Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С АРМИРОВАННОЙ ОБОЛОЧКОЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к способам изготовления уплотнений зазоров проточной части турбомашин, длительно работающих в условиях повышенных температур и высокочастотных вибраций.
Эффективность работы газотурбинных двигателей и установок, а также паровых турбин зависит от герметичности уплотнения между вращающимися лопатками и внутренней поверхностью корпуса в вентиляторе, компрессоре и турбине. Одним из основных видов подобных уплотнений являются истираемые уплотнения, герметичность которых обеспечивается за счет прорезания выступами на торцах лопаток канавок в истираемом уплотнительном материале. Уплотнения турбин выполняют, например, используя плетеные металлические волокна, соты [патент США N 5080934, МПК F01D 11/08, 427/271, 1991] или спеченные металлические частицы. Приработка этих уплотнений происходит за счет его высокой пористости и его низкой прочности. Последнее обуславливает невысокую эрозионную стойкость уплотнительных материалов, что приводит к быстрому износу уплотнения. В качестве прирабатываемых уплотнений в современных двигателях и установках используют также газотермические покрытия, имеющие по сравнению с вышеописанными материалами меньшую трудоемкость изготовления.
Известен способ изготовления прирабатываемого уплотнения турбомашины [патент США №4291089] методом газотермического напыления порошкового материала. При этом уплотнение формируется в виде покрытия, которое наносится непосредственно на кольцевой элемент корпуса турбомашины в зону уплотнения между корпусом и лопаткой.
Недостатком известного уплотнения является невозможность одновременного обеспечения высокой прирабатываемости и прочностных свойств уплотнения.
Известен также способ изготовления прирабатываемого уплотнения турбомашины [патент США №4936745] путем его формирования в виде высокопористого керамического слоя с пористостью от 20 до 35 об.%.
Недостатком известного уплотнения является низкая эрозионная стойкость и прочность.
Известен также способ изготовления уплотнения турбомашин с прирабатываемым покрытием на статоре турбомашины (патент РФ №2033527, кл. F01D 11/08, опубл. 20.04.1995). Уплотнение формируют путем соединеннения со статором слоя сотовой структуры. Однако гребешки на роторе при взаимодействии с сотовой структурой притупляются, что снижает герметичность уплотнения. Ячейки сотовой структуры могут иметь различные форму и размер площади поперечного сечения, глубину и толщину стенок. Сотовая структура может быть выполнена из стальной жаростойкой фольги или сверлением, прожигом, травлением или литьем. При значительной толщине стенок ячеек сот условия работы гребешков ужесточаются. Сильный износ гребешков так или иначе связан с необоснованно высокой прочностью материалов, используемых для производства сот, а также методов их изготовления, вызывающих утолщение толщины стенок ячеек.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ изготовления прирабатываемого уплотнения турбины, включающий формирование элемента уплотнения заданной формы и размеров путем спекания в пресс-форме порошка прирабатываемого материала в вакууме или защитной среде [патент РФ №2039631, МПК B22F 3/10. Способ изготовления истираемого материала, 1995]. Однако наличие в элементе сотовой структуры, выполненной из прочного материала, ведет к износу или повреждению гребешков. Известный способ изготовления уплотнения предусматривает его выполнение в виде жестко соединенного со статором слоя сотовой структуры. При этом слой сотовой структуры может быть закреплен на элементе турбомашины методом сварки или пайки [например, патент РФ №2277637, МПК F01D 11/08, 2006 г.].
В этой связи, задачей настоящего изобретения является создание уплотнения, выполненного из спеченного порошкового материала, имеющего армирующий внешний каркас, обеспечивающий повышение механической прочности уплотнения, допускающий врезание в него выступов лопатки и снижение их износа в процессе эксплуатации, что привело бы к дальнейшему повышению эффективности работы турбомашин.
Техническим результатом заявляемого изобретения является одновременное обеспечение высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижение трудоемкости его изготовления по сравнению с существующими сотовыми уплотнениями.
Технический результат достигается тем, что в способе изготовления элемента прирабатываемого уплотнения турбины с армированной оболочкой, включающем формирование элемента уплотнения заданной формы и размеров путем спекания в пресс-форме порошка прирабатываемого материала в вакууме или защитной среде, в отличие от прототипа спекание порошка прирабатываемого материала осуществляют в два этапа: на первом этапе из порошка спеканием прирабатываемого материала, связующего материала и металлической сетки, изготовленной из нержавеющей стали, латуни, меди, никелевого сплава или кобальтового сплава формируют ленту путем подачи порошка прирабатываемого материала, связующего материала и, по крайней мере, одной металлической сетки в межвалковый зазор, прокаткой через валки, нагретые до температуры, обеспечивающей спекание частиц порошка прирабатываемого материала между собой и сеткой, а на втором этапе раскраивают ленту согласно площади рабочей поверхности пресс-формы, расстилают раскроенный отрезок ленты внутри пресс-формы, обеспечивая покрытие раскроенным отрезком ленты либо всей, либо только боковых рабочих поверхностей пресс-формы, затем заполняют пресс-форму порошком прирабатываемого материала и формируют элемент уплотнения, спекая частицы порошка прирабатываемого материала между собой и лентой, а в качестве порошка прирабатываемого материала используют механическую смесь, содержащую порошок сплава состава, вес.%: - от 10 до 18 Cr, от 0,8 до 3,7 Mo, Fe или Ti или Cu или их комбинация - остальное, или сплав состава, вес.%: от 18 до 34 Cr, от 3 до 16 Al, от 0,2 до 0,7 Y, Ni - остальное, или сплава состава, вес.%: от 18 до 34 Cr, от 3 до 16 Al, от 0,2 до 0,7 Y, от 16 до 30 Co, Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм, порошок гексагонального нитрида бора с размером частиц менее 1 мкм в количестве от 1,0 до 1,5% от общего объема смеси и порошок фторида кальция с размером частиц от 1 до 25 мкм в количестве от 6,0 до 8,0% от общего объема смеси, при этом ленту могут формировать используя две или более сетки, а порошок прирабатываемого материала подавать в пространство между сетками.
Технический результат достигается также тем, что в способе изготовления элемента прирабатываемого уплотнения турбины с армированной оболочкой спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°С либо в вакууме, либо в одной из следующих в газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота, причем в качестве смеси водорода и азота используют смесь, об.%, состава: водород от 65 до 75, атомарный азот от 2 до 5, остальное - азот, а в качестве смеси водорода, аргона и азота используют смесь, об.%, состава: водород от 65 до 75, атомарный азот от 2 до 5, остальное - аргон.
Технический результат достигается также тем, что в способе изготовления прирабатываемого уплотнения турбины с армированной оболочкой дополнительно в механическую смесь добавляют BaSO4 от 0,4% до 3% от общего объема смеси и/или Ca от 0,01 до 0,2% от общего объема смеси в виде порошка, размерами частиц от 1 мкм до 25 мкм.
Технический результат достигается также тем, что в способе изготовления прирабатываемого уплотнения турбины с армированной оболочкой используют металлическую сетку в виде ленты, выполненную из проволоки диаметром от 0,2 до 0,4 мм, с размерами ячеек от 0,5 мм до 2 мм, а ленту выполняют толщиной от 0,3 до 3,5 мм, а после формирования ленты ее поверхность дополнительно оплавляют пламенем горелок или плазмой.
