Результат интеллектуальной деятельности: СПОСОБ ПРЕДОХРАНЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ ПРИ СТРОИТЕЛЬСТВЕ ТРУБОПРОВОДОВ
Вид РИД
Изобретение
Изобретение относится к строительству подземных магистральных трубопроводов из стальных труб с антикоррозионным покрытием заводского нанесения и может быть использовано для предупреждения сдвига и отслаивания покрытия при проведении сварочно-монтажных работ.
При соединении труб с покрытием кольцевым сварным швом тепловое воздействие на покрытие приводит к временному размягчению покрытия и клеевого слоя, сдвигу и отслаиванию покрытия.
Известен способ предохранения антикоррозионного покрытия при строительстве трубопроводов (заявка на получение патента РФ №2008122719, МПК7 F16L 58/10, опубл. 10.12.2009), заключающийся в установке на трубопровод хомута из трех элементов, изготовленных из алюминия поперечным сечением 60х50 мм, оценке степени и равномерности его обжатия, установке хомута на концах каждой из свариваемых труб, свободных от покрытия, причем перед установкой хомута поверхность трубы зачищают и наносят на нее теплопроводящий состав.
К недостаткам приведенного способа относится следующее:
1. Неэффективность способа в условиях изменения температуры окружающего воздуха, при которой происходит процесс сварки, так как используется хомут с неизменной площадью теплоотводящей поверхности, не зависящей от температуры окружающей среды. При низких температурах окружающего воздуха установка хомута для предотвращения размягчения покрытия в ряде случаев не требуется, напротив, излишний отвод тепла от металла зоны сварного шва препятствует качественному выполнению процесса сварки труб, что категорически не допустимо, так как высока вероятность выполнения сварного шва с браком.
2. Неэффективность способа на этапе выполнения корневого или внутреннего сварного шва соединяемых труб, при которых тепло сварочного процесса распространяется преимущественно по внутренней поверхности трубы, с которой, в силу замкнутой поверхности, отвод тепла замедлен. При этом на кромке покрытия клеевой слой размягчается, что ведет к сдвигу и отслаиванию покрытия.
3. При высокой температуре окружающего воздуха применение теплоотводящей поверхности недостаточно, так как происходят перегрев покрытия на кромке, размягчение клеевого слоя, сдвиг и деформация покрытия. Установка хомута непосредственно у кромки покрытия при высоких температурах окружающего воздуха приводит к обратному эффекту за счет нагрева, аккумулирования и излучения тепла хомутом на кромку покрытия.
Наиболее близким решением, принятым в качестве прототипа, является способ предохранения антикоррозионного покрытия при строительстве трубопроводов, заключающийся в установке на трубопроводе парных хомутов, предотвращающих отклеивание, сдвиг и отслаивание покрытия (патент РФ №2174641, МПК7 F16L 58/10, опубл. 10.10.2001).
К недостаткам приведенного способа относится следующее:
1. Способ неэффективен при размягчении покрытия на кромке за счет тепла процесса сварки, так как усилие затяжки хомута и равномерность обжатия покрытия регулируются субъективно по изменению толщины эластичной прокладки. При низких температурах окружающего воздуха увеличение степени обжатия хомутов приводит к образованию трещин в покрытии, а недостаточное обжатие не дает удерживающего эффекта, и покрытие под хомутом сдвигается.
2. При низких температурах окружающего воздуха прокладка теряет свою эластичность и фрикционные свойства, что приводит к проскальзыванию покрытия относительно прокладки при сдвиге, а также после неоднократного использования и при увеличении затяжки приводит к ее разрушению.
3. При высокой температуре процесса сварки и длительности подогрева зоны сварного шва в условиях низких температур окружающего воздуха распространение тепла при сварке по замкнутому пространству внутренней поверхности трубы происходит на расстояние, значительно превышающее 0,25-0,30 диаметра трубопровода. В покрытии по его сечению образуется значительный температурный градиент: внутренняя поверхность покрытия, прилегающая к трубе, нагрета, внешняя имеет низкую температуру окружающего воздуха.
