Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления изделий в пресс-форме, и может быть применено для изготовления фильтров, например, маслобаков газотурбинных установок.
Известны способы, позволяющие изготавливать фильтры в пресс-формах (см., например, И.М.Буланов, В.В.Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э.Баумана, 1998 г. - Стр.156-159, 165-167).
Известные способы возможно использовать для изготовления фильтров, включающих металлическую сетку, скрепленную по периферии с кольцами из легкоплавкого материала, например полиамида, методом спекания колец с сеткой при нагреве под давлением в пресс-форме.
При изготовлении фильтров любым из этих способов не исключается возможность повреждения центральной части металлической сетки в пресс-форме.
Известен также способ изготовления фильтров, включающий размещение периферийной части металлической сетки между кольцами из легкоплавкого материала, например полиамида, и скрепление сетки с кольцами в пресс-форме под воздействием температуры и давления (заявка РФ №2011132667, по которой принято решение о выдаче патента на полезную модель), являющийся наиболее близким аналогом предлагаемого технического решения.
Известный способ позволяет достаточно прочно скрепить периферийную часть металлической сетки с кольцами из легкоплавкого материала и изготовить фильтры без повреждения центральной части металлической сетки.
Однако практическое применение известного способа для изготовления фильтров маслобаков крупногабаритных газотурбинных установок показало, что на кольцах и на периферийной, прилегающей к кольцам, части поверхностей металлической сетки, по всему периметру, имеются наплывы легкоплавкого материала колец.
Выяснено, что наличие наплывов на кольцах из легкоплавкого материала неизбежно, так как для прочного скрепления с сеткой методом спекания кольца нужно нагреть до температуры, превышающей температуру плавления материала колец.
Наличие наплывов легкоплавкого материала на поверхностях металлической сетки ухудшает фильтрующие свойства изделия.
Удаление наплывов с поверхностей металлической сетки после изготовления фильтра является трудоемкой операцией и практически невозможно без полного или частичного повреждения сетки, что недопустимо.
Установлено, что большое количество наплывов легкоплавкого материала обусловлено в том числе и тем, что параметры нагрева, величина давления и процесс охлаждения при изготовлении фильтров известным способом не регламентируются.
Указанные недостатки приводят к снижению качества изготовления фильтров известным способом.
Технической задачей данного изобретения является повышение качества изготовления фильтров за счет получения чистых фильтрующих поверхностей при обеспечении прочного скрепления металлической сетки с кольцами из легкоплавкого материала без чрезмерного их перегрева и недопустимой деформации в пресс-форме под воздействием температуры и давления.
Технический результат достигается тем, что в способе изготовления фильтра, включающем размещение периферийной части металлической сетки между кольцами из легкоплавкого материала, например полиамида, и скрепление сетки с кольцами в пресс-форме под воздействием температуры и давления, на поверхности сетки, не скрепляемые с кольцами, наносят водный раствор гипса, сушат при комнатной температуре, затем размещают сетку между кольцами в пресс-форме, производят нагрев полученного пакета до температуры 250-280°С под давлением 40-50 кгс/см2, выдерживают при этой температуре и давлении в течение 5-15 минут, сбрасывают давление и принудительно охлаждают пакет до температуры 60-70°С, после чего извлекают фильтр из пресс-формы, удаляют гипс с поверхностей сетки и производят механическую обработку колец.
Эмпирически, в результате опробования различных составов, определено, что оптимальным с точки зрения создания эффективного защитного слоя, просто наносимого на поверхности металлической сетки и легко удаляемого после изготовления фильтра, является использование водного раствора гипса.
Нанесение водного раствора гипса на фильтрующие поверхности сетки, не скрепляемые с кольцами, позволяет исключить возможность образования наплывов легкоплавкого материала колец на этих поверхностях в процессе формирования фильтра и дополнительно защитить фильтрующие поверхности сетки от перегрева под воздействием температуры в пресс-форме.
Сушка при комнатной температуре водного раствора гипса, нанесенного на фильтрующие поверхности сетки, позволяет создать на этих поверхностях твердую защитную пленку, сохраняющуюся в течение всего времени процесса формирования фильтра.
В результате многочисленных экспериментов, при проведении которых варьировались параметры процесса спекания металлической сетки с кольцами из легкоплавкого материала (температура, время выдержки и давление) и менялись условия охлаждения, разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющих обеспечить прочное скрепление металлической сетки с кольцами из легкоплавкого материала, без чрезмерного их перегрева и недопустимой деформации в пресс-форме под воздействием температуры и давления.
