Результат интеллектуальной деятельности: СОЕДИНЕНИЕ МУФТЫ ВЫКЛЮЧЕНИЯ СЦЕПЛЕНИЯ С ВИЛКОЙ
Вид РИД
Изобретение
Изобретение относится к области транспортного машиностроения и может быть использовано в конструкциях устройств выключения сцепления транспортных средств.
Наиболее близким техническим решением, выбранным в качестве прототипа, является соединение муфты выключения сцепления с вилкой, представленное в заявке Германии №202006009137, МПК: F16D 23/12, с приоритетом от 10.06.2006, опубл. 14.09.2006 г., содержащее два диаметрально расположенных ограничивающих выступа на невращающейся части муфты, которые выполнены с возможностью взаимодействия с лапками вилки, шарнирно установленной на коробке передач. Муфта установлена своей синтетической втулкой невращающейся части на неподвижной направляющей втулке, концентрично расположенной относительно входного вала коробки передач. Ограничивающие выступы муфты выполнены в виде плоских выступов скоб ее невращающейся части, охватывающих ее синтетическую втулку. Вилка выполнена в виде штампованной из металлического листа детали. На задних сторонах лапок вилки выполнены выемки, с образующими поверхностями которых могут взаимодействовать ограничивающие выступы, тогда как на передних сторонах лапок вилки выполнены опорные выступы, постоянно взаимодействующие с фланцем невращающейся части муфты, установленным на ее синтетической втулке, причем вилка установлена на коробке передач с возможностью взаимодействия внутренними поверхностями лапок с невращающейся частью муфты, а именно с расположенными напротив них (внутренних поверхностей лапок) ответными поверхностями скоб невращающейся части муфты.
Недостатками данного технического решения соединения муфты выключения сцепления с вилкой являются:
- сложность, из-за наличия в нем (в соединении) излишнего количества деталей, в частности входящих в состав невращающейся части муфты скоб, охватывающих синтетическую втулку этой части муфты;
- повышенная трудоемкость его (соединения) сборки из-за наличия излишних деталей-скоб, которые предварительно необходимо устанавливать на синтетическую втулку невращающейся части муфты;
- не исключена возможность износа внутренних поверхностей синтетической втулки невращающейся части муфты и неподвижной направляющей втулки, а также не исключена возможность износа опорных выступов лапок вилки и взаимодействующих с ними соответствующих участков фланца невращающейся части муфты (причем износа опорных выступов лапок вилки, неравномерного между собой), и в связи с этим, как следствие, не исключена возможность возникновения вибраций муфты по причине возможности возникновения перекоса синтетической втулки относительно направляющей втулки коробки передач из-за относительно большого суммарного люфта в соединении, величина которого увеличена по причине наличия промежуточных деталей-скоб, т.е. величина люфта соединения складывается из суммы люфта между внутренними поверхностями лапок вилок и расположенными напротив них ответными поверхностями скоб, и люфта между скобами и синтетической втулкой, кроме того, сам по себе люфт между внутренними поверхностями лапок вилок и расположенными напротив них ответными поверхностями скоб достаточно велик по причине достаточно узкой внутренней поверхности каждой лапки вилки, посредством которой последняя взаимодействует с ответной поверхностью соответствующей скобы, а это приводит к дополнительному перекосу вилки относительно синтетической втулки и к провороту опорных выступов лапок вилки по фланцу невращающейся части муфты.
Технический результат: упрощение соединения муфты выключения сцепления с вилкой и, как следствие, облегчение сборки соединения, а также сведение до минимума перекосов муфты, а именно ее синтетической втулки относительно направляющей втулки.
Указанный технический результат достигается тем, что в соединении муфты выключения сцепления с вилкой, содержащем два диаметрально расположенных ограничивающих выступа на невращающейся части муфты, установленной синтетической втулкой этой части на концентрично расположенной относительно входного вала коробки передач неподвижной направляющей втулке, которые выполнены с возможностью взаимодействия с образующими поверхностями выемок лапок вилки, выполненных на их задних сторонах, тогда как на их передних сторонах выполнены опорные выступы, взаимодействующие с фланцем невращающейся части муфты, вилка же шарнирно установлена на коробке передач с возможностью взаимодействия внутренними (боковыми) поверхностями лапок с невращающейся частью муфты,
согласно изобретения, ограничивающие выступы невращающейся части муфты выполнены за одно целое в виде единой детали с ее синтетической втулкой и расположены на соответствующих диаметрально противоположно выполненных плоских направляющих площадках этой втулки, непосредственно с которыми и имеет возможность взаимодействовать вилка внутренними поверхностями своих лапок, между которыми и направляющими площадками синтетической втулки организован минимальный зазор, а толщина каждой лапки вилки в поперечном сечении, выполненным по любой нормали к образующей поверхности ее выемки, на участке между образующей поверхностью ее выемки и образующей поверхностью ее опорного выступа, а также на носовом ее участке по ширине ее выемки меньше кротчайших расстояний от фланца муфты до ограничивающих выступов.
