Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ
Вид РИД
Изобретение
Настоящее изобретение относится к строительству, а именно к арматурным элементам для сборных и монолитных, обычных и предварительно напряженных бетонных конструкций, армированных неметаллической арматурой, и способам их изготовления.
Известен способ изготовления неметаллической арматуры, заключающийся в формовании вытяжкой с одновременной пропиткой твердеющим материалом, например эпоксидной смолой, сплошного жгута из базальтового ровинга с одновременной навивкой на него в противоположных направлениях двух жгутов, образующих винтовую периодическую поверхность арматурного элемента [1].
Недостатками известного способа изготовления арматурного элемента являются пониженные прочность и модуль упругости на растяжение арматурного элемента, вызванные большой долей связующего в общей массе материала элемента, и получение жесткого на изгиб элемента. Поскольку стержень и жгуты не переплетены между собой, а только склеены пропиточной эпоксидной массой, прочность этого соединения недостаточна. Наружные жгуты не участвуют в работе внутреннего стержня. Жесткий на изгиб элемент нетехнологичен при использовании в качестве напрягаемой арматуры, элемент трудно стыковать и анкеровать на упоры стендов.
Известен арматурный элемент, выполненный из ровинга базальтового волокна, пропитанного полимерной смолой, например эпоксидной [1]. Центральный арматурный стержень диаметром 5-25 мм выполнен из непрерывных волокон, вокруг которого для улучшения сцепления с бетоном выполнены две спирали из аналогичного материала и расположенные в противоположных направлениях. Спирали и стержень жестко соединены между собой общей пропиточной матрицей, например - эпоксидной смолой. Стержень могут выполнять из волокон с различными механическими свойствами, например, добавляют углеродное волокно к базальтовому.
Недостатками известного арматурного элемента являются недостаточное сцепление с бетоном и низкая огнестойкость, а также ограниченные возможности использования его как преднапряженной арматуры в бетонных конструкциях, из-за нетехнологичности изготовления изделий, в частности, в связи с проблемой крепления концевых анкерных устройств, несвариваемости стеклопластика, повышенной хрупкости и изгибной жесткости арматуры, а также высокая стоимость арматуры из-за трудоемкости изготовления и содержания большого количества связующего.
Наиболее близким к предлагаемому способу изготовления и арматурному элементу являются способ изготовления и неметаллическая стержневая арматура, состоящая из двух связанных между собой слоев минерального волокна, причем волокна наружного слоя навиты на волокна внутреннего слоя. Внутренний слой является рабочим и выполняется из непрерывных волокон [2].
Для использования арматурного элемента в качестве напрягаемого его выполняют с металлическим сердечником и пропитывают полимерным связующим, что приводит к недостаткам, присущим жесткой арматуре.
Недостатком элемента является плохое сцепление с бетоном, невозможность равномерного натяжения арматуры до необходимой степени напряжения в бетонных конструкциях из-за неравномерности растяжения слоев ровинга, имеющих различную направленность волокон.
Техническая задача заключается в расширении технологических возможностей изготовления арматурных элементов из гибких волоконных материалов для преднапряженного армирования, снижении себестоимости, а также в создании гибкого неметаллического арматурного элемента с возможностью предварительного натяжения его до 400-1000 МПа, с повышенным модулем упругости на растяжение, повышенной огнестойкостью и высокой степенью сцепления с бетонной матрицей при снижении трудоемкости его изготовления.
Поставленная задача решается таким образом, в способе изготовления арматурного элемента с периодической поверхностью, включающем размещение жгутов из длинномерных минеральных волокон, соединение их между собой, согласно изобретению, жгуты выполняют из волокон толщиной 5-50 мкм и/или нитей из них, в виде лен с плотностью в сечении жгута 2-20 тысяч текс, располагают их в продольном направлении и сплетают в канат одинарным или двойным плетением. Причем, канат могут сплетать из жгутов, пропитанных полимерным вяжущим, или сплетенный канат пропитывают цементным или полимерным вяжущим, или сплетенный канат пропитывают цементным или полимерным вяжущим после его фиксации на стенде до или после натяжения при изготовлении предварительно напряженных бетонных изделий.
