Результат интеллектуальной деятельности: ЗУБЧАТО-РЕЕЧНЫЙ ПРИВОД ВАЛКА СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к холодной продольной периодической прокатке труб.
Известен зубчато-реечный привод вращения валка стана продольной периодической прокатки труб (Виноградов А.Г. Трубное производство. М., Металлургия, 1981, 340 с., с.174, рис.92, С.181, рис.95). Данный привод содержит круглую шестерню, соединенную с валком и имеющую постоянный угловой шаг зубьев, и находящуюся с ней в зацеплении неподвижную зубчатую рейку.
Валок стана периодической прокатки труб с нарезанным на нем ручьем переменного радиуса расположен в станине рабочей клети, которая совершает возвратно-поступательное движение. При этом валок совершает относительно станины вращательное движение, осуществляемое от зубчато-реечного привода. Круглая шестерня жестко соединена с хвостовиком валка и входит в зацепление с неподвижной рейкой, также имеющей постоянный шаг зубьев. При этом боковые поверхности зубьев рейки являются плоскостями, имеющими одинаковый угол наклона к плоскости, в которой происходит движение оси валка. Угол между нормалью к этой плоскости и плоскостями, представляющими собой боковые поверхности зубьев рейки, является углом зацепления шестерни с зубчатой рейкой.
Недостатком известного зубчато-реечного привода вращения валка является то, что он задает постоянное отношение линейной скорости возвратно-поступательного перемещения клети к угловой скорости вращения валка, отличающееся от переменной величины катающего радиуса. Величина катающего радиуса связана с переменным радиусом ручья. Вследствие этого в прокатываемой трубе формируется осевая сила (натяжение или подпор). Наличие осевой силы негативно влияет на качество поверхности прокатанной трубы и надежность работы механизмов стана, на которые действуют значительные дополнительные нагрузки.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому устройству является зубчато-реечный привод валков стана периодической прокатки труб (Авторское свидетельство СССР SU №1808431 А1, Бюл. №14, 15.04.93).
Этот привод содержит круглую шестерню, соединенную с валком и имеющую постоянный угловой шаг зубьев, и находящуюся в зацеплении с шестерней неподвижную зубчатую рейку. При этом боковые поверхности зубьев рейки являются плоскостями, углы наклона которых к плоскости, в которой происходит движение оси валка, выполнены различными. Причем углы наклона плоскостей, соответствующих боковым поверхностям зубьев рейки, выбираются таким образом, чтобы в некоторых рассматриваемых положениях рабочей клети было обеспечено отношение линейной скорости возвратно-поступательного перемещения клети к угловой скорости вращения валка, равное катающему радиусу, который зависит от переменного радиуса ручья.
Недостатком данного зубчато-реечного механизма является то, что он не обеспечивает непрерывного изменения отношения линейной скорости клети к угловой скорости валка. Это отношение меняется скачкообразно при переходе контакта зубьев шестерни с одного зуба рейки к другому. При этом не обеспечивается необходимая величина отношения линейной скорости возвратно-поступательного движения клети к угловой скорости валка во всех положениях клети и, соответственно, не обеспечивается отсутствие осевых сил в прокатываемой трубе. С учетом того, что коэффициент торцевого перекрытия в зацеплении шестерни с рейкой больше единицы, в процессе перемещения клети существуют положения, в которых в зацеплении шестерни с рейкой должны находиться не менее двух зубьев. В этих положениях клети при предложенном принципе образования плоских боковых поверхностей зубьев рейки может произойти либо заклинивание передачи, либо ее замыкание с ударом при переходе контакта на каждую последующую пару зубьев шестерни и рейки.
Техническим результатом применения предлагаемого устройства является исключение осевых сил в прокатываемой трубе за счет того, что обеспечивается необходимое соотношение линейной скорости возвратно-поступательного движения клети и угловой скорости валка при любом положении клети в процессе прокатки.
Технический результат достигается за счет того, что в зубчато-реечном приводе валка стана периодической прокатки труб, содержащем круглую шестерню, соединенную с валком и имеющую постоянный угловой шаг зубьев, и находящуюся с ней в зацеплении неподвижную зубчатую рейку, боковые поверхности зубьев рейки выполнены в зоне взаимного контакта с боковыми поверхностями зубьев шестерни как сопряженные поверхности, образующиеся при обкатке имеющей переменный радиус центроиды круглой шестерни по центроиде рейки. При этом на участках, соответствующих таким угловым положениям шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы в ручье переменного радиуса, радиальная координата RЦ центроиды шестерни равна переменному катающему радиусу валка для исключения подпора или натяжения в заготовке трубы.