В частном случае, каждый из ограничивающих выступов синтетической втулки муфты выполнен в виде столбика с квадратным поперечным сечением, обращенные к вилки два угла которого закруглены.
В частном случае, вилка выполнена в виде литой металлической детали, выемки лапок которой выполнены в виде ниш с выходом на их внутренние поверхности.
В другом частном случае, вилка может быть выполнена в виде штампованной из листа металла детали, выемки лапок которой выполнены в виде сквозных вырезов в их отогнутых внутренних фланцах, образующих по наружным своим бокам внутренние (боковые) поверхности лапок.
В частном случае, высота каждого ограничивающего выступа синтетической втулки муфты меньше ширины образующей поверхности выемки каждой лапки вилки.
Сравнение заявленного технического решения с уровнем техники по научно-технической и патентной документации на дату приоритета в основной и смежной рубриках показывает, что совокупность существенных признаков заявляемого решения ранее не была известна, следовательно оно соответствует условию патентоспособности «новизна».
Анализ известных технических решений в данной области техники показал, что предлагаемое решение имеет признаки, отсутствующие в известных решениях, а их использование в заявляемой совокупности признаков дает возможность получить новый технический эффект, следовательно предложенное техническое решение имеет изобретательский уровень по сравнению с существующим уровнем техники.
Предложенное техническое решение промышленно применимо, так как может быть изготовлено промышленным способом, работоспособно, осуществимо и воспроизводимо, следовательно соответствует условию патентоспособности «промышленная применимость».
