Результат интеллектуальной деятельности: СПОСОБ ПРЕССОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ПОДЪЕМНОЙ СИЛЫ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Предлагаемое изобретение относится к порошковой металлургии, в частности к способам прессования порошковых материалов (полых микросфер) в присутствии жидкости при производстве пористой конструкционной керамики, разделения смеси порошковых материалов разной плотности, создания материалов с градиентом свойств.
Уровень техники
Известен способ прессования керамических масс, содержащих жидкость (воду), включающий приготовление смеси, увлажнение и прессование [Р.Я.Попильский, Ф.В.Кондрашов. Прессование керамических порошков. М.: Металлургия, 1968, 272 с.].
Известно устройство для мокрого прессования, содержащее матрицу, верхний и нижний пуансоны с приводами, напорное устройство для заполнения матрицы массой, вакуумную систему для отсоса отжатой при прессовании жидкости и узел для съема отпрессованных изделий. Для повышения производительности и качества изделий узел для съема отпрессованных изделий выполнен в виде размещенной между матрицей и верхним пуансоном приводного шибера с отверстием, превышающим по диаметру отверстие в матрице, на позиции выталкивания изделия, а на позиции прессования - с сеткой и с камерой, соединенной с вакуумной системой. В процессе прессования осуществляют отсос жидкости через сетку отверстий в камеру и вакуумную систему. [Авторское свидетельство СССР №1519841, МКИ B22F 3/00. Опубл. 30.10.89. БИ №41].
Наиболее близким техническим решением является способ полусухого прессования массы, включающий замешивание микросфер со связкой в виде водного раствора хлоридов и последующее прессование. [Ю.Л.Красулин, В.Н.Тимофеев, С.М.Баринов, А.Б.Иванов, А.Н.Асонов, Г.В.Шнырев. Пористая конструкционная керамика. / М.: Металлургия. 1980, с.49].
Недостатком наиболее близкого технического решения является нестабильность свойств спеченных изделий, т.к. в исходной смеси находятся ломаные микросферы и микросферы с трещинами.
Кроме того, микросферы ломаются в процессе загрузки и при последующем формовании в матрице.
Еще одним недостатком наиболее близкого технического решения является нестабильность свойств спеченных изделий, т.к. в исходной смеси находятся микросферы разного диаметра и с разной толщиной стенки.
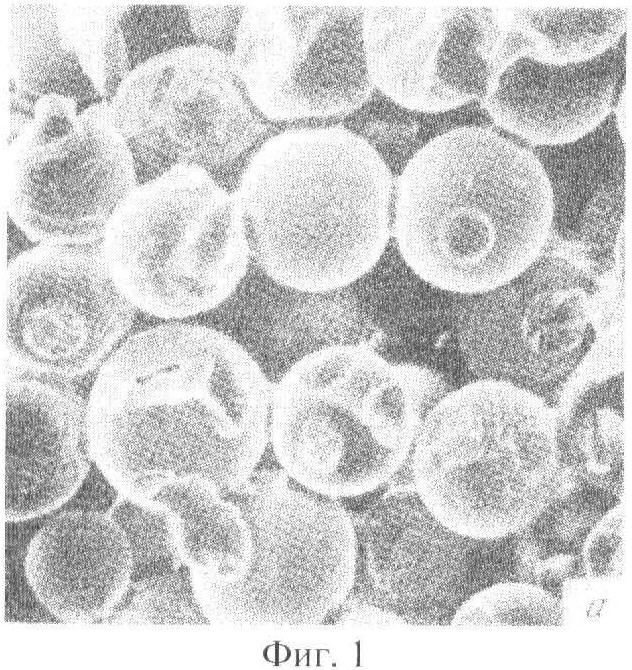
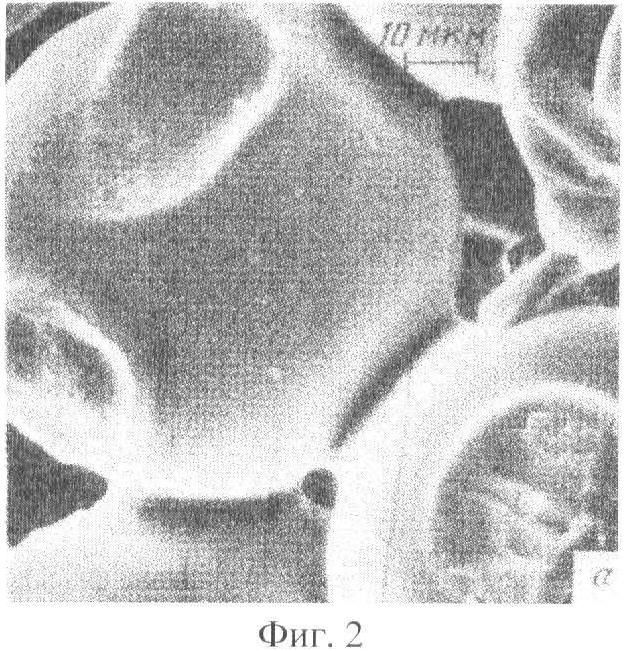
Ломаные микросферы и их сколы не позволяют получить упорядоченную структуру в изделии. В полость ломаных микросфер попадает большее количество раствора хлоридов, которые при последующем спекании образует большее количество жидкой фазы. Это не позволяет ввести хлориды однородно и только в контактную область между микросферами. Неоднородное количество жидкой фазы приводит к неоднородному спеканию и, как результат, к получению неоднородной структуры и свойств. На фиг.1 дефектная структура (неоднородность). На фиг.2 требуемая однородность структуры. Фиг.1, 2 взяты из источника информации [Ю.Л.Красулин, В.Н.Тимофеев, С.М.Баринов, А.Б.Иванов, А.Н.Асонов, Г.В.Шнырев. Пористая конструкционная керамика. М.: Металлургия. 1980, с.54-56].
