Результат интеллектуальной деятельности: СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ
Вид РИД
Изобретение
Изобретение относится к металлургии и может быть использовано при изготовлении сварных труб различного назначения, обладающих повышенной хладостойкостью и стойкостью к водородному охрупчиванию в сероводородсодержащих средах.
Данный способ преимущественно применим для мало-, среднеуглеродистых и низколегированных сталей.
Известен способ термической обработки [1], который включает в себя нагрев труб до температуры (Ас3+20÷50°C), трехступенчатое охлаждение труб с различной скоростью и отпуск с определенной выдержкой. Данный способ не гарантирует равномерных свойств металла сварного шва и тела трубы.
Известен также способ термической обработки сварных труб, включающий нормализацию сварного шва, после которой производят неполную закалку и отпуск [2]. Однако при такой обработке сохраняется структурная неоднородность зоны шва и остальной части периметра. В результате после термической обработки сохраняется анизотропия свойств, трубы обладают низкой хладостойкостью и низкой стойкостью к водородному охрупчиванию в сероводородсодержащей среде.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ термической обработки трубных изделий из конструкционных сталей, включающий первый нагрев до температуры [Ас3÷(Ас3+50°C)], охлаждение в воде, второй нагрев в межкритический интервал температур (Ac1÷Ас3), охлаждение в воде и высокий отпуск с нагревом до (550°C÷Ac1) и последующим охлаждением на воздухе [3].
Этот способ повышает хладостойкость и стойкость к водородному охрупчиванию в сероводородсодержащей среде как сварного соединения по линии сплавления, так и основного металла труб. Свойства сварного соединения и основного металла максимально выравниваются. Однако для реализации данного способа необходимо дважды подвергать трубы объемному нагреву в печах, что приводит к повышенному расходу теплоносителей, потерям металла за счет окалинообразования, ухудшению геометрии труб. Данный способ характеризуется большими энергетическими и временными затратами.
Технической задачей изобретения является разработка способа термической обработки сварных газонефтепроводных труб, обеспечивающего снижение энергетических и временных затрат на их производство, наряду с сохранением хладостойкости и стойкости к водородному охрупчиванию труб.
Технический результат достигается за счет того, что в способе термической обработки труб, включающем первый нагрев выше Ас3 и охлаждение, второй нагрев до температуры (Ac1÷Ас3), охлаждение в воде и высокий отпуск с нагревом под отпуск до (500°C÷Ac1) и последующее охлаждение на воздухе, первый нагрев ведут до температуры [(Ас3+α×V1/2)÷(Ас3+α×V1/2+50°C)] только сварного шва и околошовной зоны, второй нагрев всей трубы производят до температуры не ниже Ac1.
Ac1 - есть нижняя критическая точка, соответствующая превращению перлита в аустенит.
Ас3 - есть верхняя критическая точка, соответствующая концу растворения феррита в аустените.
V - есть средняя скорость нагрева металла сварного шва и околошовной зоны в области фазовых превращений, измеряемая в °C/с,
α - постоянный коэффициент, равный, в зависимости от марки стали, 10,0÷15,0(°C*c)1/2.
Необходимость учета скорости нагрева при скоростном нагреве, который имеет место в случае локального индукционного нагрева зоны шва, связана с ограниченным временем нагрева, которого может оказаться недостаточным для завершения фазовых превращений. Полнота или степень превращений кроме конечной температуры нагрева определяется временем пребывания стали в области температур фазовых превращений - суммарным временем аустенитизации. При увеличении скорости нагрева температура окончания превращения должна сдвигаться в область более высоких температур.