Из уровня техники известно зубчато-реечное зацепление, поверхности зубьев элементов которого спрофилированы как сопряженные поверхности (SU 51250 А, 31.01.1938). В известном техническом решении используется зубчато-реечная передача, содержащая круглую шестерню с центроидой в виде окружности и рейку с постоянным шагом зуба, центроидой которой является прямая. Это самый простой вариант зубчато-реечного зацепления, использование которого в приводе валка стана периодической прокатки труб не позволяет достичь требуемого технического результата, так как в результате применения шестерни с центроидой постоянного радиуса не обеспечивается необходимое соотношение линейной скорости возвратно-поступательного движения клети и угловой скорости валка при любом положении клети в процессе прокатки, а соответственно, невозможно исключить наличие осевых сил в прокатываемой трубе.
Из уровня техники также известны зубчатые зацепления (RU 2009386 С1, 15.03.1994), в том числе зубчато-реечные, в которых в качестве центроид элементов зацепления могут быть использованы не только окружности, но и другие кривые. Технический результат данного известного технического решения состоит в повышении КПД передачи за счет исключения проскальзывания зубьев в точке взаимного контакта и обеспечении плавности зацепления. Перечисленные положительные качества улучшают свойства известного зубчатого зацепления, как самостоятельного объекта, но не могут существенно повлиять на решение технической задачи обеспечения необходимого соотношения линейной скорости возвратно-поступательного движения клети и угловой скорости валка стана периодической прокатки труб при любом положении клети в процессе прокатки.
В предлагаемом техническом решении центроида круглой шестерни, имеющей постоянный угловой шаг зубьев, является не произвольной кривой, а кривой, определенным образом связанной с геометрическими параметрами ручья валка, а именно: радиальная координата центроиды на участках, соответствующих угловым положениям шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы, равна катающему радиусу валка. Наличие этой существенной связи между параметрами центроиды шестерни и валка, в сочетании с выполнением боковых поверхностей зубьев шестерни и рейки сопряженными, позволяет обеспечить необходимый технический результат в приводе валка стана периодической прокатки труб.