Микросферы разного диаметра и с разной толщиной стенки в спеченном изделии приводят к местной нестабильности свойств.
Пористая конструкционная керамика из полых микросфер применяется в качестве теплоизоляционного и электроизоляционного материала.
Достигаемым техническим результатом является:
- повышение качества спеченных изделий за счет отделения ломаных микросфер от целых из исходного порошка;
- разделение порошковых материалов с разной физической плотностью с последующим формованием всплывшего материала без разрушения микробаллонов;
- регулярная упаковка частиц за счет всплытия и уменьшения в жидкости межчастичного трения микросфер;
Для достижения технического результата в способе прессования полых микросфер, включающем смешивание микросфер с жидкостью и прессование, смешивание осуществляют в камере для разделения микросфер, после чего отделяют целые микросферы от ломанных и/или имеющих разную плотность, а прессование проводят посредством нижнего и верхнего пуансонов и матрицы, содержащей коническую и цилиндрическую части, при этом уменьшают уровень жидкости путем опускания нижнего пуансона, затем при пониженном уровне жидкости опускают матрицу, уплотняют микросферы конической частью матрицы путем одновременного поднятия верхнего и нижнего пуансонов, после чего перемещают микросферы и жидкость в цилиндрическую часть матрицы путем подъема верхнего пуансона и осуществляют уплотнение посредством нижнего пуансона.
Изобретение стало возможным после того, как авторами была установлена зависимость между характеристиками микросфер (плотностью материала, размером и толщиной стенки микросферы), толщиной «пены», которая образуется всплывающими слоями микросфер под действием выталкивающей силы жидкости.
Для ускорения разделения микросфер в способе прессования несколько раз поднимают и опускают нижний пуансон.
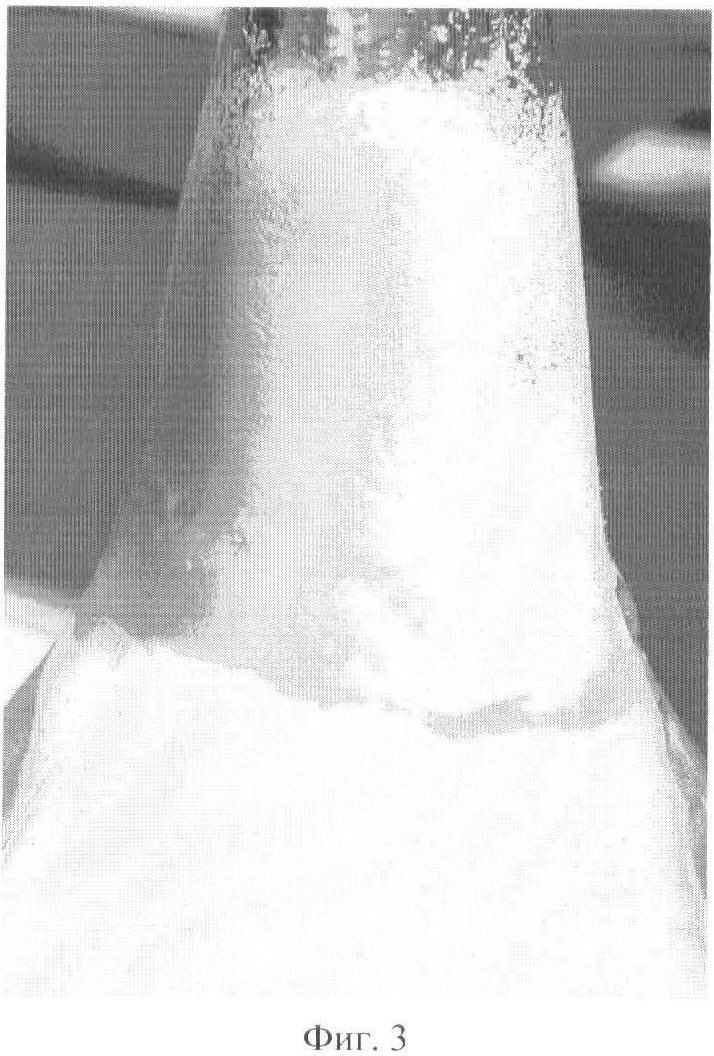
На фиг.3, 4 изображена модель предлагаемого изобретения.
На фиг.3 изображены полые микросферы оксида алюминия, размером 100 мкм, с толщиной стенки - 5 мкм.
После засыпки в воду целые микросферы всплывали под действием выталкивающей силы жидкости (силы Архимеда).
Поднимая уровень жидкости нижним пуансоном и опуская матрицу, конусной поверхностью матрицы уплотняет микросферы. Это второй этап уплотнения.
Ломаные и микросферы с трещинами затонули. На фиг.4 изображено дно сосуда, в котором производили разделение микросфер.
Предложенный способ позволяет разделить смесь порошков за счет разной величины выталкивающей силы, скорости всплытия и спрессовать те из них, которые всплыли.
Третий этап прессования - это прессование нижним пуансоном, синхронно с верхним. При этом отверстие в матрице погружено в раствор, что позволяет верхнему пуансону засосать раствор хлорида в пространство между микросфер.