Сущность изобретения поясняется на чертежах:
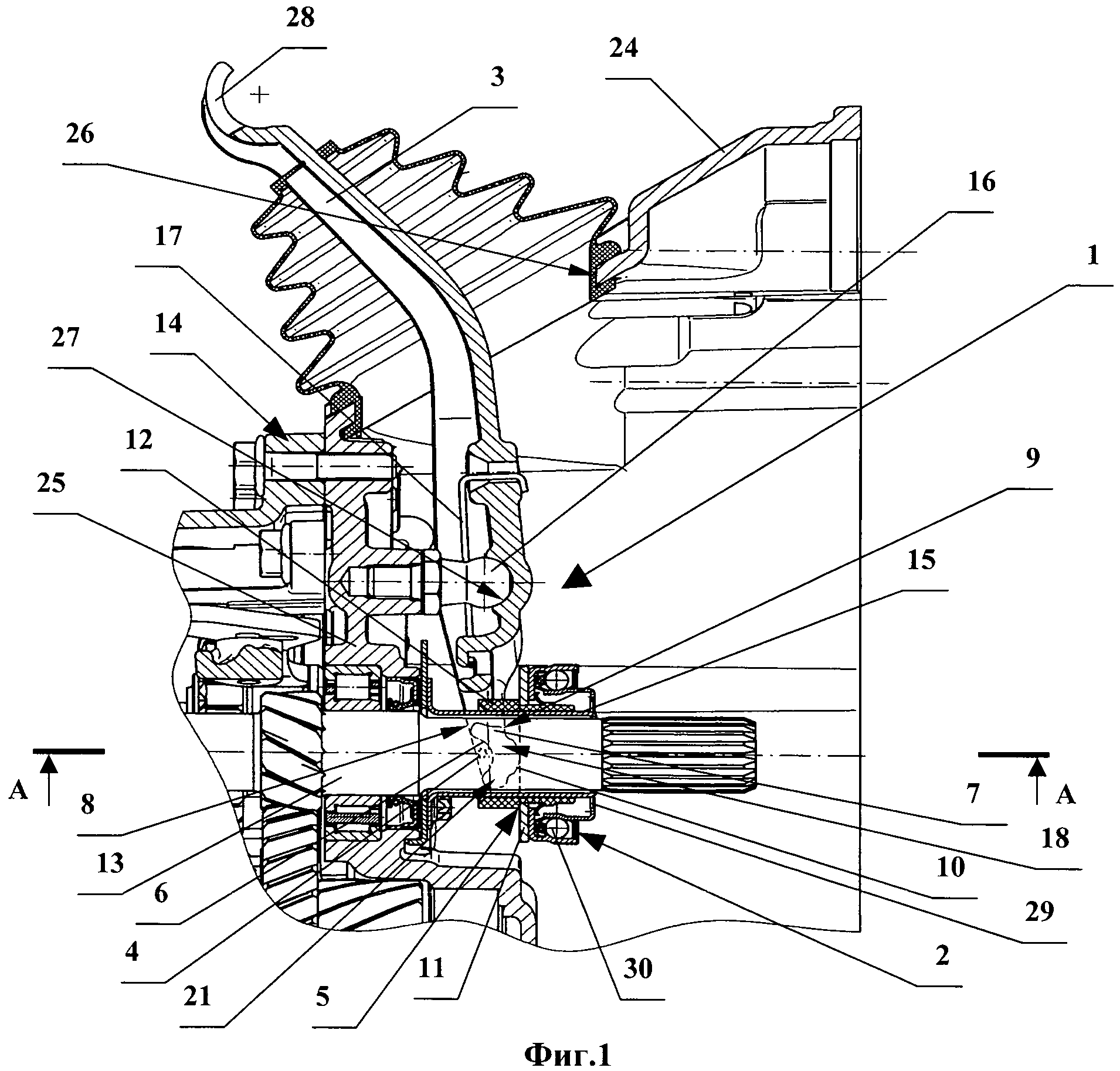
фиг.1. - соединение муфты выключения сцепления с вилкой, общий вид (разрез по продольной оси муфты и входного вала коробки переменных передач);
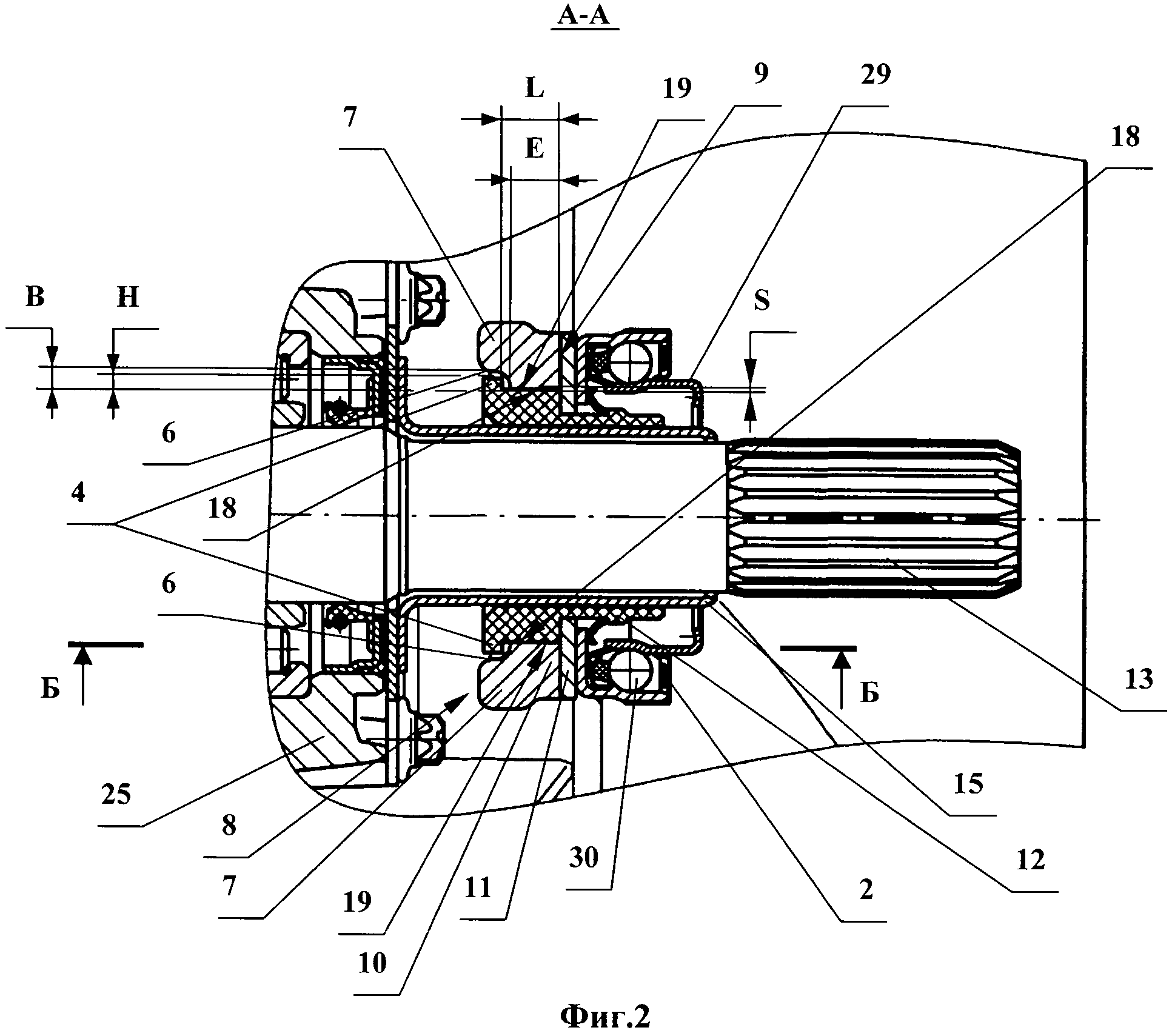
фиг.2. - сечение А-А на фиг.1;
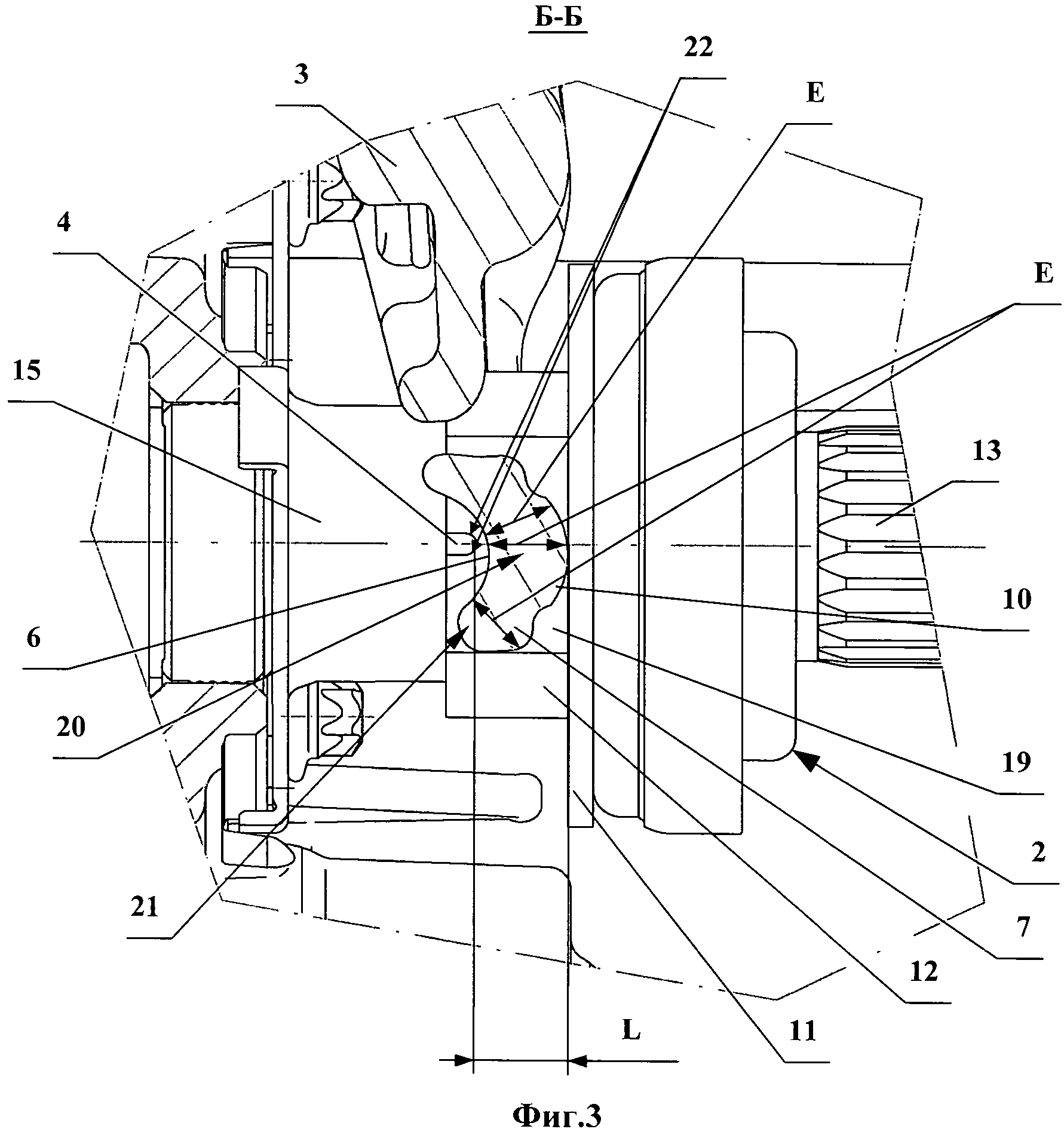
фиг.3. - сечение Б-Б на фиг.2;
фиг.4. - соединение муфты выключения сцепления с вилкой, отдельный вид в аксонометрии (частный случай выполнения вилки в виде литой металлической детали);
фиг.5. - соединение муфты выключения сцепления с вилкой, отдельный вид в аксонометрии (частный случай выполнения вилки в виде штампованной из листа металла детали).
