Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ЧАСТЕЙ ЛЕТАТЕЛЬНОГО АППАРАТА С ОБРАЗОВАНИЕМ УЗЛА ЛЕТАТЕЛЬНОГО АППАРАТА (ВАРИАНТЫ), УЗЕЛ ЛЕТАТЕЛЬНОГО АППАРАТА И НАБОР ПРОКЛАДОК
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Это изобретение имеет отношение к способу сборки частей для образования узла летательного аппарата и более предпочтительно к способу, который включает использование прокладок. Изобретение также имеет отношение к узлу летательного аппарата, собранному таким способом, и к набору прокладок.
Уровень техники
Сборка узлов летательного аппарата, в особенности больших узлов, представляет различные проблемы. Предпочтительно сборка может быть произведена с очень малыми допусками, но также с умеренной скоростью и так экономично, как это возможно. Примером, где такие решения имеют место, является сборка обшивки крыла с основаниями нервюры с образованием кессона крыла летательного аппарата. В обычном процессе обшивка крыла изготавливается желаемой формы и затем приводится в положение напротив расположенных ниже компонентов (нервюры и лонжерона, например) базовой конструкции кессона крыла, к которой обшивка крыла должна прикрепляться. Эта базовая конструкция имеет выступающие наружу основания нервюры, на которое необходимо опирать соответствующие части внутренней поверхности обшивки крыла так, чтобы крепежные детали могли быть вставлены в обшивку крыла и основания нервюры для прикрепления их друг к другу. Внешний профиль обшивки крыла важен для аэродинамических эксплуатационных характеристик летательного аппарата, и жесткое соединение между обшивкой крыла и основаниями нервюры также важно для конструктивной прочности кессона крыла.
Некоторые допуски бывают позволены во время изготовления, и поэтому, когда обшивка крыла приводится в ненапряженном состоянии в положение напротив оснований нервюры, обычно обнаруживается, что в то время как некоторые основания нервюры находятся в контакте с обшивкой крыла, другие находятся на расстоянии от нее. Для исключения расстояний существует два подхода, которые освоены. Первым подходом является простая деформация обшивки крыла в небольшом необходимом количестве для приведения других оснований нервюры в контакт с обшивкой крыла. Подход этого типа, однако, приводит к искривлению внешнего профиля обшивки крыла, которое может неблагоприятно влиять на аэродинамические эксплуатационные характеристики крыла, и внесению дополнительных внутренних нагрузок в кессон крыла, которые могут неблагоприятно влиять на конструктивную прочность крыла. Для предотвращения таких проблем может быть освоен второй подход, включающий изменение размеров базовой конструкции или обшивки крыла. Существуют различные пути, которыми это может быть сделано, включающие зачистку оснований нервюры, добавление материала в обшивку крыла или наложение жидкостной прокладки на основания нервюры, но все эти способы имеют серьезные недостатки, и преимущественным способом, следовательно, является использование твердых прокладок методом, раскрытым ниже.
В способе использования твердых прокладок обшивка крыла и базовая конструкция кессона крыла приводятся в положение одна рядом с другой, и зазор между основаниями нервюры и внутренней поверхностью обшивки крыла измеряется. Прокладки затем изготавливаются, чтобы заполнить зазоры, форма и размер каждой прокладки выбираются в соответствии с формой и размером зазора, который должен заполняться. В этом втором подходе окончательная сборка обшивки крыла и базовой конструкции кессона крыла должна быть отложена до тех пор, пока прокладки не будут изготовлены, и в той более поздней стадии обшивка крыла и базовая конструкция должны быть снова приведены в положение одна рядом с другой. Процесс этого типа дорогой, поскольку обшивку крыла и базовую конструкцию кессона крыла необходимо привести в положение одна относительно другой в двух отдельных случаях и поскольку вносится задержка в процесс изготовления. Обычно каждая из обшивки крыла и базовой конструкции закрепляется на дорогом стапеле, и они остаются на этих стапелях на протяжении стадий, описанных выше. Также следят за обеспечением того, чтобы прокладка, которая была изготовлена определенного размера и формы, чтобы подходить к одному определенному зазору, была использована для заполнения этого зазора и случайно не была использована для заполнения отличающегося зазора. Также с прокладками необходимо осторожно обращаться со времени их изготовления, которое может осуществляться в отдаленно расположенном месте, до времени их использования.
Раскрытие изобретения
Предмет изобретения обеспечивает способ сборки частей для образования узлов летательного аппарата, который включает использование прокладок и который преодолевает или уменьшает, по меньшей мере, некоторые проблемы, раскрытые выше.
В соответствии с изобретением обеспечивается способ сборки частей для образования узла летательного аппарата, в котором первая поверхность первой части должна располагаться в сборке смежно второй поверхности второй части, способ включает стадии:
проведения измерений первой части, в то время как она отдалена от второй части,
проведения измерений второй части, в то время как она отдалена от первой части,
вычисления по измерениям размера и формы пространства, которое будет образовано между первой и второй поверхностями, когда и первая и вторая части будут собраны,
обеспечения прокладки с толщиной, выбранной в зависимости от результатов стадии вычисления, и
сборки первой и второй частей с прокладкой, расположенной между первой и второй частями.
За счет освоения способа, раскрытого выше, становится возможным прогнозировать размеры зазоров, которые будут образованы между первой и второй поверхностями, перед тем, как эти поверхности приведены в положение одна рядом с другой. Соответственно прогнозирование может быть произведено, как только части будут изготовлены, и поверхности необходимо только будет привести в положение одна рядом с другой после изготовления прокладки, в этой стадии сборка частей может быть осуществлена. Таким образом, нет необходимости части приводить в положение дважды, как в случае способа с жесткими прокладками, раскрытого выше, достаточно первую и вторую части собрать вместе только один раз за весь процесс сборки.
