Результат интеллектуальной деятельности: СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и может быть использовано для очистки поверхности непрерывнолитых слитков от окалины при их прохождении по технологическим каналам машин непрерывного литья заготовок.
Известен способ непрерывного литья слитков, включающий разливку металла в кристаллизатор, поддерживание и вытягивание слитка приводными и холостыми роликами, расположенными вдоль технологической оси машины непрерывного литья заготовок, очистку поверхности слитка от окалины и удаление окалины [Куклев А.В., Лейтес А.В. Практика непрерывной разливки стали. - М.: Металлургиздат, 2011. - с.289].
Данный способ является наиболее близким аналогом (прототипом) к предлагаемому изобретению по совокупности признаков и назначению.
Недостатками данного способа являются резкое захолаживание поверхности непрерывнолитых слитков, возникновение термических напряжений, ведущих к трещинообразованию.
Задачей, на решение которой направлено предлагаемое изобретение, является разработка эффективного и экономичного способа непрерывного литья слитков, обеспечивающего удаление окалины с поверхности непрерывнолитых слитков и высокое качество металлопродукции.
Технический результат, достигаемый в заявленном изобретении, заключается в улучшении качества поверхности непрерывнолитых слитков.
Указанный технический результат достигается тем, что в способе непрерывного литья слитков, включающем разливку металла в кристаллизатор, поддерживание и вытягивание слитка приводными и холостыми роликами, расположенными вдоль технологической оси машины непрерывного литья, очистку поверхности слитка от окалины и удаление окалины, согласно изобретению очистку поверхности слитка от окалины осуществляют не менее чем одной парой приводных поддерживающих роликов, в которой вращение верхнего ролика осуществляют по часовой стрелке, а нижнего ролика - против часовой стрелки, при этом в зону разрыхления окалины, образованную этими роликами при входе в них слитка, подают под углом газожидкостную смесь, а окалину удаляют газом (вариант 1).
Кроме того, газ для удаления окалины подается вдоль линии соприкосновения поверхностей роликов и слитка со стороны входа его в ролики.
Кроме того, очистку поверхности слитка от окалины с его боковых поверхностей осуществляют не менее чем одной парой установленных поперечно технологической оси роликов, причем вращение ролика справа по ходу вытягивания слитка производят против часовой стрелки, а ролика слева - по ходу часовой стрелки.
Во втором варианте способа непрерывного литья слитков, включающем разливку металла в кристаллизатор, поддерживание и вытягивание слитка приводными и холостыми роликами, расположенными вдоль технологической оси машины непрерывного литья, очистку поверхности слитка от окалины и удаление окалины, согласно изобретению очистку поверхности слитка от окалины осуществляют не менее чем одной парой дополнительно установленных вдоль технологической оси холостых поддерживающих роликов, кинематически связанных с приводными поддерживающими роликами, при этом в зону разрыхления окалины, образованную этими роликами при входе в них слитка, подают под углом газожидкостную смесь, а окалину удаляют газом.
Кроме того, газ для удаления окалины подается вдоль линии соприкосновения поверхностей роликов и слитка со стороны входа его в ролики.
Кроме того, очистку поверхности слитка от окалины с его боковых поверхностей осуществляют не менее чем одной парой установленных поперечно технологической оси роликов, причем вращение ролика справа по ходу вытягивания слитка производят против часовой стрелки, а ролика слева - по ходу часовой стрелки.