Разработанные значения параметров технологического процесса являются также оптимальными с точки зрения сохранения в процессе изготовления фильтра прочной защитной пленки на поверхностях металлической сетки без растрескивания и осыпания, что исключает образование наплывов легкоплавкого материала на поверхностях металлической сетки и улучшает фильтрующие свойства изделия.
Удаление гипса с поверхностей сетки и механическая обработка колец после извлечения фильтра из пресс-формы позволяют окончательно подготовить изготовленный фильтр к эксплуатации, например, в составе маслобака газотурбинной установки.
Сущность способа поясняется чертежом.
На фиг. приведена схема изготовления фильтра в пресс-форме.
Способ изготовления фильтра заключается в следующем.
Из полотна сетки, изготовленной из нержавеющей стали марки 12Х18Н10Т ГОСТ 3826-82, выкраивают по шаблону металлическую сетку 1, выполненную в виде круговой заготовки требуемого наружного диаметра.
Изготавливают из легкоплавкого материала, например полиамида, марки ПА 6 ТУ 6-05-998-87 нижнее кольцо 2 и верхнее кольцо 3 фильтра.
Готовят состав в виде раствора порошка гипса ГОСТ 125-79 в воде исходя из соотношения 10 граммов гипса на 100 миллилитров воды.
Наносят полученный состав кисточкой на центральную часть поверхностей сетки 1 с обеих сторон, оставляя на периферии сетки 1 кромку шириной 5 мм по всему периметру.
Сушат при комнатной температуре до образования на поверхностях сетки 1 твердых слоев 4 и 5 состава гипса.
Помещают нижнее кольцо 2 в матрицу 6 пресс-формы, размещают на нем металлическую сетку 1 с нанесенным составом гипса и устанавливают верхнее кольцо 3 и прижимное кольцо 7.
Устанавливают в пресс-форму пуансон 8 и производят нагрев полученного пакета, включающего металлическую сетку 1, периферийная часть которой размещена между кольцами 2 и 3, до температуры 250-280°С под давлением 40-50 кгс/см2, выдерживают при этих температуре и давлении в течение 5-15 минут, сбрасывают давление и принудительно охлаждают пакет до температуры 60-70°С.
Затем извлекают фильтр из пресс-формы, удаляют проточной водой состав гипса с поверхностей сетки 1, при этом вместе с гипсом удаляются и образовавшиеся на его поверхностях наплывы легкоплавкого материала колец.
После чего производят механическую обработку наружных поверхностей колец 2 и 3, срезая при этом образовавшиеся на этих поверхностях наплывы легкоплавкого материала.
На предприятии предлагаемым способом изготавливаются фильтры маслобаков газотурбинных установок.
Разработанная последовательность операций позволяет изготавливать фильтры с прочным скреплением периферийной части металлической сетки с кольцами из легкоплавкого материала и с чистыми поверхностями центральной фильтрующей части металлической сетки.
Предлагаемое изобретение позволяет повысить качество изготовления фильтров при обеспечении требуемой технологичности.
