Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ
Вид РИД
Изобретение
Изобретение относится к холодной обработке металлов давлением и может быть использовано при изготовлении деталей типа шаровых пальцев.
Известен способ изготовления шаровых пальцев, включающий прямое выдавливание хвостовика, формообразование конуса и высадку головки, при этом формообразование конуса осуществляют в две стадии: при относительной длине конуса  , при выдавливании хвостовика выдавливают участок конуса длиной не более 0,85 его большего диаметра и затем редуцированием получают оставшуюся часть конуса (Авторское свидетельство СССР №893386, кл. В21К 1/00).
, при выдавливании хвостовика выдавливают участок конуса длиной не более 0,85 его большего диаметра и затем редуцированием получают оставшуюся часть конуса (Авторское свидетельство СССР №893386, кл. В21К 1/00).
Известный способ изготовления имеет следующие недостатки:
- низкая стойкость инструмента при прямом выдавливании хвостовика и участка конуса в связи с высокими удельными нагрузками на инструмент;
- низкое качество шарового пальца, так как при получении редуцированием оставшейся части конуса в связи с большой площадью поверхности конуса возникает контактное трение, препятствующее деформированию;
- потеря устойчивости заготовки при высадке относительно большой шаровой головки за два перехода.
Известен способ изготовления шаровых пальцев, включающий отрезку цилиндрической заготовки, предварительную штамповку прямым выдавливанием цилиндрического хвостовика, конического участка и соединяющей их фаски, а также окончательную штамповку, при которой высаживают шаровую головку и одновременно формообразуют коническую часть изделия. В процессе предварительной штамповки конический участок выдавливают длиной не более 1,2 диаметра его большего основания, равного диаметру исходной заготовки и диаметру большего основания конической части готового изделия, с тем же углом наклона образующей, что и у конической части готового изделия. (Авторское свидетельство СССР №1252010, кл. В21К 1/00).
Данный способ имеет ряд недостатков:
- низкую стойкость инструмента при прямом выдавливании цилиндрического хвостовика, конического участка и соединяющей их фаски с заданной длиной конуса  в связи с высокими удельными нагрузками;
в связи с высокими удельными нагрузками;
- потерю устойчивости заготовки при высадке относительно большой шаровой головки за два перехода.
Наиболее близким к предлагаемому является способ изготовления шаровых пальцев, включающий отрезку заготовки, первую предварительную высадку головки и предварительное редуцирование стержня, вторую предварительную высадку головки и окончательное редуцирование стержня с окончательным оформлением конуса, окончательную высадку шаровой головки, при этом на стадии предварительного редуцирования стержня производят предварительное формирование конуса на части стержня, примыкающей к подголовной цилиндрической части, с углом, равным углу оформленного конуса (Патент РФ №2095185, кл. В21К 1/46).
Недостатками данного способа являются
- низкое качество формирования конуса при его относительной длине