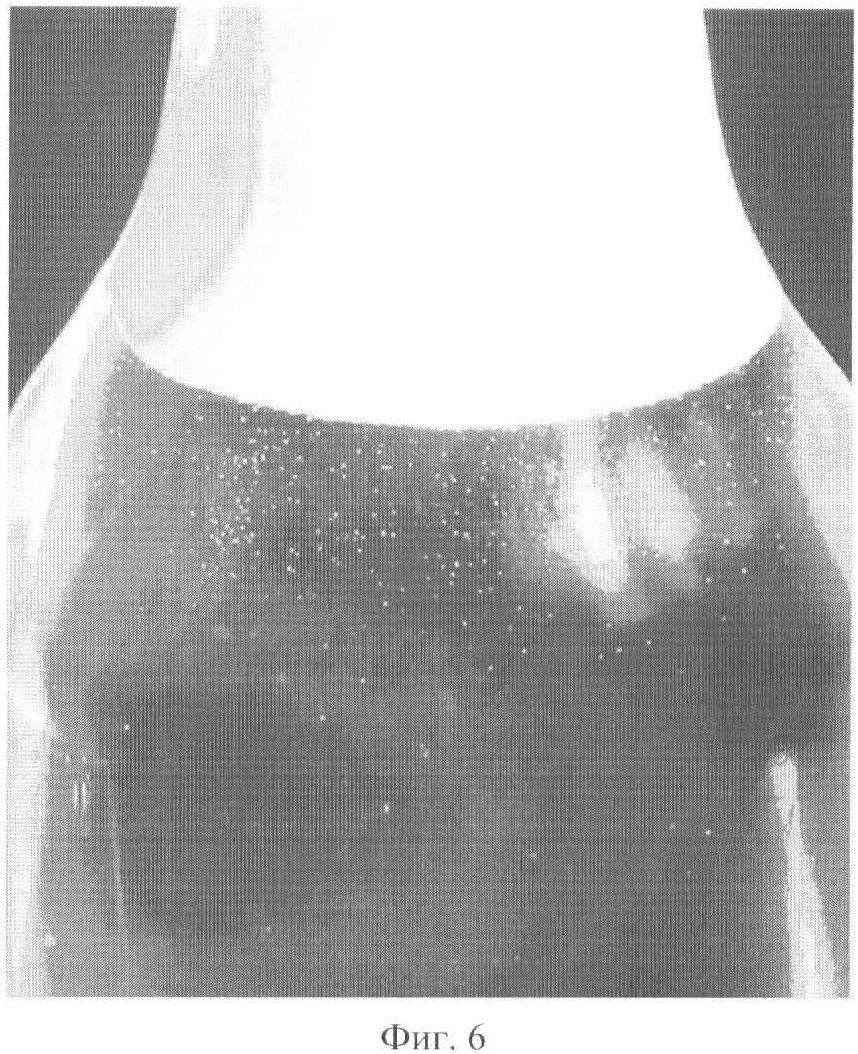
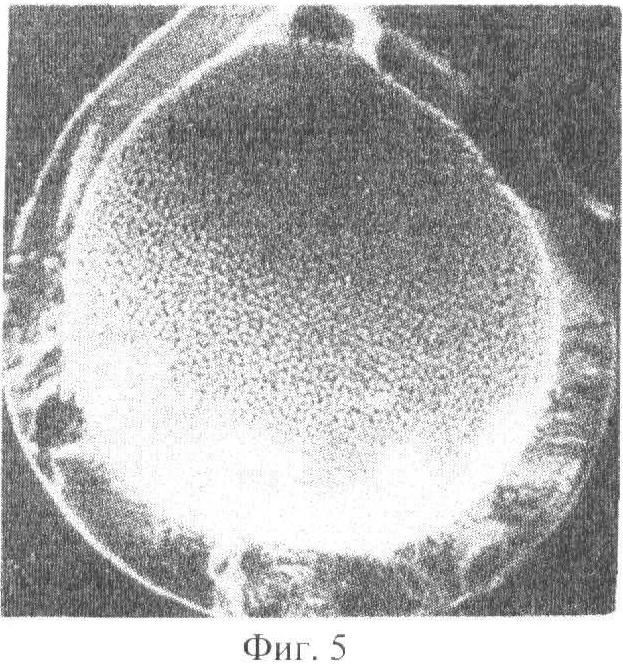
На фиг.5 сечение одной микросферы. На фиг.6 разделение микросфер в воде с добавкой поверхностно-активного вещества (улучшения смачивания).
