Результат интеллектуальной деятельности: СПОСОБ СБОРКИ РОТОРОВ ПАРОВОЙ ТУРБИНЫ С ПРИНУДИТЕЛЬНЫМ ЦЕНТРИРОВАНИЕМ ПОЛУМУФТ
Вид РИД
Изобретение
Область использования
Изобретение относится к области теплоэнергетики и может быть использовано при сборке роторов многоопорного водопровода паровой турбины для попеременного сезонного перевода ее с летнего конденсационного режима на зимний режим работы с противодавлением и обратно.
Уровень техники
Обычно при сборке роторов штатный болт вводят с зазором 0,02-0,03 мм в совмещенные крепежные отверстия полумуфт. При повторной послеремонтной сборке роторов полумуфты несколько смещаются относительно друг друга, крепежные отверстия в них полностью не совмещаются и штатный болт уже не может поместиться в образовавшееся итоговое отверстие с меньшим проходным сечением. Для решения этой проблемы при повторной сборке после ремонта, как правило, временно применяют крепежные болты уменьшенного по сравнению со штатными болтами диаметра с последующей расточкой несовместившихся пар отверстий под штатные болты. В результате суммарный люфт болта в отверстии может достигать 0,04-0,06 мм, что существенно снижает надежность такого соединения.
Известен способ сборки роторов многоопорного валопровода паровой турбины с цилиндрами высокого, среднего и низкого давления (ЦВД, ЦСД, ЦНД), включающий легкосъемное плотное соединение полумуфт смежных роторов с индивидуальной подгонкой и запрессовкой в совмещаемые при стыковке полумуфт крепежные отверстия промежуточных втулок под специально предназначенные для легкосъемного плотного соединения болты, каждый из которых имеет резьбовые хвостовики для навинчивания гаек, причем указанную запрессовку осуществляют в процессе контролируемой вытяжки каждого из указанных специально предназначенных для легкосъемного плотного соединения болтов перед навинчиванием гаек на его резьбовые хвостовики (RU 43929, F16B 5/02, 2005 - ближайший аналог). Такой способ облегчает совмещение отверстий роторов при их повторной сборке после ремонта и сводит к минимуму остаточную расцентровку. Однако при зимнем переходе турбоагрегата на режим противодавления с демонтажем облопаченного ротора ЦНД и установкой вместо него необлопаченного фальшротора необходимо каждый раз выполнять указанные выше операции сборки. При этих условиях применение как штатного крепежа, так и крепежных средств в соответствии с ближайшим аналогом не дает возможности собрать муфтовые соединения без последующих райберовок и замены крепежных элементов. Это объясняется тем, что при обработке в полумуфтах заменяемого облопаченного ротора и необлопаченного фальшротора отверстий, встречных по отношению к одной и той же полумуфте смежного незаменяемого облопаченного ротора (ротора ЦСД), в каждом из указанных двух случаев стыковки возникает своя система случайных расцентровок осей сопрягаемых крепежных отверстий. Повторная сборка незаменяемого облопаченного ротора ЦСД то с облопаченным, то с необлопаченным ротором (фальшротором) ЦНД увеличивает случайную погрешность расцентровки совмещаемых отверстий их полумуфт.
Раскрытие изобретения
Задачей изобретения является повышение надежности муфтового соединения при периодической замене облопаченного ротора ЦНД на необлопаченный фальшротор, а достигаемым техническим результатом - существенное уменьшение при такой замене расцентровки встречных крепежных отверстий полумуфт стыкуемых роторов.
