Результат интеллектуальной деятельности: СПОСОБ ЭКСПЛУАТАЦИИ ТКАЦКОЙ МАШИНЫ, ВКЛЮЧАЮЩЕЙ В СЕБЯ ЗЕВООБРАЗУЮЩУЮ МАШИНУ
Вид РИД
Изобретение
Изобретение касается способа эксплуатации ткацкой машины, включающей в себя зевообразующую машину, обладающую возможностью подключающих и отключающих движений зевообразующих средств и приводимую в действие одним единственным регулируемым по частоте вращения приводом, настройка которого осуществляется независимо от регулируемого по частоте вращения привода ткацкой машины.
Зевообразующая машина такова, что настройка движений отдельных зевообразующих средств, например релизок или жаккардовых крючков, осуществляется посредством электронного управления с возможностью отдельного программирования с помощью электромеханических элементов, то есть они могут подключаться или отключаться. Такие зевообразующие машины известны специалисту под названием ремизоподъемной каретки или жаккардовой машины. У ремизоподъемных кареток или жаккардовых машин, в смысле этого изобретения, привод главного вала зевообразующей машины и соединенных с ним вращающихся масс зевообразующей машины, включая, возможно, имеющиеся дополнительные инерционные массы, возможен независимо от подключаемого движения зевообразующих средств. Ремизоподъемная каретка, которая работает по этому принципу, описана, например, в EP 570628 A1. В противоположность зевообразующим машинам, у которых каждое зевообразующее средство снабжено собственным двигателем, зевообразующей машине, взятой здесь за основу, необходим только один единственный приводной двигатель.
В настоящем способе, впрочем, речь идет об электродвигательных приводах, регулируемых по частоте вращения посредством электронного управления, которые в состоянии приводить в действие ткацкую и зевообразующую машину с обычной для нее эксплуатационной частотой вращения.
Независимый двигательный привод зевообразующей машины позволяет в определенных эксплуатационных состояниях прекращать по существу синхронную при нормальном режиме ткацкого производства эксплуатацию зевообразующей машины и ткацкой машины.
Здесь следует сослаться на то обстоятельство, что как ткацкая машина, так и зевообразующая машина включают в себя компоненты, которые в большинстве случаев передвигаются кинематическими средствами неравномерно. У ткацкой машины это, как правило, компоненты, служащие для отклонения берда и, возможно, компоненты, предназначенные для механического введения утка. У зевообразующей машины - это зевообразующие средства.
Неравномерные движения этих компонентов вызывают колеблющиеся независимо друг от друга моменты инерции масс на валу соответствующего приводного двигателя. Эти моменты в свою очередь вызывают колеблющиеся частоты вращения в течение соответственно одного рабочего цикла ткацкой и зевообразующей машины. В зависимости от размера приводных узлов и от того, как рассчитано соответствующее управление приводом, с точки зрения техники автоматического регулирования, эти колебания могут быть больше или меньше. Это обстоятельство, в частности, описано в EP 0893525 A1.
Это означает, что ткацкая и зевообразующая машина, снабженные независимыми друг от друга приводными двигателями, как правило, в течение одного рабочего цикла имеют синхронную угловую частоту и физически точно одинаковую частоту вращения только в определенные, обязательно необходимые в функциональном отношении моменты времени. В других угловых диапазонах рабочего цикла могут происходить отклонения от этой точной синхронности. По существу синхронный режим означает в этой связи, что, например, в пределах одного рабочего цикла моментальная частота вращения ткацкой и зевообразующей машины составляет только 85% от собственной эксплуатационной частоты вращения, однако в среднем в течение нескольких циклов обе машины работают с одинаковой эксплуатационной частотой вращения.
Для описанного режима эксплуатации необходимо, чтобы ткацкая и зевообразующая машина или, соответственно, их приводы были соединены (оснащены) с соответствующими электронными устройствами управления и регулирования, включая сельсин-датчики или другие сенсоры, которые позволяют определять моментальное положение ткацкой и зевообразующей машины, а также осуществлять синхронизацию их обеих.
Способ эксплуатации ткацкой машины, включающей в себя зевообразующую машину с независимыми друг от друга приводами, известен из EP 1328673 B1. Этот документ содержит предложение о том, чтобы пуск зевообразующей машины мог осуществляться без движения зевообразующих средств и без движения ткацкой машины. Это дает преимущество уменьшения приводных моментов зевообразующей машины, так как время для разгона зевообразующей машины с ее вращающимися массами, включая, возможно, имеющиеся инерционные массы, может быть дольше, чем при синхронном разгоне ткацкой и зевообразующей машины; кроме того, при этом процессе не происходит одновременного движения масс зевообразующих средств.
Кроме того, предложение из EP 1328673 B1 основано на том рассуждении, что ткацкая машина в процессе разгона ткацкой и зевообразующей машины эксплуатируется таким образом, что перед первым отклонением берда при частоте вращения, которая близка к эксплуатационной частоте вращения или равна ей, не осуществляется никаких «пустых» отклонений берда от точки ткани, в которой перекрещивается основа с утком, потому что это может привести к нежелательному уплотнению ткани и к микроворсованию уточных и основных нитей в точке перекрещивания основы с утком.
Исходя из способа, предложенного в EP 1328673 B1, были проведены рассуждения о том, что не все равно, в каком положении зевообразующие средства приходят в состояние останова, когда режим ткацкого производства должен прерываться из-за обрыва уточной нити или обрыва основной нити. При обрыве уточной нити, например, необходимо открытое положение зева, чтобы разорванная или разорванные уточные нити могли быть удалены. Открытое положение зева означает, что все зевообразующие средства находятся в одном из двух крайних положений движения (верхнем или нижнем).
Но более продолжительный останов ткацкой машины или, соответственно, зевообразующих средств при открытом положении зева является неблагоприятным для качества получаемой ткани; а именно при этом нагружаются основные нити, точка перекрещивания основы с утком может смещаться, и при повторном разгоне ткацкой машины с ее отклонениями берда в ткани могут образовываться места набегания. Поэтому стремятся к тому, чтобы при нарушениях производственного процесса по возможности сократить время, в течение которого зев находится в открытом положении. Поэтому, когда это возможно, зев приводится в закрытое положение вне нормального режима ткацкого производства.
В основу настоящего изобретения положена задача, в случае нарушения производственного процесса, сократить продолжительность времени на устранение нарушения производственного процесса и по возможности избежать торможения зевообразующей машины и соединенных с ней вращающихся масс и, возможно, имеющихся инерционных масс до состояния останова.
При этом при нарушениях производственного процесса вследствие обрыва утка продолжительность времени с открытым положением зева также сокращается и, кроме того, необходимо меньше электрической энергии, так как для устранения обрыва утка не требуется останавливать зевообразующую машину и затем снова запускать ее в эксплуатацию.
