Результат интеллектуальной деятельности: ПРЕССОВОЕ СОЕДИНЕНИЕ ОХВАТЫВАЕМОЙ ВТУЛКИ С ОХВАТЫВАЮЩЕЙ КОРПУСНОЙ ДЕТАЛЬЮ
Вид РИД
Изобретение
Предлагаемое техническое решение - прессовое соединение охватываемой втулки с охватывающей корпусной деталью - относится к механосборочному производству, а именно к соединениям типа корпус-втулка.
Из существующего уровня техники известно прессовое соединение деталей [1], которое содержит охватываемую втулку и охватывающую корпусную деталь и запрессованную между ними с натягом по наружной и внутренней поверхностям металлическую деформируемую втулку. Недостатком данного изобретения является то, что во время запрессовки втулка деформируется одновременно по всей длине.
Это приводит к тому, что при запрессовке в корпусную деталь, имеющую глухое отверстие, верхняя часть втулки под воздействием рабочего инструмента уже в самом начале процесса запрессовки «раздается» и упирается в стенки охватываемой и охватывающей деталей. За счет защемления верхней части втулки затекание материала втулки в нижнюю часть соединения затруднено, возрастает усилие запрессовки, контактные напряжения неравномерно распределяются по длине втулки, т.е. полученное прессовое соединение имеет пониженную надежность. Данные недостатки можно устранить, если использовать отожженную деформируемую втулку с пределом текучести, увеличивающимся от нижнего края втулки к верхнему, если отверстие в корпусной детали глухое.