Технический результат достигается также тем, что в способе изготовления прирабатываемого уплотнения турбины с армированной оболочкой элементы выполняют в виде брусков, размерами и формой обеспечивающими при их соединении в кольцо формирование полного торцевого уплотнения турбомашины, причем размеры элемента составляют длина от 20 мм до 700 мм, ширина от 10 мм 70 мм, высота от 5 мм до 50 мм и радиус кривизны по длине элемента, по его притираемой поверхности от 200 мм до 2500 мм, а в поперечном сечении основание элемента выполняют в виде трапеции, а его верхнюю часть в виде прямоугольника.
Исследованиями авторов было установлено, что в определенных условиях возможно создание материала для уплотнений обладающего, с одной стороны, достаточно высокими механической прочностью и износостойкостью, позволяющими изготавливать из него элементы уплотнений, не разрушающиеся в условиях эксплуатации, а с другой, обладать высокой прирабатываемостью. Совмещение высокой механической прочности и прирабатываемости в разработанном уплотнении объясняется, в частности, тем, что внешняя оболочка-каркас, выполненная спеканием между собой частиц порошка прирабатываемого материала и сеток, служит для придания механической прочности элементу уплотнения. Для увеличения прочности оболочки уплотнения ее изготавливают отдельно, обеспечивая более сильное спекание частиц порошка между собой. Кроме того, использование армирующей сетки, выполненной из прирабатываемых материалов, позволяет дополнительно повысить прочность оболочки. В то же время оболочка, полученная спеканием из частиц прирабатываемого материала, обладает и свойствами прирабатываемости, что обеспечивает минимальный износ контактирующей с уплотнением лопатки. Оболочка уплотнения, полученная предлагаемым