Задача в соответствии с изобретением решается с помощью признаков п.1 формулы изобретения. При этом зевообразующая машина продолжает эксплуатироваться с высокой рабочей частотой вращения, например, прежней эксплуатационной частотой вращения, и в случае, если устранение обрыва уточной нити было успешным, без останова, снова переводится в обычный режим ткацкого производства.
В уровне техники для пусков, остановов и перехода на другую частоту вращения ткацкой и зевообразующей машины, снабженных независимыми друг от друга приводами, уже предлагалось по определенным причинам не эксплуатировать одновременно зевообразующие средства и, например, при разгоняющейся или затормаживающейся зевообразующей машине оставлять зевообразующие средства предпочтительно в открытом положении зева.
В соответствии с настоящим изобретением при нарушении производственного процесса у продолжающей работать зевообразующей машины посредством программируемого управления процессом надлежащим образом подключаются или отключаются зевообразующие средства, так что возможно устранение и затем повторное введение оборванной уточной нити. При этом только у ткацкой машины посредством управления ее собственным приводом может быть понижена частота вращения и при необходимости она может быть совсем остановлена. Затем ткацкая машина ее собственным приводом снова разгоняется до эксплуатационной частоты вращения, желаемой для дальнейшего режима ткацкого производства, и при этом синхронизируется с зевообразующей машиной, которая уже работает с этой эксплуатационной частотой вращения, так что режим ткацкого производства снова продолжает осуществляться в соответствии с узором.
По определенным причинам может потребоваться, чтобы эксплуатационная частота вращения ткацкой и зевообразующей машины при первом прибое берда после нарушения производственного процесса отличалась от эксплуатационной частоты вращения при последнем прибое берда до нарушения производственного процесса. Это может быть, например, обосновано тем, что управление ткацкой машины запрограммировано таким образом, что оно автоматически понижает эксплуатационную частоту вращения ткацкой и зевообразующей машины при большом количестве следующих друг за другом нарушений производственного процесса до тех пор, пока не станет происходить меньше нарушений производственного процесса. Конечно, возможен также обратный процесс при менее частых нарушениях производственного процесса.
Кроме того, могут предъявляться другие требования ткацкой технологии, когда при первом прибое берда после нарушения производственного процесса необходима другая эксплуатационная частота вращения ткацкой и зевообразующей машины, чем при последнем прибое берда до нарушения производственного процесса. По этой причине в рамках предлагаемого изобретением способа предусмотрена также адаптация частоты вращения зевообразующей машины перед возобновлением обычного режима ткацкого производства в соответствии с узором к требованиям, которые задает управление ткацкой машины, то есть понижение или повышение частоты вращения зевообразующей машины в определенных пределах, так чтобы она работала с ткацкой машиной, которая осуществляет прибой берда, в последующем обычном режиме ткацкого производства по существу снова синхронно, то есть с эксплуатационной частотой вращения.
Сюда относится при необходимости также перестановка углового соотношения или, соотвественно, относительного положения между ткацкой машиной и зевообразующей машиной. По причинам ткацкой технологии может потребоваться изменять это угловое соотношение или, соответственно, относительное положение в рабочем цикле ткацкой и зевообразующей машины в момент закрытого положения зева для дальнейшего обычного режима ткацкого производства постоянно или же от утка к утку. Происходит смещение фаз между рабочими циклами ткацкой машины и зевообразующей машины. Это должно при необходимости учитываться при повторной синхронизации после нарушения производственного процесса путем надлежащего программирования управлений приводных двигателей, но ничего не изменяет в по существу синхронном режиме эксплуатации в нормальном режиме ткацкого производства ткацкой и зевообразующей машины.
При определенных обстоятельствах для устранения причин нарушения производственного процесса может также потребоваться снижать частоту вращения зевообразующей машины во время несинхронной эксплуатации ткацкой и зевообразующей машины. Чтобы еще сохранялось преимущество заявленного здесь способа, придется, однако, избегать останова зевообразующей машины; целесообразно не уменьшать частоту вращения зевообразующей машины ниже 50% от эксплуатационной частоты вращения.
Кроме того, может быть также целесообразно, по меньшей мере, время от времени продолжать эксплуатировать ткацкую машину во время несинхронной эксплуатации ткацкой и зевообразующей машины с низкой частотой вращения, чтобы обеспечить возможность устранения причин нарушения производственного процесса. Это может, например, потребоваться тогда, когда для автоматического устранения обрывов утка хотят привести бердо ткацкой машины в определенное положение.
Ткацкая машина во время описанного процесса будет переводиться на ползучую скорость, например, совместимую с устранением обрыва утка (т.е. достаточно медленную). Под ползучей скоростью в настоящем случае подразумеваются частоты вращения меньше чем 10% от нормальной эксплуатационной частоты вращения.
Устранение нарушения производственного процесса, например, устранение обрыва утка, может осуществляться автоматически или вручную ткацким персоналом. Автоматическое устранение обрыва утка, например, посредством воздушной струи, у современных ткацких машин является уровнем техники и здесь не требует более подробного описания.
В случае ручного устранения нарушений производственного процесса по причинам безопасности в рамках описанного здесь способа необходимы соответственно адаптированные последовательности осуществления способа. Эксплуатация ткацкой машины с низкой частотой вращения (ползучий ход) и возобновление нормального режима ткацкого производства после устранения обрыва утка может быть начата, например, только путем соответствующего ввода с пульта обслуживания ткацкой машины ткацким персоналом.
Желаемые, предварительно запрограммированные в устройстве управления и регулирования режимы эксплуатации, а также частоты вращения ткацкой и зевообразующей машины во время и после осуществления мероприятий по устранению нарушения производственного процесса, могут заранее выбираться оператором через соответствующее меню ввода или с клавиатур на устройстве управления и регулирования ткацкой и зевообразующей машины.
При более продолжительных перерывах в эксплуатации, например, при безуспешной попытке устранить причину нарушения производственного процесса, ткацкая и зевообразующая машина останавливаются.
Тогда зев путем надлежащего управления приводом зевообразующей машины и соответствующей настройки зевообразующих средств как можно скорее приводится в закрытое положение. При нарушениях производственного процесса, которые не требуют устранения обрыва утка и вместе с тем также открытого положения зева, принятие зевом закрытого положения также может осуществляться очень рано, а именно в то время, когда зевообразующая машина еще тормозится, то есть еще не остановилась после распознавания нарушения производственного процесса. Это может быть целесообразно, например, при нарушении производственного процесса вследствие обрыва основы.
Предлагаемый изобретением способ обладает особыми преимуществами в случае, когда причиной нарушения производственного процесса является обрыв утка в ткацкой машине. По уровню техники сообщение об этом обрыве передается сигнализатором устройству управления и регулирования ткацкой машины, которое на его основании может распознать, была ли уточная нить введена в надлежащем порядке или нет.
Для удаления оборванного утка из зева и повторного введения этого оборванного утка в соответствующий узору зев необходимы, в частности, определенные положения зевообразующих средств, которые образуют зев. Эти положения в соответствии с предлагаемым изобретением способом достигаются без останова зевообразующей машины путем подключения или отключения движения зевообразующих средств.