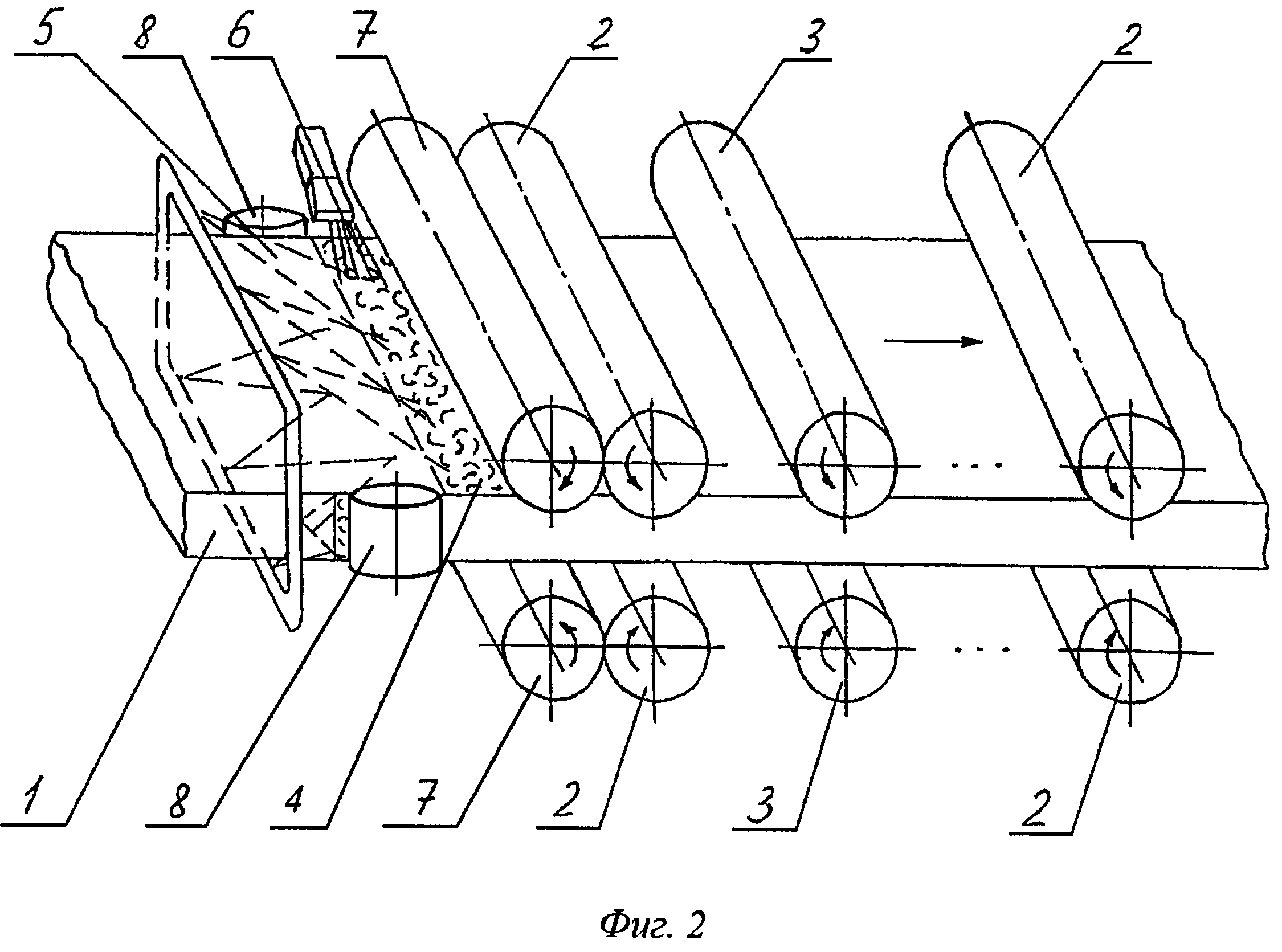
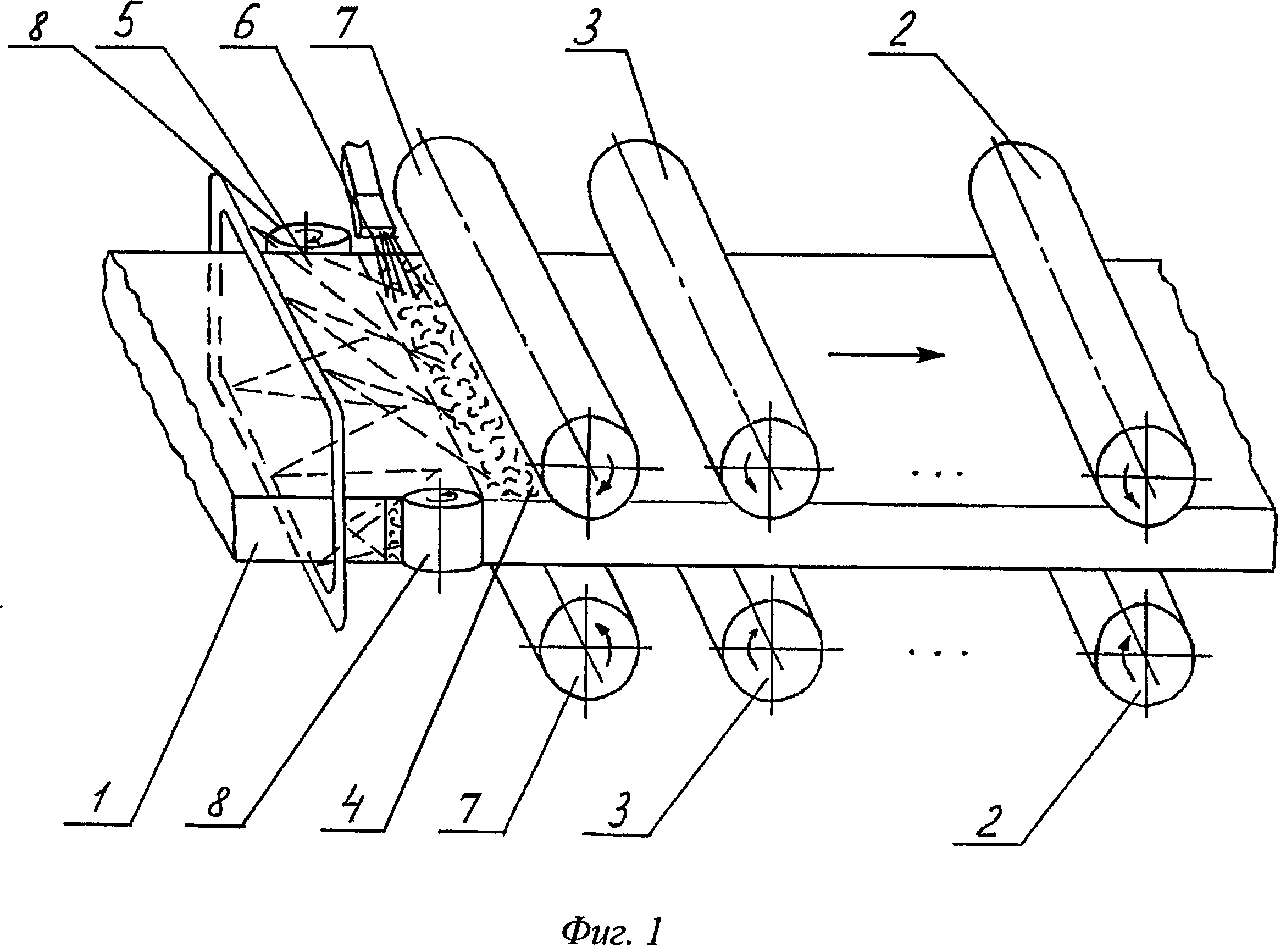
Примеры реализации способа непрерывного литья слитков показаны на фиг.1 и фиг.2, где позициями обозначены: 1 - непрерывнолитой слиток, 2 -приводные поддерживающие ролики, 3 - холостые поддерживающие ролики, 4 - зона разрыхления окалины, 5 - газожидкостная смесь, 6 - газ, 7 -приводные поддерживающие ролики, у которых верхний ролик вращается по часовой стрелке, а нижний - против часовой стрелки (вариант 1) и дополнительно установленные с кинематической связью холостые ролики (вариант 2), 8 - ролики, установленные поперечно технологической оси.