Измерения первой части предпочтительно производятся в то время, как она закреплена на стапеле. Первая часть предпочтительно остается закрепленной на стапеле до тех пор, пока первая и вторая части не будут собраны. Тогда здесь не будет возможности для изменения размера и формы части между измерением и сборкой. В области изобретения проводится измерение участка первой части, по которому измерение другого участка может быть домыслено, например, предположением в случае обшивки крыла определенной толщины обшивки, аналогично, возможно, в случае, когда обшивка крыла образована в литьевой форме, проведение измерений обшивки крыла, в то время как она находится в литьевой форме, и затем введение поправки на ожидаемое изменение формы обшивки крыла при ее извлечении из литьевой формы.
Предпочтительно, однако, чтобы измерения первой части включали измерения первой поверхности для обеспечения прямого указания формы и положения первой поверхности.
Измерения могут быть проведены за счет использования различных приемов. Например, измерения могут быть проведены посредством ручного метрологического блока, в таком случае ручной блок может вычислять положение и ориентацию блока относительно фиксированного основного блока. По-другому возможно измерения проводить посредством метрологического блока, закрепленного на опоре, в этом случае положение метрологического блока может быть известно или полностью, или частично, метрологический блок может перемещаться по опоре при проведении измерений. Например, блок может быть закреплен на опоре, которая фиксирует ориентацию блока и его положение в двух ортогональных направлениях, но позволяет перемещаться блоку в оставшемся третьем ортогональном направлении, в то время как проводятся измерения первой части, таким образом, что движение блока измеряется.
Проведение измерений первой части предпочтительно включает измерение положений относительно базисной точки на стапеле, на котором первая часть закреплена. В этом случае, когда стапель приводится в известное положение, расположение первой части известно. Базисной точкой на стапеле предпочтительно является часть, которая может взаимодействовать с соответствующей частью на другом стапеле. Взаимодействующей частью предпочтительно является шар или часть шара, а соответствующей частью предпочтительно является впадина, или наоборот. Взаимодействующие поверхности шара или впадины выполнены предпочтительно частично сферическими.
Признаки, раскрытые выше, в отношении первой части также могут быть применимы ко второй части. Например, измерения второй части предпочтительно проводятся, в то время как она закреплена на стапеле. Если стапель, на котором первая часть закреплена, имеет взаимодействующую часть, включающую шар, тогда стапель, на котором вторая часть закреплена, предпочтительно имеет взаимодействующую часть в виде впадины.
Несмотря на то что объем изобретения предусматривает библиотеку прокладок различных размеров, чтобы стадия обеспечения прокладок включала выбор прокладки из библиотеки, предпочтительно, чтобы прокладка изготавливалась необходимых размеров в ответ на стадию вычисления.
Предпочтительно прокладка имеет переменную толщину. Несмотря на то что возможно, чтобы прокладка была обеспечена с одной лицевой поверхностью плоской и только с противоположной лицевой поверхностью переменного профиля для переменности толщины прокладки, в общем, предпочтительно, чтобы переменность толщин прокладки была результатом переменности профиля каждой из противоположных лицевых сторон прокладки.
Прокладки могут быть изготовлены посредством большого разнообразия процессов и выполнены из различных материалов. Например, прокладка может быть выполнена посредством механической обработки заготовки, которая первоначально имеет тонкую кубическую форму. Однако предпочтительно, чтобы когда прокладка первоначально образовывалась, она была сделана, по существу, желаемой толщины. Более предпочтительно, чтобы прокладка предпочтительно образовывалась посредством дополнительного производственного процесса. В таких процессах продукт создается, по существу, в конечной форме добавлением материала на множестве стадий при положениях, выбранных в соответствии с желаемой формой продукта. Такие производственные процессы известны сами по себе. В одном подходящем процессе прокладка образуется отверждением светочувствительного материала за счет облучения материала, такой процесс может быть использован для изготовления прокладки, выполненной из пластмассовых материалов. В другом подходящем процессе прокладка образуется спеканием плавкого порошка, такой процесс может быть использован для образования прокладки из металла.
В описании выше упоминается поверхность каждой из первой и второй частей, но следует понимать, что во многих применениях изобретения множество поверхностей (множество является большим чем три и зачастую большим чем пять) располагается в сборке смежно одна другой, когда первая и вторая части собраны, а соответствующая прокладка изготовлена и расположена между каждой из смежных поверхностей. Хорошим примером такого случая является множество оснований нервюры, которые должны быть прикреплены к обшивке крыла.
Для одной сборки первой части со второй частью может потребоваться существенное число прокладок. Преимущественно прокладки изготавливаются в одном или более наборе прокладок, каждый набор прокладок включает раму и множество прокладок, соединенных с рамой с возможностью отделения. Это обеспечивает правильное обращение с прокладками и может уменьшать вероятность утраты или повреждения прокладок. Предпочтительно рама и множество прокладок, соединенных с рамой с возможностью отделения, образованы одним изделием с отсоединяемыми частями, соединяющими прокладки с рамой. Так, прокладки в наборе будут обычно отличаться одна от другой. В некоторых случаях две или более прокладки в одном и том же наборе могут иметь одну и ту же толщину профиля, но в других случаях все прокладки в наборе будут иметь разную толщину профилей.
Стадия сборки первой и второй частей предпочтительно дополнительно включает наложение слоя уплотнения между прокладкой и первой частью и/или между прокладкой и второй частью. Стадия может дополнительно или альтернативно дальше включать расположение уплотнительного элемента, например уплотнительного кольца, между прокладкой и первой частью и/или между прокладкой и второй частью.