Указанные задача и технический результат обеспечиваются тем, что при осуществлении способа сборки роторов многоопорного валопровода паровой турбины с ЦВД, ЦСД и ЦНД, включающего легкосъемное плотное соединение полумуфт смежных роторов с индивидуальной подгонкой и запрессовкой в совмещаемые при стыковке полумуфт крепежные отверстия промежуточных втулок под специально предназначенные для легкосъемного плотного соединения болты, каждый из которых имеет резьбовые хвостовики для навинчивания гаек, причем указанную запрессовку осуществляют в процессе контролируемой вытяжки каждого из указанных специально предназначенных для легкосъемного плотного соединения болтов перед навинчиванием гаек на его резьбовые хвостовики, согласно изобретению совмещение крепежных отверстий полумуфты ротора ЦСД со встречными отверстиями полумуфты облопаченного ротора ЦНД производят для одной половины крепежных отверстий соответствующих полумуфт таким образом, что совмещенные крепежные отверстия расположены по окружности соответствующих полумуфт через одно отверстие, и в указанные совмещенные крепежные отверстия вводят индивидуальный комплект промежуточных втулок, а также специально предназначенные для легкосъемного плотного соединения болты, а другую половину крепежных отверстий полумуфты ротора ЦСД совмещают со встречными крепежными отверстиями полумуфты необлопаченного фальшротора ЦНД при сезонной