Кроме того, поставленная зада решается также таким образом, что арматурный элемент с периодической поверхностью, включающий связанные между собой жгуты из длинномерных минеральных волокон, согласно изобретению, выполнен в виде каната, сплетенного из ленточных жгутов, состоящих из продольных волокон толщиной 5-50 мкм, или нитей из них, с плотностью волокон в сечении жгута 2-20 тысяч текс и прочностью на растяжение 0,6-2,0 ГПа площадью сечения каната не более 1,2 nА, где n - число жгутов, А - площадь сечения одного жгута. Причем, арматурный элемент может быть снабжен, по крайней мере, одним концевым анкерным устройством, или снабжен анкерными устройствами, расположенными по длине арматурного элемента с шагом 0,5-1,5 м, канат может быть сплетен из жгутов, пропитанных водосовместимым замасливателем, например, крахмалом, или может состоять из ленточных жгутов, пропитанных полимерным связующим, или канат может быть пропитан полимерным связующим. Кроме того, канат может быть пропитан цементным или полимерным вяжущим в растянутом состоянии после его натяжения при изготовлении предварительно напряженных бетонных изделий. При этом канат сплетен из жгутов, выполненных из различных материалов, например из базальтового и стекловолокна, при этом длина каждого жгута должна быть пропорциональна модулю упругости используемого волокна.
Предлагаемый арматурный элемент отличается от известного тем, что выполнен в виде каната, сплетенного из ленточных жгутов, состоящих из продольных волокон толщиной 5-50 мкм, или нитей из них, с плотностью волокон в сечении жгута 2-20 тысяч текс, прочностью на растяжение 0,6-2,0 ГПа и площадью сечения не более 1,2 nА, где n - число жгутов, А - площадь сечения одного жгута. Для повышения жесткости на растяжение в сечении каната могут быть жгуты из различных материалов, например стекла, базальта и др. При этом для обеспечения их совместной работы длина жгутов в составе каната должна приниматься пропорционально модулю упругости материала. В зависимости от способа пропитки жгутов, элемент может быть выполнен абсолютно гибким (канат, веревка), упругим (упругая проволока) или жестким (стержень).
Предлагаемый способ отличается от известного тем, что жгуты выполняют из волокон толщиной 5-50 мкм и/или нитей из них, в виде ленты с плотностью в сечении жгута 2-20 тысяч текс, располагают их в продольном направлении и сплетают в канат одинарным или двойным плетением. Причем, канат могут сплетать из жгутов, пропитанных полимерным вяжущим, или сплетенный канат пропитывают цементным или полимерным вяжущим, при этом площадь сечения плетенного каната не должна превышать более чем на 20% суммарной площади жгутов.
Такое выполнение неметаллического арматурного элемента технологично и не требует больших затрат при формирования элемента из продольных жгутов, выходящих после обработки замасливателем или после пропитки полимерным вяжущим. При этом использование именно базальтовых и/или стеклянных волокон, а также их однонаправленность расположения в жгуте, обеспечивает возможность напряжения арматурного элемента до величин, достаточно близких к их прочности. При этом плотность жгутов 2-10 тысяч текс и низкая плотность плетения каната 1,2 nА без крутых перегибов жгутов обеспечивают их целостность, а также возможность пропитки полимерным или цементным раствором непосредственно на стендах до или в процессе бетонирования и достижения надежного сцепления с бетонной матрицей конструкции. При этом расход полимерного вяжущего значительно снижается по сравнению с известными техническими решениями.
Жгут с предлагаемыми параметрами при пропитке полимерной композицией не становится жестким, а остается достаточно гибким длинномерным арматурным элементом, который может быть намотан на катушку, или смотан в бобины и может в таком виде транспортироваться к месту изготовления предлагаемого каната.
Канат, состоящий из нескольких жгутов и пропитанный вяжущим, становится достаточно жестким элементом и может использоваться как обычная стальная арматура.
Канаты изготавливают на заводах путем плетения жгутов на текстильных станках. Некоторые операции, например пропитка полимерным и/или цементным вяжущим, могут производиться непосредственно на стенде для изготовления бетонных изделий.