Несмотря на то что в области изобретения находится сборка первой и второй частей с прокладкой без каких-либо дополнительных крепежных деталей, обычно бывает желательно иметь такие дополнительные крепежные детали. Соответственно, стадия сборки первой и второй частей предпочтительно дополнительно включает прохождение одной или более крепежных деталей через прокладку и первую или вторую части, тем самым скрепляя первую и вторую части вместе с прокладкой между ними. В порядке обеспечения прохождения одной или более крепежных деталей первая часть, вторая часть и/или прокладка могут быть выполнены на стадии первоначального изготовления или впоследствии, например, посредством сверления, с расположенными на одной оси отверстиями в них.
В порядке дополнительного облегчения процесса сборки способ может также включать предварительную сборочную стадию предварительного прикрепления прокладки к одной из первой и второй частей. Зажим может быть использован для этой цели. Зажим может быть изготовлен как отдельный компонент, или конструкция, служащая для аналогичной цели, может быть образована как неотъемлемая часть прокладки и может включать фланец на одной или более кромках прокладки. Фланец может быть несколько миллиметров глубиной.
Материал первой и второй частей может быть большого разнообразия видов. Обычно они металлические, но они могут также быть из других материалов, включая композитные материалы. В действительности, изобретение может иметь специальное преимущество, когда первая и/или вторая части образованы из композитного материала, поскольку такой материал является относительно устойчивым к какой-либо деформации материала от его естественной формы, в особенности нежелательной. В то же время изготовление частей из композитного материала с очень жесткими допусками может быть очень дорого или даже невозможно.