Вместе с тем, анализ известных источников информации не позволил выявить решения, связанные с применением в приводе валка стана периодической прокатки труб круглой шестерни с постоянным угловым шагом зубьев, имеющей центроиду, отличную от окружности.
Изобретение поясняется чертежами, где
- на фиг.1 представлен общий вид зубчато-реечного привода валка стана периодической прокатки труб;
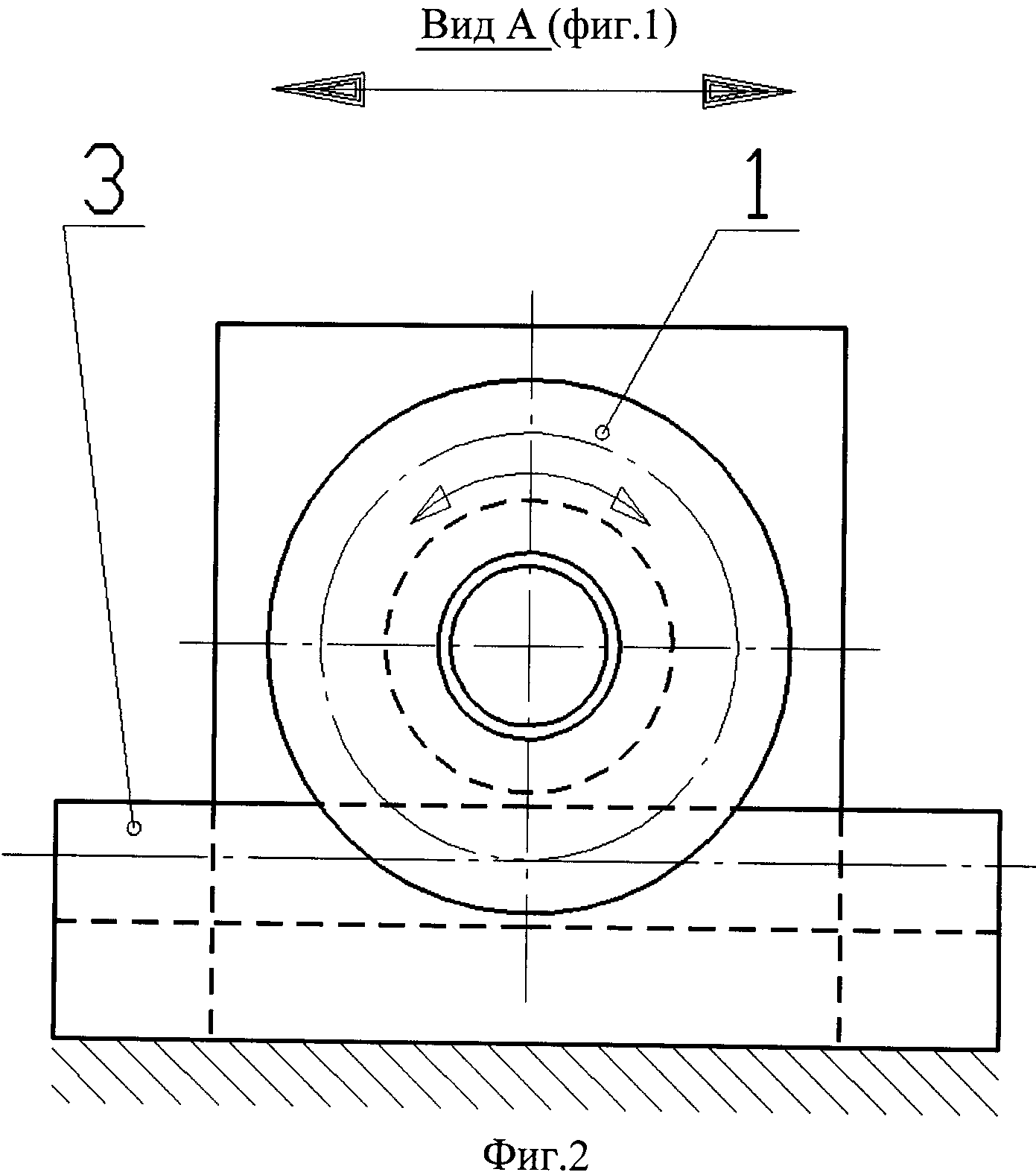
- на фиг.2 показана боковая проекция привода (стрелками показаны возвратно-поступательное движение станины и вращение валка);
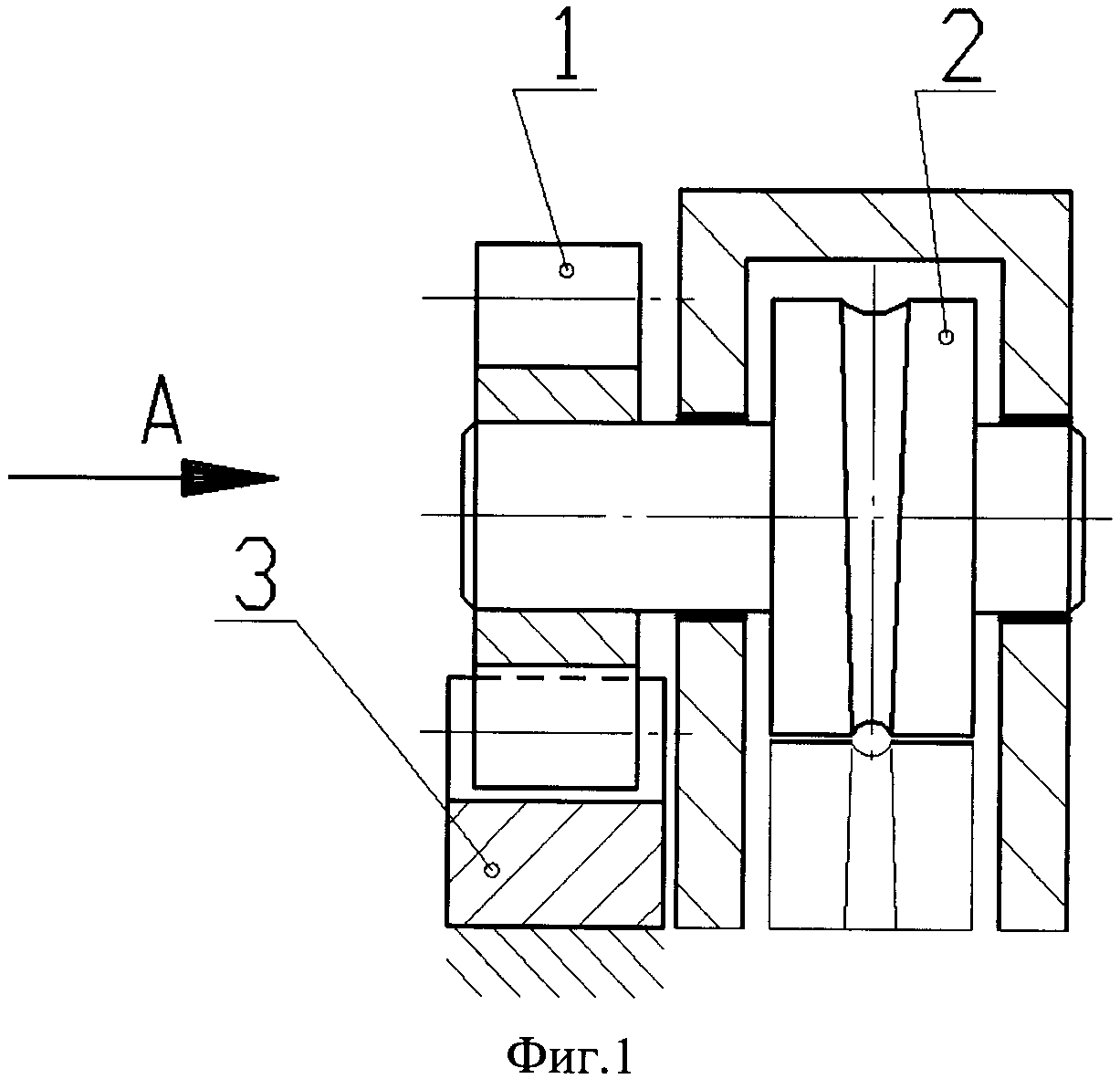
- на фиг.3 приведена схема круглой шестерни с центроидой переменного радиуса;
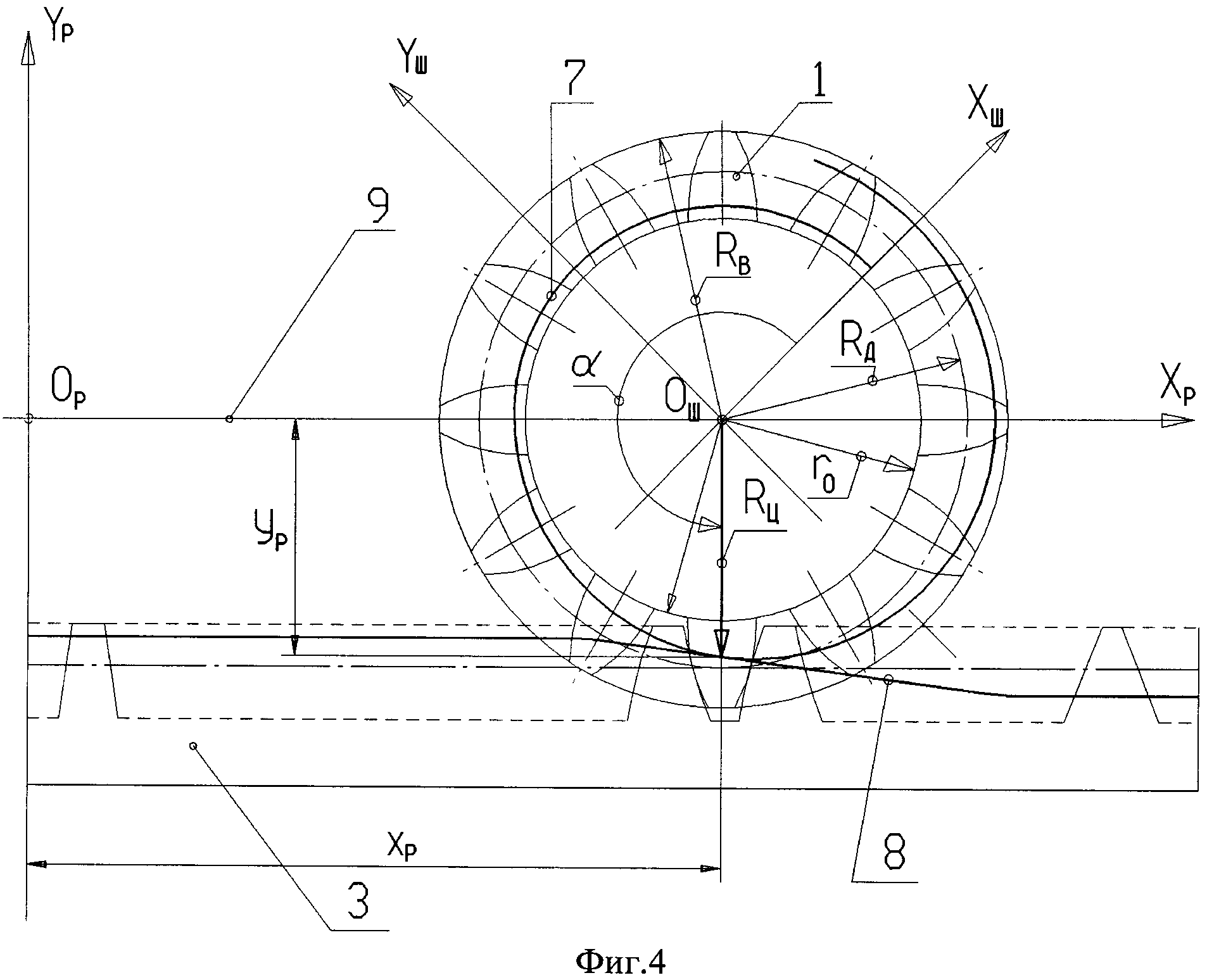
- на фиг.4 - схема зацепления шестерни с рейкой, имеющей непрерывно меняющийся шаг зубьев;
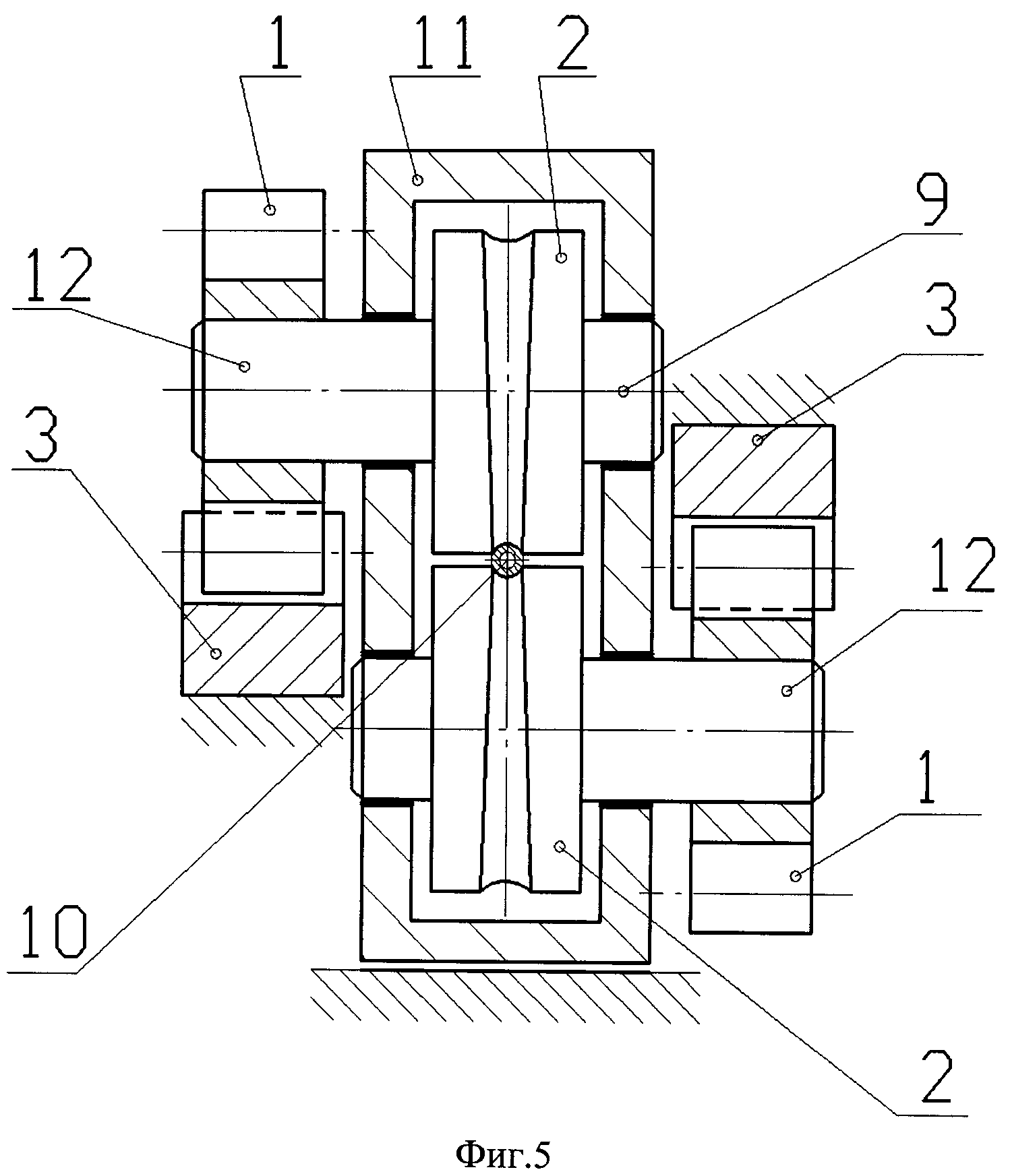
- на фиг.5 - схема двухвалковой прокатной клети, каждый из валков которой имеет привод, выполненный в соответствии с предлагаемым изобретением.
Предлагаемый зубчато-реечный привод валка стана периодической прокатки труб (фиг.1, 2) содержит круглую шестерню 1, соединенную с валком 2 и имеющую постоянный угловой шаг зубьев (фиг.3). В зацеплении с шестерней 1 находится неподвижная зубчатая рейка 3.
Круглая шестерня 1 (фиг.3) имеет постоянный угловой шаг зубьев, основную окружность 4 радиуса r0, делительную окружность 5 радиуса RД, окружность 6 вершин зубьев радиуса RB.
Боковые поверхности зубьев рейки выполнены в зоне взаимного контакта с боковыми поверхностями зубьев шестерни как сопряженные поверхности, образующиеся при обкатке имеющей переменный радиус центроиды 7 шестерни, определяемой уравнением

по центроиде 8 рейки (фиг.4), определяемой в параметрическом виде

где RЦ - полярный радиус;
α - полярный угол, изменяющийся в диапазоне 0≤α≤αMAX;
α=0 соответствует положению шестерни в зацеплении с первым зубом рейки;
α=αMAX соответствует положению шестерни в зацеплении с последним зубом рейки.
Центроидой называется геометрическое место мгновенных центров вращения тела в абсолютном или относительном движении (см., например, Артоболевский И.И. Теория механизмов. М., Наука, 1965, 776 с., с.114). Для зубчато-реечного зацепления совокупность центроид шестерни и рейки полностью определяет закон движения шестерни относительно неподвижной рейки, а также форму боковых поверхностей зубьев рейки и, соответственно, является конструктивной характеристикой механизма.