замене им облопаченного ротора того же цилиндра, и в эти совмещенные крепежные отверстия вводят другой индивидуальный комплект промежуточных втулок и указанные специально предназначенные для легкосъемного плотного соединения болты, в оставшиеся же встречные крепежные отверстия полумуфт в обоих указанных случаях сезонной замены роторов ЦНД устанавливают с допустимым зазором болты, не предназначенные для легкосъемного плотного соединения. При этом в каждой промежуточной втулке после индивидуальной подгонки ее наружного диаметра под конкретную пару совмещаемых отверстий полумуфт перед запрессовкой ее в указанные отверстия предпочтительно выполняют продольный разрез по одной из образующих.
Краткое описание чертежей
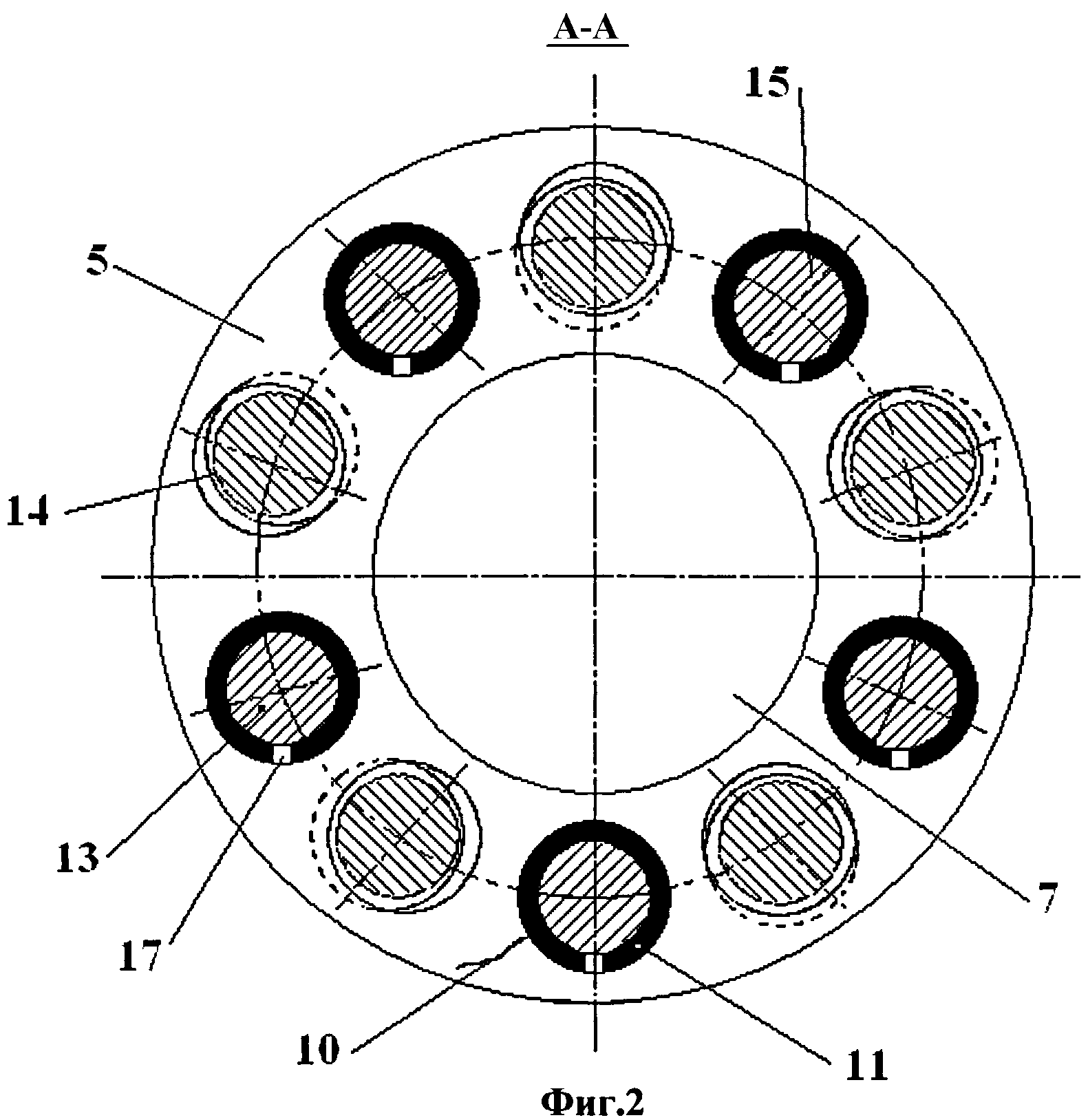
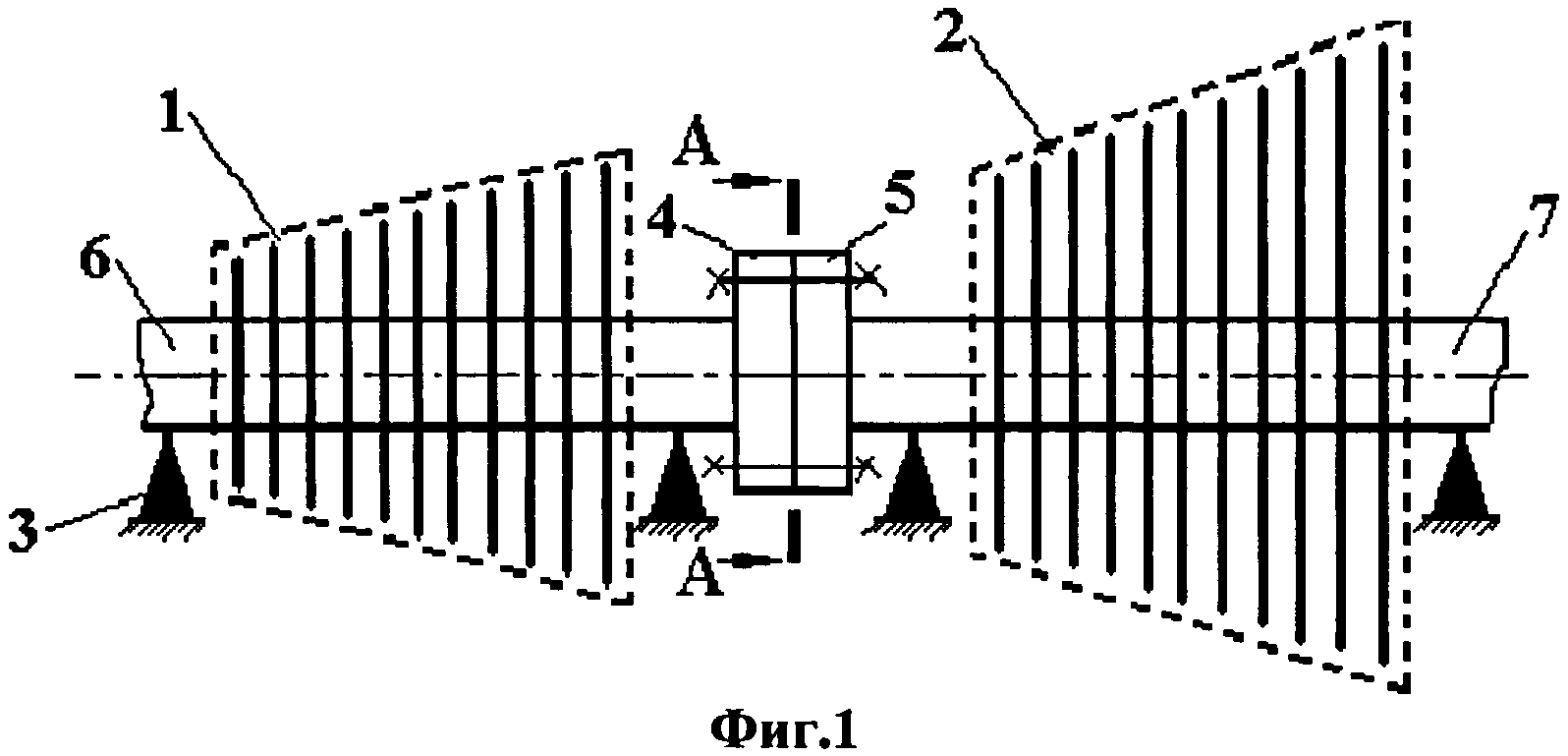
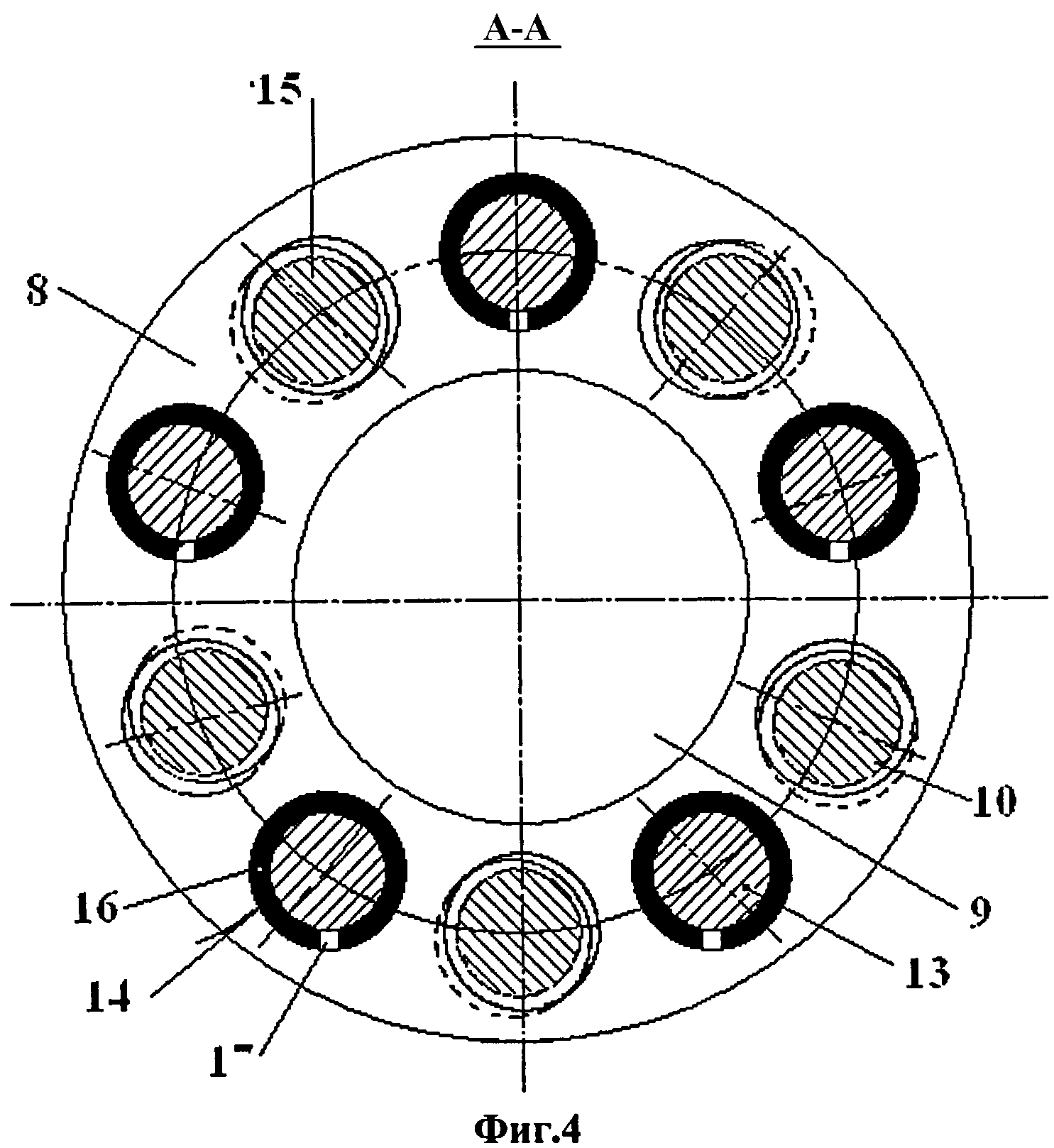
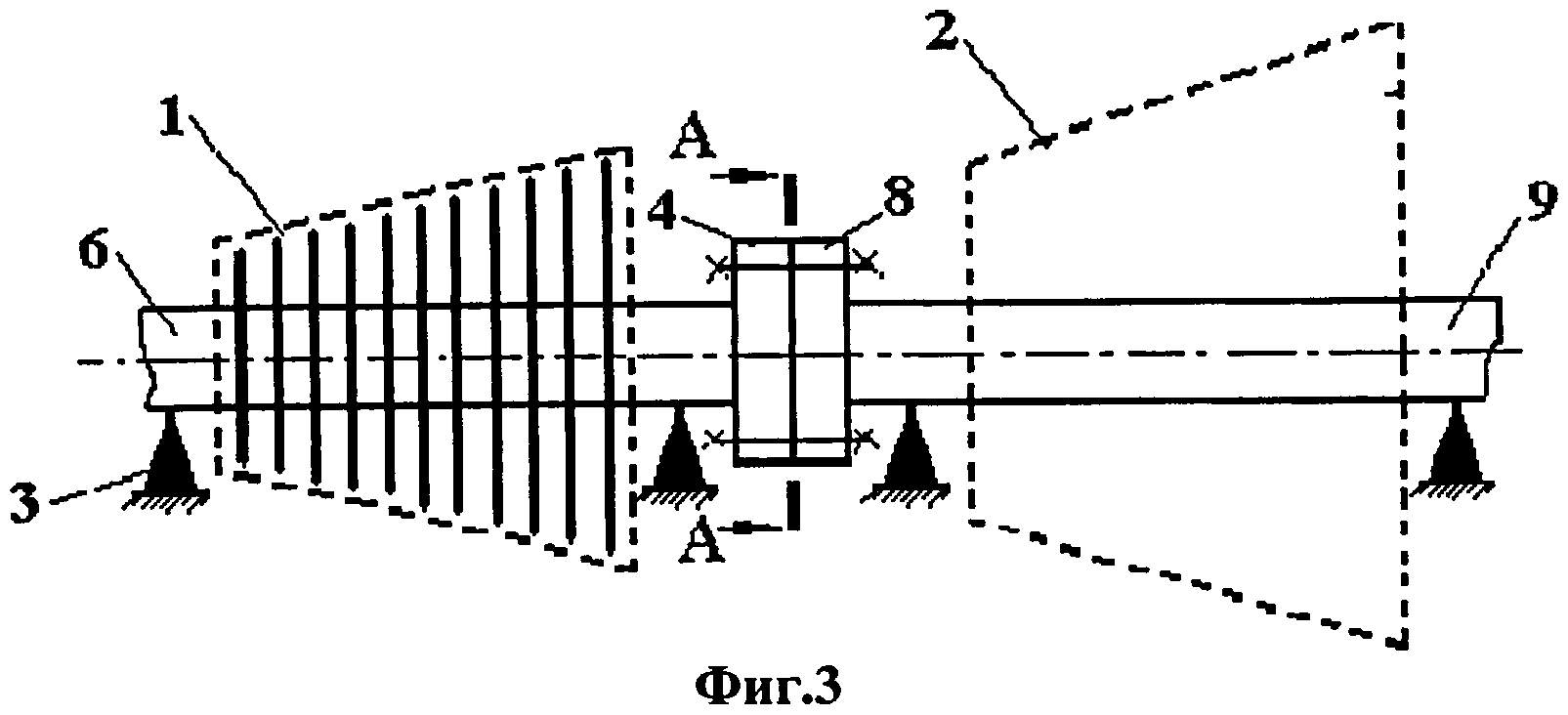
На фиг.1 схематически изображены в продольном разрезе ЦСД и ЦНД паровой турбины с расположенным в них валопроводом из двух облопаченных роторов, соединенных муфтой; на фиг.2 - вид по А-А фиг.1 на полумуфту при соединении роторов в соответствии с фиг.1; на фиг.3 - ЦСД и ЦНД паровой турбины в продольном разрезе с расположенным в них валопроводом из соединенных муфтой облопаченного ротора ЦСД и необлопаченного фальшротора ЦНД; на фиг.4 - вид по А-А фиг.3 на полумуфту при соединении роторов в соответствии с фиг.3.