Изобретение может быть применено для различных узлов летательного аппарата, включая фюзеляжи, но его особенное преимущество в конструировании крыла. Например, первая часть может быть основанием нервюры (или нервюрой, имеющей множество оснований нервюры), узел летательного аппарата может быть кессоном крыла, и вторая часть может быть обшивкой крыла.
В другом аспекте настоящее изобретение обеспечивает способ сборки частей для образования узла летательного аппарата, в котором первая поверхность первой части должна располагаться в сборке смежно второй поверхности второй части, способ включает стадии сборки первой и второй частей с прокладкой, расположенной между частями, прокладка имеет толщину, определяемую в зависимости от предварительного измерения первой части и предварительного измерения второй части, в котором первая и вторая части сводятся вместе только один раз за всю сборку узла летательного аппарата.
В дополнительном аспекте настоящее изобретение обеспечивает способ сборки частей для образования узла летательного аппарата, в котором первая поверхность первой части должна располагаться в сборке смежно второй поверхности второй части, способ включает стадии сборки первой и второй частей с прокладкой, расположенной между частями, прокладка имеет толщину, определяемую в зависимости от предварительного измерения первой части, в то время как она отдалена от второй части, и предварительного измерения второй части, в то время как она отдалена от первой части.
Настоящее изобретение также предусматривает узел летательного аппарата, который был собран способом, как раскрыто выше, и летательный аппарат, включающий такой узел. Изобретение в особенности применимо для крупных узлов и/или крупных летательных аппаратов. Летательный аппарат предпочтительно имеет размер, равный самолету, сконструированному для перевозки более чем 75 пассажиров и более предпочтительно более чем 150 пассажиров.
Использование набора прокладок, как раскрыто выше, в особенности имеет преимущества в сборке частей способом, как определено выше, но также ценно в других применениях. В соответствии со второй формой изобретения обеспечивается набор прокладок, включающий раму и группу прокладок, соединенных с рамой с возможностью отделения. Набор может быть выбран любой формы из раскрытых выше.
Краткое описание чертежей
Посредством примера способ сборки обшивки крыла с основаниями нервюры будет сейчас раскрыт со ссылкой на сопровождающие чертежи, на которых:
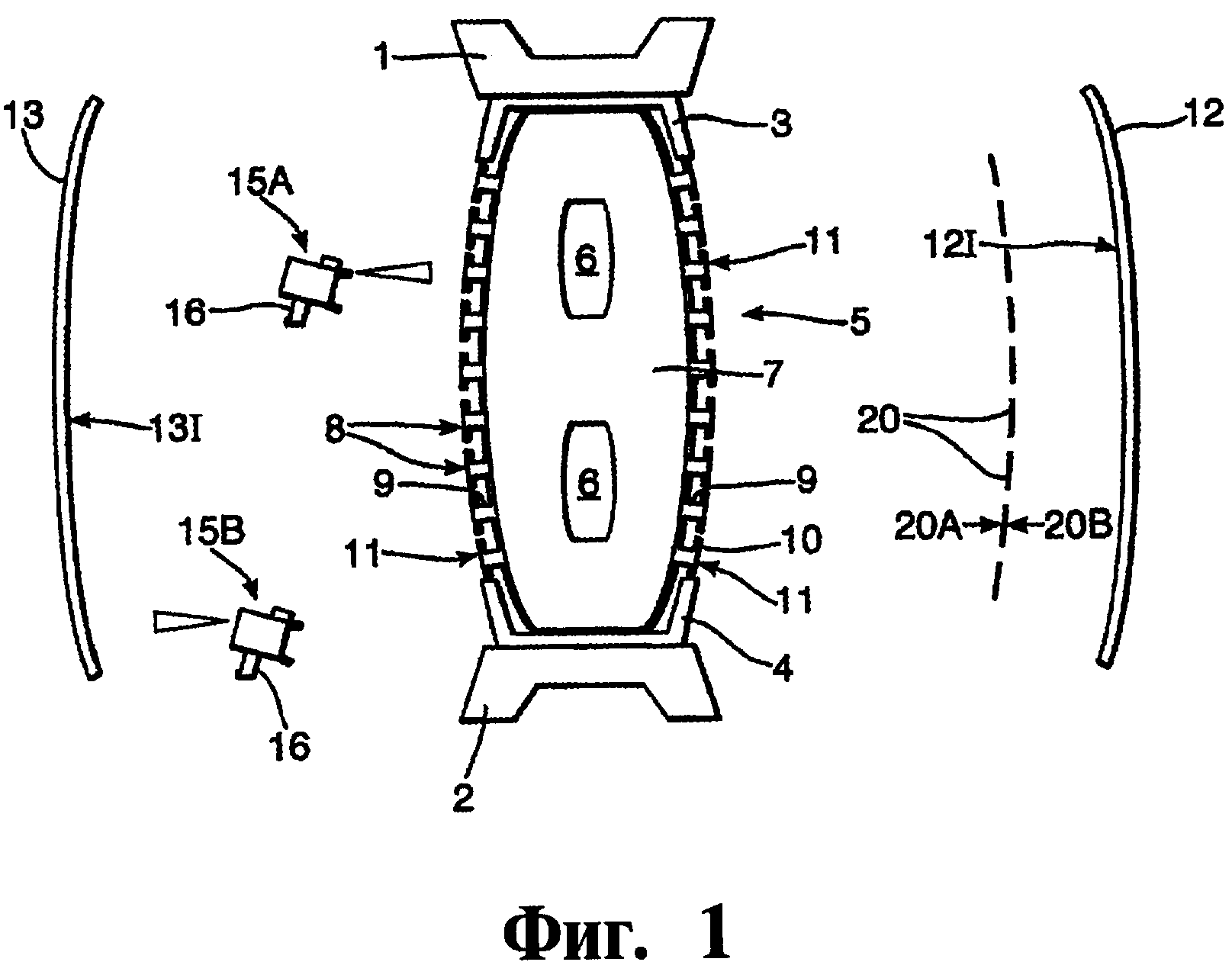
фиг.1 представляет собой схематичное изображение, показывающее определенные стадии осуществления способа,
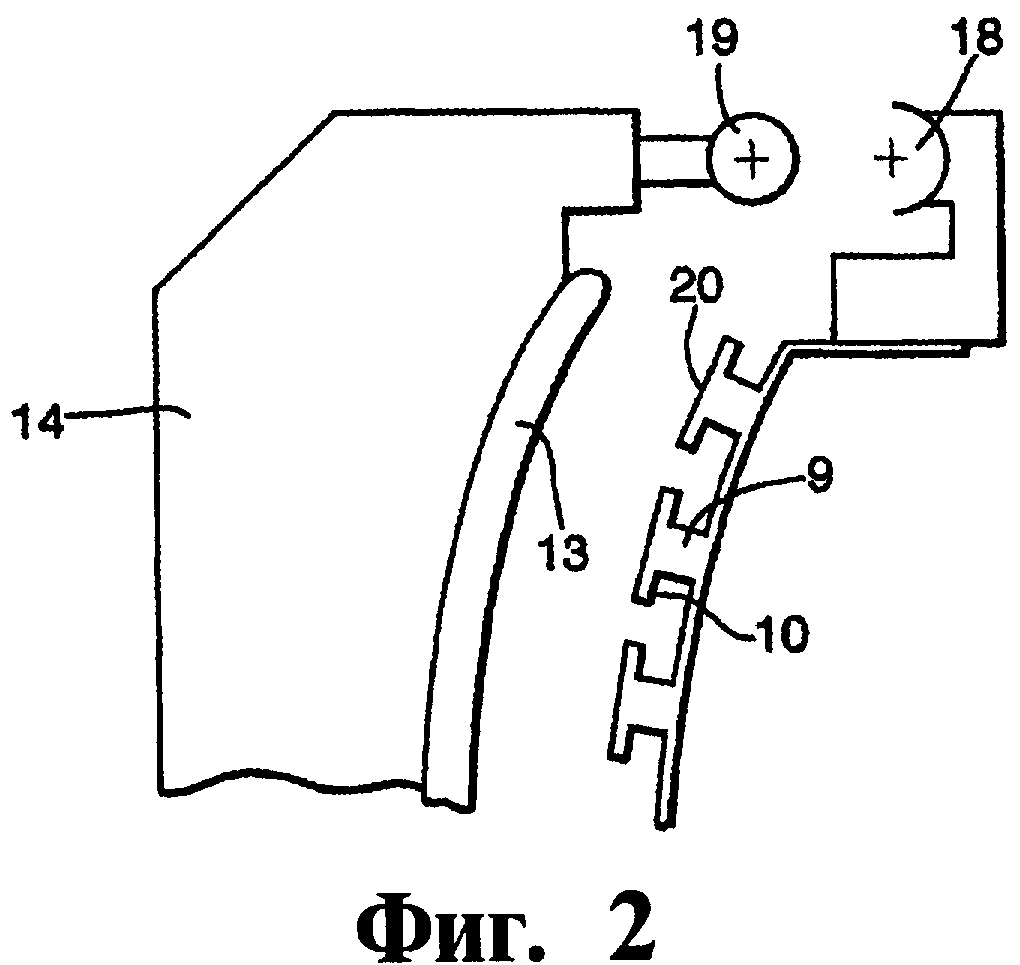
фиг.2 представляет собой схематичное изображение, показывающее частный признак способа,
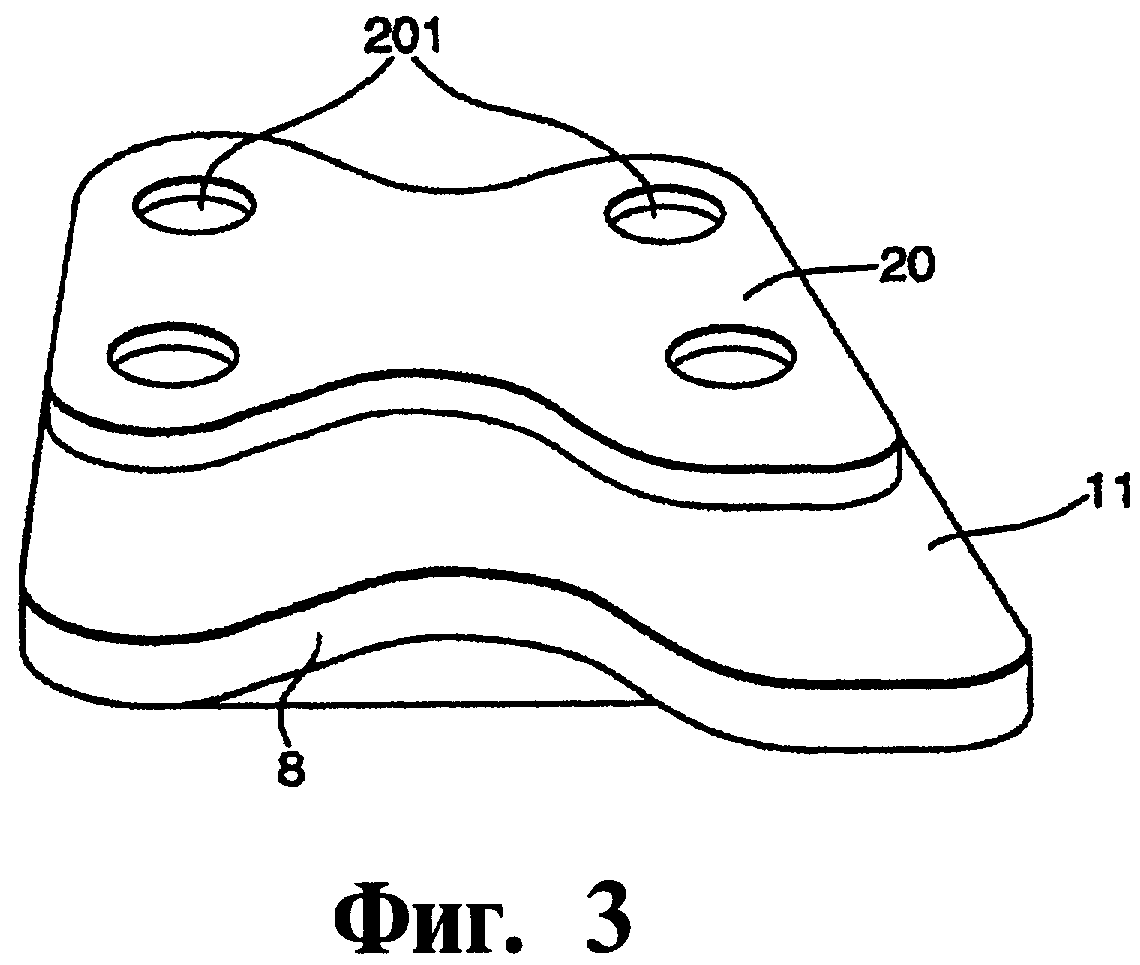
фиг.3 представляет собой изображение прокладки в перспективе, лежащей на основании нервюры, и
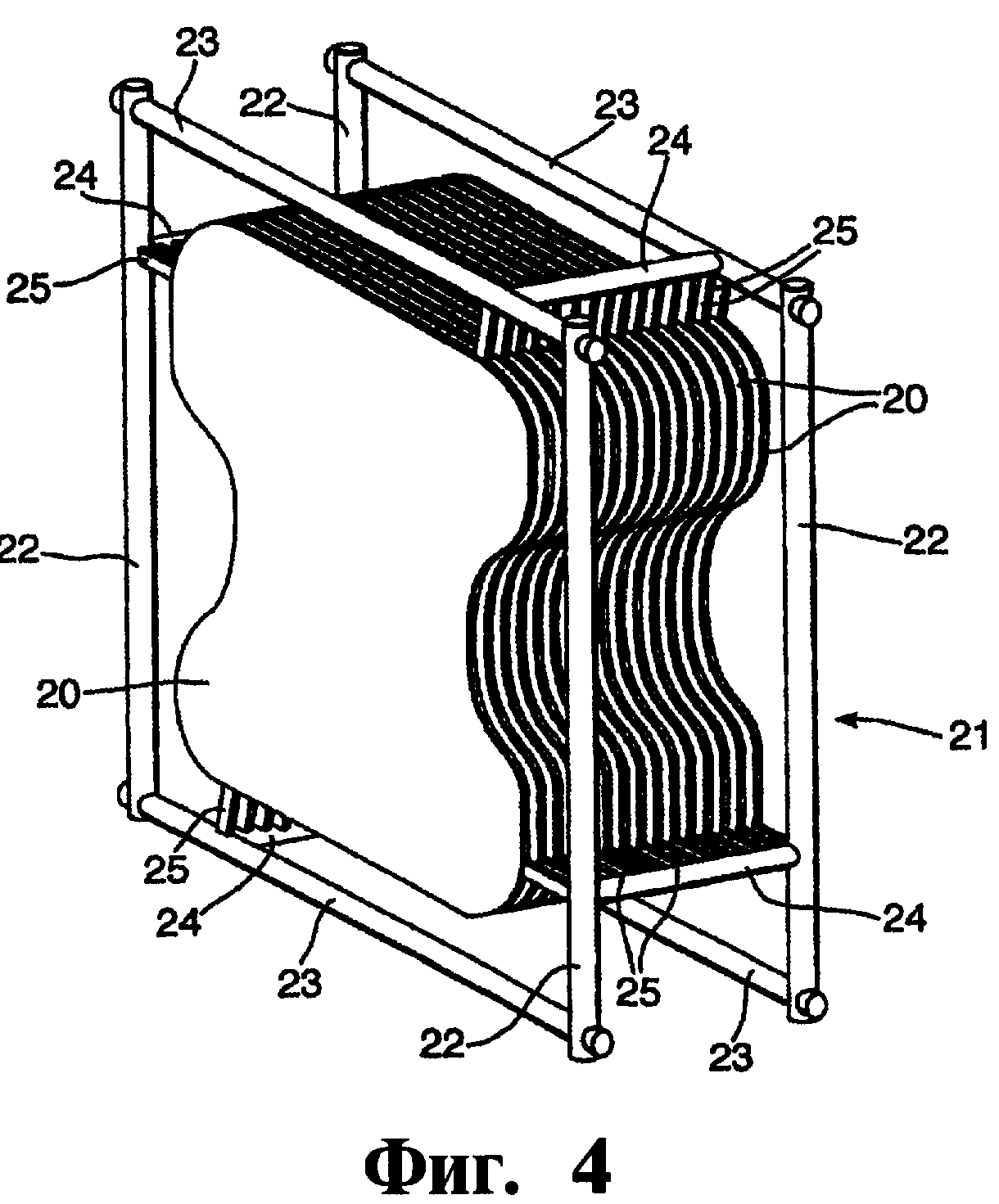
фиг.4 представляет собой изображение в перспективе набора прокладок.