Для шестерни 1, надетой неподвижно и концентрично на хвостовик прокатного валка 2, имеющего ручей переменного радиуса, составляется, например, в полярной системе координат, уравнение (1) центроиды 7. На участках, соответствующих таким угловым положениям шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы в ручье переменного радиуса, радиальная координата RЦ центроиды 7 шестерни равна переменному катающему радиусу валка.
В зацеплении с шестерней 1 находится зубчатая рейка 3 с непрерывно меняющимся шагом зубьев (фиг.4). Для зубчатой рейки 3 на основании уравнения (1) центроиды 7 шестерни определяют в параметрическом виде (параметр α) уравнение (2) центроиды 8 зубчатой рейки.
Боковые поверхности зубьев рейки 3 выполняются таким образом, что они являются сопряженными к боковым поверхностям зубьев шестерни 1. Такие боковые поверхности получаются при обкатке без скольжения центроиды 7 шестерни по центроиде 8 зубчатой рейки.
Пример. Зубчато-реечный привод осуществляет вращение валка стана холодной периодической прокатки труб. Валок имеет калибровку ручья переменного радиуса для прокатки трубы по маршруту 40×2,7→22×0,75. На станах периодической прокатки труб, как следует из их названия, прокатка трубы происходит периодически. Соответственно, существуют угловые положения шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы в ручье переменного радиуса, и угловые положения, при которых прокатка не происходит, а осуществляются другие операции.
В рассматриваемом конкретном случае рейка установлена таким образом, что угол поворота шестерни от углового положения шестерни в зацеплении с первым зубом рейки до углового положения, при котором начинается прокатка трубы в ручье переменного радиуса, составляет 0,43 рад. Угловым положениям шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы, соответствует диапазон 0,43 рад≤α≤4,51 рад. Участкам в этом диапазоне соответствуют различные стадии процесса прокатки трубы. При угловых положениях 4,51 рад<α≤6,30 рад прокатка не происходит. Угловому положению шестерни в зацеплении с последним зубом рейки соответствует α=6,30 рад.
В диапазоне угловых положений 0,43 рад≤α≤4,51рад катающий радиус валка изменяется линейно от 140,0 мм до 144,8 мм. При других угловых положениях шестерни и валка прокатка не происходит, соответственно, катающий радиус валка не определяется. В соответствии с заявляемым техническим решением на участках, соответствующих угловым положениям 0,43 рад≤α≤4,51 рад шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы в ручье переменного радиуса, радиальная координата RЦ центроиды шестерни равна переменному катающему радиусу валка. При других угловых положениях форма центроиды в рамках настоящего технического решения не регламентируется, поскольку она не влияет на технический результат, поэтому форма центроиды может быть выбрана из каких-либо других соображений. Вместе с тем, задание формы центроиды на этих участках необходимо для выполнения боковых поверхностей зубьев рейки сопряженными с боковыми поверхностями зубьев шестерни на всей длине рейки. Отметим, что, поскольку речь идет о зубчатом зацеплении, термин «сопряженные поверхности» использован в том смысле, в каком он употребляется в теории зубчатых передач (см., например, Левитская О.Н., Левитский Н.И. Курс теории механизмов и машин, М., Высшая школа, 1985, С.179).
В рассматриваемом примере для задания центроиды шестерни на участках, соответствующих таким угловым положениям шестерни и валка, при которых прокатка трубы не происходит, приняты дуги окружностей: радиусом 140,0 мм на участке 0,0 рад≤α<0,43рад и радиусом 144,8 мм на участке 4,51 рад<α≤6,30 рад.
В соответствии с уравнением (1) и первым из уравнений (2) однозначно определяются значения координаты yP центроиды рейки, которые изменяются в пределах от -140,0 мм до -144,8 мм.
Определенный интеграл с переменным верхним пределом от заданной функции RЦ, присутствующий во втором из уравнений (2), как известно, является функцией верхнего предела (см., например, Фихтенгольц Г.М. Курс дифференциального и интегрального исчисления, T.II, М., Наука, 1969, С.115). При заданной функции RЦ=RЦ(α) (или, что тоже самое, RЦ=RЦ(φ)) этот интеграл может быть вычислен известными методами, в результате чего будет получена однозначная зависимость координаты xP точек центроиды рейки от α. В нашем случае, можно воспользоваться известными приемами вычисления определенного интеграла от функции, заданной табличным способом (см., например, Бермант А.Ф., Араманович И.Г. Краткий курс математического анализа, М., Наука, 1966, С.323).
В результате интегрирования функции RЦ однозначно получаются значения координаты xP центроиды рейки, которые изменяются в пределах от 0,0 до 897,2 мм.