При обрыве утка, например, для удаления оборванной уточной нити зев должен находиться в том соответствующем узору положении, которое было при введении этого оборванного утка в зев. Затем этот уток должен быть введен повторно, и режим ткацкого производства в соответствии с узором должен быть продолжен со следующим утком. Впрочем, следует учитывать, что при прерванной синхронизации ткацкой и зевообразующей машины и при уменьшении частоты вращения или торможении ткацкой машины настройка зевообразующих средств при продолжающей работать зевообразующей машине может осуществляться только тогда, когда уже не может произойти столкновения с возможно еще находящимися в зеве элементами для введения утка (например, рапира). При необходимости предусмотрены сигнализаторы, которые регистрируют положение вводящих элементов и передают сигналы управлению ткацкой или зевообразующей машины, которые препятствуют или прерывают настройку зевообразующих средств, пока существует опасность столкновения с вводящими элементами.
По причинам ткацкой технологии, в принципе, может быть целесообразно, после нарушения производственного процесса или долгого останова ткацкой машины осуществлять так называемый старт с пустым утком. При этом ткацкая машина запускается без введения утка, то есть последний правильно введенный уток снова испытывает прибой берда, но предпочтительно тогда только это одно, для чего ткацкая машина запускается в течение одного цикла ткацкого производства. Зевообразующие средства должны быть заранее приведены в то соответствующее узору открытое положение зева, которое было необходимо, чтобы ввести этот последний уток в зев.