Поэтому, чтобы фиксирующий хомут выполнял свои функции, его согласно способу-прототипу необходимо устанавливать на расстоянии не менее 3 м от сварного шва, что значительно увеличивает материалоемкость устройства, усложняет его за счет необходимости дополнительной конструктивной центровки болтов, соединяющих хомуты, при сборке.
Перечисленные недостатки известного способа предохранения антикоррозионного покрытия при строительстве трубопроводов не позволяют эффективно противодействовать процессам сдвига и отслаивания защитного покрытия труб в условиях низких, высоких и знакопеременных температур окружающего воздуха при наличии внутренних напряжений в покрытии, что приводит к снижению качества нового строительства трубопроводов.
Задачей изобретения является создание способа предохранения антикоррозионного покрытия при строительстве трубопроводов.
Технический результат заключается в повышении эффективности и качества антикоррозионной защиты на стадии нового строительства трубопроводов.
Поставленная задача и технический результат при осуществлении способа предохранения антикоррозионного покрытия при строительстве трубопроводов, заключающегося в установке на трубопровод фиксирующего и удерживающего хомутов, состоящих из трех криволинейных элементов, решаются и достигаются тем, что удерживающий хомут устанавливают на кромку антикоррозионного покрытия через прокладку из фрикционного материала, собирают элементы удерживающего хомута с давлением за