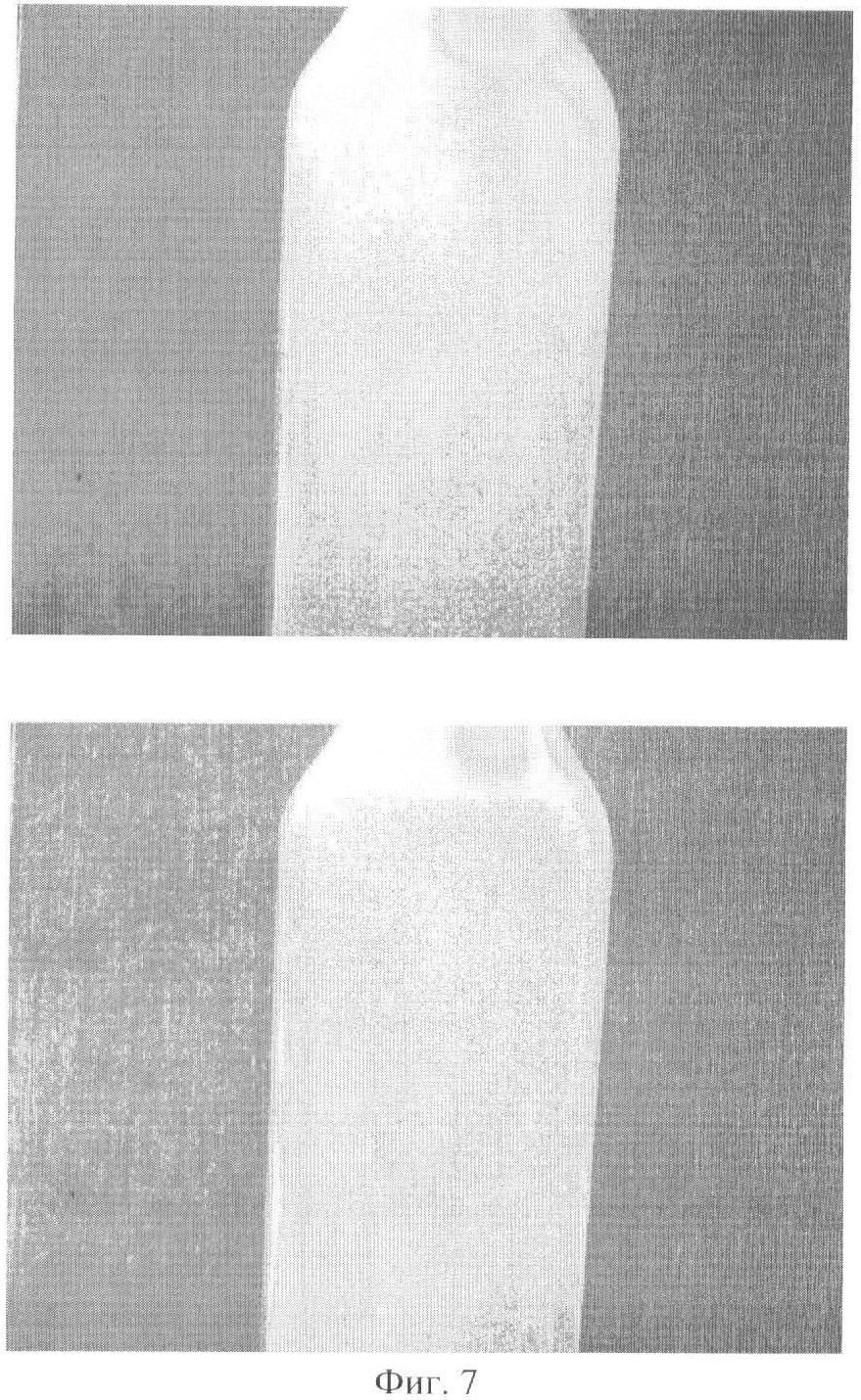
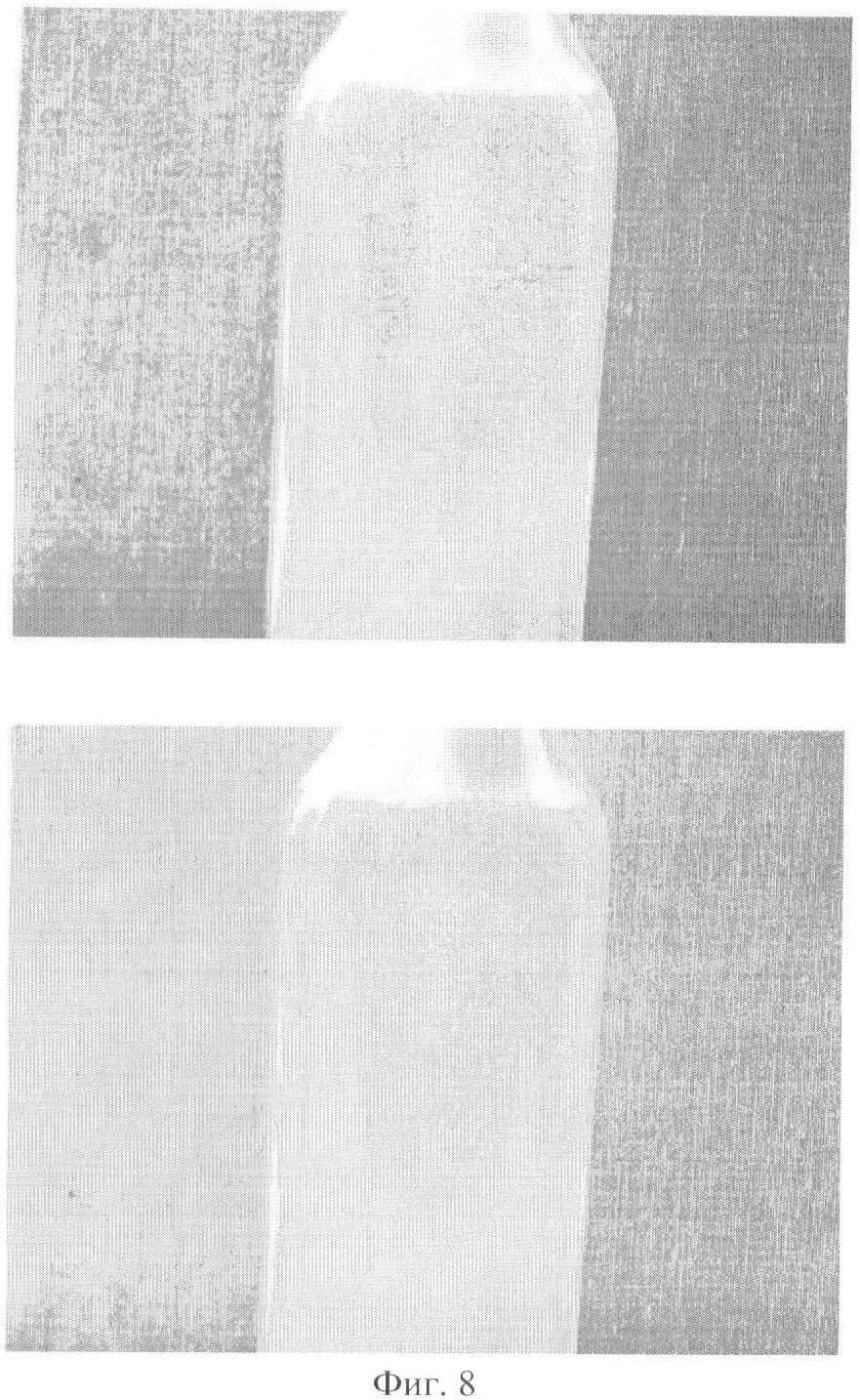
На фиг.7, 8 - этапы разделения полых микросфер оксида алюминия.
