Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПОРШНЕЙ
Вид РИД
Изобретение
Изобретение относится к нефтепромысловой технике, в частности к устройствам для изготовления двухсторонних поршней для буровых насосов, используемых в буровых установках при перекачивании абразивосодержащих жидкостей, главным образом при повышенных давлениях и температурах.
Известно устройство для изготовления поршней для буровых насосов, состоящее из термопластавтомата, разъемной пресс-формы, системы подачи полимерного материала для формования (см. описание к патенту Российской Федерации №2393090, МПК B29D 99/00, В29С 41/20 от 05.09.2008).
Известное устройство не обеспечивает изготовление двухстороннего поршня для буровых насосов, так как система подачи полимерного материала представляет собой каналы для перетекания полимерного материала, выполненные в одной части пресс-формы по одну сторону сердечника поршня и обеспечивающие формование одной его стороны.
Технической задачей предлагаемого изобретения является уменьшение временных и энергозатрат за счет упрощения технологии изготовления двухсторонних поршней.
Техническая задача решается тем, что устройство для изготовления двухсторонних поршней для буровых насосов состоит из термопластавтомата, разъемной пресс-формы, системы подачи материала для формования, при этом оно дополнительно содержит сопрягаемые по торцовой поверхности вставки для фиксации сердечника, каждая из которых установлена в одной из частей разъемной пресс-формы, при этом одна из торцовых поверхностей вставок выполнена сопрягаемой с торцовой поверхностью стороны поршня, система подачи материала для формования состоит из центрального литникового канала, образованного сквозными