Результат интеллектуальной деятельности: ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ
Вид РИД
Изобретение
Изобретение относится к электрометаллургии стали и может быть использовано при переработке металлосодержащих отходов (металлошлаковой стружки, металлизованных окатышей, кусков металла, шлаков с корольками металлов и т.д.) в печах [1, 2] электрошлакового переплава (ЭШП).
Известны печи электрошлакового переплава [3с 227, рис.8-1], в которых сущность процесса заключается в следующем. Расходуемый электрод (поз.1 на рис.8-1) из переплавляемого металла погружается в слой жидкого электропроводящего шлака (2), размещенный в водоохлаждаемом металлическом кристаллизаторе (3), к которому примыкает водоохлаждаемый поддон (4). Электрический ток, проходящий по электроду (1) и шлаку (2), поддерживает последний в расплавленном состоянии. Часть тепла, выделяемого в шлаковой ванне, передается электроду, торец которого оплавляется. Использование печи на основе данного метода [1,3] электрошлакового переплава (ЭШП) для переработки отходов (стружки, окатышей и др.) не является технологически и экономически эффективным из-за значительных потерь [2] и затрат тепла на расплавление электрода.
В целях снижения тепловых потерь в системе электрод-шлак-кристаллизатор применяют схему ЭШП [1] с.58, при которой шлаковая ванна размещается в футерованной огнеупорами емкости, установленной над водоохлаждаемым медным кристаллизатором. Известна работа [1, рис.26, с.60] по выплавке стальных слитков методом дугового шлакового переплава (ДШП). В печи поэтому методу, в отличие от печей ЭШП [2, 3] используется устойчивый дуговой разряд (электрическая дуга) между торцом расходуемого электрода и поверхностью жидкого металла. Промышленной проверкой установлено [1, с.60], что печь непрерывного действия по методу ДШП может дать непрерывную заготовку металла, не уступающую таковой при выплавке [1, 2] по методу ЭШП со значительно меньшими (в 1,5-2 раза) энергетическими затратами.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является печь ЭШП по методу электрошлакового переплава [4] металлической стружки (рис.2, с.29), включающая бункер (1), весовой дозатор (2), воронку (4), электрод (5), источник питания (6), тиристорный регулятор тока (7) и водоохлаждаемый кристаллизатор (8). Данная конструкция печи ЭШП [1, 4] предусматривает схему плавки стружки, мелких кусков металла [4 рис.2, с.29] или других металлоотходов при помощи дозирующего устройства (2) с использованием для подогрева шлака с помощью расходуемого металлического и нерасходуемого графитизированного электрода, например графитового [5].
Подачу стружки (окатышей и др.) в кристаллизатор [4, поз.8 на рис.2] осуществляют таким образом, чтобы исключить возможность замыкания цепи электрод-стружка-кристаллизатор. Для интенсификации процесса плавления в печи ЭШП стружку и другие металлоотходы подают в наиболее горячую приэлектродную шлаковую зону, что обеспечивается ленточным дозатором (3) и шнековым питателем (4).
Недостатком данной конструкции печи электрошлакового переплава является то, что в технологической схеме [4] системы электрод-шлак-кристаллизатор используется принцип генерации тепла за счет подвода электрического тока через электрод к шлаку без образования электрической дуги, что не позволяет интенсифицировать теплообмен путем излучения дуги, а следовательно, меньшая доля тепла в системе электрод - шлак используется на плавление стружки (окатышей и др.) в шлаковом расплаве под электродом.