Пример 1 (Способ прототип). Получение пористого спеченного материала на основе полых микросфер оксида алюминия.
6,0 г полых микросфер оксида алюминия размером 100 мкм и толщиной стенки 5 мкм смешивали с водным раствором хлорида магния (0,6 г) Полученную массу прессовали в стальной пресс-форме при давлении 150-200 кг/см2. Величину предельного давления прессования контролировали по характеру кривой уплотнения, переходу от линейного участка к параболическому. Начало отклонения от линейной зависимости свидетельствовало о том, что этап структурной деформации завершен, и дальнейшее увеличение давления приведет к разрушению микросфер.
Полученную прессовку сушили и спекали при 1250°-1375°С в течение 30 минут.
Анализ микроструктуры показал зональное уплотнение, с расплавлением оболочки микросфер.
Пример 2 (Предлагаемый способ). Получение пористого спеченного материала на основе полых микросфер оксида алюминия.
6,0 г микросфер оксида алюминия размером 100 мкм и толщиной стенки 5 мкм уплотняли в три этапа: с разделением микросфер, с уплотнением конусной частью матрицы и уплотнением пуансоном.
Расчет величины выталкивающей силы жидкости. Объем микросферы диаметром 100 мкм равен: V=4/3π·R3
4/3π·0,053=0,00052 мм3.
Объем оболочки микросферы можно вычислить по формуле:
V=4/37π(R3-r3), где R - наружный радиус микросферы, r - внутренний радиус микросферы.
V=0,00014 мм3.
Вес микросферы равен: G=V·γ (мг),
где V - объем оболочки микросферы, мм3.
γ - плотность оксида алюминия - 3,5 г/см3 (мг/мм3).
Вес одной микросферы - 0,00049 мг.
Выталкивающая сила жидкости (F) в воде равна:
Р=γж·(0,00052-0,00049)=0,00003 мг.
Обращаем внимание, чем больше γж, тем больше выталкивающая сила (F).
Величины выталкивающей силы в 0,00003 мг достаточно для подъема 1,0 микросферы с толщиной стенки 5 мкм.
Расчет предельной толщины стенки микросферы.
Толщину стенки микросферы (фиг.5) можно рассчитать из уравнения нулевой плавучести:
4/3πR3·γводы=4/3π(R3-r3)·γAl2O3,
можно определить предельную толщину стенки микросферы оксида алюминия диаметром 100 и 200 мкм. Для этого уравнение решают относительно «r», приняв соответственно R=50 мкм и 100 мкм.
После засыпки микросфер в воду происходит осаждение сколов, затопление микросфер с трещинами и затопление микросфер с толщиной стенки более 5,6 мкм.
В качестве жидкости использовали 1,0% водный раствор хлорида магния. С точностью до ошибки γраствора взята равной γводы. Соль после сушки и термического разложения выступает в качестве активирующей добавки при спекании.
Спекание по режиму Примера 2 показало, что микросферы распределены равномерно, спекание микросфер произошло в точках контакта, зональное уплотнение и расплавление оболочки микросфер не обнаружено.
Пример 3. Разделение микросфер с одинаковой толщиной оболочки. По предлагаемому способу 6,0 г микросфер оксида алюминия с размером частиц 100-200 мкм прессовали по способу Примера 2.
Объем оболочки микросферы можно вычислить по формуле:
V=4/3π(R3-r3), где R - наружный радиус микросферы, r - внутренний радиус микросферы.
Объем микросферы диаметром 100 мкм - 0,00052 мм3.
Объем микросферы диаметром 200 мкм - 0,0042 мм3.
Вес микросферы равен: G=V·γ,
где V - объем оболочки микросферы,
γ - плотность оксида алюминия - 3,5 г/см3.
Вес одного микросферы диаметром 100 мкм - 0,00049 мг.
Вес одного микросферы диаметром 200 мкм - 0,00217 мг.
Объем одной микросферы диаметром 100 мкм - 0,00052 мм3.
Объем одной микросферы диаметром 200 мкм - 0,0042 мм3.
Выталкивающая сила жидкости (γводы=1 г/см3) для микросферы 100 мкм равна: 0,00052-0,00049=0,00003 мг.
Выталкивающая сила жидкости (γводы=1 г/см3) для микросферы 200 мкм равна: 0,0042-0,00217=0,00203 мг.
Выталкивающая сила микросферы диаметром 200 мкм на два порядка больше, поэтому они всплывут быстрее.
Таким образом, можно разделить микросферы с одинаковой толщиной оболочки по их размеру.
Всплывший слой будет в основном состоять из микросферы диаметром 200 мкм, т.е. из частиц одного размера. Однородность исходных микросфер приведет к формированию однородной структуры и стабильности свойств спеченного изделия, т.е. к повышению качества пористого материала.