каналами, выполненными в средней части вставок, и разводящих каналов, радиально расположенных по обе стороны вставок, по обе стороны сердечника, а приводной толкатель для извлечения сформованного поршня выполнен с возможностью последовательного взаимодействия со стержнем и вставкой.
Толкатель выполнен в виде радиально расположенных стержней с концом со ступенчатой поверхностью.
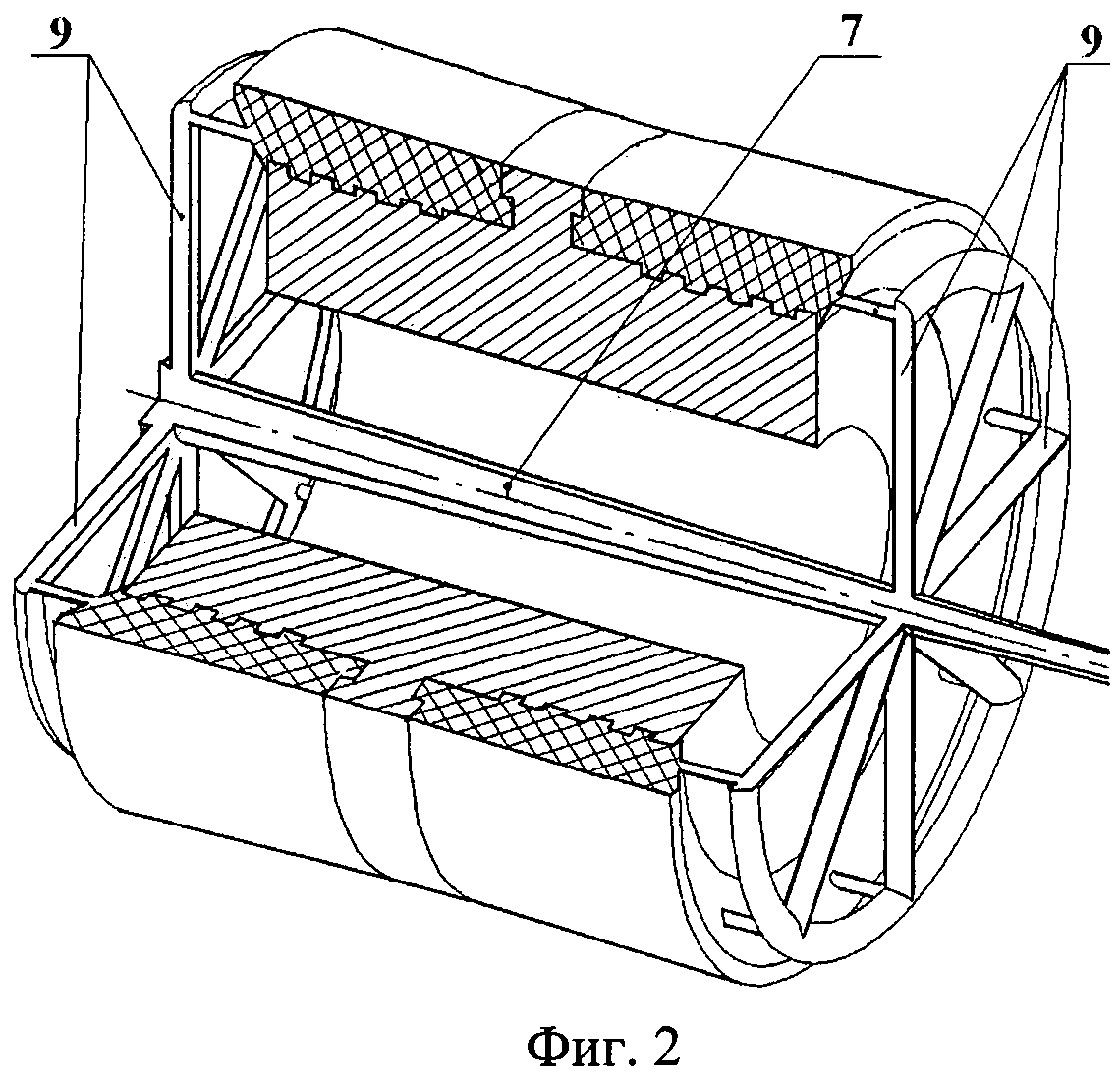
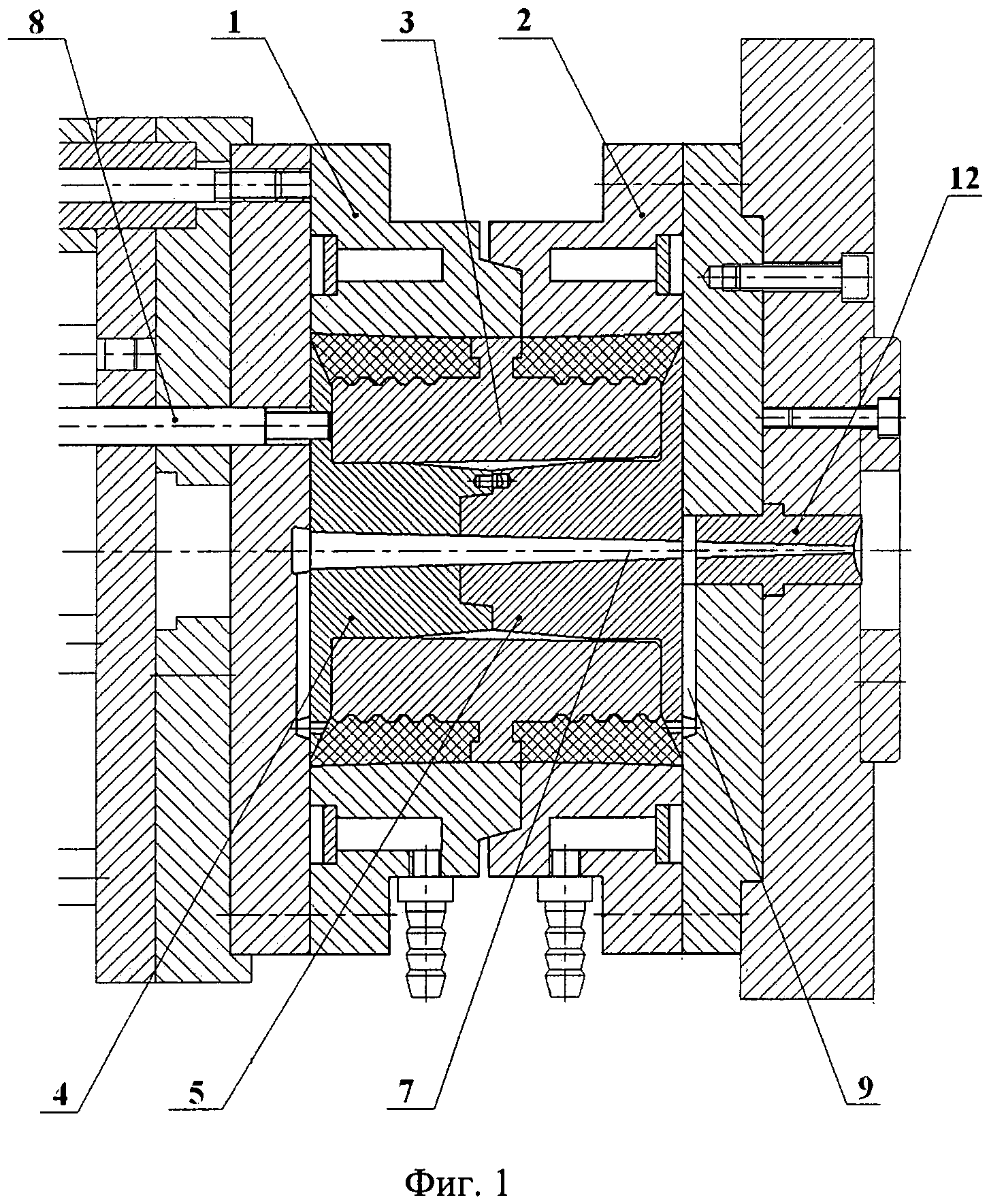
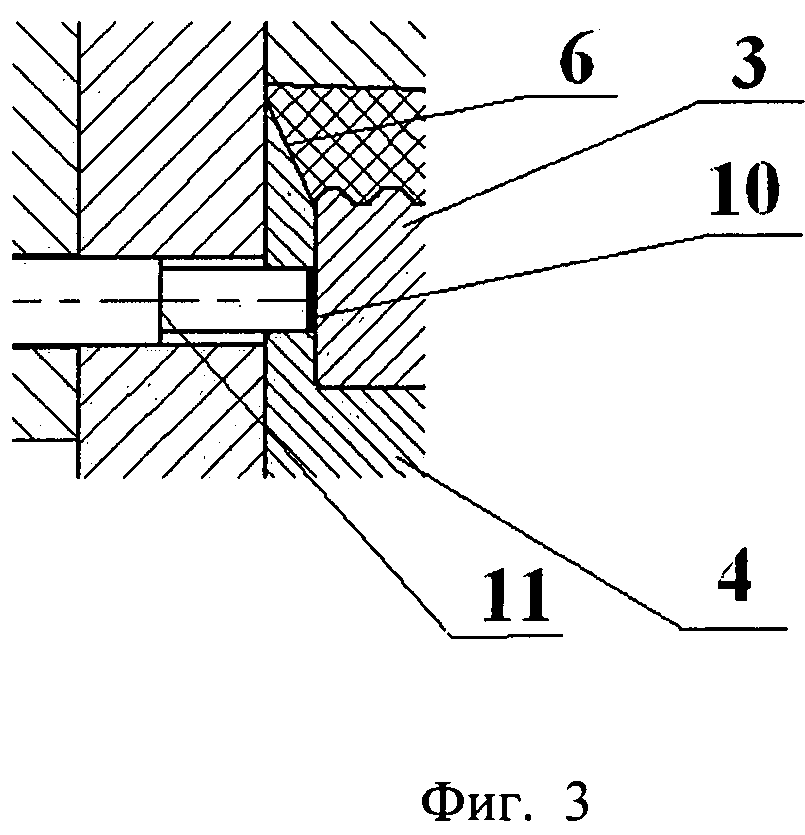
Устройство для изготовления двусторонних поршней для буровых насосов иллюстрируется чертежами, где: на фиг.1 изображен продольный разрез пресс-формы; на фиг 2 - литниковая система подачи полимерного материала к поршню; на фиг 3 - выносной элемент А с фиг.1.
Устройство для изготовления двусторонних поршней для буровых насосов содержит пресс-форму, состоящую из двух частей 1 и 2. Для установки сердечника 3 используют вставки 4 и 5, каждая из которых одним концом установлена в одной из частей разъемной пресс-формы 1 и 2 соответственно. Другой конец вставок 4 и 5 имеет сопрягаемые ступенчатые торцовые поверхности и скос 6 по наружному контуру для формирования формуемой части поршня.
Система подачи полимерного материала состоит из центрального литникового канала 7, образованного сквозными конусообразными отверстиями, выполненными в средней (центральной) части, в каждой из вставок 4 и 5, и радиально расположенных разводящих каналов 8, выполненных во вставках 4 и 5 для обеспечения одновременной подачи материала для формования на обе стороны сердечника 3.