При первом нагреве сварного шва и околошовной зоны до температуры [(Ас3+α×V1/2)÷(Ас3+α×V1/2+50°C)] зерно в районе шва в результате фазовой перекристаллизации измельчается, а после охлаждения зоны нагрева структура шва состоит из дисперсных продуктов промежуточного распада аустенита. При повторном нагреве труб при температуре (Ac1÷Ас3) происходит дополнительное измельчение аустенитного зерна. После охлаждения в воде образуется мартенсит, а последующий отпуск приводит к образованию однородной дисперсной структуры. Кроме того, в результате значительного повышения удельной поверхности межзеренных границ происходит снижение концентрации вредных примесей по границе аустенита. Все это приводит к формированию благоприятного структурного состояния с точки зрения сопротивления хрупкому разрушению и коррозионной повреждаемости.
Предлагаемый способ термической обработки сварных труб осуществляется следующим образом.
На первом этапе термообработки нагревают, а затем охлаждают только сварной шов и околошовную зону, с целью задания им определенных физических и механических свойств. Нагрев сварного шва и околошовной зоны производят токами высокой частоты на установке локальной термической обработки сварного шва при температуре [(Ас3+α×V1/2)÷(Ас3+α×V1/2+50°C)] непосредственно в линии трубоэлектросварочного стана.
После первого нагрева охлаждение сварного шва производят за счет охлаждения водой, подаваемой на шов из спрейера с последующим отпуском сварного шва на установке локальной термической обработки при температуре (500°C÷Ac1) и охлаждением на воздухе.
Для выравнивания механических свойств сварного шва и материала трубы, а также снятия термических напряжений производят второй нагрев труб в межкритический интервал температур (Ac1÷Ас3) с последующим охлаждением водой, высоким отпуском при температуре (500°C÷Ac1) и охлаждением на воздухе.
Возможно использование заявляемого способа, когда второй нагрев труб осуществляют до температуры [Ас3÷(Ас3+50°C)], с последующим охлаждением водой и высоким отпуском при температуре (500°C÷Ac1) и охлаждением на воздухе.
Заявляемый технический результат также обеспечивается, если после первого нагрева охлаждение осуществляют за счет отвода тепла в холодное тело трубы и охлаждения на воздухе.
Предлагаемый способ термической обработки прошел опытное опробование в трубоэлектросварочных цехах ОАО «Выксунский металлургический завод».
Электросварные трубы размером 273×10 мм из стали 13ХФА с содержанием углерода 0,12%, марганца 0,56%, кремния 0,34%, серы 0,002%, фосфора 0,007% и ванадия 0,045% сваривались на скорости Vсварки=0,45 м/с. Сварной шов и околошовная зона труб проходили локальную термическую обработку с нагревом двумя индукторами, длина каждого из которых L=2 м. Второй индуктор нагревал шов с 700 до 1000°C. Соответственно скорость нагрева шва, определяемая по формуле V=(ΔТ*Vсварки)/L, равнялась 67,5°C/с. Температура Ас3 для данной марки стали по литературным данным равна 890°C. Величина α=13 (°С*с)1/2. Температура локальной термической обработки была выбрана равной 890+13*(67,5)1/2=995°C. После нагрева сварной шов и околошовная зона охлаждались в спрейере, а затем нагревались в отпускной секции установки индукционного нагрева до температуры 700°C и охлаждались на воздухе.
После локальной термической обработки трубы прошли нагрев в печи с шагающими балками при температуре 910°C и отпуск при температуре 600°C.