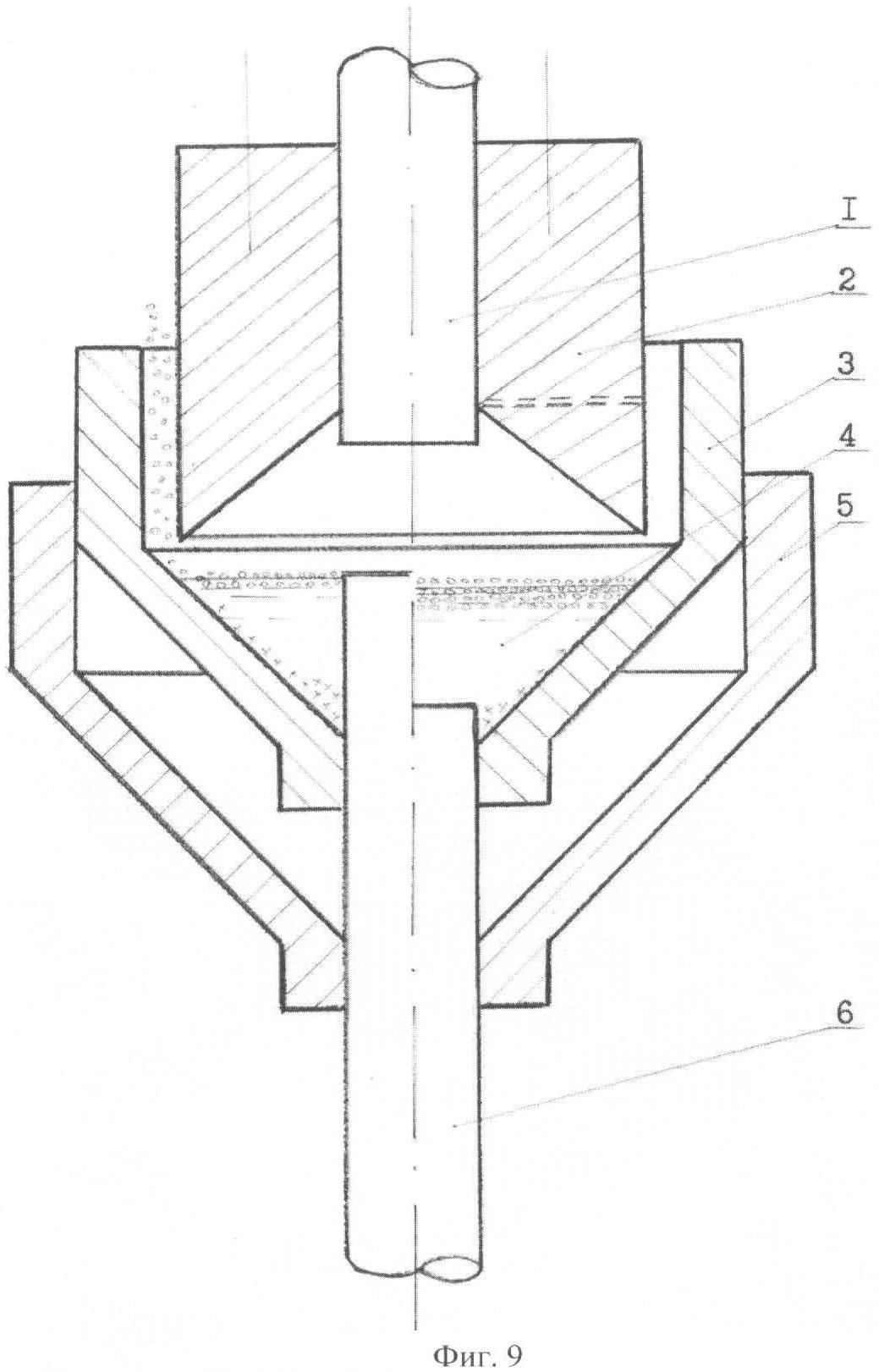
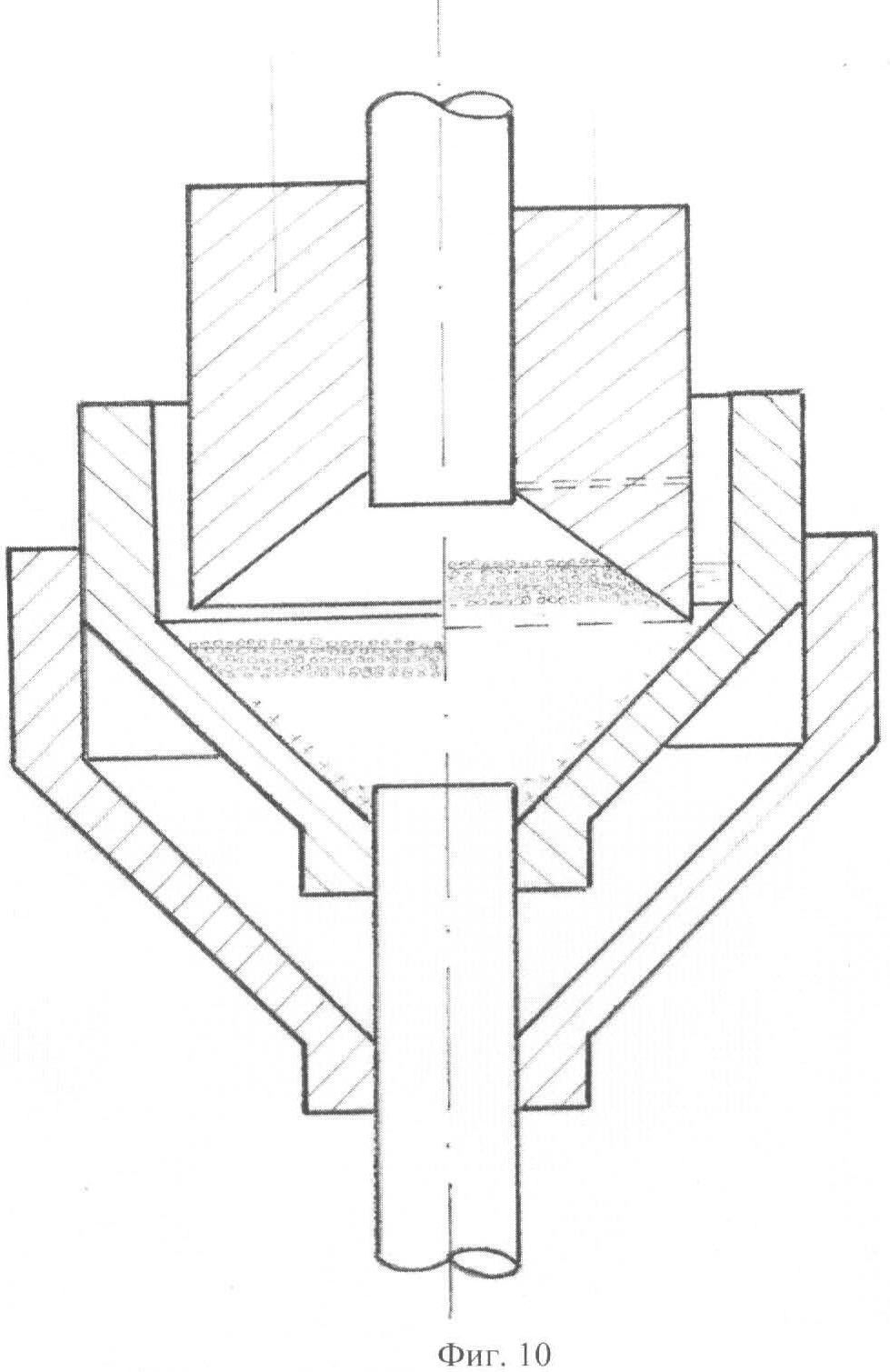