Соединение 1 муфты 2 выключения сцепления с вилкой 3 содержит два диаметрально расположенных ограничивающих выступа 4 на невращающейся части 5 муфты 2, которые выполнены с возможностью взаимодействия с образующими поверхностями выемок 6 лапок 7 вилки 3, выполненных на их задних сторонах 8, тогда как на их передних сторонах 9 выполнены опорные выступы 10, взаимодействующие с фланцем 11 невращающейся части 5 муфты 2, которая установлена синтетической втулкой 12 этой части 5 на концентрично расположенной относительно входного вала 13 коробки передач 14 направляющей неподвижной втулке 15. Вилка 3 шарнирно посредством шарнира 16 и пружины 17 установлена на коробке передач 14 с возможностью взаимодействия внутренними (боковыми) поверхностями 18 лапок 7 с невращающейся частью 5 муфты 2.
Ограничивающие выступы 4 невращающейся части 5 муфты 2 выполнены за одно целое в виде единой детали с ее синтетической втулкой 12 и расположены на соответствующих диаметрально противоположно выполненных плоских направляющих площадках 19 этой втулки 12, непосредственно с которыми и имеет возможность взаимодействовать вилка 3 внутренними поверхностями 18 своих лапок 7, между которыми (лапками 7) и направляющими площадками 19 синтетической втулки 12 организован минимальный зазор «S».
Толщина «Е» каждой лапки 7 вилки 3 в поперечном сечении, выполненной по любой нормали к образующей поверхности ее выемки 6, на участке 20 между образующей поверхностью ее выемки 6 и образующей поверхностью ее опорного выступа 10, а также толщина «Е» на носовом ее (лапки) участке 21 по ширине «В» ее выемки 6 меньше кротчайших расстояний «L» от фланца 11 муфты 2 до ограничивающих выступов 4 (см. фиг.2, 3).