 , так как формированию конуса на стадии предварительного редуцирования стержня препятствует контактное трение, возникающее из-за большой площади поверхности деформируемого конуса при его относительной длине
, так как формированию конуса на стадии предварительного редуцирования стержня препятствует контактное трение, возникающее из-за большой площади поверхности деформируемого конуса при его относительной длине

- не решена проблема стойкости инструмента на позиции формирования конуса.
Задачей изобретения является повышение качества готовых деталей, возможность высадки относительно большой шаровой головки, повышение стойкости инструмента при высадке шаровых пальцев с относительно длинным конусом

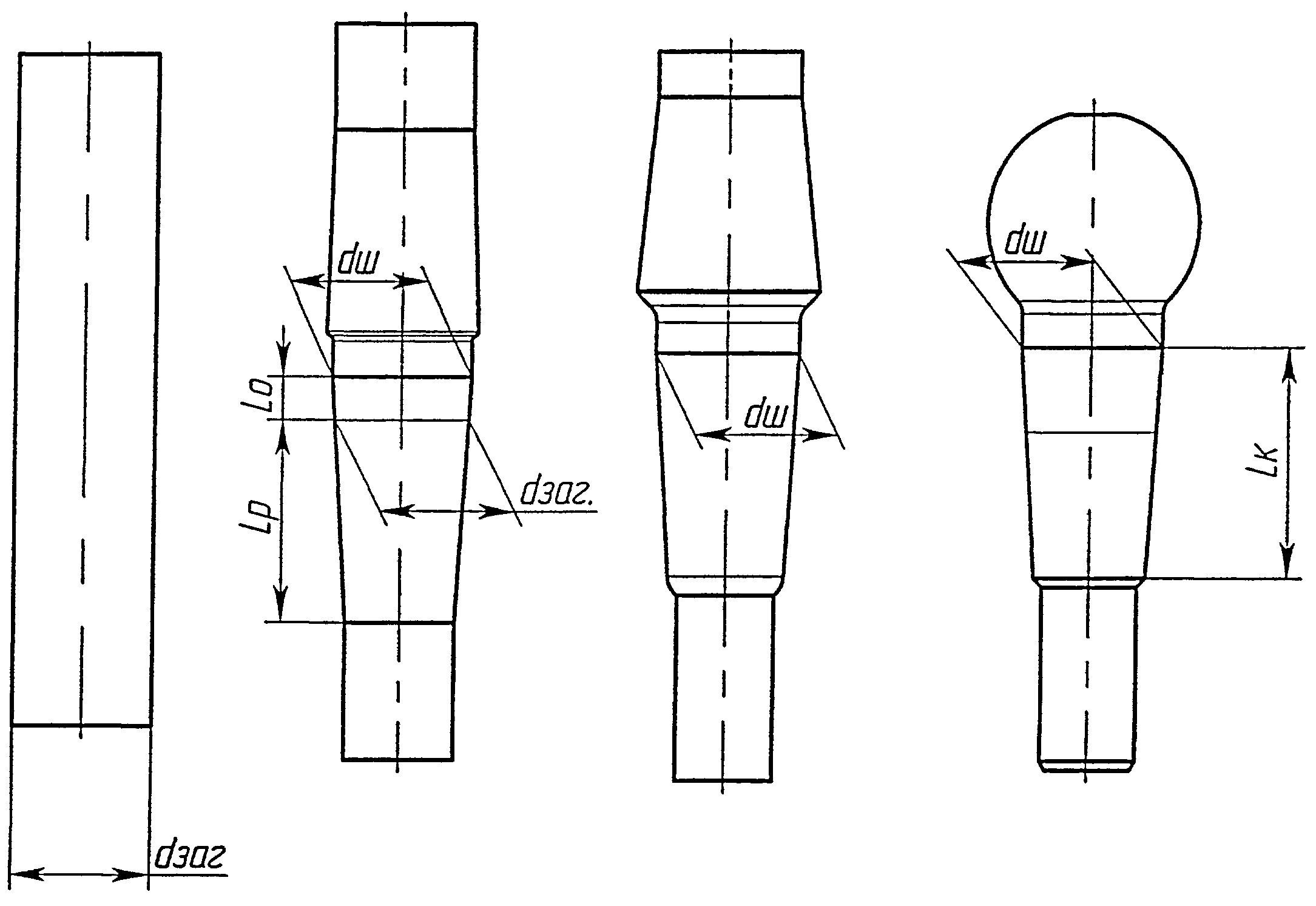
Поставленная задача решена тем, что в способе изготовления шаровых пальцев, включающем отрезку заготовки, первую предварительную высадку головки, совместную с предварительным редуцированием стержня и формированием конуса на части стержня, примыкающей к подголовной цилиндрической части, с углом, равным углу окончательно оформленного конуса, вторую предварительную высадку головки и окончательное редуцирование стержня с оформлением конуса, окончательную высадку шаровой головки, согласно изобретению в процессе предварительного редуцирования стержня формируют редуцированием конический участок длиной Lp≤dш совместно с осадкой конического участка длиной Lo≤dш, а диаметр заготовки выбирается из соотношения dзaг=(0,8…0,95)dш, где dш - диаметр части стержня, примыкающей к шаровой головке.
Сущность предлагаемого изобретения и его отличия от известных прототипов поясняется чертежом, где показан предлагаемый способ изготовления шаровых пальцев по переходам технологического процесса.
Способ изготовления осуществляется следующим образом: от прутка или бунта отрезают заготовку. На первой позиции осуществляют первую предварительную высадку головки, предварительное редуцирование стержня и формирование конуса на части стержня, примыкающей к подголовной цилиндрической части, с углом, равным углу окончательно оформленного конуса, при этом в процессе предварительного редуцирования стержня формируют редуцированием конический участок длиной Lp совместно с осадкой конического участка длиной Lo, а диаметр заготовки выбирается из соотношения dзaг=(0,8…0,95)dш, где dш - диаметр части стержня, примыкающей к шаровой головке. На второй позиции осуществляют вторую предварительную высадку головки и окончательное редуцирование стержня с оформлением конуса. На третьей формообразующей позиции производят окончательную высадку шаровой головки.
Использование данного способа позволит изготавливать шаровые пальцы с относительно большой головкой, значительно повысить стойкость инструмента при высадке шаровых пальцев с относительно длинным конусом
 и улучшить качество готовых деталей.
и улучшить качество готовых деталей.
Способ сборки наконечников гибких шлангов
Матрица для высадки многогранных деталей
Матрица для высадки многогранных деталей
Матрица для высадки деталей сложного профиля
Способ безоблойной высадки клеммных болтов для рельсовых скреплений