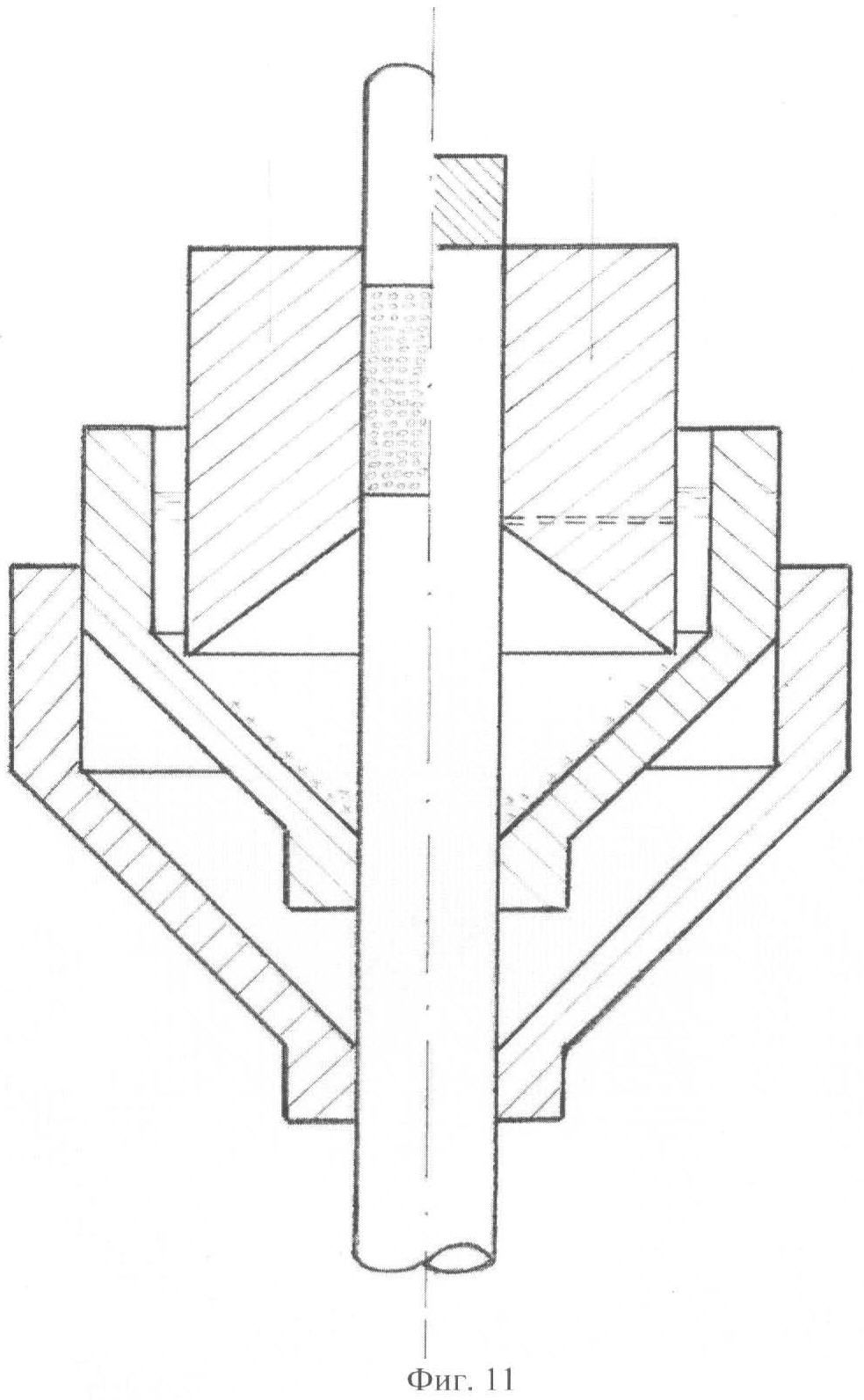
Пример 4. На фиг.9-13 представлены кинематические схемы и конструкция устройства.