счет пружин сжатия в узле крепления, фиксирующий хомут с прокладкой из теплоизоляционного термоустойчивого материала устанавливают на металл трубы, при сварке труб в фиксирующем хомуте устанавливают теплоотводы, число которых выбирают в зависимости от температуры металла трубы, соединяют фиксирующий и удерживающий хомуты посредством болтов с осевым натягом за счет пружин сжатия.
Заявленное изобретение поясняется с помощью фиг.1-3.
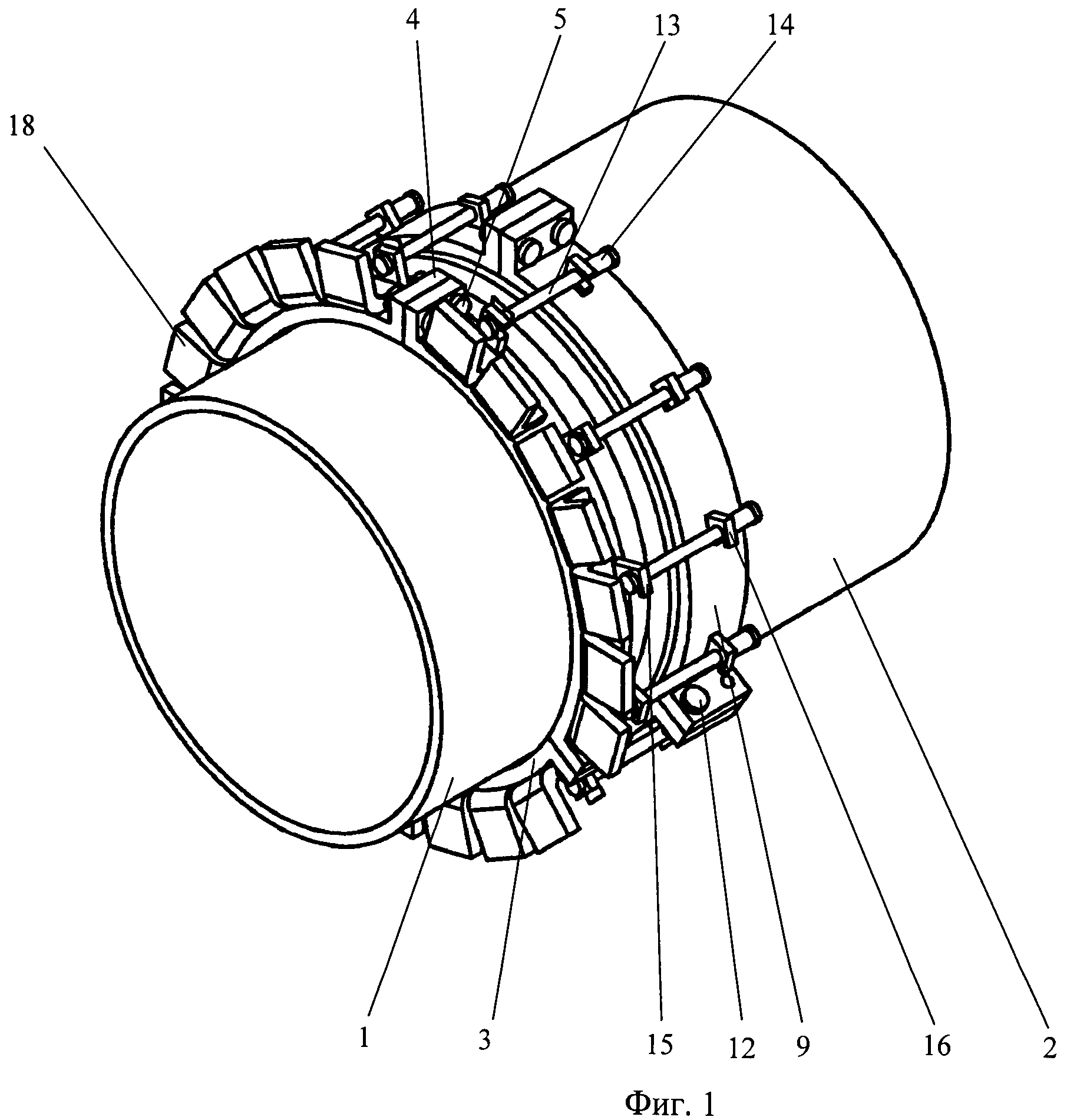
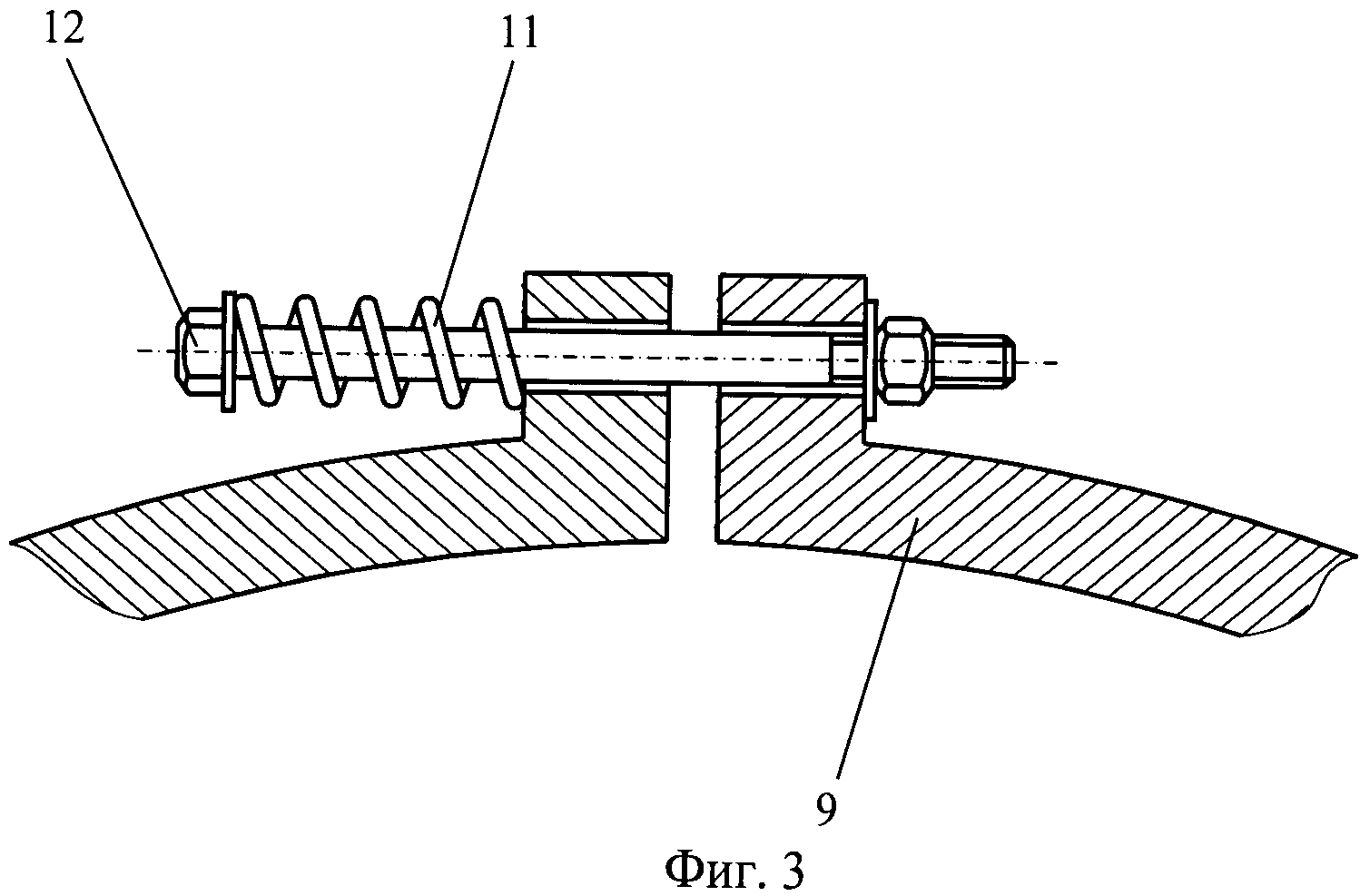
На фиг.1 изображен общий вид устройства для предохранения антикоррозионного покрытия при строительстве трубопроводов, на фиг.2 изображен разрез узла соединения фиксирующего и удерживающего хомутов, на фиг.3 изображен разрез узла соединения криволинейных элементов удерживающего хомута.
Способ предохранения антикоррозионного покрытия при строительстве трубопроводов реализуют следующим образом.
До начала сварки на металл трубы 1 на расстоянии не менее 1 см от края антикоррозионного покрытия 2 устанавливают фиксирующий хомут 3 (фиг.1). Собирают фиксирующий хомут 3 из трех криволинейных элементов, представляющих собой стальные пластины с отогнутыми на краях концами 4, соединяемых болтами 5.
В торце каждого криволинейного элемента фиксирующего хомута 3 со стороны антикоррозионного покрытия 2 выполнен паз 6, в который устанавливают прокладку из теплоизоляционного термоустойчивого материала 7, препятствующую распространению тепла от фиксирующего хомута 3 к антикоррозионному покрытию 2 (фиг.2).