При независимом приведении в действие ткацкой и зевообразующей машины возможно осуществление любых движений приводимых в действие зевообразующей машиной зевообразующих средств без движения при этом ткацкой машины. То есть не требуются никакие нежелательные прибои берда, например, при медленном возврате ткацкой машины в необходимое положение пуска.
Описанный пуск с пустым утком в одном из предпочтительных усовершенствованных вариантов осуществления может быть теперь интегрирован в предлагаемый изобретением способ эксплуатации ткацкой машины, включающей в себя зевообразующую машину, если эта опция повторного пуска ткацкого процесса требуется после нарушения производственного процесса.
Описанный на примере нарушения производственного процесса вследствие обрыва утка этот усовершенствованный вариант осуществления способа выглядит следующим образом: во время осуществления мероприятий по устранению обрыва утка зевообразующая машина продолжает работать с высокой рабочей частотой вращения, и после устранения оборванной уточной нити приводит зев последней правильно введенной уточной нити в открытое положение, то есть высвобождает эту уточную нить. Для этого надлежащим образом подключаются или, соответственно, отключаются соответствующие зевообразующие средства. Ткацкая машина во время этого процесса в свою очередь может уже находиться в фазе пуска, или она запускается только после полного открытия этого зева. В любом случае ткацкая машина с помощью ее привода при пуске снова выходит на желаемую для дальнейшего режима ткацкого производства эксплуатационную частоту вращения и посредством управления по окончании мероприятий по устранению нарушения производственного процесса синхронизируется с независимым приводом зевообразующей машины, которая затем также работает с этой эксплуатационной частотой вращения, так что режим ткацкого производства снова продолжает осуществляться