Кроме того, на концах и по длине арматурного каната могут легко выполняться, или крепиться анкерные приспособления, в том числе концевые для фиксации натяжения арматуры при изготовлении преднапряженных бетонных изделий и уширениями жгутов для улучшения сцепления с бетоном по длине конструкции.
Техническим результатом является создание гибкого, неметаллического, работающего на растяжение и изгиб арматурного элемента, огнестойкого, с повышенным сцеплением с бетонной матрицей, легко анкеруемого и стыкуемого, с пониженной себестоимостью и повышенным модулем упругости на растяжение 80-200 ГПа. Кроме того, обрезки такого арматурного элемента являются экологически чистыми отходами и могут быть подвергнуты переработке и повторному использованию, например в качестве фибры.
Указанные свойства присущи канатам, сплетенным из базальтоволоконных и стекловолоконных ленточных жгутов, состоящих из «тонких, утолщенных и грубых» в соответствии с текстильной классификацией волокон толщиной 5-50 мкм. Волокна предварительно могут быть объединены в нити, крученные или комплексные.
Изобретение поясняется чертежом.
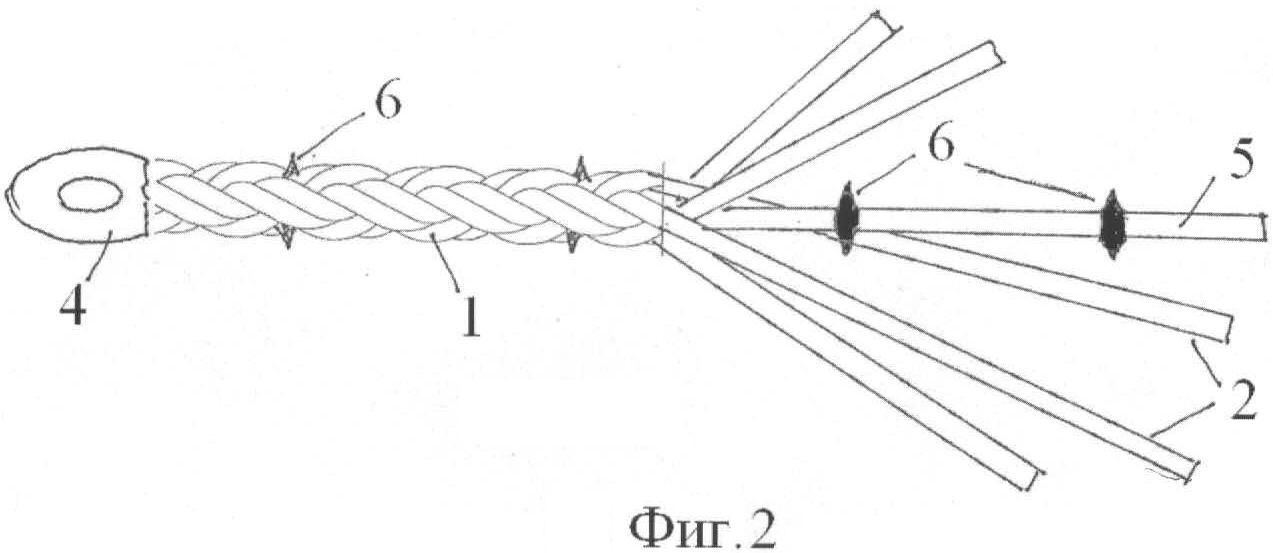
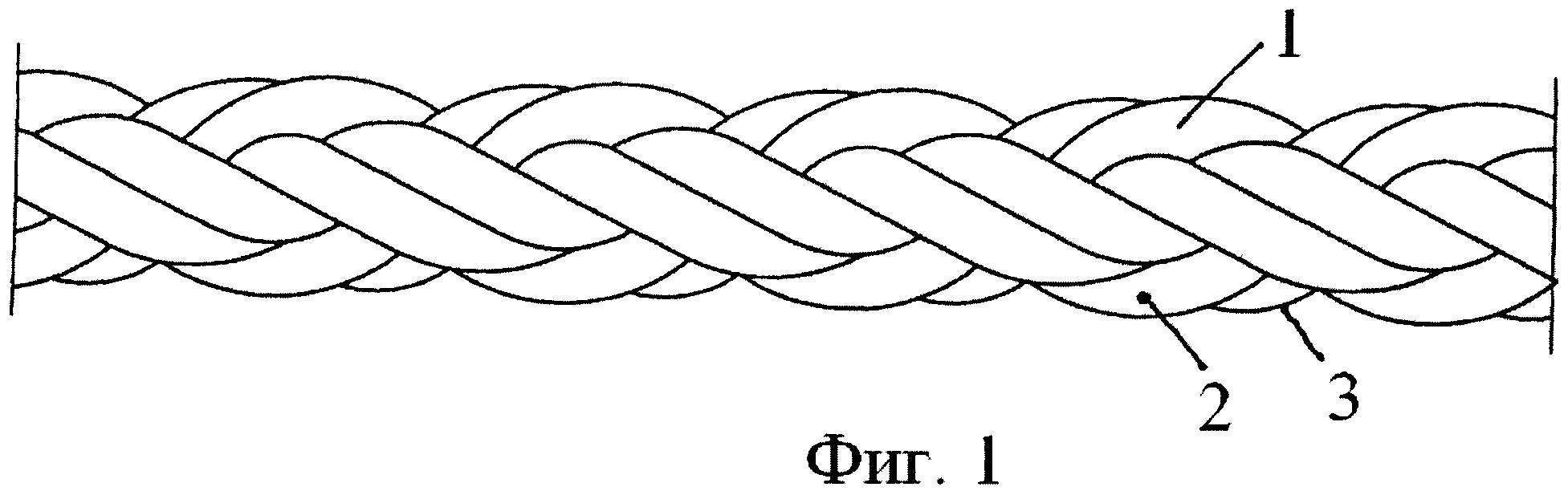
На фиг.1 представлен арматурный неметаллический элемент; фиг.2 - то же, что на фиг.1 - вариант выполнения каната с уширениями жгутов.
Арматурный элемент для предварительно напряженных бетонных конструкций выполнен в виде плетенного каната 1, состоящего из продольных жгутов 2, состоящих из базальтовых и/или стеклянных 3, или нитей из них. Канат имеет концевое анкерное устройство 4. По длине каната 1 на центральном жгуте 5 для повышенного сцепления с бетоном могут быть выполнены анкерующие узлы или уширения 6. Кроме анкерующих функций, уширения 6 выполняют роль спейсеров, раздвигающих жгуты 2 и улучшающих условия их сцепления с цементной матрицей изделия.