В частном случае, каждый из ограничивающих выступов 4 синтетической втулки 12 муфты 2 выполнен в виде столбика с квадратным поперечным сечением, обращенные к вилки 3 два угла 22 которого закруглены (см. фиг.3).
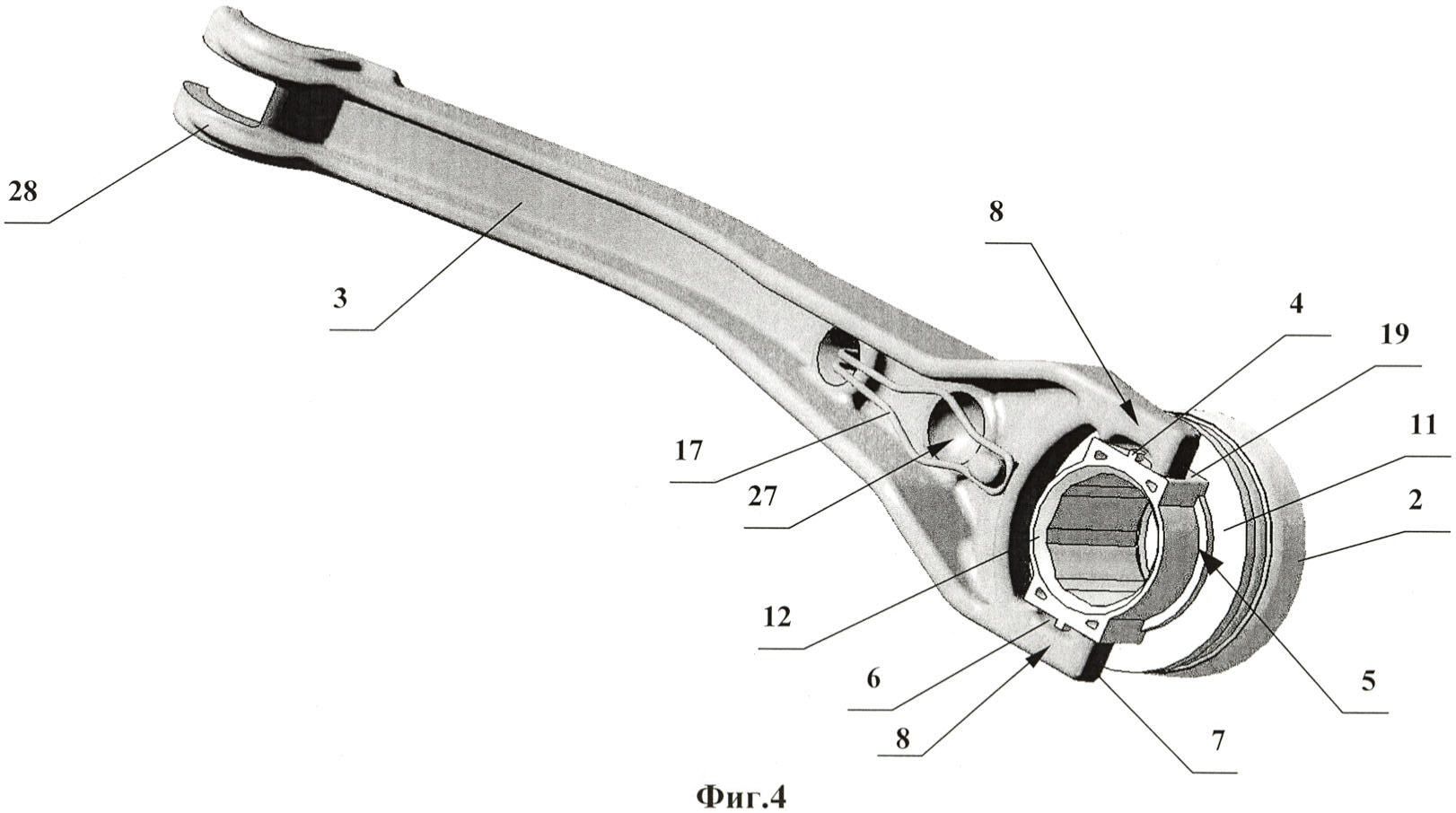
В частном случае, вилка 8 выполнена в виде литой металлической детали, выемки 6 лапок 7 которой выполнены в виде ниш с выходом на их внутренние поверхности 18 (см. фиг.4).
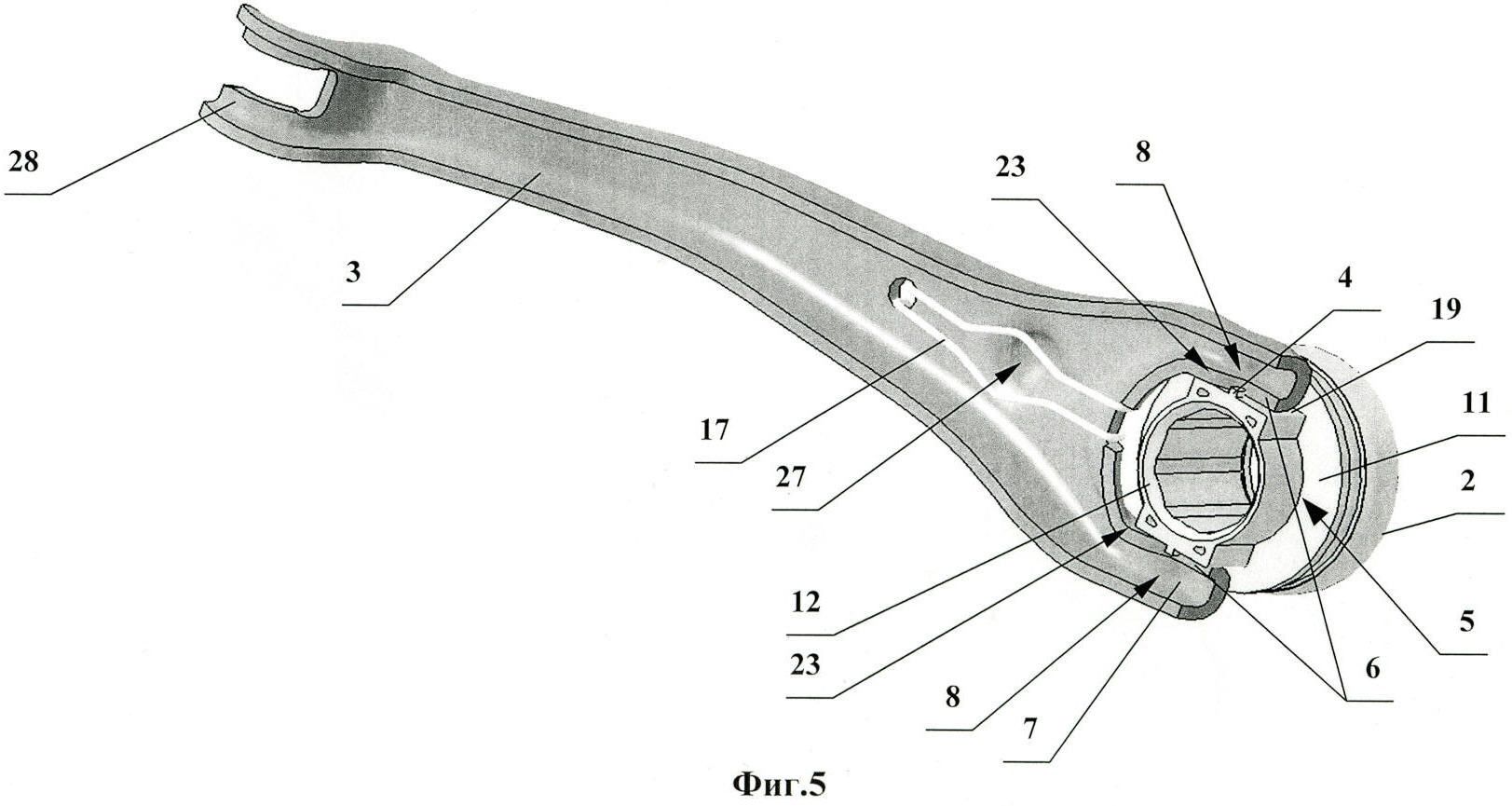
В другом частном случае, вилка 3 может быть выполнена в виде штампованной из листа металла детали, выемки 6 лапок 7 которой выполнены в виде сквозных вырезов в их отогнутых внутренних фланцах 23, образующих по наружным своим бокам внутренние (боковые) поверхности 18 лапок 7 (см. фиг.5).
В частном случае, высота «Н» каждого ограничивающего выступа 4 синтетической втулки 12 муфты 2 меньше ширины «В» образующей поверхности выемки 6 каждой лапки 7 вилки 3 (см. фиг.3).
Сборка соединения 1 муфты 2 выключения сцепления с вилкой 3 осуществляется следующим образом.
Берут в одну руку муфту 2 в сборе, а в другую руку - вилку 3. Затем вилку 3 носовыми участками 21 лапок 7 просовывают между фланцем 11 муфты 2 и ограничивающими выступами 4 невращающейся части 5 муфты 2, при этом вилку 3 поворачивают таким образом, что в конечном итоге между фланцем 11 муфты 2 и ограничивающими выступами 4 невращающейся части 5 муфты 2 оказываются расположены участки вилки 3 между образующими поверхностями ее выемок 6 и образующими поверхностями ее опорных выступов 10, а между внутренними поверхностями 18 лапок 7 вилки 3 оказывается синтетическая втулка 12 своими плоскими направляющими площадками 19. Далее