в соответствии с узором. Управление ткацкой машины получает при этом процессе сигнал, что перед первым прибоем берда не должен вводиться уток, что может осуществляться посредством соответствующих электромеханических устройств современных рапирных или пневматических ткацких машин.
Может также произойти, что несколько утков вводятся неправильно или в оборванном состоянии, прежде чем ткацкая машина будет остановлена приводом посредством ее контрольных устройств, и начнется процесс устранения обрыва утка. В этом случае целесообразно осуществление описанного здесь способа для нескольких оборванных или неправильно введенных утков. Зевообразующие средства должны для этого при работающей зевообразующей машине и остановленной или эксплуатируемой на ползучем ходу ткацкой машине путем подключения или, соответственно, отключения их движения последовательно приводиться в правильные, в соответствующие узору открытые положения зева, чтобы можно было удалить соответствующие утки.
Желаемая, предварительно запрограммированная в устройстве управления и регулирования последовательность мероприятий по устранению нарушения производственного процесса может выбираться оператором через соответствующее меню ввода или с клавиатур на устройстве управления и регулирования ткацкой и зевообразующей машины.
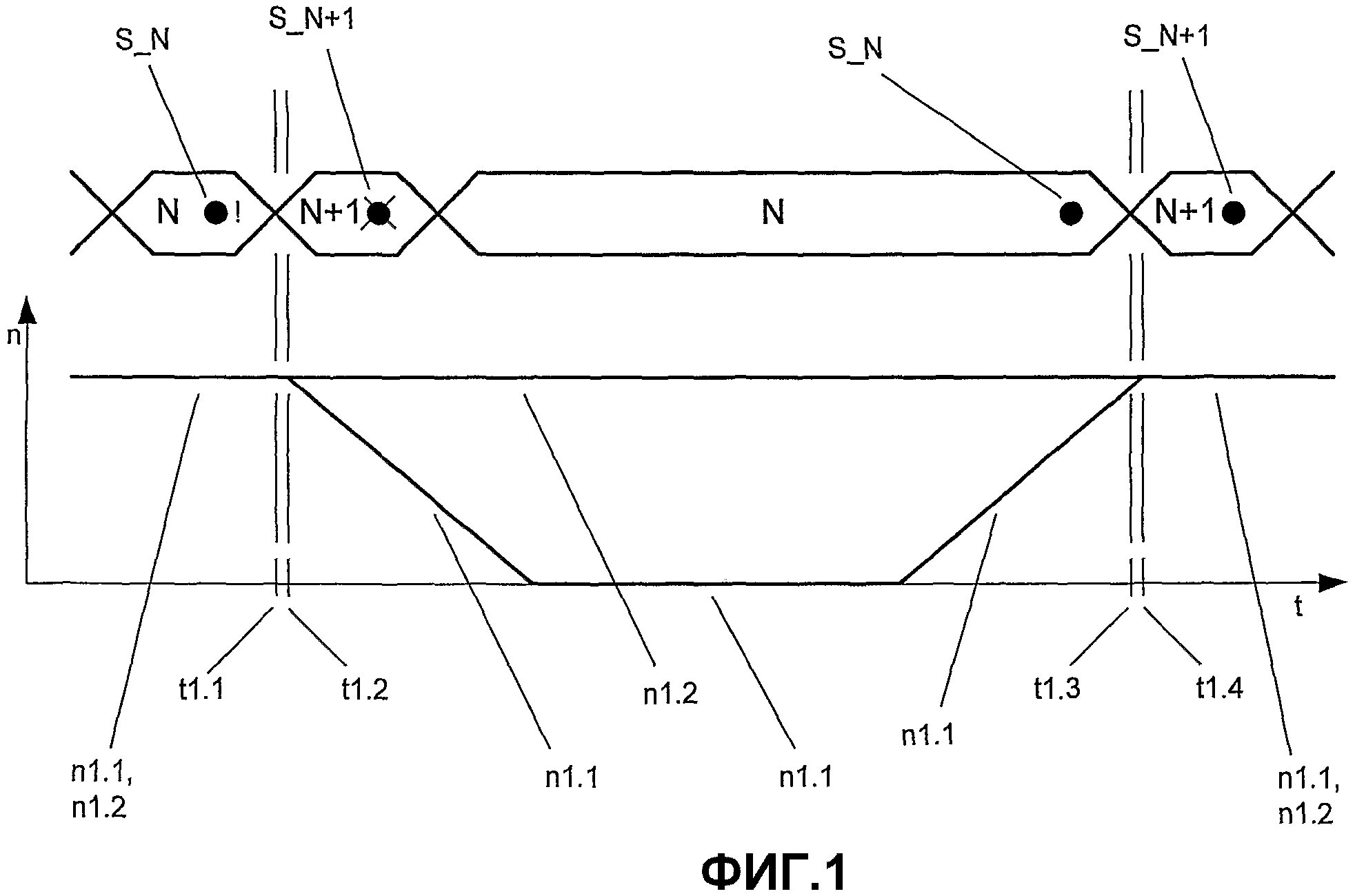
Фиг.1 - это схема последовательности осуществления предлагаемого изобретением способа при устранении обрыва утка;
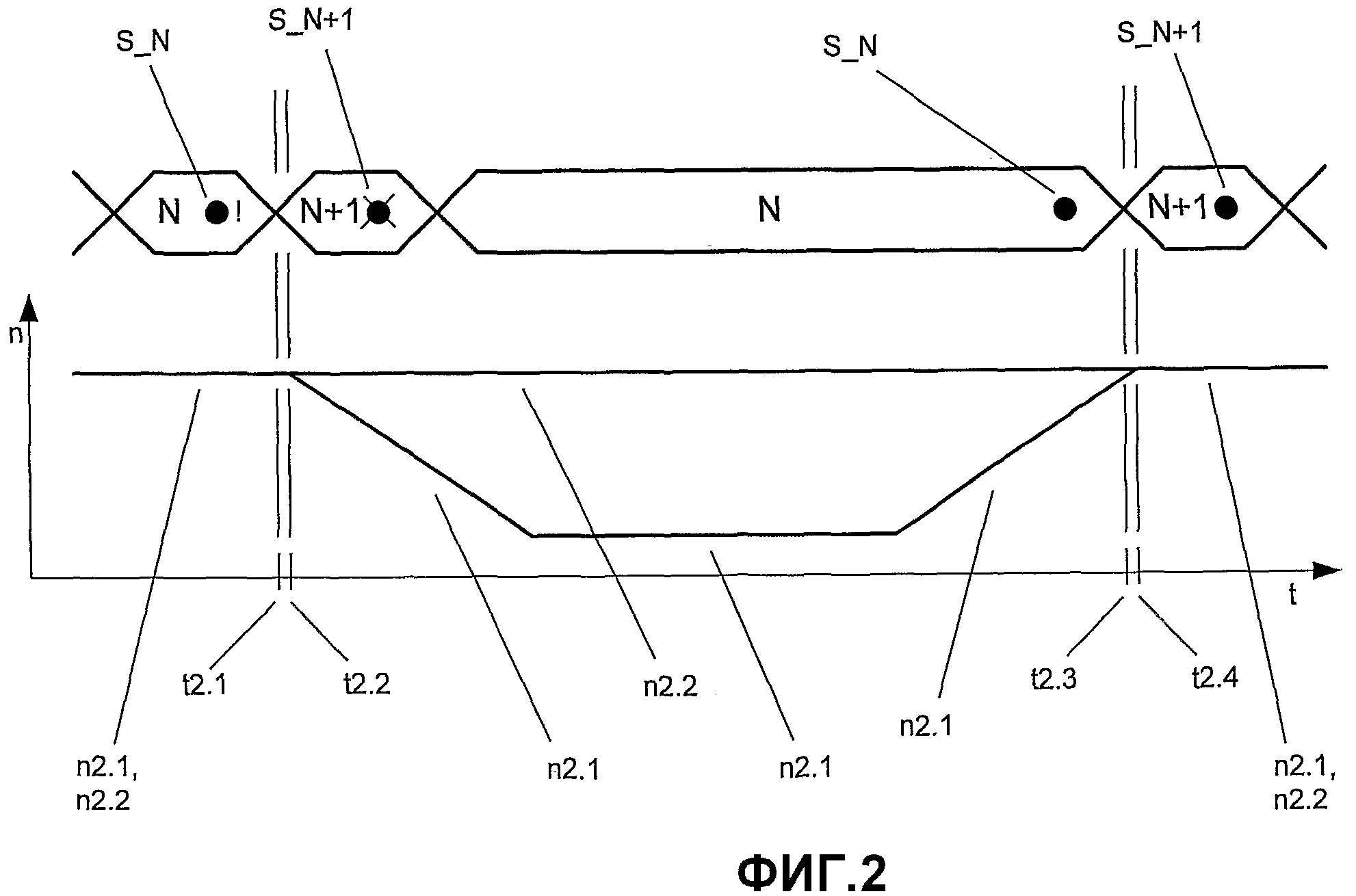
фиг.2 - схема, как на фиг.1, однако, с ткацкой машиной на ползучем ходу;
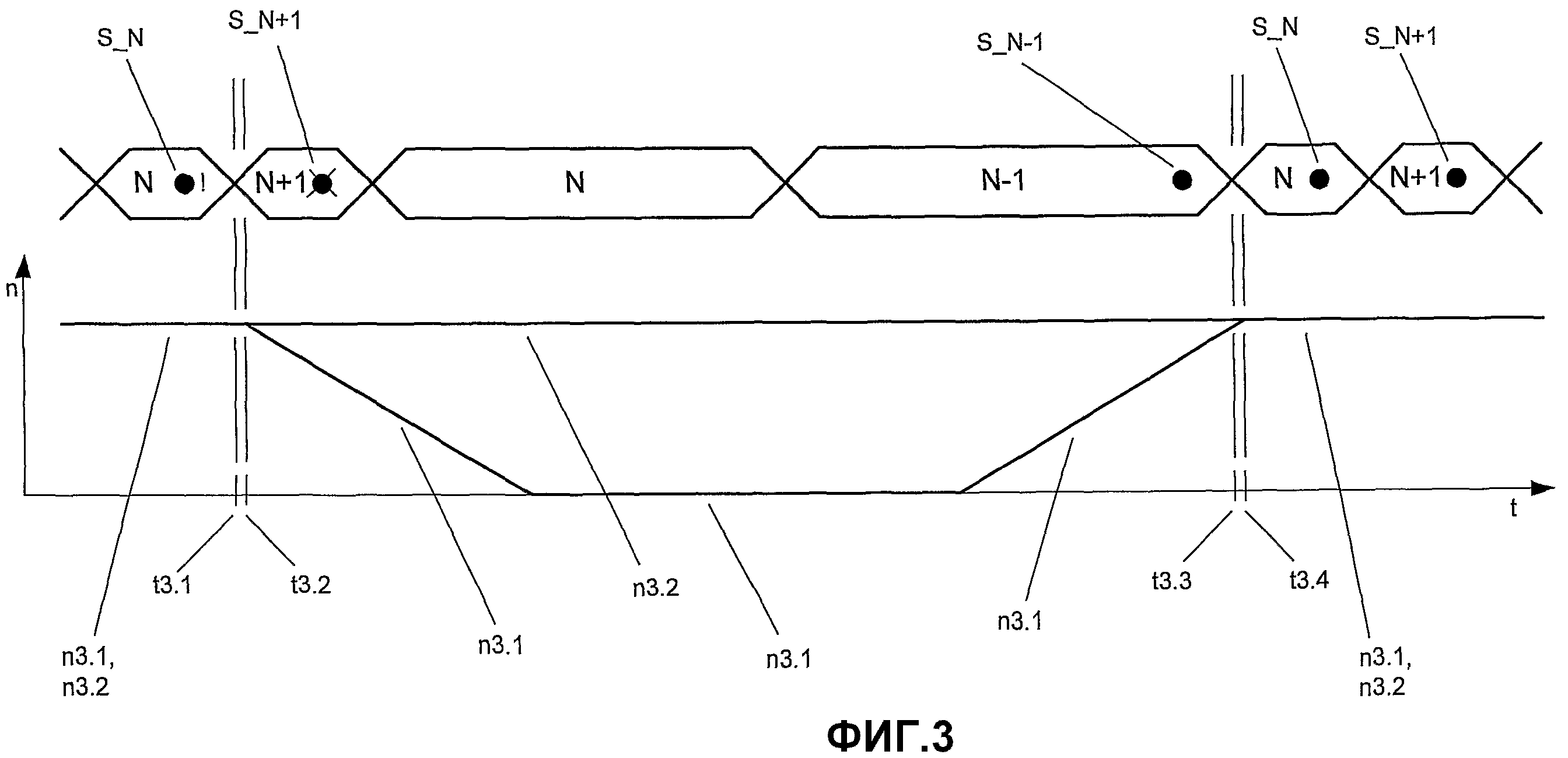
фиг.3 - схема, как на фиг.1, однако, при пуске с пустым утком;
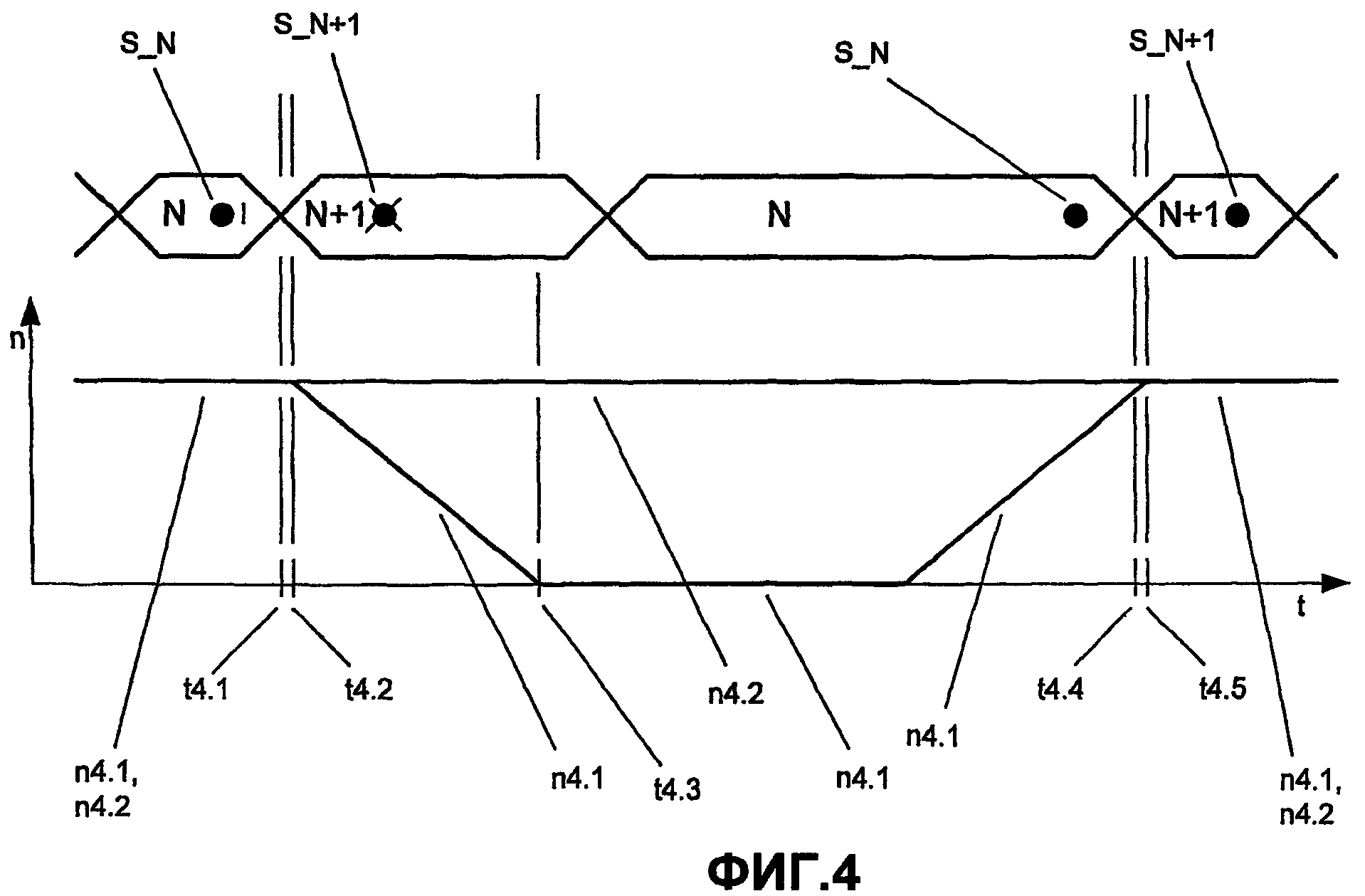