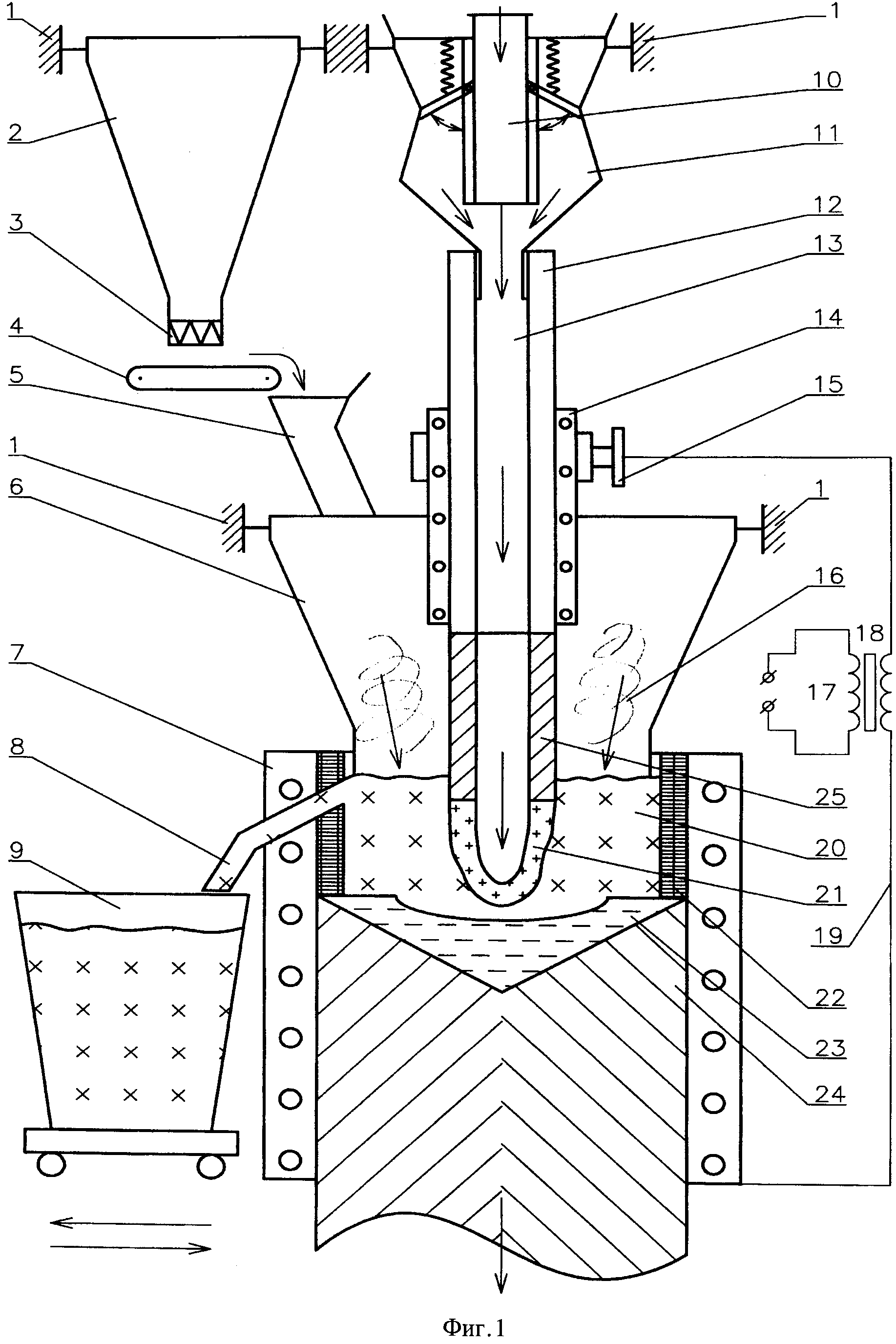
Изобретением является обеспечение в предлагаемой печи ЭШП (фиг.1) более высоких температурных условий за счет использования тепла излучения для плавления стружки и других металлосодержащих отходов в приэлектродном пространстве в системе электрод - шлак - кристаллизатор на основе образования электрической дуги в этой системе на выходе из отверстия в торцевой части электрода [5, 6], что не предусматривается в прототипе [4] и в других известных конструкциях печей ЭШП [1, 3].
Поставленная задача достигается тем, что в предлагаемой новой конструкции печи ЭШП используется (фиг.1) нерасходуемый электрод (12), который по всей своей длине имеет осевое отверстие (13) с выходом из него при работе печи электрической дуги (21), причем оси электрической дуги (21), воронки (6), кристаллизатора (7) и нерасходуемого электрода (12) размещены соосно между собой в шлаке (2), а внутренняя поверхность верхней части кристаллизатора (7) имеет напыленный футерованный огнеупорный слой (22), причем нерасходуемый электрод (12) в печи имеет на конце наконечник (25) с осевым отверстием (13), который выполнен из карбидообразующего материала [5], в шлаке (20) торец наконечника (25) размещен ниже торца воронки (6) в верхней части кристаллизатора (7) и, к тому же, над желобом (5) установлены бункер (2) и весовой дозатор (3), которые предназначены для подачи отходов через воронку (6) в водоохлаждаемый кристаллизатор (7), в верхней части нерасходуемого электрода (12 в осевом отверстии (13) размещены приемная воронка (11) с трубой (10) так, чтобы через воронку (11) подавался бы шлакообразующий и углеродсодержащий материал, а по трубе (10) аргон (азот) или другой газ, например природный, а также в печи ЭШП предусмотрено, что верхняя часть кристаллизатора (7) имеет в стенке отверстие и патрубок (шлаковую летку) для отвода жидкого шлака (8) из кристаллизатора (7) в шлаковую чашу (9).
Кроме того, в печи ЭШП (фиг.1) предусмотрено, что нерасходуемый электрод (12) с наконечником (25) подсоединен к источнику питания (17) и имеет регулятор тока (18), а на выходе из кристаллизатора предусмотрен механизм вытяжки затвердевшей (24) металлической заготовки [4].