Осуществление изобретения
Способ сборки, который будет сейчас раскрыт, образует часть способа изготовления кессона крыла. В общем, способ изготовления включает следующие стадии:
а) изготовление лонжеронов для кессона крыла,
б) закрепление лонжеронов на первом стапеле,
в) изготовление нервюр для кессона крыла,
г) закрепление нервюр на первом стапеле,
д) изготовление обшивок крыла для кессона крыла,
е) закрепление обшивок крыла на втором и третьем стапелях,
ж) проведение измерений положений оснований нервюры каждой нервюры и сохранение результатов,
з) проведение измерений каждой обшивки крыла, которая должна располагаться рядом с основаниями нервюры, и сохранение результатов,
и) по измерениям на ж) и з) вычисление подходящего профиля прокладок,
к) изготовление прокладок желаемых профилей,
л) наложение уплотнения на основания нервюры и размещение прокладок на основаниях нервюры,
м) наложение уплотнения на прокладки,
н) сведение вместе обшивок крыла и нервюр и
о) прикрепление крепежных деталей к обшивкам крыла и нервюрам.
Стадии выше будут сейчас раскрыты в дополнительных деталях с предпочтительным упоминанием тех стадий, которые не осуществляются в обычных способах производства кессонов крыла.
Стадии (а)-(г)
Производство лонжеронов, нервюр и обшивки крыла осуществляется обычным способом. В стандартной практике лонжероны крыла закрепляются на первом стапеле, а нервюры после изготовления устанавливаются на первом стапеле в их необходимых положениях. Фиг.1 показывает схематично первый стапель, имеющий части 1 и 2, лонжероны 3 и 4, закрепленные на стапеле, и нервюру 5, закрепленную на стапеле и простирающуюся между лонжеронами 3 и 4. Будет понятно, что нервюра 5 является одной из множества нервюр, размещенных, в общем, в параллельных плоскостях на протяжении кессона крыла. Нервюра 5, показанная на фиг.1, имеет пару отверстий 6 в центральном участке 7 нервюры и несущие основания 8 на каждой из противоположных сторон. Каждое основание 8 имеет соединительный участок 9, соединенный с центральным участком 7 нервюры, и участок основания 10 с выступающей наружу лицевой стороной 11, за которой должен располагаться участок противостоящей лицевой поверхности.
Стадии (д) и (е)
Производство обшивок крыла также осуществляется обычным способом. Одна обшивка крыла необходима для каждой из противоположных сторон кессона крыла, стороны являются вершиной и основанием лицевых сторон крыла готового летательного аппарата. На фиг.1 первая обшивка крыла 12 показана с одной стороны нервюры 5, и вторая обшивка крыла 13 показана с противоположной стороны. Обшивка крыла 5 имеет внутреннюю лицевую сторону 121, которой придана форма, соответствующая расположениям лицевых сторон 11 оснований нервюры по правую руку от нервюры 5 (как видно на фиг.1) и расположениям других аналогичных оснований (не показаны) на других нервюрах. Аналогично, обшивка крыла 13 имеет лицевую сторону 13I, которой придана форма, соответствующая расположениям оснований 11 по левую руку от нервюры 5 (как видно на фиг.1) и расположениям других аналогичных оснований (не показаны) на других нервюрах. В то время как непосредственно выше упоминается о придании формы поверхностям обшивки крыла 12I и 13I, соответствующей расположениям оснований нервюры, следует понимать, что поверхности обшивки крыла 12I и 13I могут быть выбраны первыми, и затем расположение оснований 11 выбирается соответствующим формам этих поверхностей.
Когда обшивки крыла 12 и 13 изготовлены, они размещаются на соответствующих стапелях, упомянутых здесь как второй и третий стапели. На фиг.2 обшивка крыла 13 может быть видна закрепленной на стапеле 14.
Стадии (ж) и (з)
Следующая стадия в способе демонстрирует отклонение от известного способа сборки, который уже был упомянут.
В известном способе сборки каждая обшивка крыла будет приводиться в положение рядом с основаниями нервюры и зазор, образованный между прокладками и основаниями нервюры, измеряться таким образом, чтобы прокладки подходящего размера и формы могли быть обеспечены. В способе в соответствии с изобретением, раскрытом здесь, обшивки крыла и основания нервюры остаются на отдалении одни от других, в то время как проводятся их измерения. На фиг.1 стадии измерения показаны схематически за счет присутствия ручных лазерных сканирующих инструментов 15А, 15В, каждый имеет рукоятку 16. Будет видно, что инструмент 15А показан сканирующим основания нервюры на одной стороне кессона крыла и что инструмент 15В показан сканирующим обшивку крыла 13. Хотя для удобства изображения обшивка крыла 13 показана относительно сближенной с основаниями нервюры 8, следует понимать, что на практике они могут быть расположены очень отдаленно друг от друга. В действительности, возможно даже для измерения обшивки крыла перемещать ее в иную сторону от оснований нервюры.
