Результат интеллектуальной деятельности: ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ
Вид РИД
Изобретение
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к анодному устройству алюминиевых электролизеров.
Известен электролизер для получения алюминия электролизом расплава, содержащий систему непрерывных анодов с использованием предварительно обожженных анодных блоков (RU 2041975, кл. С25С 3/12, опубл. 20.08.1995), данная конструкция обеспечивает снижение удельного потребления электрической энергии.
Наиболее близким по технической сущности к предлагаемому изобретению является изобретение электролизера для производства алюминия, содержащего угольные аноды с каналами и катодное устройство, включающее слой жидкого алюминия на подине, катодные токоотводящие стержни выполнены из нерастворимых в алюминии материалов, причем их верхняя часть, выступающая из жидкого алюминия, выполнена формой, соответствующей форме противоположных каналов в аноде, и расположена в каналах анодов на расстоянии 1,0-6,0 см параллельно боковым поверхностям каналов. Каналы в угольных анодах и верхняя часть катодных токоотводящих стержней, выступающая над поверхностью жидкого алюминия, имеют треугольное сечение (RU 2282680 кл. С25С, опубл. 27.08.2006). Главным преимуществом таких анодов является уменьшение удельного расхода электроэнергии. Поскольку газопузырьковая прослойка уменьшается, то и сопротивление в электролите снижается и, как следствие, понижается напряжение на ванне.
Несмотря на это, у данных анодов есть существенный недостаток. Производство такого анода требует высокой точности и очень трудоемкой работы, так как:
- при извлечении его из вибропресса анод крошится и ломается по краям;
- при обжиге канавки слипаются друг с другом.
Серьезным недостатком является формирование неровностей на рабочей поверхности и более высокое пенообразование. Главным недостатком такого анодного блока является тот факт, который проявляется уже при эксплуатации анода. При электролизе анод погружен в электролит не полностью, т.е. вырезанные канавки торчат над электролитом, чтобы выпускать анодные газы. Со временем эти канавки забиваются угольной пеной. Далее, также со временем, анод сгорает снизу, соответственно высота канавок уменьшается, как и уменьшается высота анода, следовательно, канавки либо просто утопают полностью в электролите, либо надо извлекать аноды и каждый раз дотачивать высоту канавок, что нецелесообразно. Со временем все достоинства данных анодов пропадают.
Задачей предлагаемого изобретения является уменьшение расхода электроэнергии.
Достигается это тем, что в обожженном аноде алюминиевого электролизера предлагается делать не каналы, а отверстия в виде усеченного конуса, отношение верхнего диаметра к нижнему диаметру 1,9÷2,1, нижний диаметр конуса 80÷100 мм, количество отверстий в аноде 8÷10. Эти отверстия позволят сократить путь отходящих газов и уменьшить толщину газовой прослойки и, как следствие, снизить сопротивление в электролите и напряжение на ванне, что приведет к уменьшению расхода электроэнергии.
Для предотвращения заполнения отверстий угольной пеной, последние выполняются в виде конуса. Это приводит к росту скорости газа в отверстиях по направлению снизу вверх и удалению угольной пены на поверхность анода.
Количество отверстий в аноде 8÷10 объясняется тем, что если отверстий будет более 10, то анод будет хрупким и может обрушиться, а если количество отверстий будет менее 8, то уменьшение газовой прослойки будет незначительным.
Также это изобретение полностью убирает еще одну проблему, возникшую при производстве анодов с каналами. Ввиду того, что отверстия в анодах имеют форму усеченного конуса, это обеспечивает беспрепятственное извлечение анодов из вибропресса. Отводимые газы будут осуществлять барботаж расплава, что приведет к повышению растворимости глинозема в электролите и снижению омического сопротивления пузырькового слоя газов, аккумулирующихся на подошве блоков.
Пример работы изобретения. Электролиз проводили на лабораторной установке при катодной плотности постоянного тока 0,62 А/см2. При проведении опытов использовались одинаковые электрохимические ячейки с различной конструкцией анода. Полученные результаты приведены на фигуре 1.
|
Результаты лабораторных испытаний показали, что снижение сопротивления в МПР может составить 9%, что уменьшит расход электроэнергии на 1200-1500 кВт·ч/т алюминия.