Способ осуществляют следующим образом.
Канаты 1 могут изготавливаться в виде длинномерных тросов, а поставляться на заводы ЖБК на катушках, а также изготавливаться в виде отрезков, кратных длине стенда или изделия. На концах арматурного элемента 1 могут быть выполнены концевые анкерные устройства 4 для закрепления на стенде или в армируемой конструкции.
Концевые устройства 4 в виде крюков или петель могут быть завязаны или заплетены на концах каната 1 или закреплены спайкой, например, серной композицией. Концевые анкерные устройства 4 могут быть выполнены, например, из базальтопластика или металла.
При производстве базальтовых и стеклянных волокон 3 их поверхность для предотвращения распушивания обычно покрывают замасливателем. Замасливатель придает волокнам 3 скользкость и снижает сцепление волокна с цементной матрицей. Для уменьшения этого негативного эффекта в предлагаемом изобретении предусмотрено выполнение периодической поверхности за счет образования систематических неровностей поверхности элемента.
Плотное плетение канатов из жгутов приводит к снижению прочности из-за неизбежных перегибов. В предлагаемом элементе плотность плетения ограничивается условием недопустимости увеличения сечения каната более 20% по сравнению с общей площадью сечения жгутов.
Плоские ленточные жгуты 2 толщиной 1-2 мм могут пропитываться твердеющим материалом, например полимерцементным раствором или полимерной смолой, при этом сохранять гибкость и возможность плетения в канаты.
Гибкие канаты чрезвычайно технологичны, поэтому предлагается пропитывать их вяжущим после размещения на стенде до или после натяжения на упоры. В этих случаях удобно применять цементный или полимерцементный пропиточный раствор. Пропитка может выполняться сплошной или прерывистой по длине элемента.