Сущность изобретения поясняется следующими диаграммами, где
на фиг.1 представлены кривые хладостойкости основного металла и сварного соединения труб;
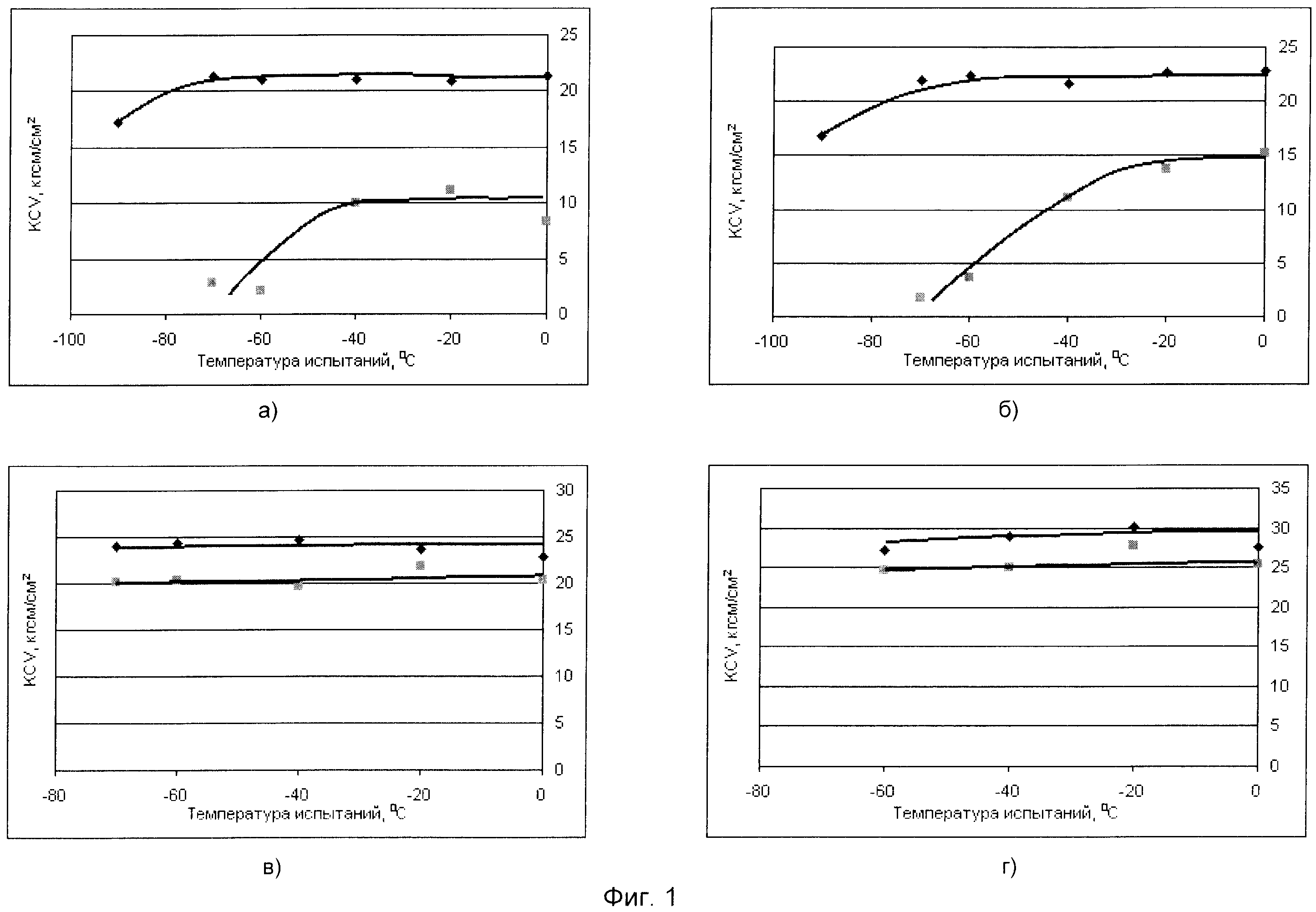
на фиг.2 представлены кривые хладостойкости основного металла и сварного соединения труб из стали 22ГЮ, термообработанной по предлагаемому изобретению.