соединенные таким образом муфту 2 и вилку 3 заводят в картер сцепления 24 (присоединенный к коробке передач 14, передняя стенка которого (картера сцепления 24) выполняет в данном случае функцию ее конструктивно неотъемлемой части - передней стенки 25 коробки передач), и насаживают муфту 2, а именно ее синтетической втулкой 12, на направляющую неподвижную втулку 15 входного вала 13 коробки передач 14, а вилку 3 просовывают в окно 26 картера сцепления 24 и устанавливают посадочным гнездом 27 на шарнир 16, в свою очередь установленный на коробке передач 14, а точнее на ее передней стенке 25. Затем свободный конец 28 вилки 3 соединяют с рабочим элементом (приводной трос или гидравлический рабочий цилиндр - не показано), который с некоторым заданным усилием постоянно поджимает лапки 7 вилки 3 к фланцу 11 муфты 2, которая при соединенной коробки переменных передач 14 и кожуха сцепления 24 с двигателем поджата внутренним кольцом 29 своего подшипника 30 к нажимной пружине сцепления (не показано).
За счет того, что толщина «Е» каждой лапки 7 вилки 3 в поперечном сечении, выполненной по любой нормали к образующей поверхности ее выемки 6, на участке между образующей поверхностью ее выемки 6 и образующей поверхностью ее опорного выступа 11, а также на носовом ее участке 21 по ширине «В» ее выемки 6 меньше кротчайших расстояний «L» от фланца 11 муфты 2 до ограничивающих выступов 4, - соединение муфты 2 с вилкой 3 (сборка) в заявляемом решении осуществляется просто, а это в свою очередь позволяет легко установить соединенные муфту 2 с вилкой 3 в сам узел и надежно удерживать муфту 2 при транспортировке узла (в целом коробку передач 14 с картером сцепления 24).
