В таком случае, правда, можно, чтобы придать раме и вместе с тем камере дополнительную стабильность, предусмотреть в раме утолщенные места, в которых вставные панели могут вставляться с более высокой точностью. Они служат не только для стабилизации, но и помогают также при юстировке, в частности при центрировании вставных панелей. Фиг.7 показывает пример таких утолщенных, стабилизирующих и центрирующих мест. На фиг.7 они из соображений наглядности представлены преувеличенными.
Один другой вариант осуществления схематично представлен на фиг.10. При этом в раме реализовано, например, четыре выемки. В противоположность им вставные панели имеют четыре отформованных элемента, которые при вставке вставных панелей юстированно вводятся в раму. Кроме того, преимущество такой реализации состоит в том, что в этом случае вначале обрамление предусмотренных в раме отверстий может изготавливаться с большим допуском без выемок, и лишь затем выемки могут быть реализованы более точно, то есть с более точным допуском. Соответствующая технология имеет место для обрамления вставных панелей и предусмотренных на них вставных панелей.
Здесь представляется лишь принцип. Но возможно предусмотреть такие средства для стабилизации на вставных панелях. Под "стабилизацией" в рамках этого описания следует понимать упрочнение камеры. Но при всем этом соответственно важно, что вставные панели воздухонепроницаемо замыкают внутреннее пространство камеры.
Фиг.4b показывает соответствующую фиг.4а часть вакуумной камеры при взгляде снаружи. Показанный на фиг.4b прихват представляет собой альтернативу прихваченному внутри варианту на фиг.4а. Но возможно осуществление прихватывания также снаружи и внутри.
Выбранные для описания настоящего изобретения примеры должны лишь иллюстрировать его, но рамки изобретения ни в коем случае не должны ограничиваться этими примерами.
Например, таким образом можно также реализовать камеры, которые имеют несколько дверей. Также можно реализовать такие камеры, которые представляют собой камеру с верхней загрузкой или камеру с нижней загрузкой. Это представляет особый интерес тогда, когда должны достигаться высоты камеры, которые значительно превышают 1,5 м. Если такая имеющая, например, 3 м в высоту камера реализуется лишь с одной рамой, то стабильность перемычек доходит до критической точки и раме грозит изгибание под внешним давлением. Это может предотвращаться за счет наличия, например, на половине высоты камер дополнительного, охватывающего всю радиальную периферию камеры, стабилизирующего, замкнутого многоугольника. В качестве альтернативы, к изогнутой боковой поверхности (стенке) могут быть прикреплены дополнительные усиливающие ребра (например, раскосы, как у моста), чтобы обеспечить стабильность и получить преимущество простой боковой поверхности.
Следует указать на то, что - вместо того чтобы предусматривать в одной из образованных рамой отверстий замыкающую вставную панель - можно располагать другую раму, например, через переходной элемент, и таким образом камера может даже увеличиться по бокам.
В случае настоящего изобретения является предпочтительным, как, например, представлено на фиг.6а, то, что существенные составные части рамы могут изготавливаться лишь из одной цельной панели материала. Для этого, например, из одной панели вырезается основная поверхность рамы с соответствующим числу перемычек рамы числом консолей. Между консолями на основной поверхности предусмотрены выступы. Это схематично представлено на фиг.6а. Затем консоли загибаются исключительно вверх. Выступы также загибаются вверх. На фиг.6b представлена ситуация, при которой еще не все консоли полностью загнуты вверх и лишь один выступ загнут вверх. Боковые кромки выступов вакуумплотно свариваются с перемычками. Стабильность полученных таким образом перемычек можно повысить за счет того, что они сгибаются вдоль своей протяженности (т.е. своего хода) и имеют, например, один продольно проходящий изгиб. В качестве материала подходящим является, например, катанный стальной лист или металлическая панель.
Для окончательного изготовления рамы теперь лишь еще одна закрывающая (верхняя) поверхность должна соединиться, например, посредством сварки, с концами ставших перемычками консолей. При этом закрывающая поверхность имеет по существу такую же форму, как и основная поверхность, причем консоли укорочены до выступов. Это показано на фиг.6с. На фиг.6а-6с показана часть рамы, которая образует пять отверстий для вставных панелей и позволяет крепление двери. Рама двери может изготавливаться аналогичным образом.
Согласно одному несколько модифицированному способу боковая поверхность камеры формируется из первой металлической пластины и второй образующей дверь металлической панели. При этом ширина панелей соответствует приблизительно высоте камеры. Предусматриваемые для вставных панелей отверстия вырезаются из металлических панелей. Это имеет то преимущество, что там, где вставляются вставные панели, не требуются никакие сварные швы. В представленном на фиг.8а примере показаны такие пять отверстий первой металлической панели, которая не образует дверь. В представленном на фиг.8b примере предусмотрено три отверстия для второй образующей раму для двери металлической панели.
На одном следующем этапе панели изгибаются соответственно форме боковой поверхности (стенке) камеры. На фиг.9 штриховыми линиями представлены обе металлические панели в профиле в неизогнутой форме, а после изгибания они представлены сплошными линями. Стрелки обозначают направление изгибания. Для имеющей высоту до 1,5 метра камеры является подходящей толщина панели от 10 мм до 30 мм. Менее 10 мм имеется опасность того, что стабильность рамы является недостаточной для возникающего под воздействием вакуума давления. Более 30 мм становится сложно изгибать листовой металл соответственно предписаниям. Идеальным образом используется толщина панели около 15 мм.