Измеритель Leica T-Sca -n высокоскоростной ручной сканер, продаваемый Leica Geosystems AG. С таким инструментом возможно получить цифровой формат очень точного измерения профилей поверхностей обшивки крыла 12I и 13I и выступающих наружу лицевых сторон 11 оснований нервюры 8. В каждом случае измерения включают сканирование базисного признака на стапелях: как показано на фиг.2, первый стапель, на котором основания нервюры закреплены, имеет полусферическую впадину 18, которая применима для принятия в точном соответствии сферического шара 19 на стапеле, несущем обшивку крыла 13. Хотя только один шар 19 и впадина 18 показаны на фиг.2, будет понятно, что желательно обеспечить ряд таких базисных признаков шара и впадины. Когда на поздней стадии стапели собираются вместе, сцепление шаров 19 с впадинами 18 гарантирует точное непосредственное соприкосновение обшивок крыла с основаниями нервюры.
Стадия (и)
Имеющиеся полученные метрологические данные от измерений напрямую загружаются в компьютер для обработки для вычисления, посредством использования подходящего метрологического программного обеспечения, подходящих размеров каждой прокладки, которая должна размещаться на основании нервюры. Прокладки 20 показаны на фиг.1 только с одной стороны кессона крыла, но, конечно, аналогичные прокладки также обеспечиваются с другой стороны. Каждая прокладка 20 имеет противоположные лицевые стороны 20А и 20В, которые индивидуально спрофилированы. Лицевая сторона 20А спрофилирована соответствующей измеренному профилю лицевой стороны нервюры 11 соответствующего основания нервюры, а лицевая сторона 20В спрофилирована соответствующей внутренней поверхности 12I обшивки крыла 12. Толщина каждой прокладки вычислена в порядке заполнения вычисленного зазора между соответствующими основаниями нервюры и обшивкой крыла, с подходящими допусками, сделанными для уплотнительных слоев (см. стадии (л) и (м) ниже). В предпочтительном примере изобретения обычная преимущественная толщина прокладки имеет несколько мм.
Стадия (к)
Когда размеры каждой прокладки вычислены, прокладки изготавливаются. Изготовление прокладок может быть в месте, расположенном отдаленно от места расположения обшивок крыла 12, 13 нервюр 5, и необходимые данные, созданные на стадии (и), могут передаваться электронно. В раскрытом предпочтительном примере изобретения прокладки изготавливаются посредством дополнительного способа изготовления, включающего стереолитографию, в которой слой жидкого светочувствительного полимера подвергается облучению лазером в выбранных областях слоя, свет лазера вызывает отверждение полимера, но только в тех областях, которые подвергались действию света. Дополнительный слой жидкого полимера затем добавляется, и процесс повторяется с новым рядом областей, подвергаемых действию света лазера и, следовательно, отверждаемых. Этим методом может быть создана трехмерная форма.
Фиг.3 показывает прокладку 20, которая может изготавливаться посредством только что раскрытого процесса. На чертеже прокладка 20 показана лежащей на основании нервюры 8, имеющем выступающую наружу лицевую сторону 11. На фиг.3 прокладка 20 показана только частично над лицевой поверхностью 11 просто ради ясности изображения. На практике прокладка 20 будет иметь очертания, соответствующие лицевой поверхности 11, и очертания будут расположены на одной линии. Как может быть видно на фиг.3, профиль противостоящих лицевых поверхностей прокладки 20 и основания нервюры 8 точно соответствуют. Также прокладка 20 образована с четырьмя мелкими углублениями 201, цель которых будет описана позже.
В то время как возможно прокладки изготавливать индивидуально, более продуктивно изготавливать их в группе. Фиг.4 показывает образование набора прокладок 20, который может быть изготовлен. Прокладки 20 показаны содержащимися в раме 21, которая, в общем, кубической формы и, в общем, включает четыре вертикальных элемента 22, четыре горизонтальных элемента 23 и четыре поперечных элемента 24. Прокладки 20 выполнены в ряд для образования штабеля, с каждой прокладкой 20 в примере, показанной соединенной с элементами 23, 24 посредством соединительных стержней 25 и образующей один ряд штабеля. Как показано на фиг.4, прокладки тем самым соединены с рамой 21, одна рядом с другой, с расстоянием между каждой прокладкой. Весь набор, показанный на фиг.4, изготавливается одним изделием посредством дополнительного способа изготовления, раскрытого выше, в то время как возможно, чтобы набор был выполнен в других положениях, предпочтительно выполнять его с элементами 23 горизонтально и элементами 22 вертикально таким образом, чтобы прокладки 20 лежали в вертикальных плоскостях. Во время производственного процесса части соединительных стержней 25, которые соединены с прокладками 20, сделаны уже, чем другие части стержней 25, так что они могут отсоединяться относительно легко, чтобы позволить прокладкам отделяться от набора.
Альтернативно набору, показанному на фиг.4, в каждом слое штабеля содержится пара прокладок. Будет понятно, что многие другие выполнения прокладок в наборе могут быть освоены, если желательно.
Как будет сейчас понятно, хотя все прокладки будут иметь точно такие же или очень схожие очертания, профили противоположных сторон прокладок будут отличаться, притом что профили каждой прокладки определяются в соответствии с формой и размером зазора, который, как было вычислено, будет существовать между соответствующим основанием нервюры и обшивкой крыла. Каждая прокладка, следовательно, маркируется для указания предпочтительного основания нервюры, на которой она должна размещаться, и положение прокладки на основании также показывается посредством маркировки. В предпочтительном примере маркировка включает отделяемую маркировку, присоединяемую к каждой прокладке.