Прокладку из теплоизоляционного термоустойчивого материала 7 крепят к криволинейным элементам фиксирующего хомута 3 посредством болтов 8, которые вкручивают в глухие резьбовые отверстия на торцах криволинейных элементов фиксирующего хомута 3.
На край антикоррозионного покрытия 2 устанавливают удерживающий хомут 9, аналогичный по конструкции фиксирующему хомуту 3. Монтажный диаметр удерживающего хомута 9 соответствует диаметру трубы 1 с антикоррозионным покрытием 2.
Длина криволинейных элементов удерживающего хомута 9 обеспечивает зазор в 2-3 мм между их отогнутыми концами для возможности перемещения криволинейных элементов при деформации антикоррозионного покрытия 2.
Криволинейные элементы удерживающего хомута 9 устанавливают на прокладку из фрикционного материала 10, исключающую скольжение удерживающего хомута 9 относительно антикоррозионного покрытия 2.
Собирают криволинейные элементы удерживающего хомута 9 с давлением за счет пружин сжатия 11, устанавливаемых под болты 12, соединяющих криволинейные элементы удерживающего хомута 9 (фиг.3). Пружины сжатия 11 обеспечивают вдавливание прокладки из фрикционного материала 10 в антикоррозионное покрытие 2 при его тепловой деформации.
Пружины сжатия 11 подбирают таким образом, чтобы максимальная величина сжатия до упора соответствовала максимально допустимому давлению удерживающего хомута 9 на нагретое при сварке антикоррозионное покрытие 2.