Ниже, в качестве иллюстрации, приведены вычисленные по зависимостям (1) и (2) конкретные числовые значения катающего радиуса валка, радиальной координаты RЦ центроиды шестерни и координат yP, xP центроиды рейки, соответствующие конкретным угловым положениям шестерни и валка, задаваемым углом α:
|
На участках, на которых центроида 7 шестерни является окружностью постоянного радиуса, центроида 8 зубчатой рейки параллельна плоскости 9 перемещения оси валка (фиг.4). На этих участках зубчатой рейки боковые поверхности зубьев являются плоскостями, имеющими определенный угол наклона к плоскости 9. Угол между нормалью к плоскости 9 и плоскостями, представляющими собой боковые поверхности зубьев рейки, является углом зацепления. Чем больше радиус окружности, представляющей собой участок центроиды 7 шестерни, тем больше угол зацепления шестерни с рейкой и тем больше шаг зубьев рейки.
На участках, на которых центроида 7 не является окружностью, боковые поверхности зубьев рейки представляют собой поверхности криволинейных цилиндров (фиг.4), образующие которых параллельны плоскости 9. Благодаря такой форме боковых поверхностей зубьев рейки обеспечивается необходимое соотношение линейной скорости возвратно-поступательного движения клети к угловой скорости валка при любом положении клети в процессе прокатки. Дополнительно обеспечивается отсутствие заклинивания зубчато-реечной передачи и отсутствие ударов при переходе контакта к каждой последующей паре зубьев шестерни и зубчатой рейки.
Боковые поверхности зубьев рейки могут быть построены (или обработаны на станке) на основе заданных центроид шестерни и рейки в соответствии с известными принципами теории зубчатых зацеплений. Способы построения сопряженных поверхностей, например методом огибания (см., например, Левитская О.Н., Левитский Н.И. Курс теории механизмов и машин, М., Высшая школа, 1985, С.186-187), позволяют осуществить как теоретическое построение профиля зуба, так и практическое получение профиля зуба на зуборезном станке. Например, это можно сделать, выбирая в качестве производящей поверхности поверхность зубьев шестерни и обеспечивая относительное движение производящей поверхности и заготовки рейки таким, каким оно получается при обкатке центроиды шестерни по центроиде рейки.
Работу устройства рассмотрим на примере двухвалковой прокатной клети, привод каждого из валков которой выполнен в соответствии с предлагаемым изобретением. Такой вариант является предпочтительным.
На фиг.5 представлена схема клети стана холодной периодической прокатки труб. Неподвижная в процессе прокатки заготовка трубы 10 находится в валках 2, на которых выполнены ручьи переменного радиуса. Валки смонтированы в станине 11, совершающей возвратно-поступательное движение. На хвостовик 12 каждого из валков надета круглая шестерня 1, находящаяся в зацеплении с зубчатой рейкой 3, имеющей непрерывно меняющийся шаг.
Зубчато-реечный привод валка стана периодической прокатки труб работает следующим образом.
Станина 11 с валками 2, имеющими ручьи переменного радиуса, совершает возвратно-поступательное движение (в направлении, перпендикулярном плоскости чертежа). Валки 2 дополнительно получают вращение от круглых шестерен 1, надетых на хвостовики 12 валков, и входящих в зацепление с неподвижными зубчатыми рейками 3, имеющими непрерывно меняющийся шаг зубьев. В результате перемещения станины 11 в сочетании с вращением валков 2 с ручьем переменного радиуса пластически деформируют прокатываемую заготовку трубы 10. Указанная деформация заготовки происходит на ограниченном участке полного перемещения станины.
Согласно изобретению боковые поверхности зубьев рейки 3 выполнены как сопряженные поверхности, образующиеся при обкатке центроиды шестерни по центроиде рейки в соответствии с зависимостями (1) и (2). Благодаря этому в тех положениях станины, в которых осуществляется пластическая деформация валками 1 неподвижной заготовки трубы 10, обеспечивается отношение линейной скорости станины 11 к угловой скорости валков 2 (в частности, равное катающему радиусу ручья в очаге деформации), при котором исключается появление в заготовке 10 осевой силы (подпора или натяжения).
Следствием исключения осевых сил является улучшение качества поверхности прокатанной трубы и повышение долговечности механизмов трубопрокатного стана за счет снижения действующих на них нагрузок.