На фиг.9 изображено: верхний пуансон (1), матрица (2), камера засыпки и разделения частиц в жидкости (3), жидкость (4), камера слива сломанных микросфер (5), нижний пуансон (6).
Устройство работает следующим образом. Микросферы засыпают в пространство между матрицей (2) и камерой засыпки и разделения микросфер (3). В жидкости происходит разделение микросфер целых от ломаных и их сколов. Целые полые микросферы имеют плотность ниже, чем плотность жидкости, поэтому под действием выталкивающей силы жидкости (по закону Архимеда) они всплывают на поверхность.
Ломаные микросферы и сколы осаждаются в жидкости и по наклонной поверхности оседают на дно и скапливаются на наклонной поверхности, преимущественно у нижнего пуансона.
Торец нижнего пуансона находится на одной плоскости с поверхностью жидкости (4), чтобы исключить оседание на него микросфер и их сколов. После разделения микросфер нижний пуансон (6) опускают вниз для того, чтобы верхний диаметр плавающего слоя порошка в камере был не более, чем внутренний диаметр конуса матрицы (2). Погружаемый объем нижнего пуансона соответствует объему загружаемых микросфер (целых и ломанных). Первый этап - процесс разделения завершен.
Для ускорения разделения микросфер можно несколько раз поднять и опустить нижний пуансон. Это приведет к пульсации жидкости, перемешиванию плавающих микросфер и лучшему их разделению.
На фиг.9 изображена засыпка микросфер и их разделение - левая половина фиг. На правой стороне фиг.9 конечная стадия разделения - правая половина фиг. При опускании пуансона (6) вниз уменьшается уровень жидкости.
Второй этап. Опускание нижнего пуансона и опускание вниз матрицы 2, до контакта со слоем плавающих микросфер. Затем нижний пуансон перемещают вверх. Это приводит к подъему уровня жидкости
На фиг.10, при пониженном уровне жидкости - левая половина фиг., опускают верхнюю матрицу (позиция 2 фиг.9).
На фиг.11 поднимают нижний пуансон (позиция 6 фиг.9) и одновременно, синхронно, поднимают верхний пуансон (позиция 1 фиг.9). Это приводит к самостоятельному уплотнению микросфер конусной частью матрицы. После заполнения микросферами цилиндрической части под действием выталкивающей силы жидкости нижним пуансоном выталкивают сформировавшийся образец, а верхний пуансон засасывает раствор хлорида.
Для полного заполнения купола матрицы жидкостью вверху находится отверстие, которое не закрывает верхний пуансон (1). Отверстие в матрице (2) позволяет воздуху выйти наружу, а полым микросферам уплотниться под действием выталкивающей силы жидкости в конусообразной форме матрицы. Второй этап уплотнения под действием выталкивающей силы жидкости в конусной части матрицы заканчивается.
После выхода воздуха из конусной части матрицы в загрузочное пространство между (2) и (3) подают жидкость. Уровень жидкости поднимают выше уровня отверстия. Полость в пространство между (2) и (3) и нижний конус матрицы (2) превратятся в сообщающиеся сосуды.
Третий этап. Верхний пуансон перемещают вверх. Выступая в качестве поршня, верхний пуансон засасывает микросферы и раствор в цилиндрическую часть матрицы.
На фиг.11 (левая половина фиг.) показан третий этап процесса уплотнения - под действием пуансона. Нижний пуансон поднимает микросферы выше уровня жидкости. При этом происходит уплотнение влажных микросфер, а лишняя жидкость стекает вниз.
После прессования нижний пуансон (6) выталкивает полученную влажную прессовку - правая половина фиг.11.
После выпрессовки образца нижний пуансон опускают вниз и происходит слив жидкости из камеры засыпки и разделения в камеру (5). Сломанные микросферы и сколы по наклонной поверхности смываются жидкостью. Камера свободна.
Способ определения объема скважины
Способ получения карбида хрома crc
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ синтеза нанокомпозита coni/c на основе полиакрилонитрила
Способ газодинамической отсечки шлака от металла при выпуске плавки из дуговой сталеплавильной печи
Дуговая сталеплавильная печь с использованием газодинамической отсечки шлака от металла при выпуске плавки
Способ газоструйной отсечки шлака при выпуске металла из дуговой печи
Устройство газоструйной отсечки шлака при выпуске металла из дуговой печи
Способ определения коэффициента вязкости микроразрушения тонких пленок из многокомпонентных аморфно-нанокристаллических металлических сплавов (варианты)
Радиационно-защитный материал на полимерной основе с повышенными рентгенозащитными и нейтронозащитными свойствами
Запирающая прокладка для многопуансонного устройства высокого давления и высоких температур
Способ электролитического получения мелкодисперсных порошков серебра
Способ определения объема скважины
Способ получения карбида хрома crc
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ синтеза нанокомпозита coni/c на основе полиакрилонитрила
Способ газодинамической отсечки шлака от металла при выпуске плавки из дуговой сталеплавильной печи
Дуговая сталеплавильная печь с использованием газодинамической отсечки шлака от металла при выпуске плавки
Способ газоструйной отсечки шлака при выпуске металла из дуговой печи
Устройство газоструйной отсечки шлака при выпуске металла из дуговой печи