Работает соединение 1 муфты 2 выключения сцепления с вилкой 3 следующим образом.
При транспортировке коробки передач 14 с картером сцепления 24, вышеописанное соединение вилки 3 с муфтой 2 надежно удерживает муфту 2 от самопроизвольного схода (вылета) с направляющей неподвижной втулки 15 входного вала 13 коробки передач 14, где функцию удержания выполняют ограничивающие выступы 4 синтетической втулки 12 невращающейся части 5 муфты 2 и взаимодействующие с ними образующие поверхности выемок 6 лапок 7 вилки 3.
При эксплуатации коробки передач 14 с кожухом сцепления 24 вышеописанное соединение вилки 3 с муфтой 2 надежно удерживает невращающуюся часть 5 муфты 2 от поворота на направляющей неподвижной втулки 15 входного вала 13 коробки передач 14 и обеспечивает взаимно правильную ориентацию вилки 3 относительно муфты 2 (а именно относительно ее синтетической втулки 12), и наоборот - ориентации муфты 2 относительно вилки 3, где функцию взаимной ориентации муфты 2 и вилки 3 выполняют соответственно их имеющие возможность взаимодействовать плоские направляющие площадки 19 синтетической втулки 12 и внутренние поверхности 18 лапок 7 вилки 3.
За счет того, что между лапками 7 вилки 3 и плоскими направляющими площадками 19 синтетической втулки 12 муфты 2 организован минимальный зазор «S», и за счет того, что в заявляемом решении соединения вилка 3 взаимодействует непосредственно с синтетической втулкой 12 (без промежуточных деталей - скоб (как у прототипа)), что конструктивно позволяет увеличить ширину взаимодействующих (имеющих возможность взаимодействовать) поверхностей, т.е. позволяет увеличить ширину плоских направляющих площадок 19 синтетической втулки 12 и внутренних поверхностей 18 лапок 7 вилки 3, - сводятся до минимума перекосы муфты 2, а именно сводятся до минимума перекосы ее синтетической втулки 12 относительно направляющей неподвижной втулки 15 входного вала 13 коробки передач 14 и тем самым, как следствие, сводятся до минимума перекосы внутренних поверхностей 18 лапок 7 вилки 3 относительно плоских направляющих площадок 19 синтетической втулки 12 муфты 2 и сводится до минимума проворот опорных выступов 10 лапок 7 вилки 3 по фланцу 11 муфты 2, а также уменьшаются до минимума круговые перемещения синтетической втулки 12 муфты 2 относительно направляющей неподвижной втулки 15.
Таким образом, за счет выполнения ограничивающих выступов невращающейся части муфты за одно целое в виде единой детали с ее синтетической втулкой и расположения их на соответствующих диаметрально противоположно выполненных плоских направляющих площадках этой втулки, непосредственно с которыми и имеет возможность взаимодействовать вилка внутренними поверхностями своих лапок, между которыми и направляющими площадками синтетической втулки организован минимальный зазор, и за счет выполнения толщины каждой лапки вилки в поперечном сечении, выполненной по любой нормали к образующей поверхности ее выемки, на участке между образующей поверхностью ее выемки и образующей поверхностью ее опорного выступа, а также на носовом ее участке по ширине ее выемки меньше кротчайших расстояний от фланца муфты до ограничивающих выступов, технический результат, направленный на упрощение соединения муфты выключения сцепления с вилкой и как следствие облегчение сборки соединения, а также сведение до минимума перекосов муфты, а именно ее синтетической втулки относительно направляющей неподвижной втулки, в заявляемом техническом решении достигается.
Способ наладки и ремонта вытяжных штампов в межремонтном обслуживании
Способ вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей сложной формы
Способ монтажа двери на кузове легкового автомобиля
Способ химико-термической обработки стальных изделий
Способ вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Штамп для вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Способ вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Штамп для вытяжки деталей сложной формы
Поворотное устройство автоматической линии
Способ наладки и ремонта вытяжных штампов в межремонтном обслуживании
Способ вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей сложной формы
Способ монтажа двери на кузове легкового автомобиля
Способ химико-термической обработки стальных изделий
Способ вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Штамп для вытяжки сложной крупногабаритной детали с пневмосъемниками в матрице (варианты)
Способ вытяжки сложного крупногабаритного полуфабриката из листовой заготовки на прессе (варианты)
Штамп для вытяжки деталей сложной формы
Устройство для сборки базовой детали с деталью-осью