В том случае если в корпусной детали отверстие сквозное, при запрессовке в корпусную деталь верхняя и нижняя часть втулки под воздействием рабочего инструмента уже в самом начале процесса запрессовки «раздаются» и упираются в стенки охватываемой и охватывающей деталей. За счет защемления плотное затекание материала в среднюю часть соединения затруднено, контактные напряжения неравномерно распределяются по длине втулки, т.е. полученное таким образом прессовое соединение имеет пониженную надежность. Данный недостаток можно устранить, если использовать отожженную деформируемую втулку с пределом текучести, увеличивающимся от середины к обоим краям втулки, если отверстие в корпусной детали сквозное.
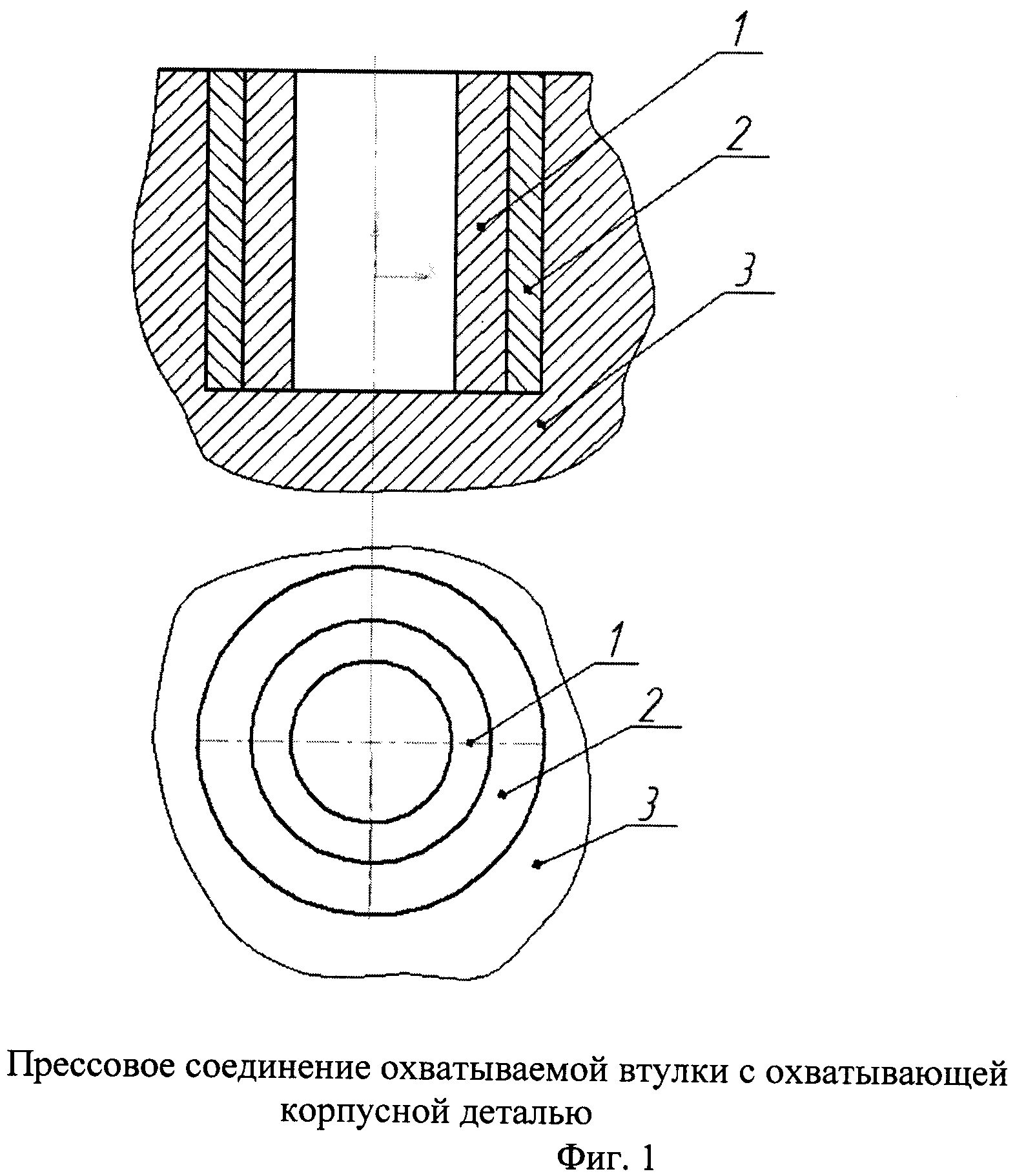
На фиг.1 изображено прессовое соединение охватываемой втулки 1 с корпусной деталью 3 и установленной между ними с натягом по наружной и внутренней поверхностям металлической деформируемой втулки 2.
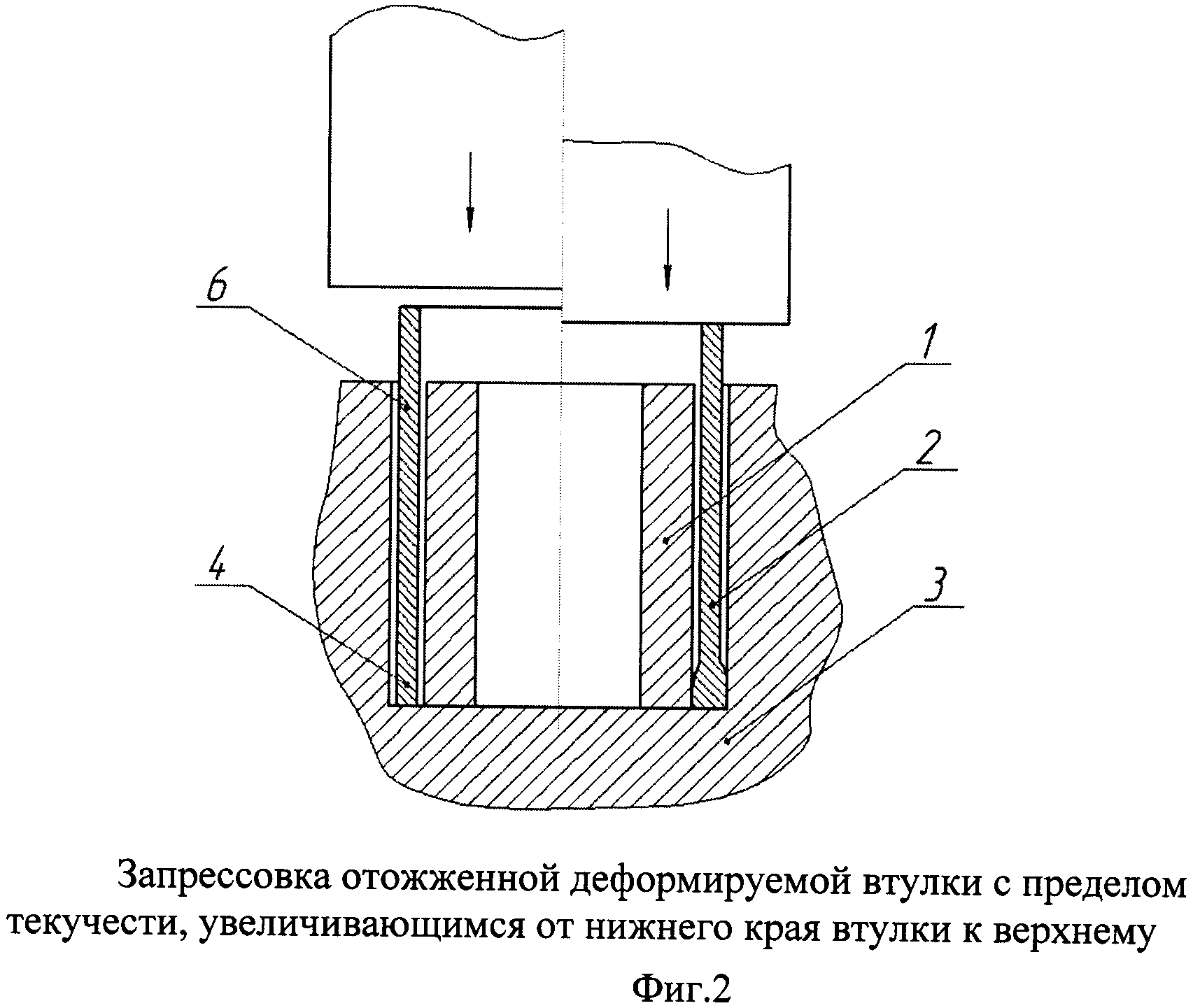
Перед запрессовкой в глухое отверстие металлическая деформируемая втулка подвергается отжигу ее нижней части. При этом обеспечивается увеличение предела текучести материала втулки от ее нижнего края к верхнему. При запрессовке (фиг.2) деформируемой втулки 2 в корпусную деталь 