способом, обладает достаточно высокой механической прочностью, позволяющей удерживать внутри себя наполнитель, также образованный спеканием частиц порошка между собой, но имеющий более низкую адгезионную прочность, чем материал оболочки. Такое функциональное разделение прирабатываемого элемента на прирабатываемую (порошковый наполнитель с меньшей адгезией частиц) и несущую части (оболочка, сформированная из спеченной ленты) существенно увеличивают прочностные характеристики уплотнительного элемента. Трудоемкость способа получения прирабатываемого уплотнения с оболочкой по сравнению с традиционными способами получения сотовых уплотнений значительно ниже, поскольку оболочка образуется в результате спекания порошкового материала в валках.
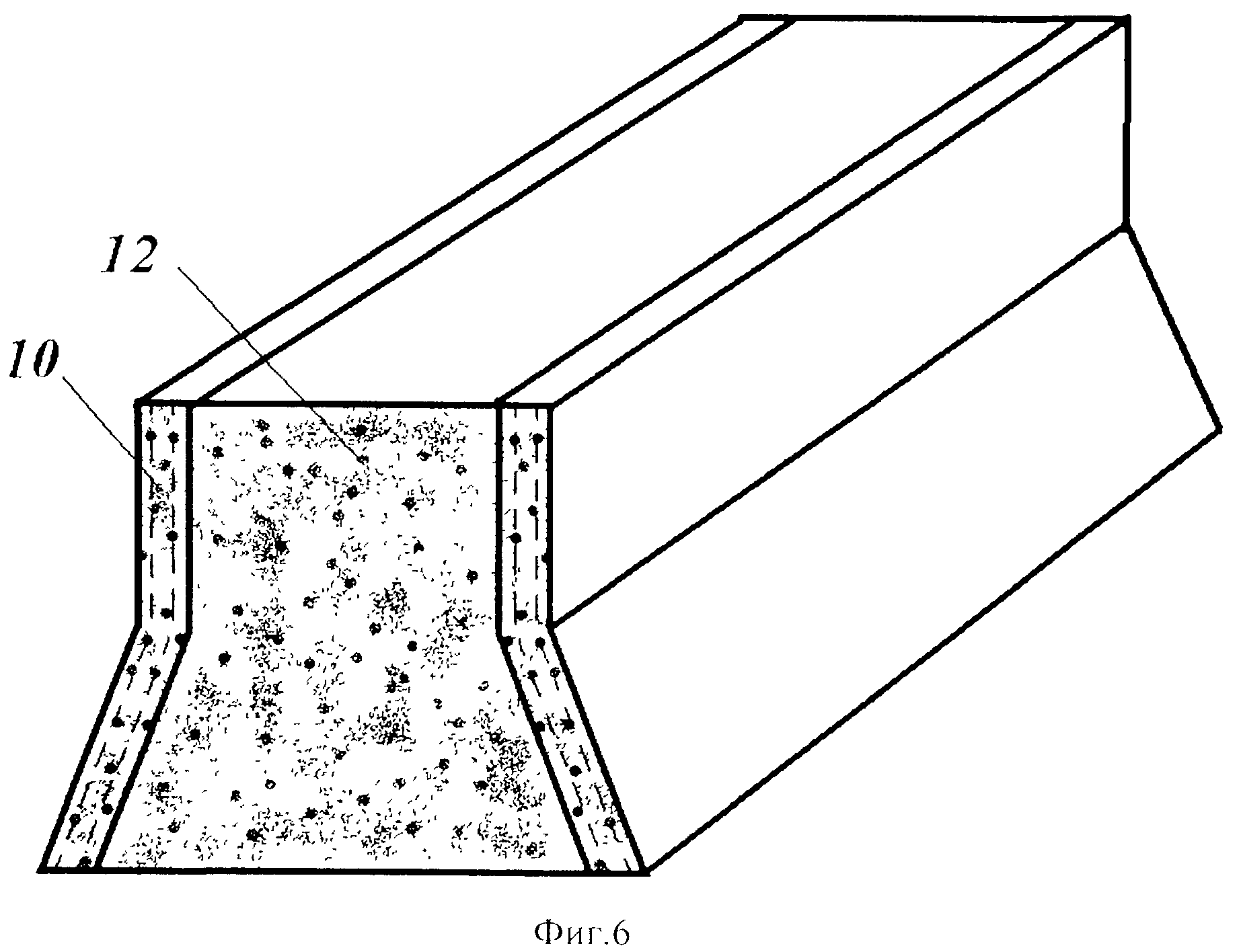
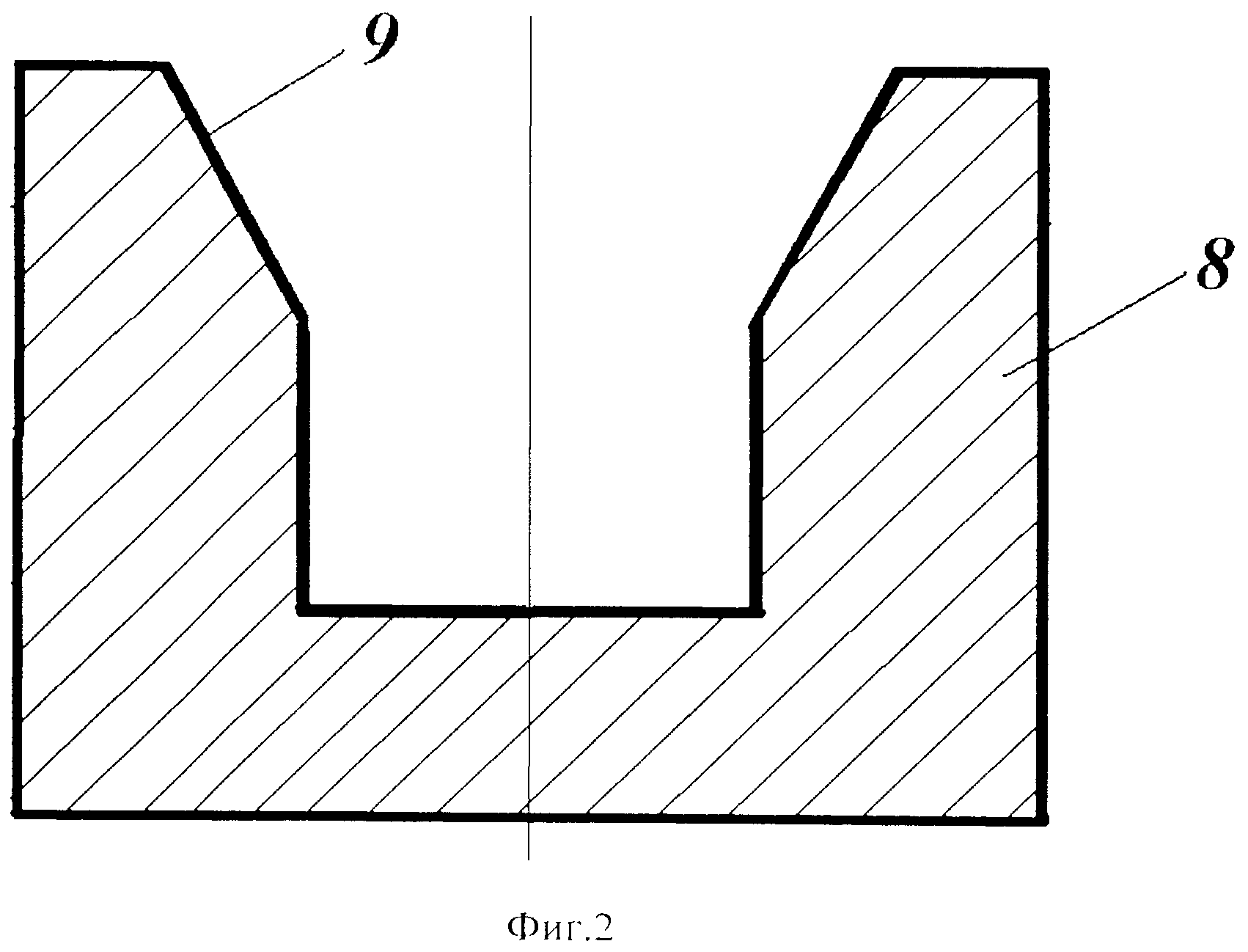
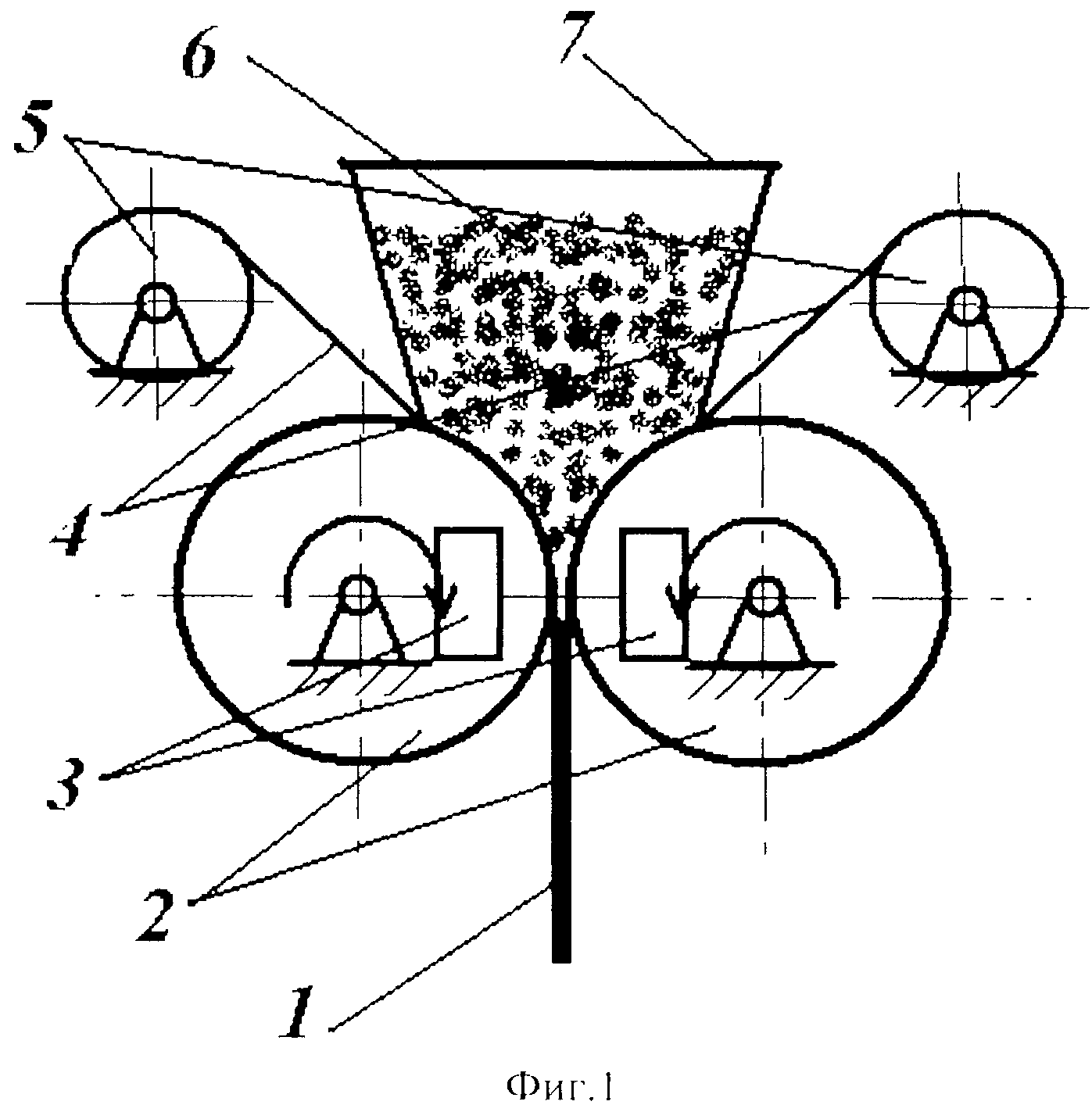