Способ осуществляют следующим образом.
В первом варианте (фиг.1) в кристаллизатор разливают металл. Формирующийся в кристаллизаторе непрерывнолитой слиток 1 поддерживают и вытягивают с помощью расположенных вдоль технологической оси машины непрерывного литья приводных и холостых поддерживающих роликов. Раствор (зазор) между парой приводных роликов 2, а также парой холостых роликов 3 устанавливают по номинальной толщине слитка 1. Объемные размеры раскаленного слитка 1 увеличиваются за счет образования пористой окалины. Приводные ролики 7, вращающиеся в противоположную направлению вытягивания слитка сторону и установленные с раствором (зазором) между собой по номинальной толщине слитка 1, разрыхляют окалину. При этом приводные поддерживающие ролики 7 в количестве не менее одной пары выполнены с вращением верхнего ролика по часовой стрелке, а нижнего ролика - против часовой стрелки. В зону разрыхления окалины 4, образованную этими роликами при входе в них слитка 1, подают под углом газожидкостную смесь 5, а окалину удаляют газом 6, истекающим под давлением из сопла.
Целесообразно газ 6 для удаления окалины подавать вдоль линии соприкосновения поверхностей роликов и слитка 1 со стороны входа слитка 1 в ролики.
При необходимости дополнительной очистки поверхности слитка 1 от окалины с его боковых поверхностей ее осуществляют не менее чем одной парой установленных поперечно технологической оси роликов 8, причем вращение ролика, справа по ходу вытягивания слитка 1 производят против часовой стрелки, а ролика слева - по ходу часовой стрелки.
Во втором варианте способа непрерывного литья слитков (фиг.2) в кристаллизатор разливают металл. Формирующийся в кристаллизаторе непрерывнолитой слиток 1 поддерживают и вытягивают с помощью расположенных вдоль технологической оси машины непрерывного литья приводных и холостых поддерживающих роликов. Также вдоль технологической оси дополнительно установлены холостые поддерживающие ролики 7, кинематически связанные с приводными поддерживающими роликами 2. Кинематическая связь поддерживающих холостых и приводных роликов позволяет отказаться от дополнительного привода для осуществления вращения в обратную сторону роликов 7, а также осуществляет синхронизацию скоростей вращения кинематически связанных холостых и приводных поддерживающих роликов. Раствор (зазор) между парой поддерживающих приводных роликов 2 устанавливают по номинальной толщине слитка 1. Объемные размеры раскаленного слитка 1 увеличиваются за счет образования пористой окалины. В зону разрыхления окалины 4, образованную поддерживающими холостыми кинематически связанными роликами 7 при входе в них слитка 1, подают под углом газожидкостную смесь 5, а окалину удаляют газом 6, истекающим под давлением из сопла.
Целесообразно газ 6 для удаления окалины подавать вдоль линии соприкосновения поверхностей роликов и слитка 1 со стороны входа слитка в ролики.
При необходимости дополнительной очистки поверхности слитка 1 от окалины с его боковых поверхностей ее осуществляют не менее чем одной парой установленных поперечно технологической оси роликов 8, причем вращение ролика справа по ходу вытягивания слитка 1 производят против часовой стрелки, а ролика слева - по ходу часовой стрелки.
Применение предлагаемого изобретения позволяет эффективно и экономично получать непрерывнолитые слитки с высоким качеством поверхности.
Способ нанесения гарнисажа на футеровку конвертера
Аустенитная коррозионно-стойкая сталь и изделие, выполненное из нее
Способ восстановления наплавкой роликов машин непрерывного литья заготовок
Флюидизированная известь для десульфурации чугуна и стали
Способ теплоизоляции внешних поверхностей рулона горячекатаной полосы и устройство для его реализации
Гидрофобизирующий минеральный порошок с антислёживающим эффектом и способ его получения
Способ получения непрерывнолитого слитка из сталей и сплавов с пониженной технологической пластичностью
Плазмотрон для плазменно-селективного припекания металлических порошков