Зубчато-реечный привод валка стана периодической прокатки труб, содержащий круглую шестерню, соединенную с валком и имеющую постоянный угловой шаг зубьев, и находящуюся с ней в зацеплении неподвижную зубчатую рейку, отличающийся тем, что боковые поверхности зубьев рейки выполнены в зоне взаимного контакта с боковыми поверхностями зубьев шестерни как сопряженные поверхности, образующиеся при обкатке имеющей переменный радиус центроиды круглой шестерни по центроиде рейки, причем на участках, соответствующих таким угловым положениям шестерни и жестко соединенного с ней валка, при которых происходит прокатка трубы в ручье переменного радиуса, радиальная координата центроиды шестерни равна переменному катающему радиусу валка для исключения подпора или натяжения в заготовке трубы.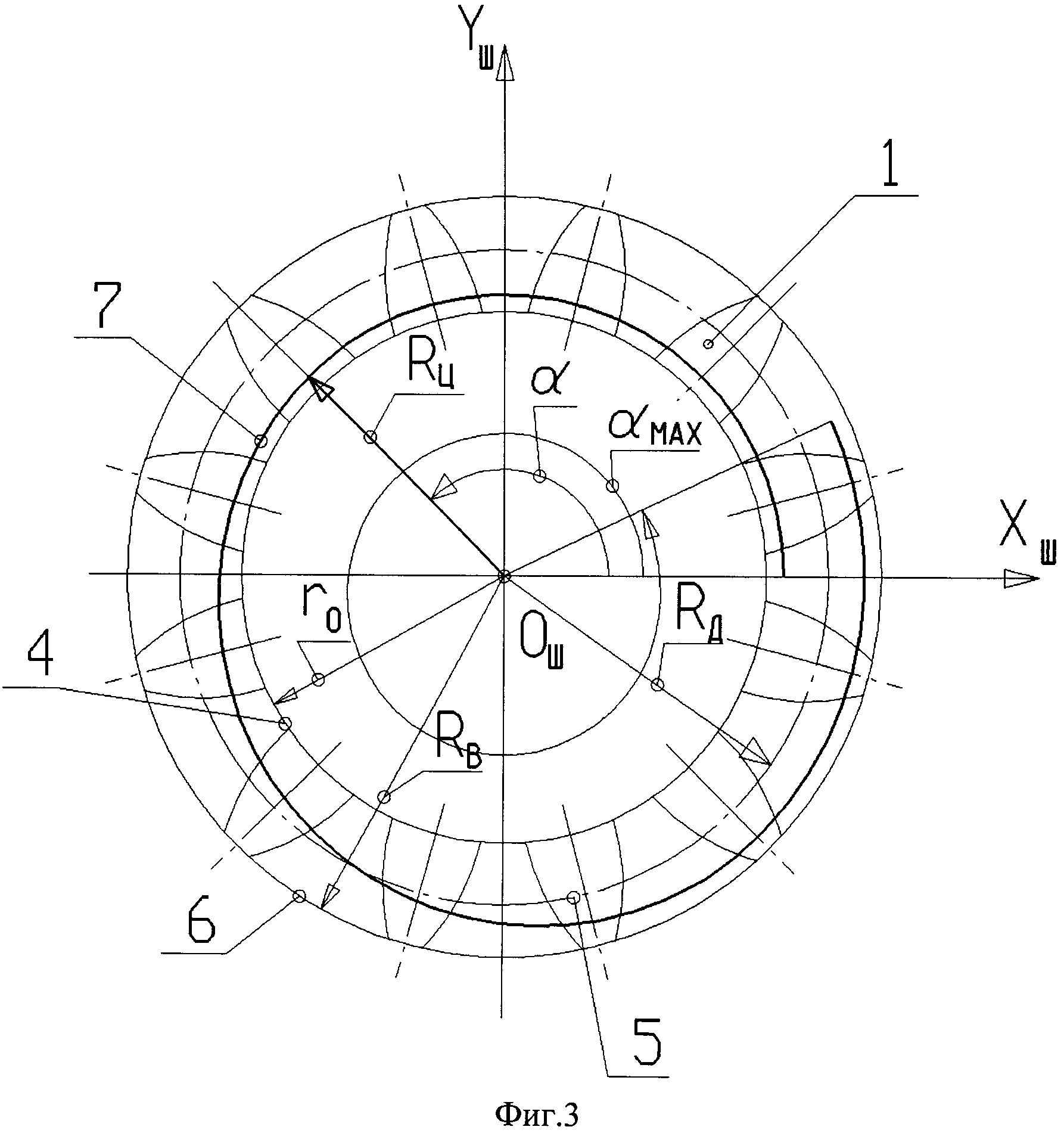
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Дезинтегратор
Ударно-центробежная мельница
Центробежная мельница
Боек валка пилигримового стана горячей прокатки труб
Дезинтегратор
Устройство для дуговой сварки полос на машинах непрерывных металлургических агрегатов
Способ сборки изделий коробчатой формы для автоматической дуговой сварки плавящимся электродом
Устройство для стыковой сварки концов полос
Привод клети стана холодной прокатки труб
Способ управления подачей и поворотом трубы стана холодной прокатки труб
Линия штамповки изделий из цилиндрических реозаготовок
Устройство упаковки порошковой смеси в оболочку неограниченной длины
Способ подготовки полос под сварку на машинах непрерывных металлургических агрегатов
Способ непрерывного литья металлических заготовок методом "плавка на плавку"
Способ изготовления уплотнительной манжеты из полиуретана