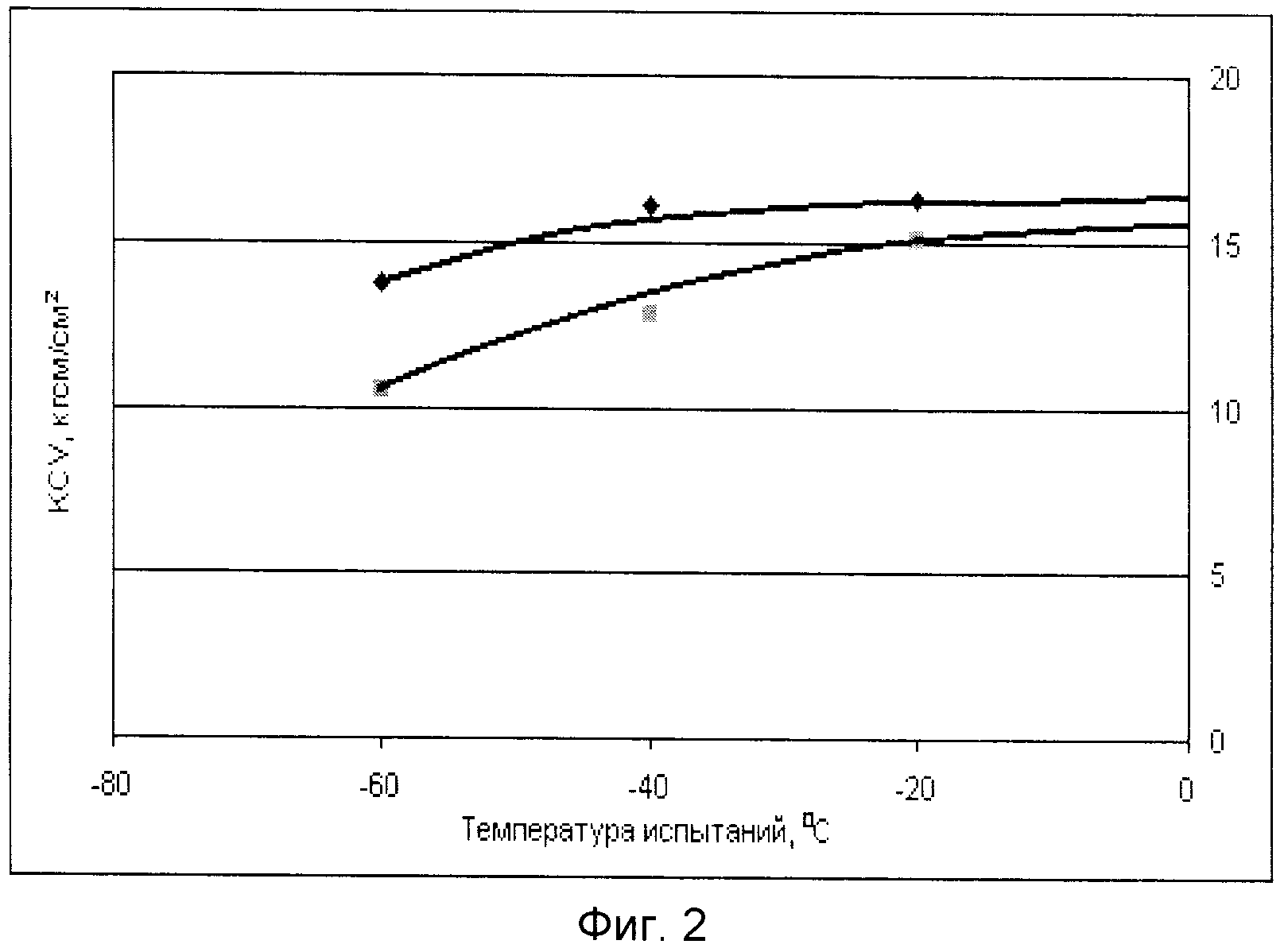
Результаты испытаний основного металла и сварного соединения труб на ударный изгиб на поперечных образцах Шарли приведены на фиг.1, где представлены кривые:
а) - после локальной термической обработки;
б) - после закалки и отпуска;
в) - после термической обработки в соответствии с прототипом - первой закалки с нагревом до 900°C, второй закалки с нагревом до 780°C и отпуска при температуре 550°C;
г) - после термической обработки по предлагаемому изобретению - нагреву сварного шва и околошовной зоны до температуры 1000°C, охлаждению в спрейере и отпуску при 700°C, закалки всей трубы после нагрева до 900°C и отпуска при 600°C.