Для повышения продольной жесткости на растяжение канаты 1 могут составляться из разномодульных жгутов 2, например базальтовых и углеродных, причем для обеспечения совместной работы в составе каната, длина жгута на единице длины каната пропорциональна модулю упругости.
Предлагаемый способ реализуется в следующей технологической последовательности.
Готовые жгуты с заданной плотностью, изготовленные на заводах базальтоволокна, поставляют в катушках. Три-восемь катушек со жгутами помещают в специальный станок для плетения канатов. Канаты сплетают с заданной плотностью, чтобы создать периодичную поверхность и, при этом, не допустить резких перегибов волокон. Канаты плетутся из жгутов, обработанных замасливателем при изготовлении или пропитанных вяжущим, допускающим упругие деформации при плетении и напряжении.
Вариант способа - после сплетения жгутов готовый канат пропитывают в ванне и обрабатывают до затвердения.
Вариант способа - канаты пропитывают непосредственно на стенде для изготовления железобетонных изделий или на строительной площадке.
В этом случае, пропитку выполняют до или после натяжения каната.
Наиболее эффективно использование предлагаемого арматурного элемента в качестве преднапрягаемой арматуры сборных бетонных изделий, изготавливаемых на железобетонных заводах на длинных стендах по технологии безопалубочного формования.
Арматурные элементы изготавливают в виде канатов на заводах и поставляют в катушках, бобинах, барабанах и т.п.
Канат 1 плотностью 4-20 тысяч текс длиной несколько километров легко размещается на катушках диаметром около одного метра. Несколько катушек с канатами размещают на рельсовой тележке для разворачивания арматуры на длинных стендах безопалубочного формования предварительно напряженных бетонных изделий. Концы канатов закрепляют в начале силового стенда с помощью концевых устройств или путем цанговых захватов, или путем временной пайки легкоплавким материалом. Затем катушки на тележке перемещают вдоль стенда, разматывая канаты, а другие концы канатов закрепляют на второй стороне стенда. Затем выполняют натяжение канатов путем приложения усилия от гидравлических домкратов на смещаемый конец стенда. Растягивают канаты до контролируемого блокировочного напряжения 400-1000 МПа и фиксируют. Затем по стенду пропускают установку для бетонирования изделия, которая формует изделия из жесткой бетонной смеси. В передней части установки размещают емкость с полимер-цементным раствором, через которую пропускают канаты 1 для пропитки в процессе формования изделия. После набора прочности бетона, бетонные изделия распиливают на проектные размеры алмазной пилой, при этом происходит передача усилия от растянутой арматуры на бетон изделия.
В случае применения для пропитки канатов вяжущего, требующего длительного времени или температуры, пропитка выполняется как отдельная операция после напряжения канатов перед бетонированием.
Пропитка растянутого элемента цементным вяжущим позволяет максимально сблизить по величине деформации арматуры и матрицы, так как предельные деформации цементного материала при растяжении чрезвычайно малы.
Источники информации
1. Патент РФ №2194135, E04C 5/07, публ. 10.12.2002.
2. Патент РФ №35640, E04C 5/07, публ. 18.08.2003 г. /прототип/.
Способ изготовления комбинированно армированных бетонных изделий
Арматурный каркас и способ его изготовления
Волокнистый наноцемент и способ его изготовления
Автомобильная дорога
Способ возведения набивной конструкции в грунте
Способ закрепления грунтов
Способ закрепления грунтов
Способ образования анкерного устройства и анкерное устройство
Способ возведения инъекционного нагеля и инъекционный нагель, возведенный этим способом
Способ изготовления комбинированно армированных бетонных изделий
Арматурный каркас и способ его изготовления
Волокнистый наноцемент и способ его изготовления
Автомобильная дорога
Способ возведения набивной конструкции в грунте
Способ закрепления грунтов
Способ закрепления грунтов
Способ образования анкерного устройства и анкерное устройство
Способ возведения монолитного здания, сооружения методом 3d печати и устройство для его осуществления
Способ возведения инъекционного нагеля и инъекционный нагель, возведенный этим способом