Пример осуществления способа
В изображенном на фиг.1-4 примере в ЦСД 1 и ЦНД 2 паровой турбины на опорах 3 установлен валопровод из соединенных полумуфтами 4, 5 облопаченного ротора 6 ЦСД 1 и облопаченного ротора 7 ЦНД 2 (фиг.1, 2) или соединенных полумуфтами 4, 8 облопаченного ротора 6 ЦСД 1 и необлопаченного фальшротора 9 ЦНД (фиг.3, 4). При сборке двух облопаченных роторов 6, 7 (фиг.1, 2) осуществляют легкосъемное плотное болтовое соединение полумуфт 4, 5 с индивидуальной подгонкой и запрессовкой в расположенные по окружности через одно отверстие совмещенные встречные крепежные отверстия 10 индивидуального комплекта промежуточных втулок 11 и специально предназначенных для легкосъемного плотного соединения болтов 13 с контролируемой вытяжкой при запрессовке указанных втулок каждого из указанных болтов 13 перед навинчиванием гаек на его резьбовые хвостовики (на чертеже не показаны). В остальные, не полностью совмещенные встречные отверстия 14 с допустимым кольцевым зазором вводят болты 15 соответственно меньшего диаметра, не предназначенные для легкосъемного плотного соединения (работающие только на растяжение). При сборке облопаченного ротора 6 ЦСД с необлопаченным фальшротором 9 ЦНД (фиг.3, 4) осуществляют легкосъемное плотное болтовое соединение полумуфт 4, 8 с индивидуальной подгонкой и запрессовкой в расположенные по окружности через одно полностью совмещенные встречные крепежные отверстия 14 другого индивидуального комплекта промежуточных втулок 16 и тех же, что и в первом случае стыковки, специально предназначенных для легкосъемного соединения болтов 13. В остальные, не полностью совмещенные в этом случае встречные крепежные отверстия 10 так же, как в первом случае стыковки, вводят с допустимым кольцевым зазором болты 15 соответственно меньшего диаметра, не предназначенные для легкосъемного плотного соединения. При этом для обеспечения принудительной центровки отверстий стыкуемых полумуфт каждая промежуточная втулка 11, 16 изготавливается по диаметру с избыточным припуском, выбираемым по месту индивидуально в соответствии с диаметром конкретной пары встречных отверстий 10 или 14 соответственно полумуфт 4, 5 и 4, 8. После индивидуальной подгонки наружного диаметра каждой указанной промежуточной втулки 11 или 16 перед ее запрессовкой в ответную пару крепежных отверстий предпочтительно выполняют продольный разрез 17 по одной из ее образующих, что также облегчает принудительную центровку указанных отверстий. Мероприятия по райберовке и хонингованию крепежных отверстий 10, 14 в полумуфтах 4, 5, 8 осуществляют только при первой сборке соответствующих роторов. При дальнейших сборках-разборках работы по замене крепежа и расточке крепежных отверстий муфтовых соединений исключаются.
Способ оценки остаточного ресурса полой металлической детали, работавшей в условиях ползучести при высоких температуре и давлении рабочей среды
Способ управления работой модуля малотоксичной камеры сгорания газотурбинного двигателя
Способ определения жаростойкости аустенитных сталей
Способ консервации парового котла паросиловой установки воздухом
Устройство отбора проб пыли из тракта запыленного газового потока
Магнитный ферритометр для определения эквивалентной температуры эксплуатации наружной поверхности пароперегревательных труб из аустенитных сталей при остановленном котле
Катализатор для получения углеродных нанотрубок из метансодержащих газов
Камера сгорания предварительного смешения газотурбинной установки
Способ получения генераторного газа из твердого топлива в слоевом газогенераторе, обеспечивающий при сжигании газа уменьшение выбросов оксидов азота
Твердый сорбент сероводорода на основе оксидных соединений марганца
Способ оценки остаточного ресурса полой металлической детали, работавшей в условиях ползучести при высоких температуре и давлении рабочей среды
Способ управления работой модуля малотоксичной камеры сгорания газотурбинного двигателя
Способ определения жаростойкости аустенитных сталей
Система автоматического контроля состояния фундаментов опор турбоагрегата