Общий вид конструкции предлагаемой печи ЭШП приведен на фиг.1, а особенности ее работы заключаются в следующем. После закрепления в печи нерасходуемого электрода (12) с наконечником (25) из графитизированного материала по центру воронки (6) и кристаллизатора (7) и установления затравки (металлической шайбы) на поддоне подают электроэнергию (15) к электроду (12) с образованием электрической дуги (21) между электродом и стружкой (16) на металлической шайбе. При дуговом разряде (21) начинает расплавляться стружка (16) и шлакообразующий материал с образованием на поддоне (металлической шайбы) жидкого шлака (20) и расплавленного металла (23) в верхней части кристаллизатора (7), где имеется напыленный футерованный из огнеупора слой (22). Далее, по мере накопления жидкого металла (23) в кристаллизаторе осуществляется вытяжка затвердевшего стального слитка (24), а в зону электрической дуги (21) с высокими температурами, соответственно, в печи ЭШП (фиг.1) предусмотрена технология непрерывного обновления шлака (20) и его скачивания через шлаковую летку (8) в шлаковую чашу (9). Для обеспечения вспенивания шлака и восстановительных условий при плавлении отходов осуществляется подача в шлак (20) углеродсодержащего материала в потоке аргона (10) или другого газа, например природного газа, который, к тому же, снижает или устраняет окисление [5, 6] торцевой части электрода (25), подается необходимый расход стружки (16) или других металлосодержащих отходов по схеме, например, печи непрерывного ЭШП [4 с.60 рис.26]. Подача стружки (окатышей и других материалов) в зону жидкого шлака (20) и электрической дуги (21) в приэлектродном пространстве осуществляется (см. фиг.1) по тракту бункер (2) с крепежами (1), весы-дозатор (3) и воронку (6) над кристаллизатором (7).
Шлакообразующие материалы подаются в зону жидкого шлака (20) и электрической дуги (21) через промежуточную воронку (11) с помощью загрузочного устройства, а аргон (азот) или другой газ по трубе (10) по осевому отверстию (13) нерасходуемого электрода (12) в кристаллизатор (7). Нерасходуемый электрод (12) удерживается электродержателем (15) с токоподводом (19). Электрический ток от источника питания (17) подается на электрод (12) с применением системы регулирования мощности дуги (18).
Экспериментальная проверка работы печи ЭШП (фиг.1) в лабораторных условиях подтверждает принципиальную возможность и эффективность практического использования данной конструкции печи непрерывного электрошлакового переплава металлосодержащих отходов (стружки, окатышей и т.д.). Этот принцип работы печи ЭШП частично рассмотрен в работе [1 с.60, рис.26] с подтверждением ее практического использования [4 с.29, рис.2].
Внедрение в практику использования электрошлакового переплава металлосодержащих отходов на основе новой конструкции печи (фиг.1) позволит осуществлять переплавку отходов в высококачественную сталь при снижении в 1,5-2 раза энергетических затрат в сравнении с типовой схемой ЭШП по прототипу [4 с.29, рис.2] и по данным работ [1, 3].
СПИСОК ЛИТЕРАТУРЫ
1. А.Г.Глебов, Е.И.Мошкевич. Электрошлаковый переплав. М.: Металлургия, 1985, - 343 с.
2. И.Ю.Лютый, Ю.В.Латаш. Электрошлаковая выплавка и рафинирование металла. Киев: Наукова думка, 1982, - 185 с.
3. А.Д.Свенчанский, М.Я.Смелянский. Электрические промышленные печи. М.: «Энергия», 1970, - 264 с.
4. А.Е.Вомков, А.Г.Шакимов. Производство легированной стали методом электрошлакового переплава стружки. М.: Сталь №12, 1989, с.27-30.
5. Патент РФ №2158062. Способ защиты нерасходуемого электрода в шлаковом расплаве. www.kifa-patent.ru.
6. Швеция 12В13П. Способ восстановительной плавки окислов железа с использованием полого электрода в дуговой печи. Заявка 449108 от 25.05.81, №8103267, МКИ С21В 11/10.
Способ получения борсодержащего композиционного материала на основе алюминия
Алюмоматричный композиционный материал с борсодержащим наполнителем
Способ флотации колчеданных пирротино-пиритных руд цветных и благородных металлов
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос
Способ прокатки металлических полос
Способ изготовления керамических форм по растворяемым моделям
Способ производства штрипсов
Способ производства листовой стали
Способ получения композиционного материала на основе сплава алюминий-магний с содержанием нанодисперсного оксида циркония
Способ малоокислительного нагрева металлических изделий
Способ вскрытия шеелитовых концентратов
Способ получения борсодержащего композиционного материала на основе алюминия
Алюмоматричный композиционный материал с борсодержащим наполнителем
Способ флотации колчеданных пирротино-пиритных руд цветных и благородных металлов
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос
Способ прокатки металлических полос
Способ изготовления керамических форм по растворяемым моделям
Способ производства штрипсов