Для дополнения рамы камеры тогда к боковой поверхности прикрепляется, например, посредством сварки, еще дно и верх, а также закрепляется, например, с помощью шарниров, дверь. Это не представлено на чертежах. Затем посредством вставки вставных панелей в предусмотренные в боковой поверхности и/или в дне, и/или в верхе отверстия образуется камера.
Вакуумная камера описывается для установок для нанесения покрытий, в которой функциональные элементы расположены на камере, которая характеризуется тем, что камера включает в себя раму камеры и в раму механически разъемно и вакуумплотно вставлены вставные панели и некоторые из вставных панелей несут функциональные элементы.
Кроме того, описывается вакуумная камера для установок для нанесения покрытий, в которой функциональные элементы расположены на камере, причем камера включает в себя раму камеры и в раму механически разъемно и герметично вставлены вставные панели и некоторые из вставных панелей несут функциональные элементы, характеризующаяся тем, что рама камеры включает в себя, по меньшей мере, одну отформованную из цельной металлической панели, снабженную консолями основную поверхность, причем консоли изогнуты в области присоединения к основной поверхности таким образом, что они образуют перемычки рамы камеры.
Предпочтительным образом поверхность охватываемого камерой объема, по меньшей мере, на 40%, особенно предпочтительно, по меньшей мере, на 50% ограничена вставными панелями.
Согласно одному варианту осуществления вакуумной камеры функциональные элементы и вставные панели разъемно соединены с помощью фланцевых соединений, предпочтительно посредством предусмотренных прихватов. Особенно предпочтительно прихваты предусмотрены лишь на вставных панелях.
Согласно одному варианту осуществления соответствующей изобретению вакуумной камеры, по меньшей мере, некоторые, предпочтительно все, функциональные элементы и вставные панели механически разъемно соединены с помощью фланцевых соединений.
Конструкция камеры является особенно гибкой тогда, когда, по меньшей мере, два, предпочтительно несколько, образованных рамой отверстия геометрически имеют по существу одну и ту же форму и за счет этого, по меньшей мере, две, предпочтительно несколько, вставных панели посредством механического освобождения и крепления могут заменяться в своей позиции.
Вставные панели необязательно представляют собой плоские панели. Однако плоские панели в соединительной области с рамой являются предпочтительными. Вставные панели могут также прифланцовываться в виде чашеобразной формы (изогнуто наружу/внутрь).
Рама получается особенно стабильно тогда, когда она имеет по существу - относительно оси - n-координатную симметрию, причем "n" представляет собой целое число больше 2, а вставные панели вставлены соответствующим симметрии рамы образом.
Особенно предпочтительными вариантами являются 6-, 8- или 10-координатная симметрии.
Кроме того, раскрывается способ для изготовления вакуумной камеры, в котором для изготовления рамы из панели материала вырезается снабженная консолями основная поверхность и консоли отгибаются из плоскости панели таким образом, что они пригодны для образования перемычек рамы и затем при необходимости предназначенная для рамы закрывающая панель соединяется с перемычками, и в котором в образованные рамой отверстия вставляются вставные панели и при необходимости одна или несколько дверей, которые в комбинации образуют вакуумируемое замкнутое пространство. Это имеет место, например, также для альтернативного варианта согласно фиг.8.
В заключение приводится еще пара возможностей для осуществления настоящего изобретения.
Например, не требуются никакие резьбовые отверстия в раме боковой поверхности, чтобы закрепить вставные панели. Посредством изгибания боковой поверхности можно избежать сварных швов в области вставных панелей.
В качестве альтернативы могут быть предусмотрены вырезы в боковой поверхности для групп функциональных элементов, например, без концепции вставных панелей, но согласно той же самой прихватывающей системе, как описано выше. Кроме того, дополнительные камеры могут объединяться в сеть, например, через прихватывающую систему. Таким образом может возникать платформа установки.
Кроме того, вставная панель также может быть выполнена в виде двери, чтобы реализовывать несколько функций, как, например, нагрев, облицовка, на каждой стороне.
В качестве материала для рамы речь идет не только о высококачественной стали. Например, также могут применяться алюминиевые сплавы, что может приводить к снижению материальных затрат и к уменьшению веса.
Альтернативно или дополнительно к изогнутой боковой поверхности могут прикрепляться дополнительные усиливающие ребра, например раскосы, как у моста, чтобы обеспечить стабильность и получить преимущество простой боковой поверхности или стенки.
Способ получения слоев кубического оксида циркония
Трибология в сочетании с коррозионной стойкостью: новое семейство pvd- и pacvd-покрытий
Режущие инструменты с многослойными покрытиями al-cr-b-n/ti-al-n
Мишень для искрового испарения с пространственным ограничением распространения искры
Дуговой испаритель с заданным электрическим полем
Источник плазмы
Способ предоставления последовательных импульсов мощности
Способ реактивного распыления
Способ гомогенного нанесения покрытий hipims
Источник плазмы
Устройство зажигания для дуговых источников
Покрывная система, деталь с покрытием и способ ее получения
Модифицируемая конфигурация магнитов для электродуговых испарителей
Способ получения слоев кубического оксида циркония
Трибология в сочетании с коррозионной стойкостью: новое семейство pvd- и pacvd-покрытий
Режущие инструменты с многослойными покрытиями al-cr-b-n/ti-al-n
Дуговой испаритель с заданным электрическим полем