Взаимное соединение фиксирующего хомута 3 и удерживающего хомута 9 осуществляют болтами 13 с осевым натягом за счет пружин сжатия 14, предназначенных для компенсации осевого сдвига антикоррозионного покрытия 2 при сварке.
Болты 13 вставляют в прорези бобышек 15 фиксирующего хомута 3 и крепят гайками к бобышкам 16 удерживающего хомута 9. Бобышки сваркой закреплены на криволинейных элементах фиксирующего хомута 3 и удерживающего хомута 9.
При сварке труб в фиксирующем хомуте 3 на болтовое соединение 17 устанавливают теплоотводы 18, число которых выбирают в зависимости от температуры металла трубы.
Пример
Выполняют кольцевой монтажный шов на трубе диаметром 1420 мм и толщиной стенки 16,8 мм. На внешнюю поверхность трубы нанесено антикоррозионное покрытие на основе экструдированного полиэтилена. Край антикоррозионного покрытия расположен от конца (торца) трубы на расстоянии 170 мм.
Температура плавления антикоррозионного покрытия 125°С, размягчения 105°С. При сварке труб температура на краю антикоррозионного покрытия превышает 200°С, что приводит к его деформированию и отслаиванию.
Перед началом сварки на трубу на расстоянии не менее 1 см от края антикоррозионного покрытия на металл трубы устанавливают фиксирующий хомут, который собирают из трех криволинейных элементов, представляющих собой стальные пластины толщиной 15 мм, шириной 50 мм и длиной 1485 мм с отогнутыми на краях концами длиной по 40 мм, в которых выполнены по два отверстия диаметром 13 мм. Отогнутые концы соседних криволинейных элементов скрепляют болтами M 12.
В торцах криволинейного элемента фиксирующего хомута со стороны антикоррозионного покрытия выполнен паз шириной 10 мм и высотой 5 мм, в который устанавливают прокладку из теплоизоляционного термоустойчивого материала, например листового асбеста толщиной 5-7 мм и шириной 30 мм, препятствующую распространению тепла от фиксирующего хомута к антикоррозионному покрытию трубы. Указанную прокладку устанавливают в паз на его полную ширину, после чего ее выступающую часть отгибают на 90° и прикрепляют к криволинейным элементам фиксирующих хомутов болтами М6, которые вкручивают в глухие резьбовые отверстия, выполненные на том же торце, что и паз для размещения прокладки из теплоизоляционного термоустойчивого материала.
На край антикоррозионного покрытия трубы устанавливают удерживающий хомут, конструкция которого аналогична конструкции фиксирующего хомута. Внутренний диаметр удерживающего хомута соответствует внешнему диаметру трубы с антикоррозионным покрытием. Криволинейные элементы удерживающего хомута имеют длину, обеспечивающую зазор в 2-3 мм между соединяемыми отогнутыми концами для возможности их перемещения при деформации антикоррозионного покрытия. Для исключения скольжения удерживающего хомута относительно антикоррозионного покрытия между криволинейными элементами удерживающего хомута и антикоррозионным покрытием трубы устанавливают прокладки из фрикционного материала, например, из пробки или асбеста.
Соединение криволинейных элементов удерживающего хомута выполняется болтами M12, под головки которых устанавливаются пружины сжатия, которые обеспечивают радиальное перемещение криволинейных элементов удерживающего хомута и вдавливание прокладки из фрикционного материала в антикоррозионное покрытие при его тепловой деформации.
Соединение фиксирующего и удерживающего хомутов выполняют болтами, которые устанавливают в бобышки на внешней поверхности криволинейных элементов фиксирующих и удерживающих хомутов. Под головки болтов устанавливают пружины сжатия. При затяжке болтов происходит сжатие пружин, вследствие чего возникает осевой натяг антикоррозионного покрытия в сторону сварного шва. Пружины подбирают из условия, что при максимальном сжатии натяг антикоррозионного покрытия будет максимально допустимым. Величину сжатия пружин определяют экспериментально при постепенном нагревании места выполнения сварного шва до температуры 90°С.