3, имеющую глухое отверстие, в первую очередь начинает деформироваться нижний участок 4 втулки, имеющий наименьший предел текучести, а верхний участок 6 при этом без защемления перемешается вдоль оси втулки вниз. Затем деформация распространяется на вышерасположенные участки втулки и материал втулки последовательно, снизу вверх заполняет зазор между охватываемой втулкой и охватывающей корпусной деталью, создавая при этом надежное соединение. За счет значительной пластической деформации втулка с одними и теми же исходными размерами может быть использована для большого диапазона зазоров, который возникает при изготовлении деталей с низкой точностью (т.е. с допусками более десятого квалитета точности).
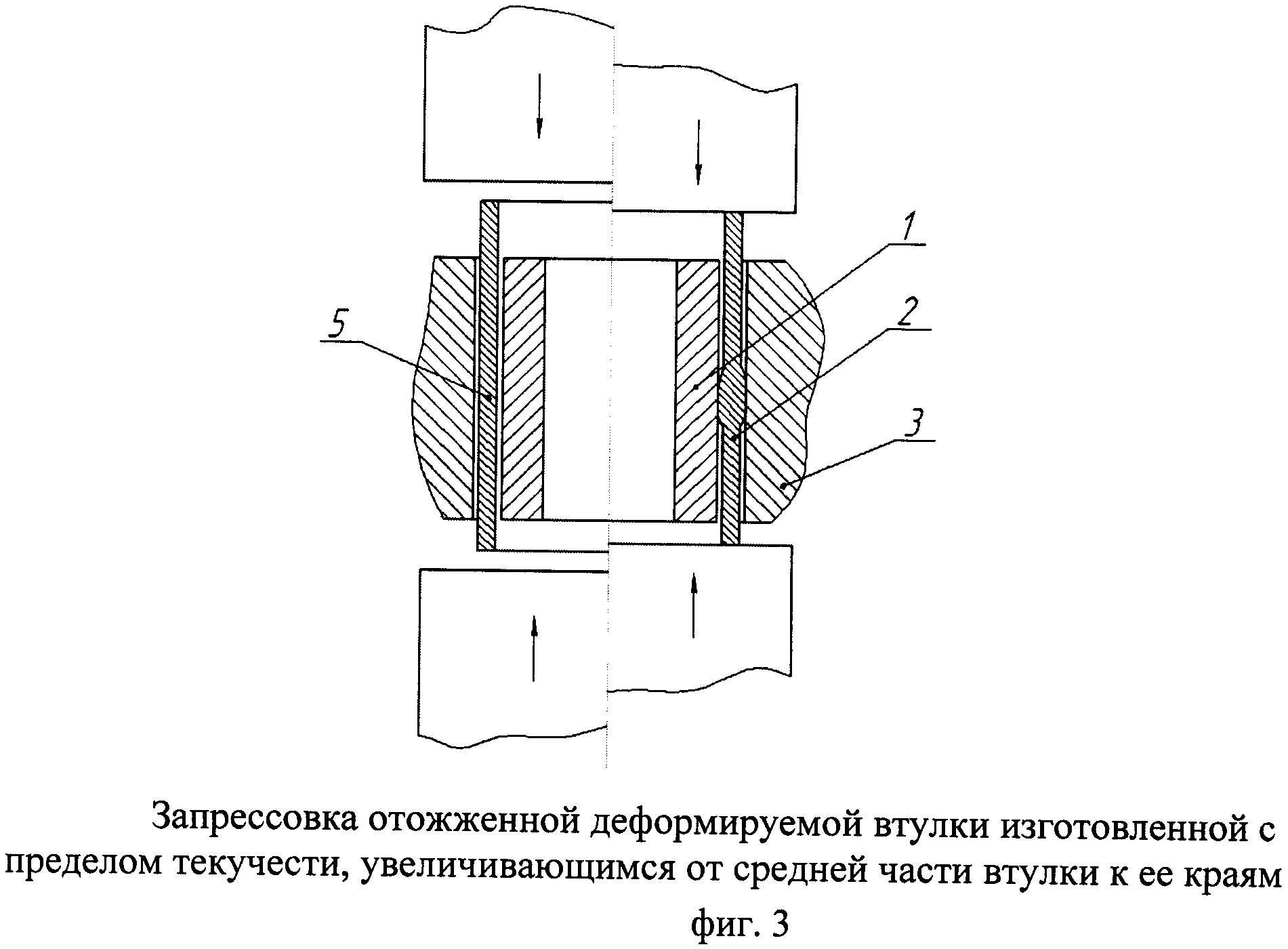
Перед запрессовкой в сквозное отверстие металлическая деформируемая втулка подвергается отжигу ее средней части. При этом обеспечивается увеличение предела текучести материала втулки от ее средней части к обоим краям. При запрессовке (фиг.3) деформируемой втулки 2, в корпусную деталь, имеющую сквозное отверстие, в первую очередь начинает деформироваться средний участок 5 втулки, имеющий наименьший предел текучести, а краевые участки при этом без защемления перемещаются вдоль оси втулки к ее средней части. Затем деформация распространяется на краевые участки втулки, и материал втулки последовательно заполняет зазор между охватываемой втулкой и корпусной деталью, создавая при этом надежное соединение.
Переменные свойства деформируемой втулки (изменение предела текучести материала втулки по высоте втулки) получают локальной термической обработкой (отжигом) втулки токами высокой частоты. В качестве материала втулки используют следующие металлы и их сплавы: сталь 15, сталь 10, ст08, 18ЮА, M1, Л68 и т.д., то есть материалы, имеющие пластическую деформацию до разрушения не менее 10% при стандартном испытании образцов этих материалов на растяжение. При этом отожженная деформируемая втулка обеспечивает повышенную надежность соединения охватываемой втулки с охватывающей корпусной деталью при изготовлении деталей с увеличенными допусками (более 10-го квалитета точности) на их изготовление и улучшает процесс сборки за счет снижения усилия запрессовки.
Описанное прессовое соединение охватываемой втулки с корпусной деталью используется на кафедре РДВУАС Бийского технологического института им. И.И.Ползунова в качестве опытного образца для соединения втулки коленчатого вала с корпусом ДВС.
Способ получения соединений с гарантированным натягом
Способ нейтронного каротажа для определения содержания урана в ураново-рудных формациях, пересеченных скважиной
Установка для смешивания компонентов
Пьезоэлектрический преобразователь силы