Стапель закрепляет лонжероны 3, 4 и нервюры 5, и стапели закрепляют обшивки крыла 12, 13, которые затем приводятся в общее расположение вместе с прокладками 20 так, что обшивки крыла могут быть собраны с нервюрами. Слой уплотнения первым накладывается на наружную лицевую поверхность 11 каждого основания 8, а подходящая прокладка 20 затем размещается над основанием нервюры 8. Как уже описывалось со ссылкой на фиг.3, где прокладка 20 показана частично над лицевой поверхностью 11 основания нервюры, очертания прокладки 20 имеют размер и форму, соответствующие основанию нервюры 8, и лицевая поверхность 20А прокладки 20, которая противостоит наружной лицевой поверхности 11 основания нервюры 8, спрофилирована для точного соответствия профилю лицевой поверхности 11.
Слой уплотнения затем накладывается на наружную лицевую поверхность 20В каждой прокладки 20 с одной стороны кессона крыл, и стапель закрепляет обшивку крыла, которая должна располагаться на этой стороне кессона крыла во время одного (и только) раза приведения в положение смежно стапелю, закрепляющему кессон крыла. Сферический шар 19 сцепляется с полусферической впадиной 18 с точным позиционированием обшивки крыла относительно оснований нервюры, обшивка крыла вступает в контакт со слоями уплотнения на наружной лицевой стороне 20В прокладок 20. Четыре крепежных детали затем проходят через каждую прокладку с каждой крепежной деталью, проходящей через отверстие, просверленное в соответствующем углублении 201 (фиг.3) прокладки. Углубление 201 имеет больший диаметр, чем крепежная деталь, и, следовательно, определяет канавку вокруг крепежной детали, слой уплотнения располагается глубже поблизости каждой крепежной детали, и, следовательно, обеспечивается защита уплотнения вокруг крепежной детали.
Когда все крепежные детали закреплены, процедура, только что раскрытая для одной обшивки крыла, повторяется для другой обшивки крыла. Сборка обшивок крыла с основаниями нервюры затем заканчивается. Собранный кессон крыла тогда удаляется со стапелей.
За счет освоения способа, раскрытого выше, возможно получить очень точное соответствие между обшивками крыла и нервюрами. Например, допуск 0,2 мм может без труда достигаться.
Несмотря на то что предпочтительные варианты осуществления изобретения были раскрыты выше со ссылками на чертежи, будет понятно, что многочисленные модификации могут быть сделаны в этих вариантах осуществления. Два примера таких модификаций указаны ниже, но будет понятно, что другие модификации могут быть сделаны.
В вариантах осуществления, раскрывающих измерение, данные получают посредством использования ручного лазерного сканера. Другие измерительные устройства могут быть альтернативно использованы, включая сканеры, закрепленные для движения на фиксированных осях, и сканеры, закрепленные на манипуляторах робота.
Прокладки 20 раскрыты как изготовленные посредством стереолитографического процесса, включающего облучение слоя жидкого светочувствительного полимера светом лазера. Альтернативный способ включает лазерное спекание слоя термически плавкого порошка. Вместо распыления слоя материала также возможно распыление тонкой полосы материала через сопло и, посредством управления его движением в трех направлениях, создание желаемой формы. Также более традиционные способы, предусматривающие использование фрезерных станков с ЧПУ, могут быть использованы.
Там, где в вышеприведенном описании упомянуты целые части или элементы, которые известны, очевидны или имеют очевидные эквиваленты, такие эквиваленты здесь включены так, как будто они явным образом раскрыты. Следует проводить параллели с формулой изобретения для определения истинной области настоящего изобретения, которая должна толковаться таким образом, чтобы охватывать любой из таких эквивалентов. Будет также понятно читателю, что целые части или признаки изобретения, которые раскрыты в качестве предпочтительных, преимущественных, подходящих и тому подобного, являются необязательными и не ограничивают область независимых пунктов формулы изобретения.
Самолет и крыло, устройство кромки крыла, набор деталей для него
Система для удаления воды
Способ соединения двух компонентов
Приводная система для элемента увеличения подъемной силы на передней кромке крыла
Резервуар для содержания текучей среды внутри камеры
Способ формования заготовки
Способ и устройство для изготовления компонента из композиционного материала
Слоистая композиционная структура
Авиакосмическое устройство (варианты) и летательный аппарат (варианты), удлиненный элемент конструкции авиакосмического устройства или летательного аппарата (варианты), композитный лонжерон, способ создания его модели и способ его изготовления, и компьютер
Авиакосмическое устройство и летательный аппарат, удлиненный элемент конструкции авиакосмического устройства или летательного аппарата, способ создания модели удлиненного элемента конструкции авиакосмического устройства или летательного аппарата и способ изготовления удлиненного элемента конструкции авиакосмического устройства или летательного аппарата, и компьютер
Самолет и крыло, устройство кромки крыла, набор деталей для него
Система для удаления воды
Способ соединения двух компонентов
Приводная система для элемента увеличения подъемной силы на передней кромке крыла
Резервуар для содержания текучей среды внутри камеры
Способ формования заготовки
Способ и устройство для изготовления компонента из композиционного материала
Слоистая композиционная структура
Авиакосмическое устройство (варианты) и летательный аппарат (варианты), удлиненный элемент конструкции авиакосмического устройства или летательного аппарата (варианты), композитный лонжерон, способ создания его модели и способ его изготовления, и компьютер
Авиакосмическое устройство и летательный аппарат, удлиненный элемент конструкции авиакосмического устройства или летательного аппарата, способ создания модели удлиненного элемента конструкции авиакосмического устройства или летательного аппарата и способ изготовления удлиненного элемента конструкции авиакосмического устройства или летательного аппарата, и компьютер