При сварке труб в фиксирующих хомутах устанавливают теплоотводы, которые представляют собой пластины из алюминиевого сплава длиной 200 мм, шириной 150 мм и толщиной 15 мм, с отогнутым на 90° установочным участком, устанавливаемые на поверхность фиксирующего хомута. В центральной части установочного участка теплоотвода выполнено сквозное отверстие диаметром 12,5 мм. Внешнюю поверхность фиксирующего хомута перед установкой теплоотводов покрывают теплопроводящим составом «Аксил».
Перед началом сварки количество пластин определяют экспериментально в зависимости от температуры окружающего воздуха. Для этого устанавливают контактный термометр в зазор «фиксирующий хомут - край антикоррозионного покрытия». В процессе сварки количество теплоотводов увеличивают до тех пор, пока температура не будет превышать 75°С. Крепление теплоотводов производят с помощью винтов M12, вкручиваемых в резьбовые отверстия, выполненные на поверхности криволинейных элементов фиксирующих хомутов.
Выполняют сварку труб. С помощью инфракрасного пирометра С-109Л фиксируют температуру металла трубы, величина которой не должна превышать 70-75°С. В случае быстрого охлаждения металла трубы число теплоотводов уменьшают.
Таким образом, реализация способа предохранения антикоррозионного покрытия при строительстве трубопроводов обеспечивает повышение эффективности и качества антикоррозионной защиты, эффективное противодействие процессам сдвига и отслаивания антикоррозионного покрытия труб в условиях знакопеременных температур окружающего воздуха при наличии внутренних напряжений в этом покрытии.
Применение теплоотводов позволяет поддерживать необходимую температуру на кромке антикоррозионного покрытия, не допуская быстрого охлаждения металла трубы в области сварного шва и перегрева кромки этого покрытия.
Прокладка из теплоизоляционного термоустойчивого материала позволяет увеличить эффективность экранирования тепла. Труба с алюминиевым хомутом при сварке (температура окружающего воздуха 20°С) на кромке покрытия нагревается до 105°С, со стальным фиксирующим хомутом с прокладкой из теплоизоляционного термоустойчивого материала до 95°С, что составляет 11% прироста эффективности экранирования тепла.