фиг.4 - схема, как на фиг.1, однако, изображена опциональная последовательность для ткацких машин с механическими вводящими элементами;
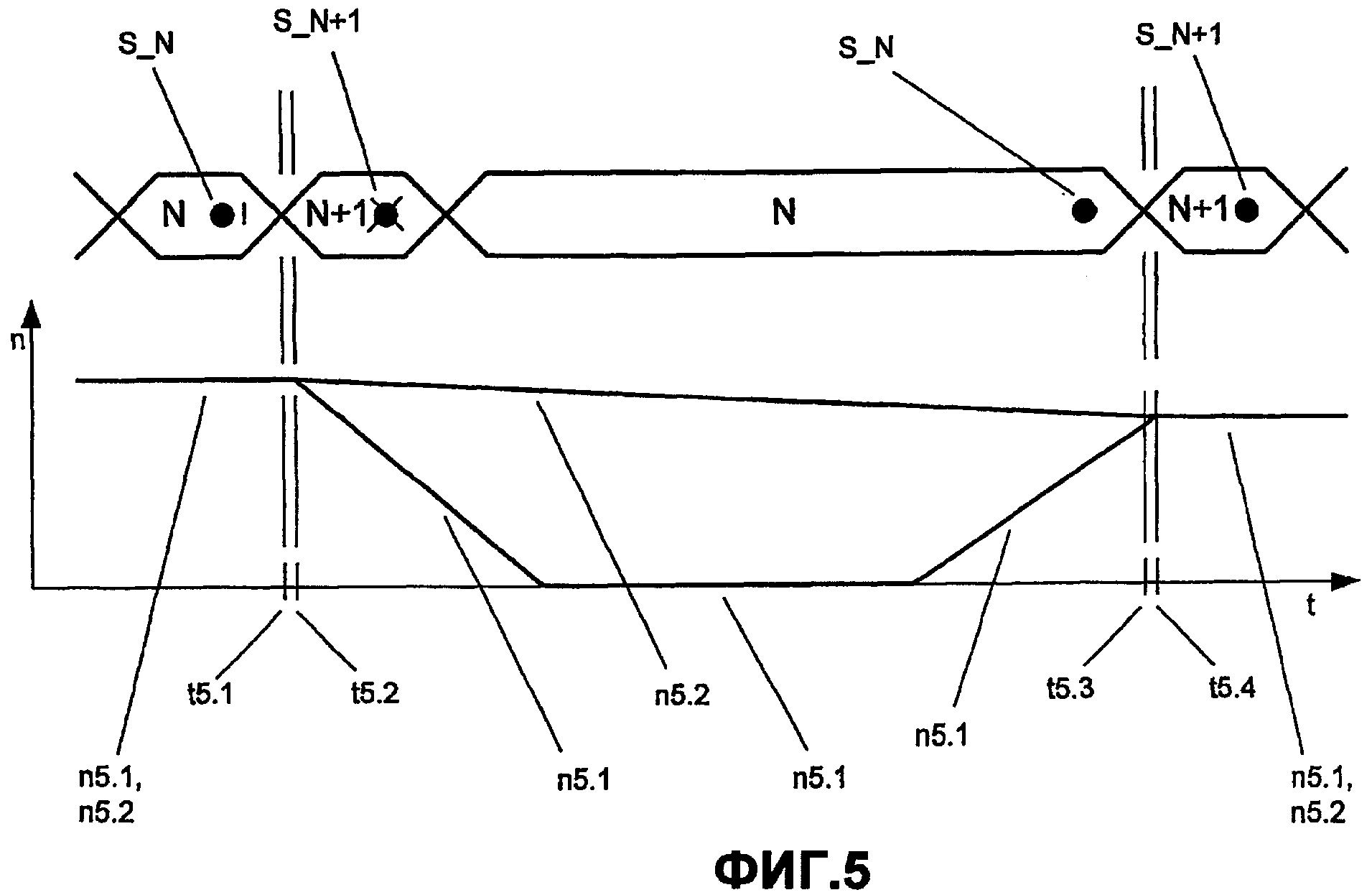
фиг.5 - схема, как на фиг.1, однако, с разной эксплуатационной частотой вращения до и после нарушения производственного процесса;
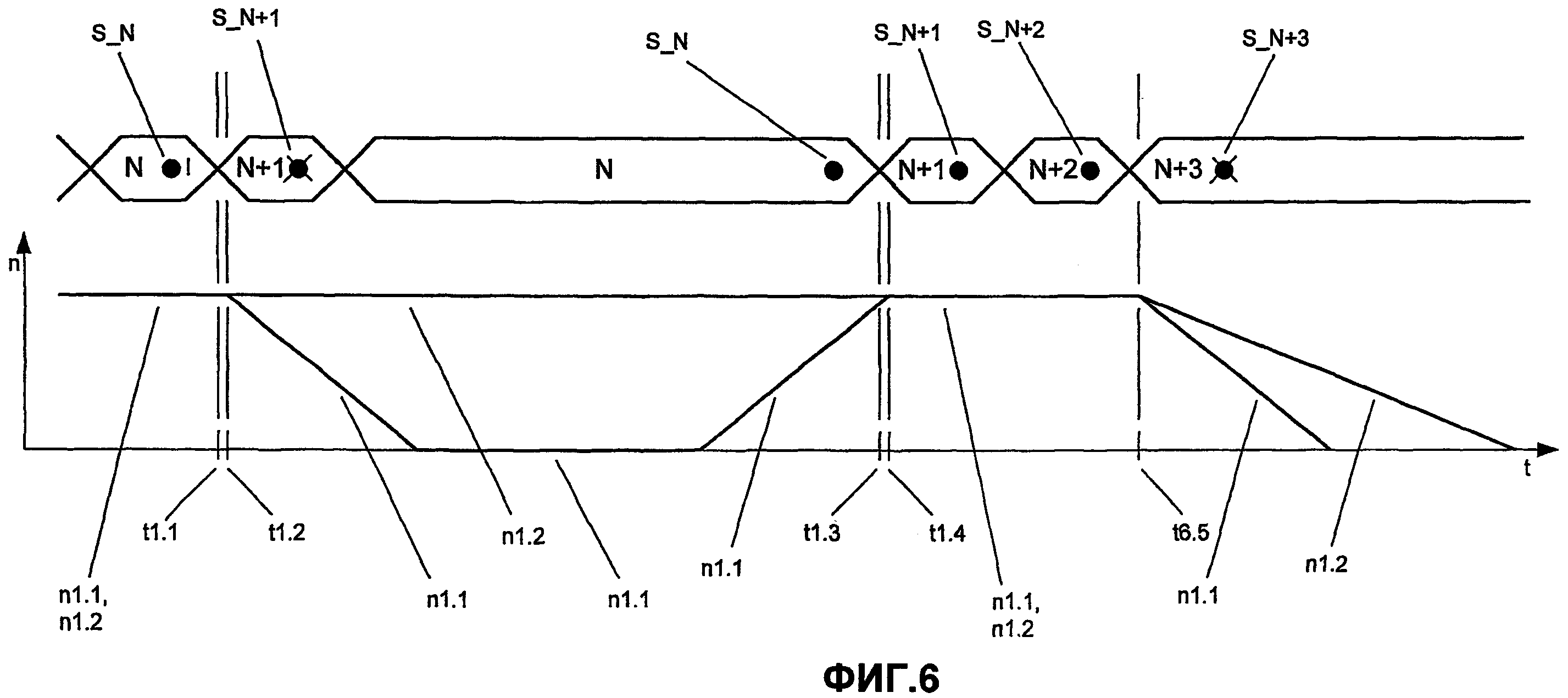
фиг.6 - схема, как на фиг.1, дополнительно изображается повторное прерывание производства без последующего осуществления предлагаемого изобретением способа;
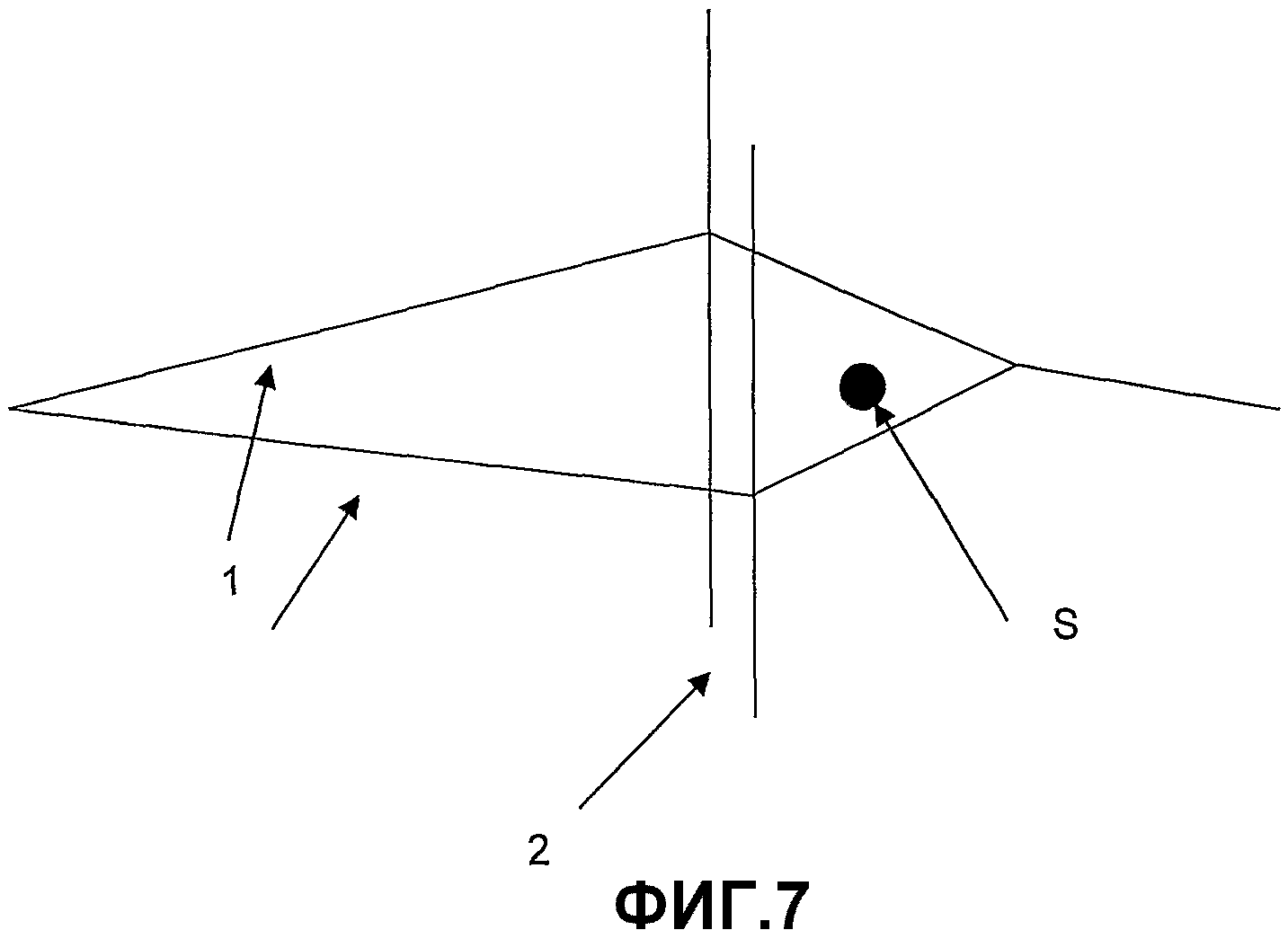
фиг.7 - сечение ткацкой машины, вид в направлении утка, с зевом, который образуется из нитей (1) основы, отклоняемых зевообразующими средствами (2), так чтобы могла быть введена уточная нить (S).
На фиг.1 показано сначала действующее ткацкое производство, в котором эксплуатационные частоты n1.1 вращения ткацкой машины и n1.2 зевообразующей машины равны. Введенная в зев N уточная нить S_N обрывается (!), т.е. она вводится неправильно.
Переход от зева N к зеву N+1 в большинстве случаев еще совершается, так как в стандартном случае при высокой эксплуатационной частоте вращения из-за инертных движущихся масс препятствовать ему уже нельзя, т.е. команда перенастройки для движения зевообразующих средств к зеву N не может быть выполнена так быстро, чтобы зев N сразу же остался открытым.
Прохождение закрытого положения зевообразующих средств, которые находятся в движении при переходе от зева N к зеву N+1, будет при этом осуществляться в момент времени t1.1, например, 330° (относительно угла ткацкой машины, который при ткацком цикле перекрывает 360°) является частым на практике значением для закрытого положения зева.