Верхние кривые на фиг.1 а), б), в) и г) относятся к основному металлу, нижние к сварному шву.
На фиг.1а) и б) видно, что после локальной термической обработки сварного шва и околошовной зоны и после закалки и отпуска труб ударная вязкость и хладостойкость сварного шва существенно ниже аналогичных характеристик основного металла.
При термической обработке в соответствии с прототипом (фиг.1в) значения ударной вязкости основного металла и сварного шва становятся максимально близкими. Такой же результат достигается и при термической обработке по предлагаемому изобретению (фиг.1г).
Испытания на водородное растрескивание проводились по стандартной испытательной методике NACE 0284-2003.
Среднее значение длины CLR и толщины CTR трещин в основном металле труб с локальной термообработкой сварного шва и околошовной зоны равны соответственно 1,4 и 0,1. В сварном соединении трещин не выявлено. Трещин также не выявлено в трубах, прошедших закалку и отпуск, а также в трубах прошедших термообработку в соответствии с прототипом и термообработку по предлагаемому изобретению в соответствии с пп.1 и 2 Формулы.
Трубы диаметром 178 мм из стали 22ГЮ с содержанием углерода 0,21%, марганца 0,56%, кремния 0,22%, серы 0,006%, фосфора 0,01% сваривались на скорости 0,5 м/с. Сварной шов и околошовная зона труб проходили локальную термическую обработку с нагревом пятью индукторами. Нагрев шва с 700 до 900°C производился тремя индукторами общей длиной L=4 м. Соответственно скорость нагрева шва, определенная по формуле V=(ΔТ*Vсварки)/L равнялась 25°C/с. Температура Ас3 для данной марки стали по литературным данным равна 840°C. Температура локальной термической обработки была выбрана равной 840+13*(25)1/2=905°C. После локального нагрева шва и околошовной зоны до 905°C охлаждение шва происходило за счет отвода тепла в холодное тело трубы и охлаждения на воздухе.
После локальной термической обработки трубы прошли нагрев в печи с шагающими балками при температуре 910°С и отпуск при температуре 540°C.
Результаты испытаний хладостойкости труб из стали 22ГЮ приведены на фиг.2, где верхняя кривая относится к основному металлу, нижняя к сварному шву.
Из фиг.2 видно, что при термообработке по предлагаемому изобретению ударная вязкость и хладостойкость сварного шва максимально близка к ударной вязкости и хладостойкости основного металла.
Результаты испытаний хладостойкости на поперечных ударных образцах Шарпи и испытаний на водородное растрескивание полученные на трубах, термообработанных по предлагаемому изобретению показывают, что свойства труб после такой термообработки, аналогичны свойствам, получаемым при термообработке по прототипу как для сварного шва, так и для основного металла. Наряду с этим предлагаемый способ исключает повторный нагрев всей трубы для проведения второй закалки, что снижает энергетические и временные затраты на их производство, обеспечивает технологичность процесса, снижает потери металла на окалинообразование, сохраняет точность геометрии труб.
Изобретение может быть промышленно использовано в производстве электросварных труб нефтегазового сортамента хладостойких или/и стойких к водородному охрупчиванию.
Источники информации
1. Патент РФ 2230802 С1, кл. C21D 9/08, 2003.
2. Авторское свидетельство СССР №461955, кл. C21D 9/08, 1975.
3. Патент РФ 2096495 С1, кл. C21D 9/08, 1996.
Железнодорожное колесо
Сталь повышенной коррозионной стойкости и электросварные трубы, выполненные из нее
Способ горячей винтовой раскатки гильз и технологический инструмент для его осуществления
Железнодорожное колесо
Железнодорожное колесо
Сталь повышенной коррозионной стойкости и электросварные трубы, выполненные из нее
Способ горячей винтовой раскатки гильз и технологический инструмент для его осуществления
Способ управления процессом высокочастотной сварки труб и устройство для его осуществления