Использование прокладки из фрикционного материала позволяет увеличить эффективность противодействия сдвигу антикоррозионного покрытия. Сдвиг антикоррозионного покрытия происходит при температуре 102°С, применение прокладки из фрикционного материала, пружин для сжатия и осевого натяга позволяет увеличить температуру сдвига антикоррозионного покрытия до 120°С, что составляет 17% прироста эффективности противодействия сдвигу антикоррозионного покрытия.
Способ предохранения антикоррозионного покрытия при строительстве трубопроводов, включающий установку на трубопровод фиксирующего и удерживающего хомутов, состоящих из трех криволинейных элементов, отличающийся тем, что удерживающий хомут устанавливают на кромку антикоррозионного покрытия через прокладку из фрикционного материала, собирают элементы удерживающего хомута с давлением за счет пружин сжатия в узле крепления, фиксирующий хомут с прокладкой из теплоизоляционного термоустойчивого материала устанавливают на металл трубы, при сварке труб в фиксирующем хомуте устанавливают теплоотводы, число которых выбирают в зависимости от температуры металла трубы, соединяют фиксирующий и удерживающий хомуты посредством болтов с осевым натягом за счет пружин сжатия.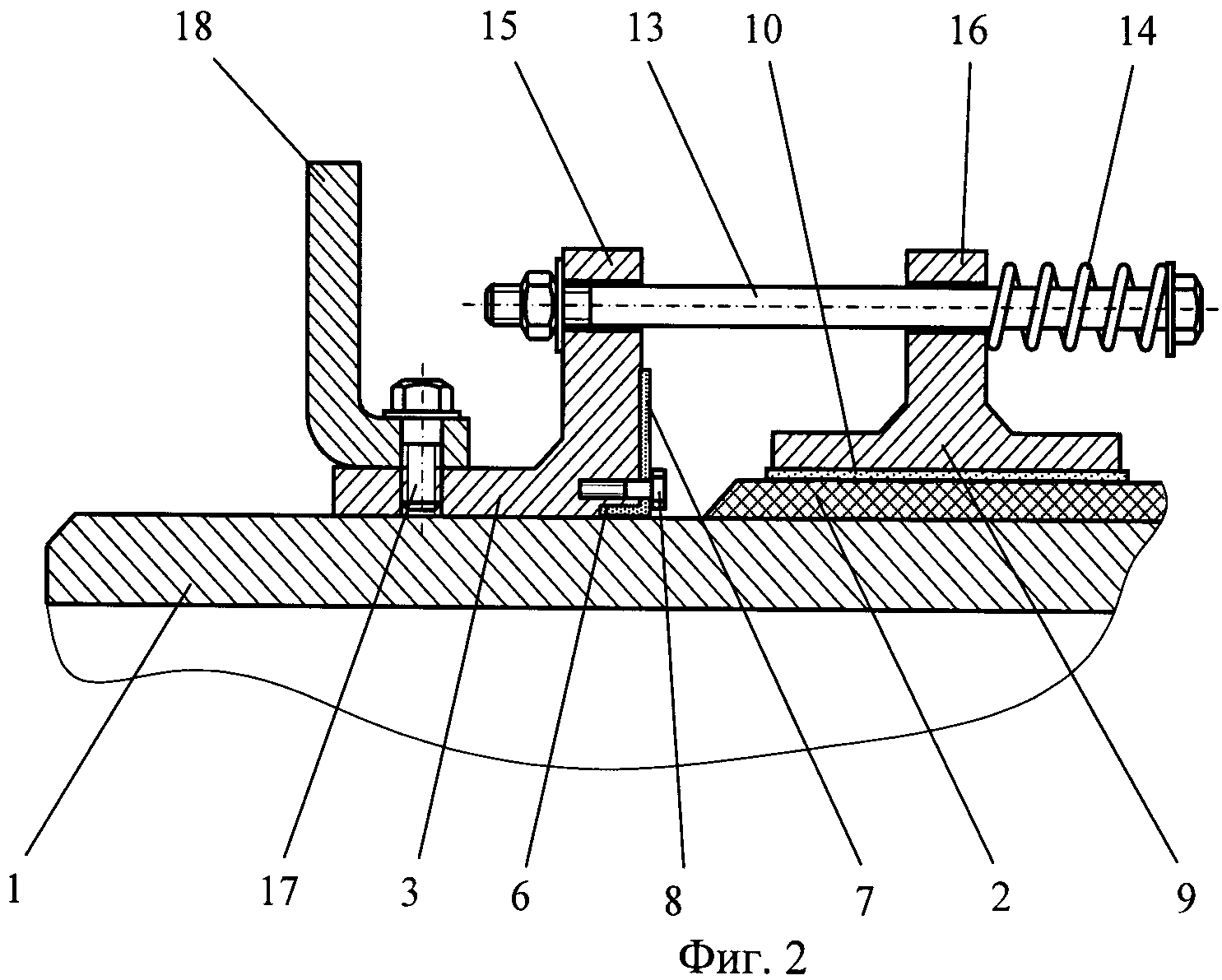
Способ катодной защиты
Способ повышения несущей способности свайной опоры
Устройство для контроля и регулирования процесса добычи газа в газовых и/или газоконденсатных скважинах
Циркуляционная обвязка для сооружения гравийного фильтра в скважине
Буровой раствор
Буровой раствор
Способ очистки зумпфа метаноугольной скважины и посадочный узел для установки опорной втулки в эксплуатационной колонне
Обвязка устьевого и наземного оборудования метаноугольной скважины (варианты)
Способ одновременного создания группы подземных резервуаров в растворимых породах
Консорциум штаммов микроорганизмов для очистки окружающей среды от углеводородов
Способ катодной защиты
Способ повышения несущей способности свайной опоры
Устройство для балластировки подводного трубопровода
Способ балластировки трубопровода в обводненной траншее
Регулятор давления газа
Способ балластировки трубопровода
Способ выявления нарушений соединения полимерного покрытия с металлическими трубами
Способ определения механических напряжений в стальных конструкциях
Способ определения предела текучести материала
Устройство для балластировки трубопровода

