Результат интеллектуальной деятельности: СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ АППАРАТОМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу управления сварочным аппаратом с плавящимся электродом, в котором значения параметров сварки, необходимых для процесса сварки, запоминаются в устройстве памяти и сохраняются в виде так называемых характеристических кривых с помощью, по меньшей мере, одной опорной точки на характеристической кривой.
Уровень техники
Как известно, в большинстве случаев при применении сварки на сварочном аппарате устанавливается большое количество параметров сварки, из которых может быть создана оптимальная рабочая точка. С целью облегчения работы сварщика запоминаются несколько рабочих точек в качестве так называемых опорных точек в виде отдельных точек характеристической кривой. Это дает возможность пользователю смещать рабочую точку на характеристической кривой путем изменения таких параметров сварки, как сварочный ток, сварочное напряжение и скорость подачи сварочной проволоки.
Поскольку с помощью сварочного аппарата может выполняться большое количество сварочных работ, соответственно большое число характеристических кривых запоминается в виде нескольких опорных точек в устройстве памяти сварочного аппарата для одного и того же основного материала детали, диаметра проволоки присадочного металла, защитного газа и т.п. - при одном и том же материале. Следовательно, пользователь может выбирать соответствующую характеристическую кривую в зависимости от характера применения сварки. В этом смысле характер применения сварки не приравнивается к процессу сварки, но, в частности, будет в достаточной степени зависеть от материала детали, а также от присадочного металла и типа сварочного шва (угловой сварной шов, V-образный стыковой шов с одним скосом двух кромок, стыковой сварочный шов и т.д.). Следовательно, большое количество типов применения сварки должно быть охвачено процессом сварки (импульсная сварка, стандартная короткая дуга, холодная сварка с переносом металла СМТ и т.д.).
Кроме того, из документа ЕР 1098729 В1 известно, что при выборе или вычислении параметра сварки между минимальной и максимальной кривой, устройство управления будет определять опорные точки других параметров сварки данного, процесса сварки с помощью метода расчета, в частности, метода интерполяции. С помощью метода интерполяции определяются другие кривые, находящиеся между минимальной и максимальной кривой, при которых будет выполняться процесс сварки. Таким образом, только две характеристические кривые, т.е. минимальная и максимальная кривые сохраняют в течение процесса сварки, а характеристические кривые, находящиеся между ними, интерполируются. В итоге будет использоваться одна характеристическая кривая, чтобы дать возможность пользователю смещать рабочую точку, как это общеизвестно в данной области техники.
Однако при этом недостатком является то; что по существу одна характеристическая кривая требуется для каждого вида применения. Надо признать, что в большинстве случаев подобные характеристические кривые не создаются пользователем, а обеспечиваются изготовителем сварочного аппарата или отдельно задаются для соответствующего характера применения сварки по запросу пользователя. Причиной этого является тот факт, что в большинстве случаев не все параметры сварки, требующиеся для создания характеристической кривой или ее опорных точек, будут полезны для пользователя. Следовательно, создание любой характеристической кривой влечет за собой расходы средств и времени. Если характер применения сварки меняется незначительно, то в большинстве случаев не достигается оптимального результата сварки при использовании характеристической кривой, созданной для данного применения, главным образом, в отношении подводимого к детали тепла и так называемой степени наполнения (т.е. появление наплавленного валика). Это происходит вследствие того, что при установлении рабочей точки последняя будет всегда находиться на характеристической кривой, и такие параметры сварки, как скорость подачи сварочной проволоки, сварочный ток и сварочное напряжение будут изменяться во взаимной зависимости. Подводимое к детали тепло будет, в частности, изменяться как только сместится рабочая точка на характеристической кривой. Следовательно, требования в отношении сварки и, в частности, степени наполнения и глубины проплавления (которая соответствует подводимому теплу) не будут удовлетворяться. Таким образом, необходима специальная характеристическая кривая для незначительно изменяющегося характера применения сварки.
Раскрытие изобретения
Задачей изобретения является создание вышеупомянутого способа, в котором рабочая точка может быть установлена на основании двух взаимно независимых параметров сварки.
Указанная задача решена за счет того, что рабочая точка устанавливается с помощью величины подводимого тепла и величины скорости подачи сварочной проволоки, при этом при согласовании одной из этих величин с характером применения сварки, другая величина поддерживается постоянной с помощью метода расчета, и метод расчета осуществляется таким образом, что несколько характеристических кривых, которые совместимы друг с другом, объединяются в область характеристических кривых в соответствии с процессом сварки, и что параметры сварки всех опорных точек характеристических кривых областей характеристических кривых запоминались в зависимости от определенных величин конкретных параметров сварки.
При этом преимущество состоит в том, что пользователь может устанавливать нужную ему рабочую точку с помощью точной и независимой регулировки степени наполнения и подводимой к детали теплоты за счет изменения только лишь двух величин. Следовательно, пользователю более не требуется создавать характеристическую кривую, приспособленную к определенному характеру применения сварки. Это происходит благодаря тому факту, что другие величины параметров сварки, необходимых для установления рабочей точки, будут автоматически адаптироваться к величинам, измененным пользователем. В результате пользователь получает возможность устанавливать рабочие точки, которые с помощью способов, известных из прототипа, устанавливаются только путем изменения большого количества параметров сварки. Однако для этого требуются глубокие и подробные фундаментальные знания сварщика в области сварки, что благодаря способу в соответствии с изобретением такая необходимость устраняется.
Более того, подобная простая установка рабочей точки является предпочтительной для изготовителя сварочного аппарата, поскольку сложные обоснования в отношении согласованности большого количества различных параметров сварки для рабочей точки становится излишним. Также разработка входного/выходного блока сварочного аппарата может выполняться просто и ясно, так как сложное меню управления можно исключить.
Существенное преимущество еще состоит в том, что теперь становится возможным определять с самого начала величины для двух параметров сварки с помощью соответствующих пробных швов, вследствие чего любая следующая величина может устанавливаться по желанию. Таким образом, величина подводимого тепла, которая контролируется только с помощью соответствующих сечений, будет, например, определяться в первую очередь, в результате чего пользователь сможет устанавливать степень наполнения, т.е. высоту наплавленного валика, с помощью скорости подачи сварочной проволоки по его усмотрению, не вызывая изменения подводимого тепла, т.е. так называемой глубины проплавления в материал детали. Добавочные сечения, таким образом, могут быть сохранены.
Также преимущество состоит в том, что опорные точки отдельных характеристических кривых могут использоваться независимо друг от друга.
Согласно тому, что параметры опорных точек при различных значениях подводимого тепла к детали запоминаются при постоянной величине скорости подачи сварочной проволоки и что области характеристических кривых формируются посредством импульсного процесса сварки, СМТ процесса сварки и процесса сварки с отрицательной поляризацией, подводимое к детали тепло может успешно варьироваться в пределах широкого диапазона.
Кроме этого, преимуществом является то, что области характеристических кривых отдельных процессов сварки объединены в общую полную область характеристических кривых таким образом, что появляется возможность точной установки и тонкой регулировки рабочей точки в пределах всей области характеристических кривых.
В предпочтительном варианте факт того, что определяется дополнительная точка на основании нескольких опорных точек с помощью метода вычислений, даст возможность использовать эти дополнительные точки в качестве опорных точек для определения рабочих точек.
С помощью мер согласно пунктам 6-11 формулы изобретения также возможно производить интерполирование способом квазиналожения области характеристических кривых или определять рабочие точки и устанавливать величину подводимого тепла и степень наполнения между областями характеристических кривых. Следовательно, также появится возможность объединить области характеристических кривых для различных процессов сварки практически постоянно.
Краткое писание чертежей
Далее настоящее изобретение будет подробно описано с помощью прилагаемых схематических изображений, где:
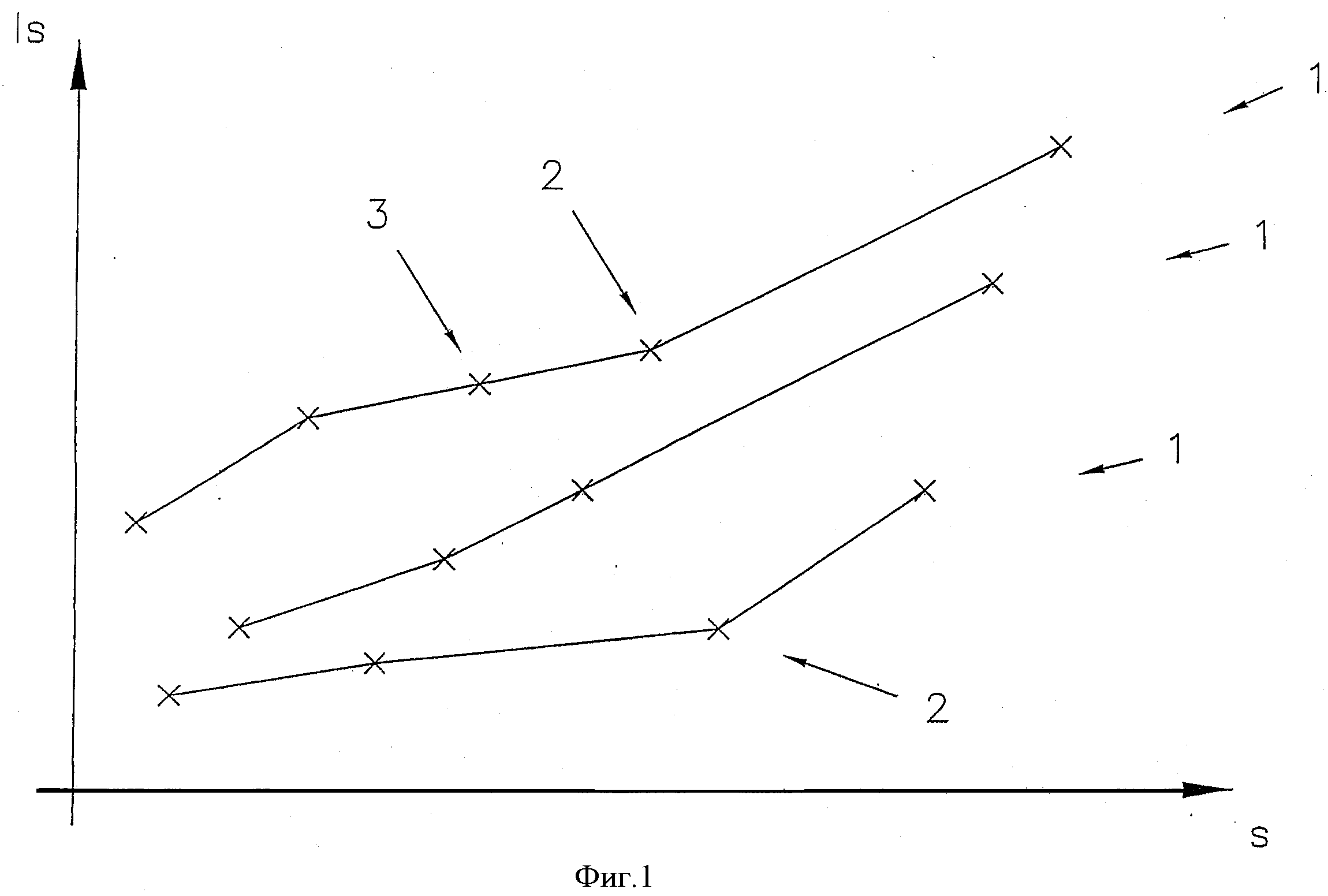
фиг.1 схематически иллюстрирует несколько характеристических кривых процесса сварки;
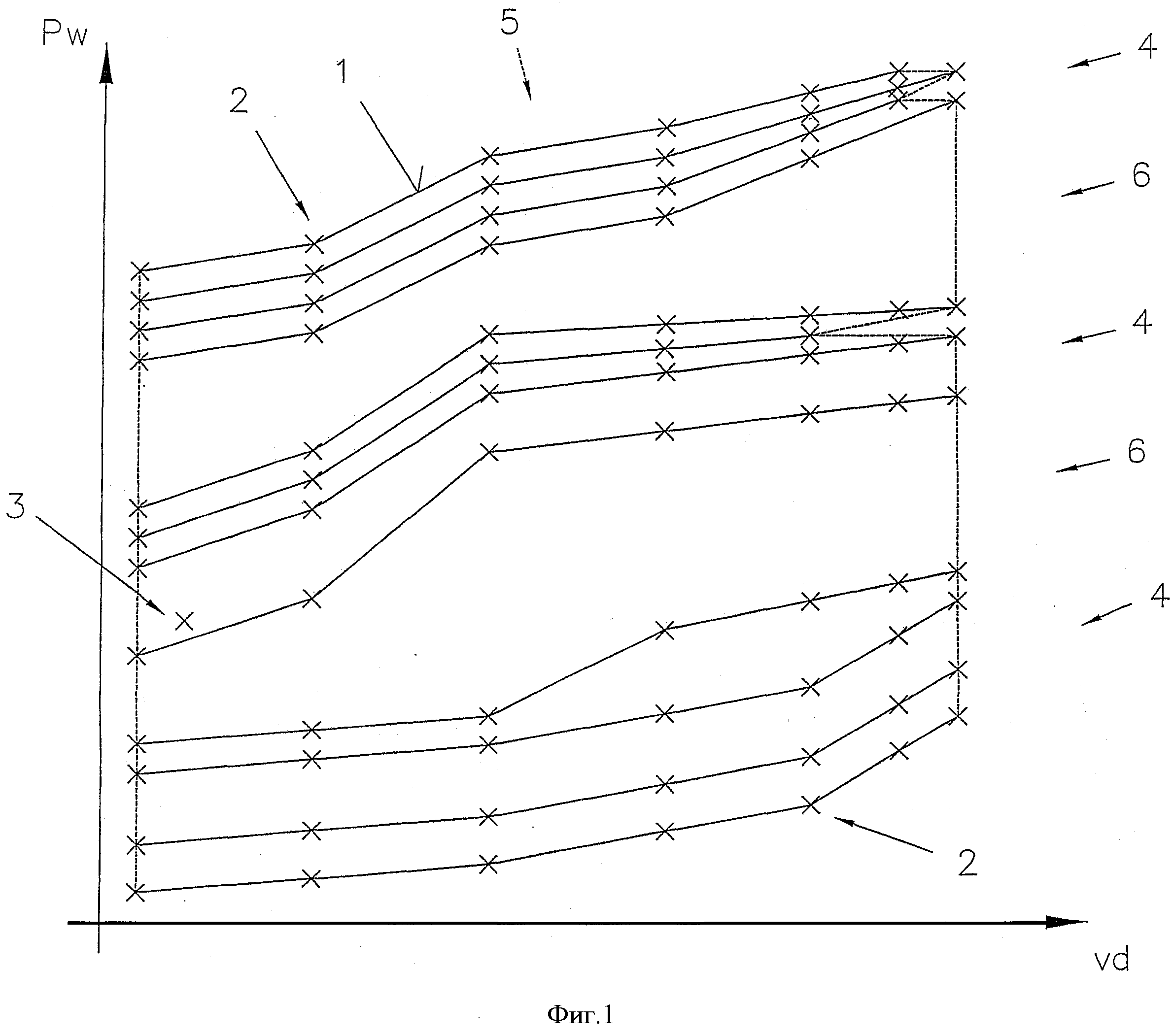
фиг.2 представляет полную область характеристических кривых способа согласно изобретению;
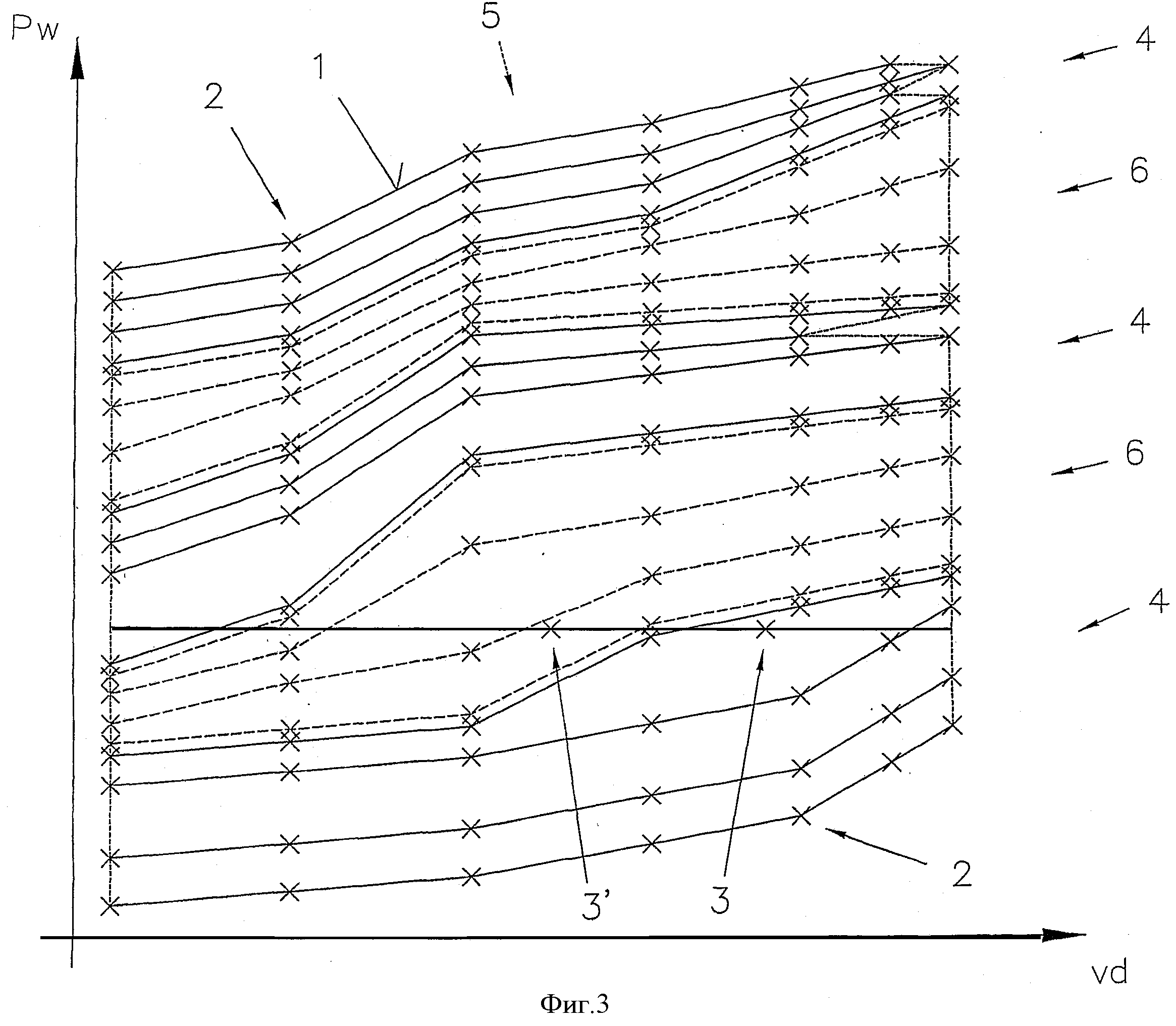
фиг.3 представляет полную область характеристических кривых со смешанными характеристическими кривыми и смещением рабочей точки;
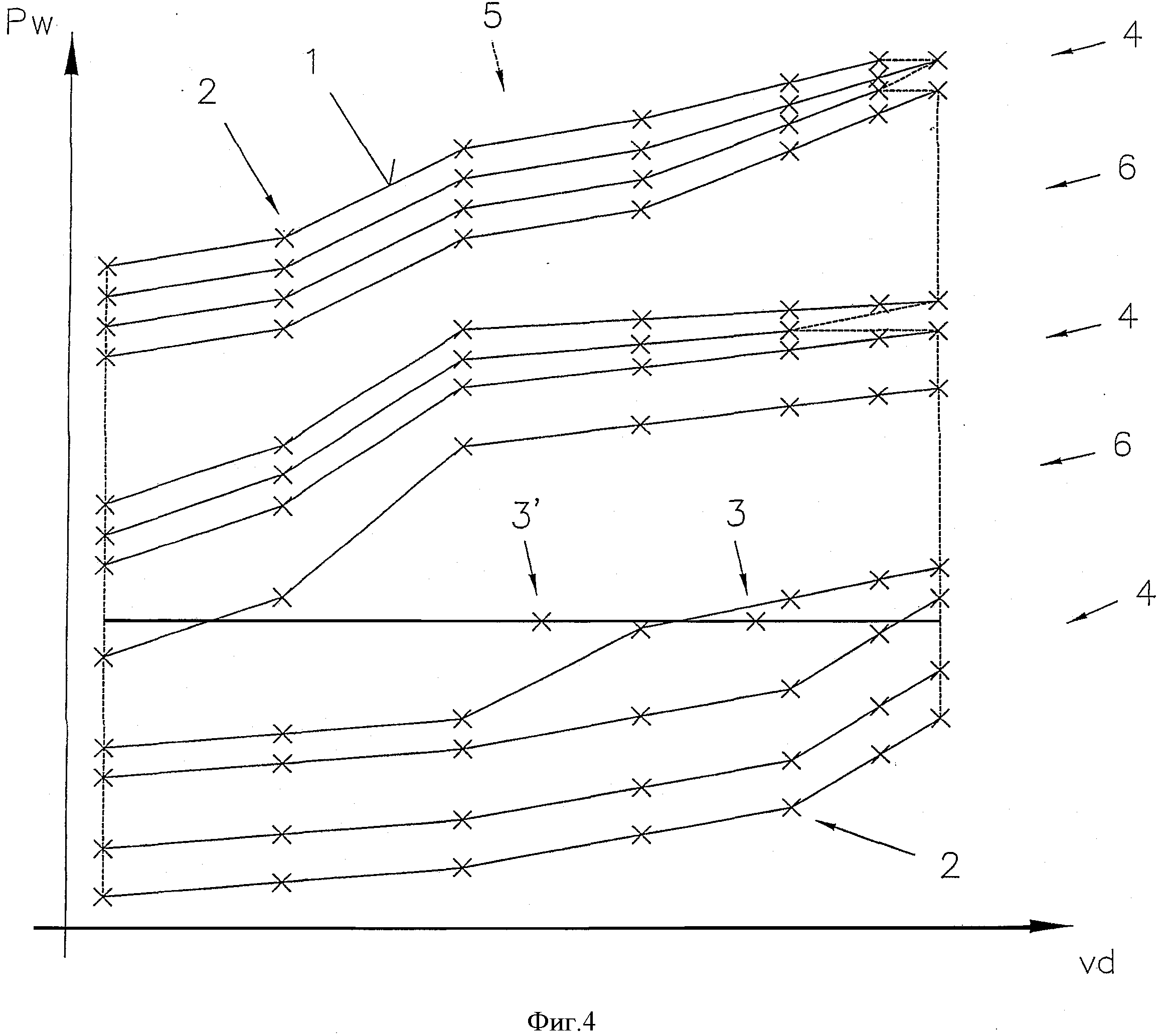
фиг.4 представляет полную область характеристических кривых со смещением рабочей точки в соответствии со вторым способом.
Следует заметить, что одинаковые элементы варианта реализации имеют одинаковые ссылочные обозначения.
Осуществление изобретения
Фиг.1 представляет несколько характеристических кривых 1 сварочного тока Is как функцию от толщины s обрабатываемой детали в процессе сварки при использовании расходуемого электрода, т.е. электродной проволоки. Например, имеется возможность запоминать три характеристические кривые при СМТ процессе сварки. Запоминание характеристических кривых 1 в этом случае обеспечивается посредством, по меньшей мере, одной опорной точки 2 на характеристической кривой 1. Опорные точки 2 включают в себя все параметры сварки, которые требуются для процесса сварки. Опорная точка 2 будет, таким образом, соответствовать рабочей точке 3 в процессе сварки, если эти параметры сварки точно установлены пользователем. В другом случае рабочая точка 3 будет находиться на одной из характеристических кривых 1.
В СМТ процессе сварки приблизительно от пятнадцати до пятидесяти параметров в каждой опорной точке хранятся как функция соответствующего характера применения сварки. Из них среднее значение сварочного тока, среднее значение сварочного напряжения, среднее значение скорости подачи сварочной проволоки, материал детали, толщина детали и защитный газ являются особенно существенными для пользователя процесса сварки. Установка этих параметров сварки дает в результате рабочую точку 3 на характеристической кривой 1 в соответствии с характером применения сварки. Путем изменения этих параметров сварки пользователь может затем смещать рабочую точку 3 сварочного процесса на этой характеристической кривой 1 так, что будут достигаться требуемое качество сварки или требования по применению сварки в результате данного процесса сварки. Характер применения сварки устанавливается, например, на основании формы шва (например, угловой сварной шов), усиления шва или степени наполнения, глубины проплавления, окалины и краевых выемок.
Как видно из графика, рабочая точка 3 может устанавливаться или переноситься вдоль характеристической кривой 1 на основании таких параметров сварки, как среднее значение сварочного тока Is и толщина детали s. Средние значения параметров сварки в этом случае получаются в результате того, что различные значения параметров сварки запоминаются для разных этапов процесса сварки с целью установления оптимального процесса сварки. Если рабочая точка 3 выбрана между двумя опорными точками 2 характеристической кривой 1, все другие параметры сварки будут соответственно интерполироваться. Так как характеристические кривые 1, за исключением стандартных характеристических кривых, в большинстве случаев создаются и запоминаются согласно требованиям пользователя, каждая из опорных точек 2 распределяется на соответствующих характеристических кривых 1 неравномерно. Поэтому интерполирование между опорными точками 2 двух характеристических кривых 1 не будет пригодным с точки зрения сварки. Это означает, что не будет осуществляться надлежащий перенос материала, при котором сварочная проволока, например, будет касаться ванны с расплавом при слишком высоком токе или обгорать до трубчатого токоподвода. В наихудшем случае может произойти, что процесс сварки остановится или даже не начнется. Например, если пользователь выбирает рабочую точку 3, находящуюся между двумя характеристическими кривыми 1 (т.е. требует выбранные соединения, отклоняющиеся от имеющихся характеристических кривых 1), будет необходимо выстроить новую характеристическую кривую 1, чтобы получить высококачественный шов. И только после этого будут удовлетворены требования относительно степени наполнения и глубины проплавления.
Однако построение новой характеристической кривой 1 требует времени, и пользователь должен ожидать ее получения, поскольку характеристическая кривая 1 сначала создается производителем сварочного аппарата. Такая задержка включает в себя некоторые расходы. Более того, затраты на исследование нового типа применения сварки, таким образом, будут заметно возрастать. В частности, если созданная характеристическая кривая 1 не удовлетворяет требованиям к сварному соединению, необходимо выстраивать другую характеристическую кривую 1. В связи с этим гибкость в отношении выбора рабочей точки 3 для процесса сварки в достаточной степени ограничена.
Следовательно, благодаря изобретению обеспечивается возможность пользователя устанавливать рабочую точку 3, по меньшей мере, за пределами характеристических кривых 1, т.е. устанавливать рабочую точку 3 с помощью среднего значения подводимого к детали тепла Pw и среднего значения скорости vd подачи сварочной проволоки, при этом одна величина поддерживается постоянной за счет метода расчета при адаптации одной из этих величин к типу применения сварки. Это обеспечивает пользователя возможностью точно устанавливать величину подводимого к детали тепла Pw за счет использования значений необходимых параметров сварки на основании различных опорных точек 2.
Установка рабочей точки 3 для применения сварки будет описана подробно далее со ссылкой на фиг.2-4.
Фиг.2 иллюстрирует график трех областей 4 характеристических кривых. На этот счет следует отметить, что изобретение, конечно, не ограничивается тремя областями 4 характеристических кривых. График построен посредством установки средних значений подводимого к детали тепла Pw в направлении оси Y и средних значений скорости vd подачи сварочной проволоки в направлении оси X. С помощью этих установленных величин пользователь имеет возможность устанавливать рабочую точку 3 для соответствующего характера применения сварки на панели управления сварочного аппарата. В этом случае диапазон установки создается посредством областей 4 характеристических кривых и, по меньшей мере, одной смешанной зоны 6, которые объединены в полную область 5 характеристических кривых. Следовательно, в соответствии с изобретением имеется возможность оперативно устанавливать рабочую точку 3 в пределах этой полной области 5 характеристических кривых, которая показана ломаными линиями. При этом изменение рабочей точки 3 не увязывается с характеристической кривой 1, но одна из устанавливаемых величин поддерживается постоянной, когда другая устанавливаемая величина изменяется.
Хотя отдельные области 4 характеристических кривых строятся с помощью нескольких характеристических кривых 1 процесса сварки, они просто служат базисом для метода расчета. Это означает, что, так же как в прототипе, каждая характеристическая кривая 1 хранится в виде нескольких опорных точек 2.
Для нового типа применения сварки пользователь будет в основном устанавливать рабочую точку 3 согласно эмпирическим значениям и проводить испытательную сварку. Основываясь на последнем, пользователь будет иметь возможность решать, обеспечиваются ли требования в отношении шва и, в частности, в отношении глубины проплавления или подводимого к детали тепла Pw, а также степени наполнения (формы шва) при установленной рабочей точке 3. Это обычно выполняется визуально металлографическим способом (сечение) с помощью испытания на разрыв и/или аналогичных способов испытаний. Если взять сечение, шов прорезается так, чтобы была возможность оценить глубину проплавления.
Результат анализа показывает, что подведение тепла Pw удовлетворяет требованиям, и степень наполнения должна быть оптимизирована. Это означает, что установленное значения для величины подводимого тепла Pw должно быть неизменным, а значение степени наполнения, т.е. по существу среднее значение скорости vd подачи сварочной проволоки, должно возрастать. Это легко осуществляется пользователем посредством изменения только значения средней скорости vd подачи сварочной проволоки, тогда как значение подводимого тепла Pw автоматически поддерживается постоянным. В отличие от этого изменение рабочей точки 3 в прототипе вызывает смещение последней на характеристической кривой 1, в результате чего путем изменения параметра сварки или установленного значения, другие значения также будут автоматически переноситься или изменяться.
Возможность поддерживать постоянной одну из установленных величин, как предлагает изобретение, обеспечивает метод расчета, который будет описан ниже.
Основные предпосылки для метода расчета состоят в том, что параметры сварки всех опорных точек 2 характеристических кривых 1 областей 4 характеристических кривых хранятся в соответствии с определенными значениями конкретных параметров сварки. Это означает, как видно из опорных точек 2 полной характеристической кривой 5, что, например, при отдельных определенных значениях средней скорости vd подачи сварочной проволоки, записываются другие параметры сварки и подвод тепла Pw к детали. Как видно из графика, опорные точки 2 каждой характеристической кривой 1 в этом случае записываются и хранятся при семи значениях средней скорости vd подачи сварочной проволоки. В силу этого гарантируется, что характеристические кривые 1 в пределах области 4 характеристических кривых являются согласованными друг с другом. В принципе это должно означать, что рабочая точка 3 может быть интерполирована между опорными точками 2 двух характеристических кривых 1 области 4 характеристических кривых и требования к сварочному шву должны быть удовлетворены. Однако, подобное интерполирование возможно только между характеристическими кривыми 1 области 4 характеристических кривых, представляющих так называемый чистый процесс сварки, такой как СМТ процесс сварки, импульсный процесс сварки или отрицательно поляризованный процесс сварки. С целью перестановки рабочей точки 3 вне характеристических кривых 1 и процессов сварки в каждом случае дополнительно требуется смешанная зона 6 между областями 4 характеристических кривых так, чтобы обеспечить возможность объединения в полную область 5 характеристических кривых. Таким образом, гарантируется, что рабочая точка 3, определенная в смешанной зоне 6, может сместиться в область 4 характеристических кривых с целью адаптации к типу применения сварки. При этом одна из установленных величин поддерживается постоянной в соответствии с данным изобретением.
Подобное смещение рабочей точки 3 согласно изобретению основывается на методе расчета, который может выполняться при использовании двух различных принципов.
В соответствии с первым принципом так называемые смешанные характеристические кривые 1 записываются и хранятся между отдельными областями 4 характеристических кривых в смешанной зоне 6, которая, в свою очередь, также образует область 4 характеристических кривых, как изображено на фиг.3. В соответствии с изобретением опорные точки 2 смешанных характеристических кривых 1 (изображенных ломаными линиями) в смешанной зоне 6 записываются согласно определенным значениям конкретных параметров сварки. Эти значения точно соответствуют тем значениям, с которыми опорные точки 2 характеристических кривых 1 областей 4 характеристических кривых, которые относятся к чистому процессу сварки, были записаны и сохранены.
Смешанные характеристические кривые 1 формируются так, что, например, соединяются два процесса сварки, такие как импульсный процесс сварки и отрицательно-поляризованный процесс сварки. Это означает, что после заданного количества циклов импульсного процесса сварки будет следовать заданное количество циклов отрицательно поляризованного процесса сварки, за которыми опять будут следовать циклы импульсной сварки и т.д., следовательно, получаются опорные точки 2 для смешанной характеристической кривой 1. В этом смысле важно, что с помощью таких смешанных характеристических кривых 1 будет определяться подводимое к детали тепло Pw, что невозможно достигнуть с помощью характеристических кривых 1 чистого процесса сварки.
Следовательно, гарантируется, что рабочая точка 3, первоначально выбранная в смешанной зоне, может быть установлена таким образом, чтобы лежать в пределах области 4 характеристических кривых чистого процесса сварки. При этом, например, подводимое к детали тепло Pw поддерживается постоянным за счет смещения рабочей точки 3 в направлении оси X. Для этой цели изображена линия для постоянного подводимого тепла Pw, при этом рабочая точка, выбранная первоначально, обозначается 31 и установленная рабочая точка, при которой выполняются соответствующие типы применения сварки, обозначается 3.
Это предпочтительно осуществлять таким образом, чтобы две идентичные характеристические кривые 1 записывались в переходной зоне между областью 4 характеристических кривых процесса сварки и смешанной зоной 6. Это означает, что самая верхняя характеристическая кривая 1 области 4 характеристических кривых в основном соответствует самой нижней характеристической кривой 1 смешанной зоны 6. И наоборот, верхняя характеристическая кривая 1 смешанной зоны 6 в основном соответствует нижней характеристической кривой 1 области 4 характеристических кривых. Это дает возможность непрерывной адаптации рабочей точки 3. Рабочая точка 3, таким образом, может смещаться из смешанной зоны в область 4 характеристических кривых при постоянном подведении тепла Pw. В этом смысле решение, осуществляемое с помощью метода расчета, состоит в том, что для интерполирования между смешанной зоной 6 и областью 4 характеристических кривых, используется не опорная точка 2 смешанной зоны 6 и опорная точка 2 области 4 характеристических кривых, а, например, вместо опорной точки 2 смешанной зоны 6 используется практически идентичная опорная точка 2 области 4 характеристических кривых. Следовательно, проблема, касающаяся невозможности интерполирования между характеристической кривой 1 смешанной зоны 6 и характеристической кривой 1 области 4 характеристических кривых, решена. Причина необходимого условия идентичности характеристических кривых 1 состоит в том, что, хотя идентичные опорные точки 2 имеют почти один и тот же эффект, множество параметров сварки приводится в соответствие с совершенно разными процессами сварки.
Таким образом, метод расчета может быть точно осуществлен в переходной зоне при переходе из смешанной зоны 6 в область 4 характеристических кривых, и наоборот, так что он всегда гарантирует, что требования к сварному шву будут удовлетворены.
В соответствии со вторым принципом метода расчета предусматривается, что характеристические кривые 1 не записываются и не хранятся в смешанной зоне 6, а рабочая точка 3, установленная в этой зоне, в отдельности определяется на основании опорных точек 2 областей 4 характеристических кривых, как видно из фиг.4. Чтобы получить регулируемые значения рабочей точки 3, последняя составляется из, по меньшей мере, двух опорных точек 2 из, по меньшей мере, двух областей 4 характеристических кривых. Рабочая точка 3 формируется из, по меньшей мере, двух чистых процессов сварки с помощью смешанного процесса сварки, который, например, в качестве варианта формируется посредством двух циклов импульсного процесса сварки и четырех циклов процесса сварки с отрицательной поляризацией. Подобное соединение циклов позволяет получить точную адаптацию к установленному значению подводимого к детали тепла Рw. Такая адаптация осуществляется соответствующим образом с помощью метода расчета согласно изобретению. Поскольку согласно изобретению запоминается подводимое к детали тепло Pw, связанное с опорными точками 2, метод расчета позволяет определять установленную рабочую точку 3 на основании, по меньшей мере, двух опорных точек 2. Также метод расчета позволяет определять дополнительную точку на основании двух опорных точек 2 области 4 характеристических кривых с помощью интерполирования, причем дополнительная точка имеет соответствующее промежуточное значение подводимого к детали тепла Pw. Это означает, что рабочая точка 3 может также состоять из дополнительной точки и опорной точки 2 или из двух дополнительных точек. Таким образом, установленное значение может быть точно определено.
В этом случае процесс сварки происходит таким образом, что сварка выполняется поочередно с опорными точками 2 и дополнительными точками. Соответствующее число при переходе между опорными точками 2 и дополнительными точками определяется с помощью метода расчета таким образом, что сварочный процесс выполняется в соответствии с установленными значениями. Попеременное использование опорных точек 2 и дополнительных точек в результате соответствует любому одному циклу сварки. Итак, процесс сварки, например, содержит два цикла импульсного процесса сварки, чередующихся с четырьмя циклами процесса сварки с отрицательной поляризацией.
Что касается смешанных зон 6, следует отметить, что в общем оба описанных принципа могут быть объединены или один принцип частично использоваться при применении другого принципа. Поэтому является возможным для обоих принципов определять рабочую точку 3, установленную в смешанной зоне 6 на основании двух опорных точек 2, полученных из одной области 4 характеристических кривых.
Хотя до сих пор главным образом рассматривалась стабилизация лишь подводимого к детали тепла Pw, следует отметить, что этот метод также можно применять аналогичным образом для поддержания постоянной скорости vd подачи сварочной проволоки. Хотя в соответствии с изобретением опорные точки 2 уже записаны при постоянном среднем значении скорости подачи сварочной проволоки, метод расчета, конечно, все же необходим для определения промежуточных значений.
Вообще также следует упомянуть, что для интерполирования рабочей точки 3 и/или дополнительных точек значение подведенного к детали тепла Pw поддерживается постоянным за счет согласования форм кривых отдельных параметров сварки. Это означает, что, например, протекание сварочного тока Is (т.е. форма его кривой) согласовано таким образом, что будет достигнута повышенная интенсивность наплавки сварочной проволоки, тогда как в то же самое время значение подведенного тепла Pw будет оставаться неизменным.
В принципе следует подчеркнуть, что такие факторы, как так называемая «вспышка» во время процесса сварки или шум дугового разряда, также учитываются благодаря методу расчета для определения рабочей точки 3. Этими факторами являются, в частности, рассматриваемые в соответствии с методом расчета таким образом, что учитываются отклонения отдельных параметров сварки опорных точек 2. Если отклонение превышает определенное пороговое значение, другая опорная точка 2 или дополнительная точка будет использоваться при применении метода расчета для определения рабочей точки 3 или ее адаптации.
Также следует отметить, что полная область 5 характеристических кривых записывается и запоминается, по меньшей мере, в соответствии с материалом детали. Если потребуется, то она может даже подразделяться таким образом, что число полных областей 5 характеристических кривых будет возрастать.
Следующая важная особенность изобретения состоит в том, что подведение тепла Pw к детали сохраняется для каждой опорной точки 2. Это будет сильно упрощать метод расчета, поскольку с помощью последнего имеется возможность использовать непосредственно значение подведения тепла Pw к детали. Следовательно, затраты на запись и хранение опорных точек соответственно увеличатся, однако это не имеет значения, так как существенно возрастает полезный эффект для пользователя.
Значение подведенного к детали тепла Pw должно соответственно определяться на основании полной мощности сварочного процесса, который обеспечивается сварочным аппаратом в процессе сварки, на базе сварочного напряжения и сварочного тока. Это означает, что рассеянная энергия на сварочной проволоке, рассеянная энергия за счет радиации в окружающую среду и рассеянная энергия, поглощенная деталью, должна отниматься из полной мощности. Кроме того, при этом необходимо учитывать, что часть рассеянной энергии на сварочной проволоке возвращается в плавильную ванну и деталь соответственно. Эти виды рассеянной энергии различаются от одного сварочного процесса к другому так, что подаваемое тепло Pw к детали будет также соответствующим образом различаться. Путем объединения или смешения различных процессов сварки, таких как импульсный процесс сварки, процесс сварки СМТ и процесс сварки с отрицательной поляризацией, появляется возможность иметь полную область 5 характеристических кривых, в которой рабочая точка 3 может быть адаптирована к практически любому характеру применения сварки на основании двух установленных величин. В частности, это возможно благодаря тому факту, что подлежащие установке величины устанавливаются независимо друг от друга.
Устанавливаемое значение подводимого тепла Pw к детали, в известной мере, находится в прямой зависимости от сварочного тока Is. Следовательно, также возможно предусматривать соответствующие поправочные коэффициенты для каждой опорной точки 2 таким образом, чтобы пользователь имел возможность нормально устанавливать сварочный ток Is. Значение подводимого тепла Pw к детали будет соответственно высвечиваться на панели управления.
Устройство и способ замыкания контактов сварочной проволоки и токоподводящий зажим
Устройство и способ моделирования процесса сварки
Способ и устройство для определения напряжения на электродах клещей для точечной сварки
Способ изготовления структуры на поверхности металлической детали
Установочное средство устройства ввода и/или вывода параметров сварочного процесса для сварочного аппарата
Способ и устройство для преобразования энергии, а также сварочный аппарат
Способ (варианты) и устройство для управления источником тока, а также сварочный шлем для пользователя источником тока
Способ перемены сварочного процесса во время сварки (варианты) и способ введения тепла перед сварочным процессом
Способ прерывания короткого замыкания при сварке короткой электрической дугой
Способ и устройство для преобразования энергии, а также сварочный аппарат
Способ и устройство для определения постоянного тока и устройство для контактной сварки
Устройство и способ замыкания контактов сварочной проволоки и токоподводящий зажим
Устройство и способ моделирования процесса сварки
Способ и устройство для выведения отработанных и отчасти способных взрываться рабочих сред топливного элемента
Способ и устройство для определения напряжения на электродах клещей для точечной сварки
Способ изготовления структуры на поверхности металлической детали
Установочное средство устройства ввода и/или вывода параметров сварочного процесса для сварочного аппарата
Способ и устройство для преобразования энергии, а также сварочный аппарат
Способ (варианты) и устройство для управления источником тока, а также сварочный шлем для пользователя источником тока
Компонент сварочного аппарата с устройством для защиты его корпуса