В момент времени t1.2, который, например, может совпадать с прибоем берда ткацкой машины, то есть 360°, начинается процесс торможения ткацкой машины. В изображенном случае ткацкая машина тормозится до состояния останова, т.е. тогда n1.1=0. Вследствие описанного выше перехода от одного зева к другому теперь уже открыт зев N+1. Соответствующая уточная нить S_N+1 здесь не вводится (X), так как сначала должна быть устранена неправильно введенная (или, соответственно, оборванная) уточная нить S_N. Поэтому путем соответствующей настройки зевообразующих средств происходит переход обратно в зев N. Неправильно введенная уточная нить может быть теперь удалена вручную или с помощью так называемой автоматической системы устранения обрыва утка. Во время всего этого процесса зевообразующая машина еще не изменила свою эксплуатационную частоту n1.2 вращения, т.е. она еще равна той, с которой она также эксплуатировалась уже до наступления события обрыва утка.
То есть привод зевообразующей машины не должен обеспечивать никаких пиковых мощностей или, соответственно, моментов вращения для процесса торможения. Экономится также соответствующее время; останавливается только быстрее тормозящая вследствие меньших вращающихся масс или, соответственно, без дополнительных инерционных масс ткацкая машина.
Когда оборванная или неправильно введенная уточная нить удалена, ткацкая машина снова запускается. В примере точка, начиная с которой ткацкая и зевообразующая машина снова эксплуатируются синхронно с одинаковой частотой вращения и необходимым для обычного режима ткацкого производства образом, совпала с прибоем берда, который попадает на момент времени t1.4. Незадолго до t1.4 проходит «t1.3», что указывает момент времени для закрытого положения зева. Уточная нить S_N соответственно вводится своевременно до t1.3, чтобы она надлежащим образом могла двигаться через зев и затем перекрещиваться с основой.