Электролизер, содержащий стальной кожух, теплоизоляционную кирпичную кладку, угольную футеровку, ошиновку, катодное и анодное устройства, отличающийся тем, что анодное устройство состоит из обожженных угольных блоков, в которых выполнены вертикальные отверстия в виде усеченных конусов, нижний диаметр которых больше верхнего в 1,9÷2,1 раза и составляет 80÷100 мм, а количество отверстий в анодном устройстве 8÷10 шт.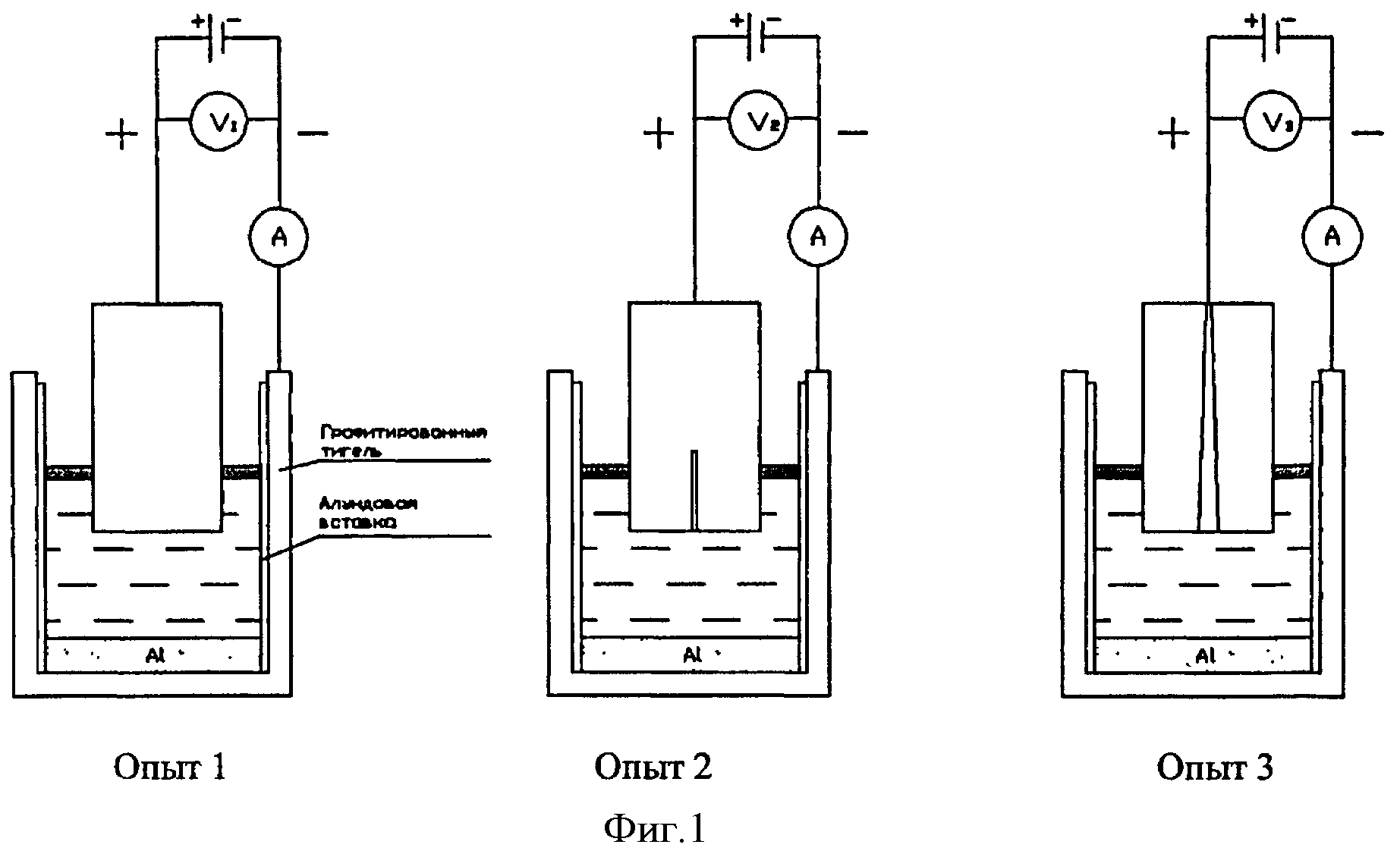
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15