Толкатель для выемки сформованного двухстороннего поршня из пресс-формы выполнен в виде радиально расположенных стержней 9. Концы стержней 9 имеют поверхность в виде двух ступеней 10 и 11 для обеспечения последовательного взаимодействия с сердечником 3 и вставкой 4. При этом во вставке 4 выполнены отверстия для размещения концов стержней 9 для установки вставки 4 в пресс-форме 1 (отверстия на чертеже условно не показаны).
Устройство для изготовления двусторонних поршней для буровых насосов используют следующим образом.
Сердечник 3 фиксируют относительно пресс-форм 1 и 2 и дополнительно относительно вставок 4 и 5, для чего вначале на концы стержней 9 устанавливают вставку 4, затем сердечник 3 и затем вставку 5. Вставки 4 и 5 центрируют относительно друг друга и сердечника 3 по ступенчатой торцевой поверхности, тем самым формируют центральный литниковый канал 7.
Термопластичный полиуретан на основе простых и сложных полиэфиров, предварительно разогретый при температуре 170-230°С в термоспластавтомате, подают (впрыскивают) через литниковую втулку 12 в центральный литниковый канал 7, и далее он одновременно поступает по радиально расположенным разводящим каналам 8 на обе стороны от сердечника 3. После подачи материал для формования выдерживают под давлением в течение 3-5 минут, затем охлаждают в пресс-форме в течение 5-7 минут до температуры 70-90°С.
Извлечение поршня из раскрытой пресс-формы 1 осуществляют при помощи приводного толкателя. Стержни 9 толкателя, перемещаясь внутри отверстий, выполненных во вставке 4, упираются поверхностью 11 в сердечник 3 поршня, при этом поверхность 10 стержней давит на вставку 4, и выталкивают поршень из части 1 пресс-формы.
Таким образом, поршень извлекают из пресс-формы без повреждений.
Способ получения термопластичной эластомерной композиции
Способ получения термопластичной эластомерной композиции