На фиг.2 показано сначала действующее ткацкое производство, как на фиг.1.
В момент времени t2.2, который, например, может совпадать с прибоем берда ткацкой машины, то есть 360°, начинается процесс торможения ткацкой машины. В изображенном случае ткацкая машина тормозится до ползучей частоты вращения, т.е. тогда n2.1>0. Далее способ осуществляется аналогично фиг.1.
Во время всего процесса зевообразующая машина не изменила свою эксплуатационную частоту n2.2 вращения, т.е. она еще равна той, с которой она также эксплуатировалась уже до наступления события обрыва утка. Только сравнительно намного быстрее тормозящая ткацкая машина была заторможена до скорости ползучего хода.
Если оборвано или неправильно введено несколько уточных нитей, то сначала открывается зев последнего оборванного утка, как это произошло на фиг.1 и 2 с уточной нитью S_N.
Если эта уточная нить была устранена ручным способом (при этом ткацкая машина предпочтительно была заторможена до состояния останова) предпочтительно путем ввода оператора на ткацкой машине, зевообразующие средства продолжающей работать зевообразующей машины последовательно настраиваются таким образом, чтобы все другие зевы могли быть открыты и утки удалены до тех пор, когда можно будет устранить даже первую оборванную уточную нить S_N-i (при i>0). После этого устранения ткацкая машина снова запускается; в соответственно открытый зев N-i вводится уточная нить S_N-i; момент времени t1.3 указывает момент закрытого положения зева, прохождение которого осуществляется в ходе перехода от зева N-i к N-i+1; в момент времени t1.4 уточная нить S_N-i прибивается.
Если последняя оборванная уточная нить была устранена автоматически, предпочтительно также автоматическим способом при работающей зевообразующей машине открываются все другие зевы и удаляются уточные нити до тех пор, когда можно будет устранить даже первую оборванную уточную нить S_N-i (при i>0). После этого устранения ткацкая машина снова автоматически запускается либо из состояния останова, либо из состояния ползучего движения. Если она запускается из состояния останова, то точка, начиная с которой ткацкая и зевообразующая машина снова эксплуатируются синхронно с одинаковой частотой вращения и необходимым для производства образом, попадает на t1.4. Незадолго до t1.4 проходит t1.3, что указывает момент времени для закрытого положения зева. Если она запускается из состояния ползучего движения, то точка, начиная с которой ткацкая и зевообразующая машина снова эксплуатируются синхронно с одинаковой частотой вращения и необходимым для производства образом, попадает на t2.4. Незадолго до t2.4 проходит t2.3, что указывает момент времени для закрытого положения зева.
На фиг.3 показано сначала действующее ткацкое производство, как в предыдущих примерах. Введенная в зев N уточная нить S_N обрывается, т.е. она вводится неправильно. В момент времени t3.2, который, например, может совпадать с прибоем берда ткацкой машины, то есть 360°, начинается процесс торможения ткацкой машины. В изображенном случае ткацкая машина тормозится до состояния останова, т.е. тогда n3.1=0. Во время всего дальнейшего процесса зевообразующая машина не изменила своей частоты n3.2 вращения, т.е. она еще равна той, с которой она также эксплуатировалась уже до наступления события обрыва утка. Когда оборванная уточная нить удалена, происходит переход в зев N-1 и при этом высвобождается последняя правильно введенная уточная нить S_N-1. После этого ткацкая машина снова запускается. Уточная нить S_N-1 в момент времени t3.4 прибивается бердом.
Это высвобождение ранее уже прибитой бердом уточной нити (здесь S_N-1), чтобы в ходе повторного пуска снова перекрестить ее с основой и прибить, на практике часто рассматривается как пуск с пустым утком. От зева N-1 в ходе снова действующего режима ткацкого производства происходит переход в зев N, чтобы ввести уток N. Также другие уточные нити, начиная с N+1, вводятся тогда обычным принятым в ткацкой технологии способом.
На фиг.4 показана одна из модификаций примера 1 осуществления (фиг.1) для ткацких машин с механической системой введения утка (система введения утка, основанная на гибкой рапире и/или жесткой рапире) или с системой ввода утка, основанной на ткацких челноках или микрочелноках. При этом зев N+1 удерживается открытым до тех пор, пока при переходе к зеву N не перестанет существовать опасность столкновения с элементами введения утка. В примере, будь то для ткацкой машины с жесткими рапирами или гибкими рапирами, предусмотрено средство, например, датчик положения и/или частоты вращения, которое обнаруживает произошедший в момент времени t4.3 останов ткацкой машины. При этом положение останова выбрано так, чтобы гибкие рапиры или жесткие рапиры полностью находились вне зева.
Только тогда средствами управления разрешается переход в зев N. Остальная последовательность идентична фиг.1; соответствуют друг другу: (t4.1 и t1.1), (t4.2 и t1.2); (t4.4 и t1.3); (t4.5 и t1.4); (n4.1 и n1.1); (n4.2 и n1.2).
На фиг.5 также показана одна из модификаций примера 1 осуществления (фиг.1). Эта модификация заключается в том, что эксплуатационные частоты вращения n5.1 ткацкой машины и n5.2 зевообразующей машины в момент времени t5.4 являются другими, чем в момент времени t5.2. При этом t5.4 является моментом времени первого прибоя берда после введения утка S_N, который ранее был введен неправильно и поэтому должен был быть удален; момент времени t5.2 соответствует t1.2.
То что, как изображено, n5.1, n5.2 в момент времени t5.4 ниже, чем в момент времени t5.2, часто имеет свое практическое значение, чтобы избежать мест набегания. Так, например, может потребоваться прибивать первую уточную нить после (повторного) пуска только при 90% от реализуемой в остальное время эксплуатационной частоты вращения (см. момент времени t5.2). В остальном соответствуют друг другу: t5.1 и t1.1, а также t5.3 и t1.3.
Фиг.6 по последовательности соответствует фиг.1, но дополнительно изображает еще один следующий вскоре после этого останов, который не приводит к предлагаемому изобретением способу, что показано с момента времени t6.5 соответствующим торможением ткацкой и зевообразующей машины до состояния останова. Уточная нить S_N+3 уже не вводится. Зев остается в этом примере в открытом положении. Разумеется, управление зевообразующей машиной может также программироваться таким образом, чтобы во время торможения ткацкой и зевообразующей машины движение зевообразующих средств настраивалось так, чтобы зев при останове ткацкой и зевообразующей машины находился в закрытом положении.
Устройство для передачи ленточного уточного материала
Головка рапиры для ткацкой машины
Ткацкая машина, снабженная передвижными ограничительными средствами, а также способ изготовления ткани