Способ изготовления фильтров, включающий размещение периферийной части металлической сетки между кольцами из легкоплавкого материала, например полиамида, и скрепление сетки с кольцами в пресс-форме под воздействием температуры и давления, отличающийся тем, что на поверхности сетки, не скрепляемые с кольцами, наносят водный раствор гипса, сушат при комнатной температуре, затем размещают сетку между кольцами в пресс-форме, производят нагрев полученного пакета до температуры 250-280°С под давлением 40-50 кгс/см, выдерживают при этих температуре и давлении в течение 5-15 мин, сбрасывают давление и принудительно охлаждают пакет до температуры 60-70°С, после чего извлекают фильтр из пресс-формы, удаляют гипс с поверхностей сетки и производят механическую обработку колец.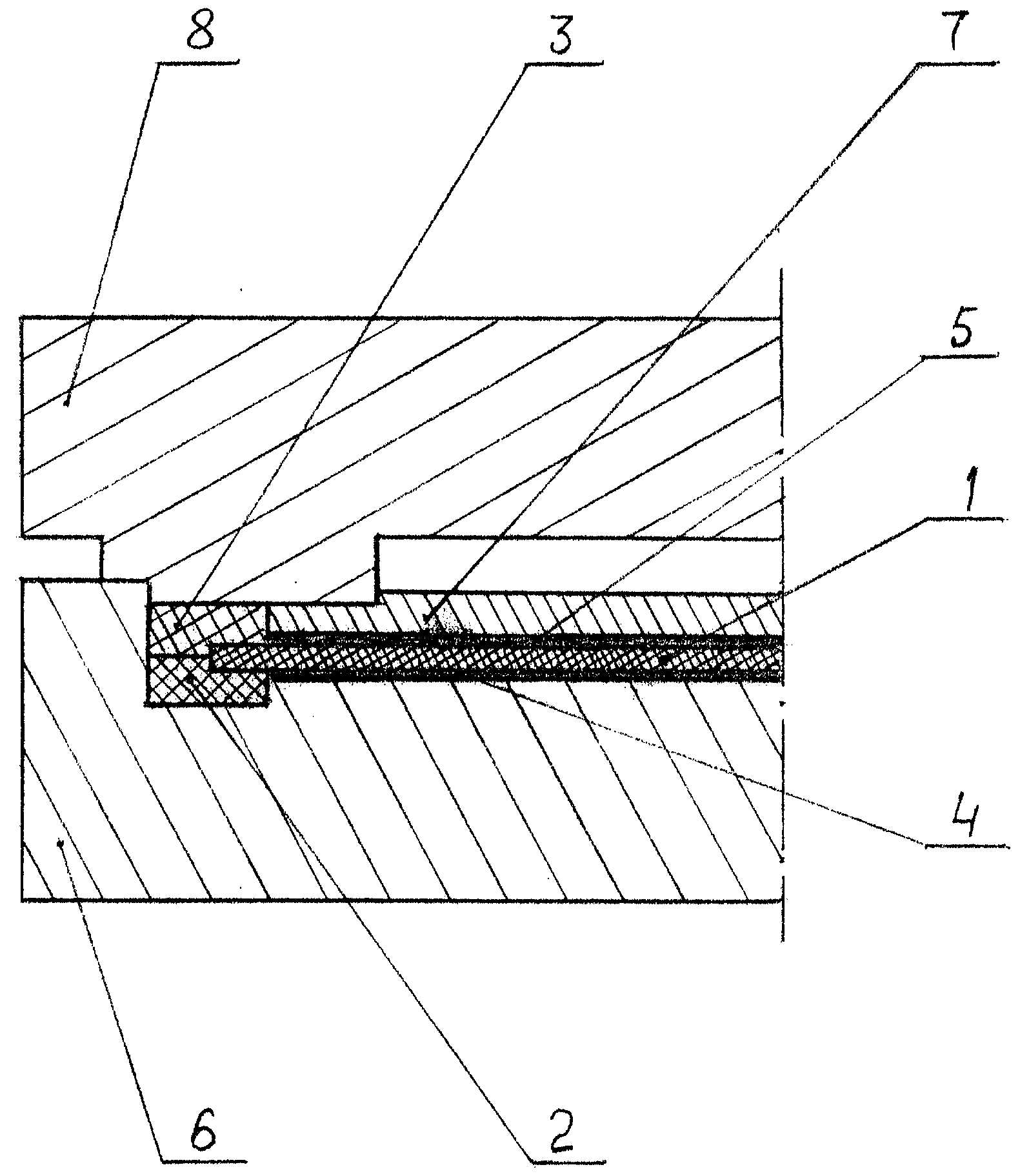
Способ определения погрешностей изготовления корпуса ракетного двигателя по геометрическим параметрам
Способ изготовления внутреннего теплозащитного покрытия корпуса ракетного двигателя
Способ балансировки вала гибкого ротора
Ракетный двигатель
Корпус твердотопливного ракетного двигателя из композиционного материала
Способ сборки ракетного двигателя твердого топлива и оснастка для его осуществления
Ванна для гальванических производств и способ ее изготовления
Снаряженный корпус ракетного двигателя твердого топлива
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Способ определения погрешностей изготовления корпуса ракетного двигателя по геометрическим параметрам
Способ изготовления внутреннего теплозащитного покрытия корпуса ракетного двигателя
Способ балансировки вала гибкого ротора
Ракетный двигатель
Корпус твердотопливного ракетного двигателя из композиционного материала
Способ сборки ракетного двигателя твердого топлива и оснастка для его осуществления
Ванна для гальванических производств и способ ее изготовления
Снаряженный корпус ракетного двигателя твердого топлива
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса