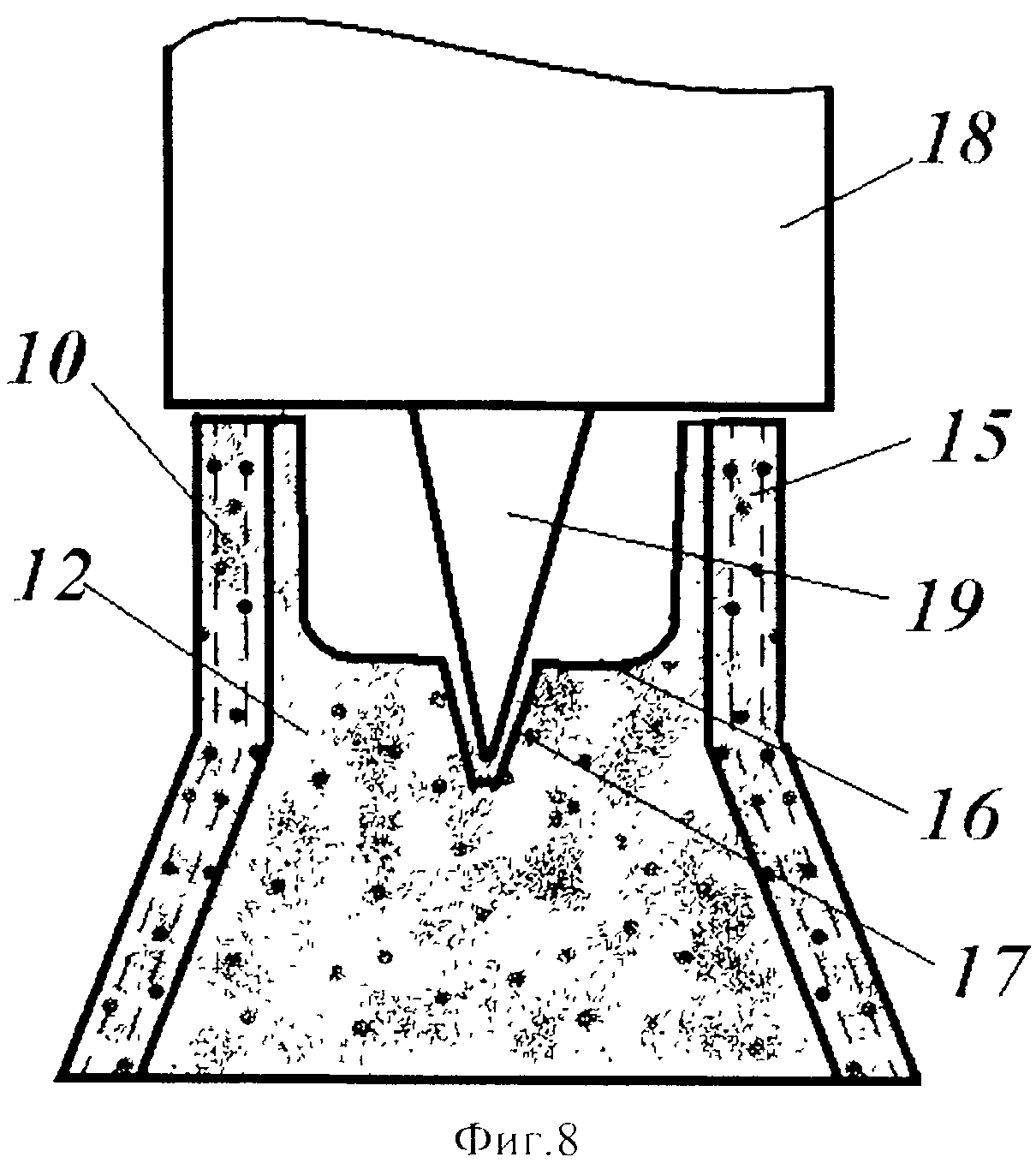
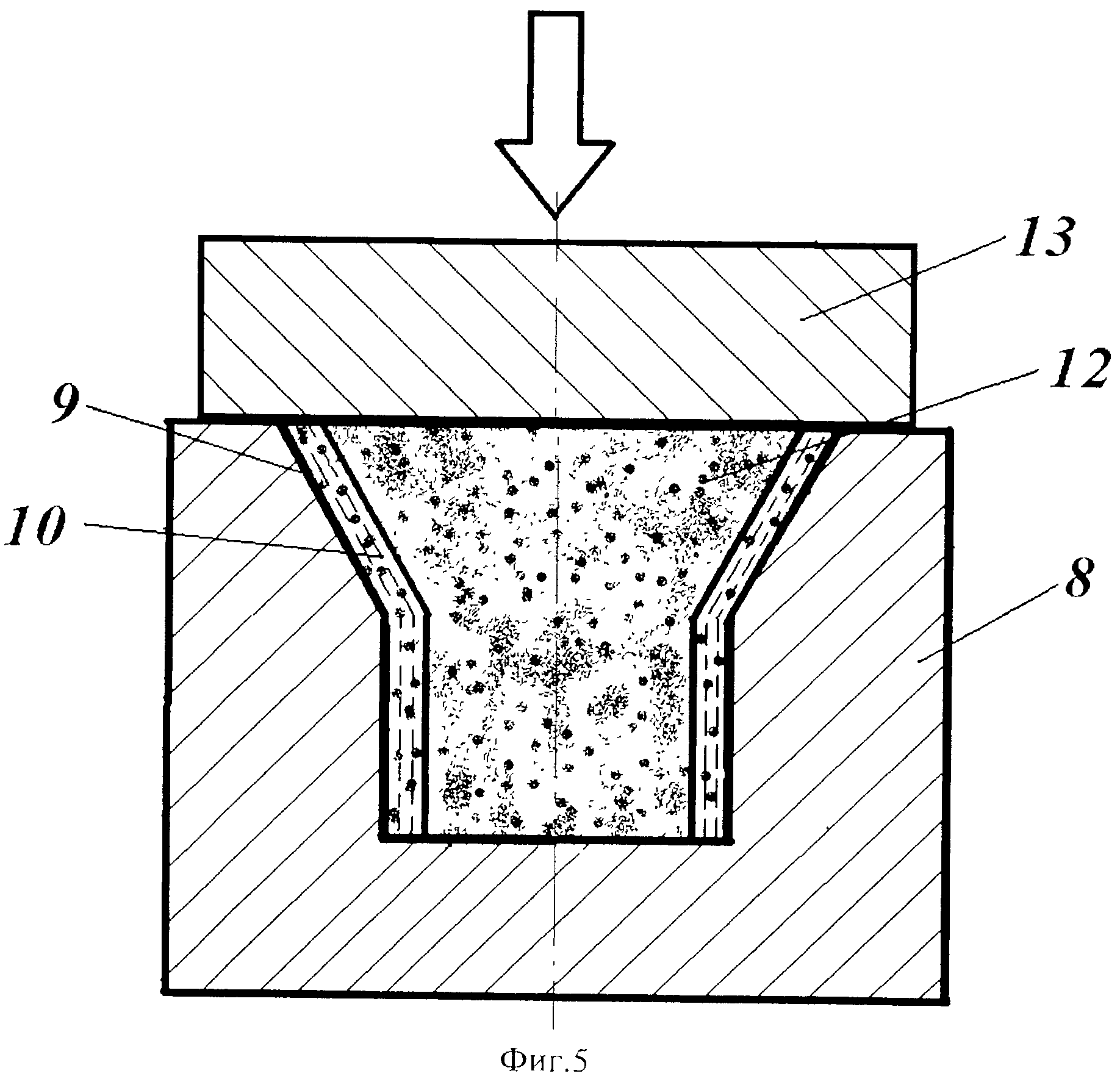
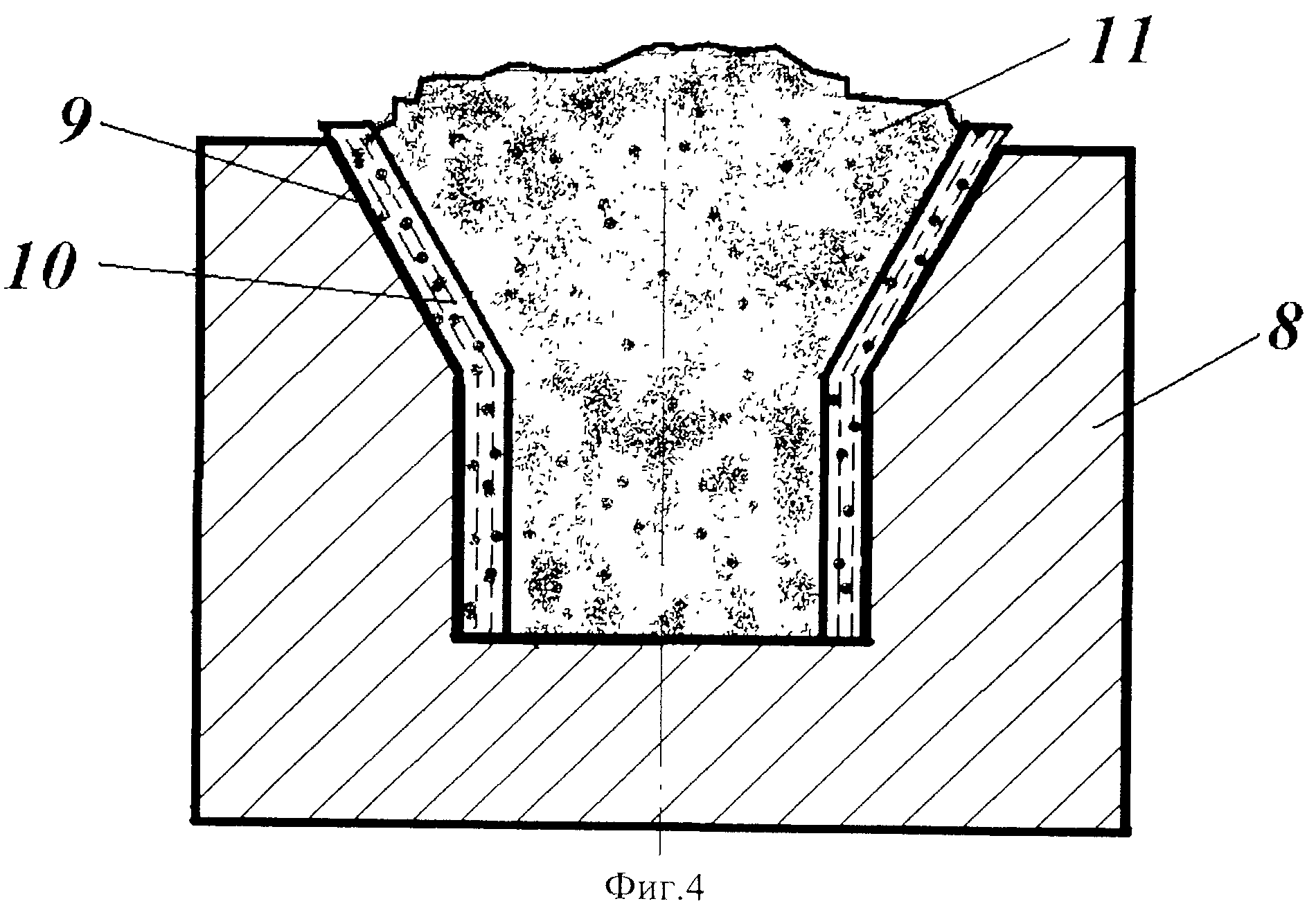
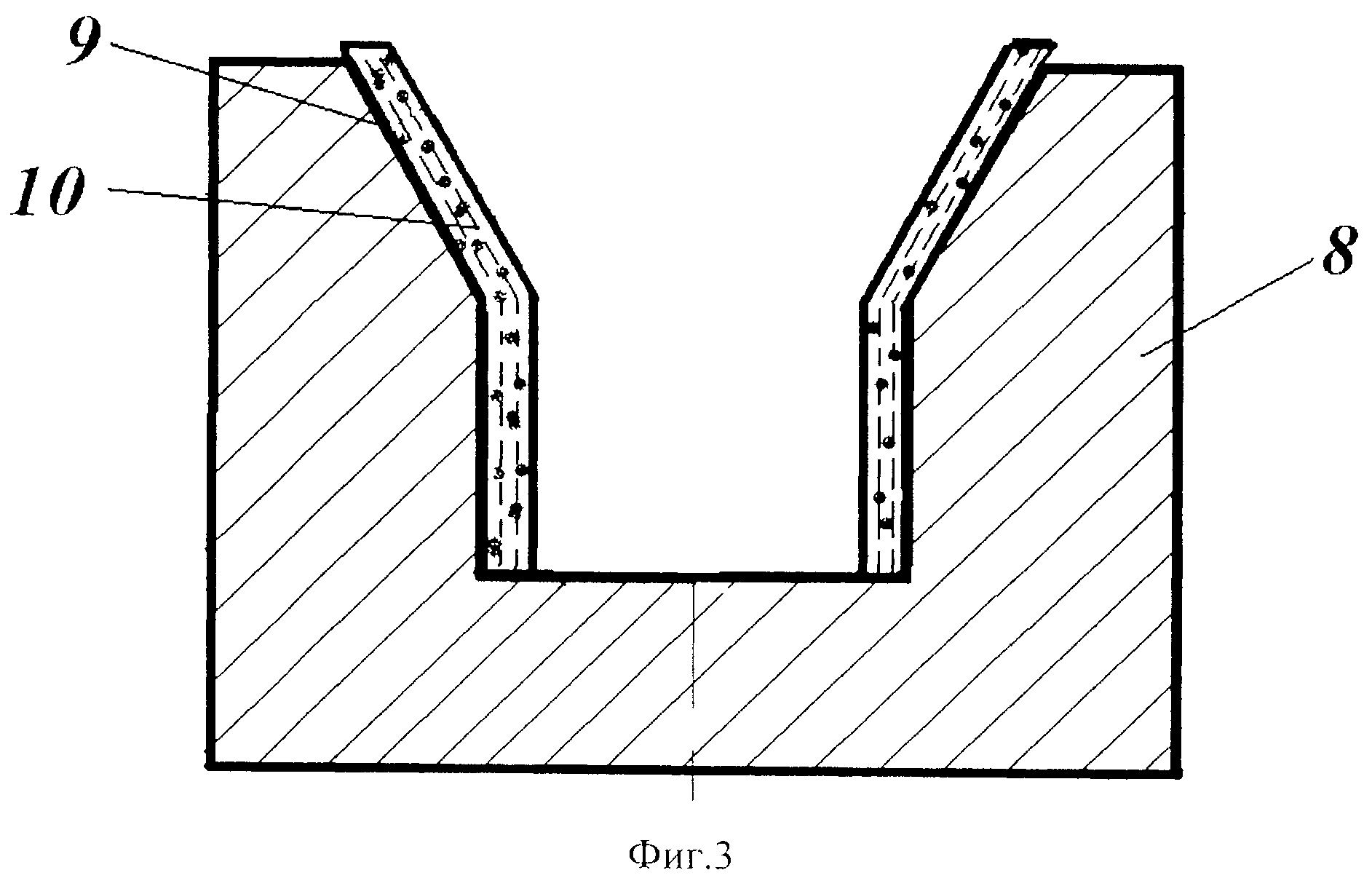
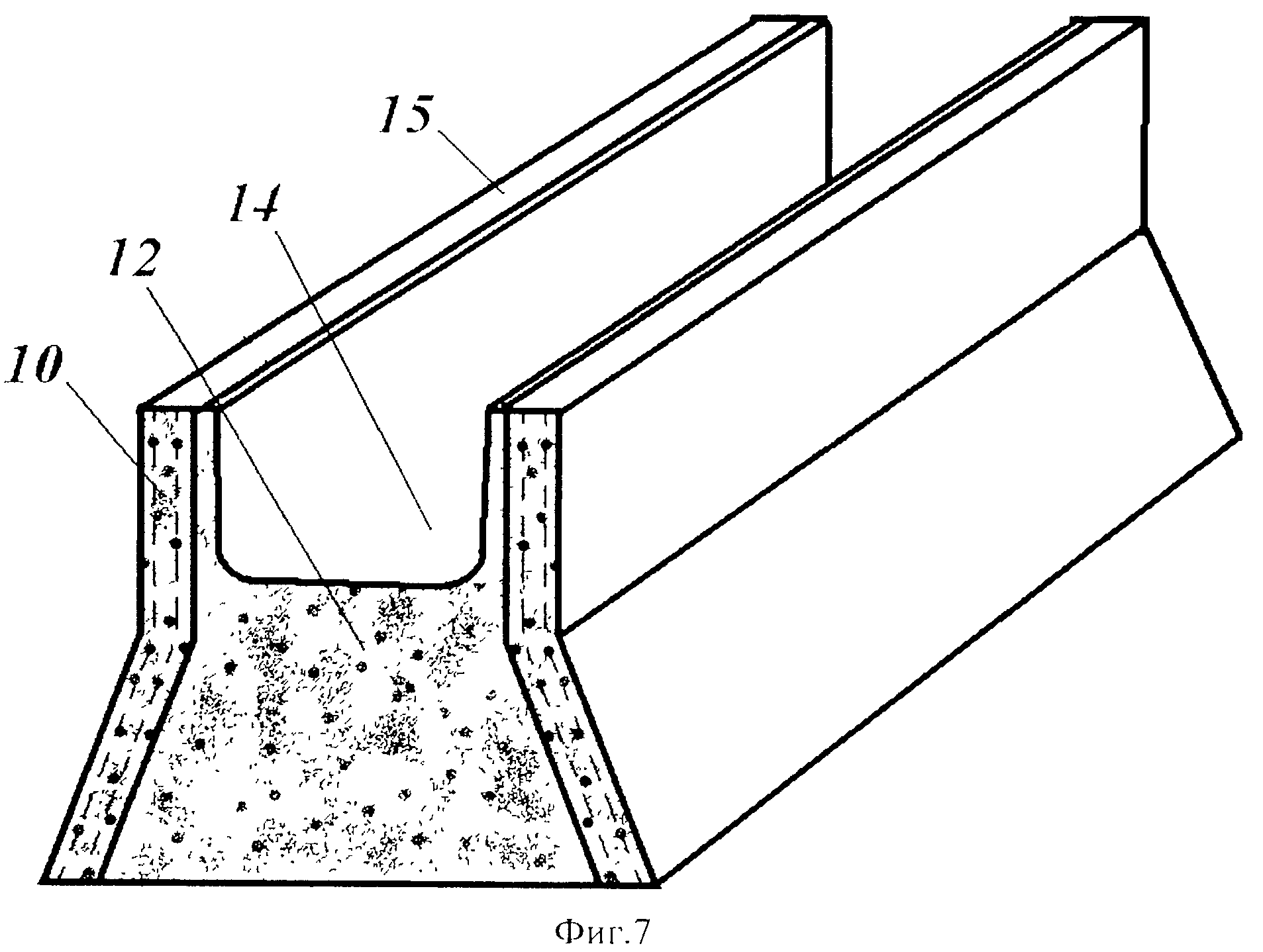
Изобретение иллюстрируется чертежами, на которых изображено: на фиг.1 представлена схема формирования ленты со стержнями; на фиг.2 - сечение пресс-формы (матрицы) с конфигурацией элемента прирабатываемого уплотнения; на фиг.3 - пресс-форма с расположенной внутри армированной лентой (оболочкой); на фиг.4 - пресс-форма с армированной лентой и порошковым уплотнительным материалом; на фиг.5 - процесс прессования элемента прирабатываемого уплотнения с армированной оболочкой; на фиг.6 - спеченный элемент уплотнения с армированной оболочкой; на фиг.7 - элемент уплотнения с рабочим пазом; на фиг.7 - элемент прирабатываемого уплотнения с армированной оболочкой в процессе эксплуатации в контакте с лопаткой.
На фиг.1-8 обозначено: 1 - армированная лента; 2 - валки; 3 - нагревательные элементы; 4 - сетки; 5 - барабаны с сеткой; 6 - исходный порошок прирабатываемого материала; 7 - питатель для подачи порошка; 8 - пресс-форма; 9 - рабочая поверхность пресс-формы; 10 - элементы армированной оболочки уплотнения; 11 - порошковый прирабатываемый материал в пресс-форме перед прессованием и спеканием; 12 - порошковый прирабатываемый материал в пресс-форме после прессования и спекания; 13 - пуансон пресс-формы; 14 - рабочий паз уплотнения; 15 - стенки рабочего паза уплотнения; 16 - дно рабочего паза уплотнения; 17 - область врезания выступающей части лопатки (канавка); 18 - лопатка; 19 - выступающая часть (гребешок) лопатки. Стрелками показано направление вращения валков и барабана, незакрашенной стрелкой - направление прессования.
Способ осуществляется следующим образом.
Спекание порошка прирабатываемого материала осуществляют в несколько этапов. Вначале из порошка 6 (фиг.1) спеканием формируют ленты 1 заданной ширины. Для этого используют например двухвалковый 2 роторный пресс с нагревательными элементами 3, в котором порошок 6, поступая из питателя 7, попадает межвалковый зазор между валками 2. Для повышения надежности изготовления ленты в этот же межвалковый зазор с бухт подается тонкая металлическая сетка 4. Попадая в межвалковый зазор, сетка 4 под действием температуры нагревателей 3 и давления вращающихся валков 2 спекается с подаваемым из питателя 7 порошком 6, в результате чего образуется спеченная из порошка прирабатываемого материала 6 лента 1. Нагрев валков 2 нагревателями 3, скорость их вращения и сила прижатия должны подбираться из условий, обеспечивающих спекание частиц порошка и образования ленты 1. На втором этапе (фиг.2 и фиг.3) сформированную ленту 1 раскраивают согласно площади рабочей поверхности 9 пресс-формы 8, расстилают раскроенный отрезок ленты внутри пресс-формы 8, обеспечивая покрытие раскроенным отрезком ленты 10 либо всей, либо только боковых рабочих поверхностей 9 пресс-формы 8. После этого заполняют пресс-форму 8 порошком прирабатываемого материала 11 (фиг.4) и формируют элемент уплотнения, спекая частицы порошка прирабатываемого материала 12 между собой и раскроенной лентой 10, размещенной на рабочей поверхности 9 пресс-формы 8, передавая на них (12, 10) усилие прессования пуансоном 13. В результате спекания в пресс-форме 8 образуется элемент уплотнения с армированной оболочкой 10 (фиг.6). Элементы уплотнения 15 (фиг.6) могут быть выполнены в виде брусков, размерами и формой обеспечивающих, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины. В поперечном сечении элемента основание элемента выполняют в виде трапеции, а его верхнюю часть - в виде прямоугольника (фиг.6). Для повышения надежности работы уплотнения в нем формируют рабочий паз 14 (фиг.7), при этом образуются стенки паза 15, которые также выполняют роль дополнительных контактных поверхностей в системе «уплотнение-лопатка». В процессе эксплуатации (фиг.8) гребешок 19 лопатки 18 врезается в поверхность рабочего паза 16, на которой образуется канавка 17. При этом стенки рабочего паза уплотнения 15 также взаимодействуют с поверхностью лопатки 18 и создают дополнительный эффект уплотнения.
В качестве прирабатываемого материала берут сплав состава, вес.%: Cr от 10,0 до 18,0, Mo от 0,8 до 3,7, Fe или Ti или Cu или их комбинации - остальное, или сплав состава, вес.%: Cr от 18 до 34; Al от 3 до 16; Y от 0,2 до 0,7; Ni - остальное, или сплав состава, вес.%: Cr от 18 до 34; Al от 3 до 16%; Y от 0,2 до 0,7; Co от 16 до 30; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°С либо в вакууме, либо в одной из следующих в газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота, причем в качестве смеси водорода и азота используют смесь, об.%, состава: водород от 65 до 75, атомарный азот от 2 до 5, остальное - азот, а в качестве смеси водорода, аргона и азота используют смесь, об.%, состава: водород от 65 до 75, атомарный азот от 2 до 5, остальное - аргон.
Пример. В качестве материалов для получения элемента прирабатываемого уплотнения использовался металлический порошок следующих составов: 1) [Cr - 9,0%, Mo - 0,6%, Fe - остальное] - неудовлетворительный результат (Н.P.); 2) [Cr - 10,0%, Mo - от 0,8%, Fe - остальное] - удовлетворительный результат (У.Р.); 3) [Cr - 14,3%, Mo - 2,6%, Fe - остальное] - (У.Р.); 4) [Cr - 18,0%, Mo - 3,7%, Fe - остальное] - (У.Р.); 5) [Cr - 8,0%, Mo - 0,7%, Ti - остальное] - (Н.Р.); 6) [Cr - 10,0%, Mo - от 0,8%, Ti - остальное] - (У.Р.); 7) [Cr - 14,3%, Mo - 2,6%, Ti - остальное] - (У.Р.); 8) [Cr - 18,0%, Mo - 3,7%, Ti - остальное] - (У.Р.); 9) [Cr - 9,0%, Мо - 0,7%, Cu - остальное] - (Н.P.); 10) [Cr - 10,0%, Mo - от 0,8%, Cu - остальное] - (У.Р.); 11) [Cr - 15,2%, Mo - 2,4%, Cu - остальное] - (У.Р.); 12) [Cr - 18,0%, Mo - 3,7%, Cu - остальное] - (У.Р.); 13) [Cr - от 16%; Al - 2,5%; Y - от 0,1%; Ni - остальное] - (Н.Р.); 14) [Cr - от 18%; Al - 3%; Y - 0,2%; Ni - остальное] - (У.Р.); 15) [Cr - 34%; Al - 16%; Y - 0,7%; Ni - остальное] - (У.Р.); 16) [Cr - 16%; Al - от 2%; Y - 0,1%; Co - 14%; Ni - остальное] - (Н.P.); 17) Cr - 18%; Al - 3%; Y - 0,2%; Co - 16%; Ni - остальное] - (У.Р.); 18) Cr - 34%; Al - 16%; Y - 0,7%; Co 30%; Ni - остальное] - (У.Р.).
Размеры частиц составляли величины: 10 мкм; 30 мкм; 63 мкм; 100 мкм; 160 мкм; 180 мкм. Наилучшие результаты при содержании фракций порошка размерами: менее 40 мкм - от 30% до 40%, от 40 мкм до 70 мкм - 40% - 50%, от 70 мкм до 140 мкм - 10% - 20%, более 140 мкм - остальное. Механическая смесь из металлического порошка состава, вес.%: Cr - от 10,0 до 18,0%, Mo - от 0,8 до 3,7%, Fe или Ti, или Cu, или их комбинации - остальное, или из сплава состава, вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или из сплава состава, вес.%: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, содержала гексагональный нитрид бора (BN) размерами частиц порошка менее 1 мкм в количестве: 0,5% - (Н.Р.); 1,0% - (У.Р.); 1,5% - (У.Р.); 1,8% - (Н.Р.) и фторид кальция - CaF2, с размерами частиц порошка от 1 мкм до 25 мкм, в количестве от общего объема смеси: 5% - (Н.Р.); 6,0% - (У.Р.); 8,0% - (У.Р.); 9% - (Н.Р.). Кроме того, были использованы порошковые материалы вышеуказанных составов с дополнительными добавками следующих компонентов: 1) BaSO4: 0,4%; 1,2%; 3%. 2) Ca: 0,01%; 0,2%.
При формировании ленты использовались металлические сетки, изготовленные из нержавеющей стали, латуни, меди, никелевого и кобальтового сплавов. Использовались сетки, выполненные из проволоки диаметрами 0,1 мм - (Н.Р.); 0,2 мм - (У.Р.); 0,3 мм - (У.Р.); 0,4 мм - (У.Р.); 0,5 мм - (Н.Р.) с размерами ячеек 0,4 мм - (Н.Р.); 0,5 мм - (У.Р.); 1,2 мм - (У.Р.); 2,0 мм - (У.Р.);. 2,5 мм - (Н.Р.). Ленту формировали, используя одну, две, три и четыре сетки. При использовании двух или более сеток порошок прирабатываемого материала подавали в пространство между сетками. Ленту выполняли толщинами 0,2 мм - (Н.Р.); 0,3 мм - (У.Р.); 0,5 мм - (У.Р.); 1,5 мм - (У.Р.); 2,5 мм - (У.Р.); 3,5 мм - (У.Р.); 5,0 мм - (Н.Р.).
Размеры элемента прирабатываемого уплотнения составляли: длина 20 мм; 50 мм; 100 мм; 200 мм; 500 мм; 700 мм; ширина 10 мм; 20 мм; 40 мм; 70 мм; высота 5 мм; 10 мм; 30 мм; 50 мм; радиус кривизны по длине элемента, по его притираемой поверхности: 200 мм; 400 мм; 1200 мм; 2300 мм; 2500 мм.
Элемент прирабатываемого уплотнения был изготовлен спеканием в вакууме при остаточном давлении в камере не хуже 10-2 мм рт.ст., а также в газовых средах смеси водорода и азота состава: водород 55% - (Н.Р.); 65% - (У.Р.); 70% - (У.Р.); 75% - (У.Р.); 85% - (Н.Р.); атомарный азот: 0,5% - (Н.Р.); 2% - (У.Р.); 4% - (У.Р.); 5% - (У.Р.); 7% - (Н.Р.), остальное - азот, и газовых смесях водорода, аргона и азота состава: водород - 55% - (Н.Р.); 65% - (У.Р.); 70% - (У.Р.); 75% - (У.Р.); 85% - (Н.Р.).; атомарный азот: 0,5% - (Н.Р.); 2% - (У.Р.); 4% - (У.Р.); 5% - (У.Р.); 7% - (Н.Р.), остальное аргон. Спекание лент проводилось при температуре от 1100 до 1200°С [(от 1100°С до 1200°С)±100°С] в двухвалковых роторных пресс-формах. Давление прессования при изготовлении заготовок прирабатываемого уплотнения было равным 40 кгс/мм2; 50 кгс/мм2; 60 кгс/мм2: 70 кгс/мм2. Механические свойства полученного материала составили: твердость HB от 131 до 148; σв=26,8…37,2 кгс/мм2; σт=16,9…26,6 кгс/мм2; ударная вязкость 1,14…1,58 кгм/см2. Результаты испытаний образцов уплотнений из разработанного материала в условиях эксплуатации показали сочетание высоких прочностных характеристик уплотнений с хорошей прирабатываемостью.
Таким образом, использование в предлагаемом способе изготовления прирабатываемого уплотнения турбины с армированной оболочкой следующих признаков: формирование элемента уплотнения заданной формы и размеров путем спекания в пресс-форме порошка прирабатываемого материала в вакууме или защитной среде; при этом спекание порошка прирабатываемого материала осуществляют в два этапа: на первом этапе из порошка спеканием прирабатываемого материала, связующего материала и металлической сетки формируют ленту путем подачи порошка прирабатываемого материала, связующего материала и, по крайней мере, одной металлической сетки в межвалковый зазор, прокаткой через валки, нагретые до температуры, обеспечивающей спекание частиц порошка прирабатываемого материала между собой и сеткой, а на втором этапе раскраивают ленту согласно площади рабочей поверхности пресс-формы, расстилают раскроенный отрезок ленты внутри пресс-формы, обеспечивая покрытие раскроенным отрезком ленты либо всей, либо только боковых рабочих поверхностей пресс-формы, затем заполняют пресс-форму порошком прирабатываемого материала и формируют элемент уплотнения, спекая частицы порошка прирабатываемого материала между собой и лентой; ленту формируют, используя две или более сеток, а порошок прирабатываемого материала подают в пространство между сетками; использование в качестве прирабатываемого материала сплава состава, вес.%: Cr от 10,0 до 18,0, Mo от 0,8 до 3,7, Fe или Ti или Cu или их комбинации - остальное, или сплава состава, вес.%: Cr от 18 до 34; Al - от 3 до 16; Y - от 0,2 до 0,7; Ni - остальное, или сплава состава, вес.%: Cr от 18 до 34; Al от 3 до 16; Y от 0,2 до 0,7; Co от 16 до 30; Ni - остальное, с размерами частиц порошка от 15 мкм до 180 мкм в механической смеси с порошковым, с размерами частиц порошка менее 1 мкм, гексагональным нитридом бора BN в количестве от 1,0% до 1,5% от общего объема смеси и фторидом кальция CaF2, с размерами частиц порошка от 1 мкм до 25 мкм в количестве от 6,0% до 8,0% от общего объема смеси, причем спекание частиц порошка прирабатываемого материала проводят при температуре от 1100 до 1200°С либо в вакууме, либо в одной из следующих газовых сред: либо в среде аммиака, либо в среде смеси аргона и аммиака, либо в среде смеси водорода и азота, либо в среде смеси водорода, аргона и азота, причем в качестве смеси водорода и азота используют смесь, об.% состава: водород от 65 до 75, атомарный азот от 2 до 5, остальное азот, а в качестве смеси водорода, аргона и азота используют смесь, об.% состава: водород от 65 до 75, атомарный азот от 2 до 5, остальное - аргон; добавление дополнительно в механическую смесь BaSO4 от 0,4% до 3% от общего объема смеси и/или Ca от 0,01 до 0,2% от общего объема смеси в виде порошка размерами частиц от 1 мкм до 25 мкм; использование металлической сетки в виде ленты, выполненной из проволоки диаметром от 0,2 до 0,4 мм с размерами ячеек от 0,5 мм до 2 мм; использование в качестве материала сетки либо меди или медных сплавов, либо нержавеющей стали, либо сплавов на основе никеля или кобальта; выполнение ленты толщиной от 0,3 до 3,5 мм; после образования ленты дополнительное оплавление поверхности пламенем горелок или плазмой; выполнение элементов в виде брусков, размерами и формой обеспечивающими, при их соединении в кольцо, формирование полного торцевого уплотнения турбомашины; использование размеров элемента: длина от 20 мм до 700 мм, ширина от 10 мм 70 мм, высота от 5 мм до 50 мм и радиус кривизны по длине элемента по его притираемой поверхности от 200 мм до 2500 мм; выполнение в поперечном сечении основание элемента в виде трапеции, а его верхнюю часть в виде прямоугольника позволяют достичь технического результата заявляемого изобретения, которым является одновременное обеспечение высокой прирабатываемости, механической прочности и износостойкости уплотнения, а также снижение трудоемкости его изготовления по сравнению с существующими сотовыми уплотнениями.
Способ нанесения многослойного ионно-плазменного покрытия на поверхность гравюры штампа из жаропрочной стали
Способ изготовления пустотелой лопатки турбомашины
Способ ионного азотирования режущего инструмента из легированной стали
Способ изготовления полой лопатки газотурбинного двигателя
Способ формирования нанокристаллического поверхностного слоя на деталях из алюминиевых сплавов (варианты)
Способ обработки лопаток турбомашин из железохромоникелевых сплавов
Лабиринтное уплотнение
Лабиринтное надбандажное уплотнение для паровой турбины
Вставка сотового надбандажного уплотнения паровой турбины и способ установки вставок сотового надбандажного уплотнения
Лабиринтное уплотнение для паровой турбины
Способ изготовления элемента прирабатываемого уплотнения турбины
Композиционный элемент прирабатываемого уплотнения турбины
Армированный элемент прирабатываемого уплотнения турбины
Элемент прирабатываемого уплотнения турбины

