Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРЫ МНОГОКОМПОНЕНТНЫХ БРОНЗ
Вид РИД
Изобретение
Изобретение относится к литейному производству и может быть использовано для изготовления мелкогабаритных и среднегабаритных литых изделий на основе многокомпонентных свинцовосодержащих бронз, работающих в условиях интенсивного износа трением под значительной нагрузкой (сальников, прокладок, подшипников скольжения).
Известен способ получения сферических включений свинца в структуре свинцовистых бронз за счет использования центробежного литья (Новиков А.В. и др. Основы центробежного литья. - М.: Наука и техника, - 1947, с.91-95). Расплав заливается в металлическую литейную форму, которой задается вращательное движение. Перед заливкой расплава форму подогревают до температуры 50°C. Способ позволяет получать отливки из свинцовистой бронзы с формой свинцовых включений, имеющих гладкую межфазную поверхность.
К недостаткам способа относится то, что получаемая морфология включений свинца значительно отличается от сферической. Это, в свою очередь, не позволит получить высокие прочностные свойства отливки.
Известен способ получения отливок из свинцовистых бронз (Мартюшев Н.В., Мельников А.Г., Егоров Ю.П. Способ получения отливок из свинцовистых бронз. Патент №2378405. Опубл. 10.01.2010. Бюл. №11). Сущность изобретения заключается в следующем: нанесенный на поверхность литейной формы защитно-разделительный слой препятствует непосредственному контакту расплавленного металла с металлической формой. Нагретая до температуры 280-320°C литейная форм обеспечивает значительно менее интенсивный теплоотвод, поэтому залитый металл будет дольше находиться в расплавленном состоянии в литейной форме. В результате в структуре отливки формируются сферические включения свинца, отливка получает повышенные прочностные свойства.
К недостаткам способа относится незначительное повышение механических свойств, не более 30%. Кроме того, требуется введение еще одной операции по нагреву литейной формы и нанесению покрытия, что также приводит к увеличению затрат на изготовление отливок.
Известен способ получения структуры литых свинцовосодержащих медных сплавов (Мысик Р.К. Структура литых заготовок из свинцовых латуней и механические свойства прутков из этих сплавов // Изв. вузов. Цветная металлургия. - 1995. - №2. - с.35-38.) Для повышения прочностных свойств отливок в отливку вводят специальные холодильники с помощью специальной вихреобразующей надставки.
К недостаткам данного способа относятся узкая область применения. Автором способ предлагается к применению к свинцовосодержащим латуням. Недостатком является и усложнение технологии за счет использования специальной вихреобразующей надставки.
Известен способ получения равномерной структуры и повышения механических свойств бронз марок БрОС 10-10 и БрОЦС 5-5-5 путем повышения температуры нагрева формы до 600-800°C. Способ применяется при литье в керамические и металлические литейные формы. Перед заливкой расплавленного металла литейную форму нагревают до температуры 600-800°C. Извлекают из печи и заливают в форму расплавленный металл. Затем форма с залитым расплавом охлаждается на воздухе (Бараданьянц В.Г. Свойства отливок из медных сплавов, изготовленных по выплавляемым моделям // Литейное производство. - 1957. - №5. - с.10-12.).
К недостаткам данного способа относится незначительное повышение механических свойств (предел прочности возрастает на 5-10%, твердость падает на 7-11%, относительное удлинение возрастает в 2-2,3 раза). Кроме того, способ применяется при литье в керамические и металлические литейные формы. Литье в металлические литейные формы, нагретые выше 500°C, приводит к высокому проценту бракованных отливок из-за их приваривания к металлу формы. Изготовление литейных форм из керамики является трудоемкой операцией и значительно повышает стоимость получаемых отливок.
Наиболее близким к заявляемому способу является способ повышения механических свойств свинцовистых бронз формированием сферических включений свинца в отливке из свинцовистой бронзы. Сферические включения свинца формируют путем предварительного нагрева литейной формы в муфельной печи до 850-950°С. После заливки расплава в литейную форму ее помещают в печь и охлаждают вместе с печью (Патент РФ №2378405).
К недостаткам данного способа относится длительное время остывания отливки вместе с печью и, как следствие, низкая производительность.
Задачей предлагаемого технического решения является повышение механических свойств свинцовосодержащих бронз формированием сферических включений свинца в отливке.
Для достижения указанного технического результата литейную форму нагревают в муфельной печи до 550-650°C. Затем ее извлекают, наносят на нагретую поверхность формы обмазку состава, % (весовых):
70-80 индустриальное масло,
10-15 графитовый порошок,
10-15 ультрадисперсный порошок оксидов металлов,
затем в форму заливают свинцовосодержащюю бронзу и охлаждают до комнатной температуры на воздухе.
Преимущества метода в том, что нанесенный на поверхность литейной формы защитно-разделительный слой препятствует непосредственному контакту расплавленного металла с металлической формой. Нагретая до температуры 550-650°C литейная форма обеспечивает значительно менее интенсивный теплоотвод. Включения свинца успеют коагулировать и принять сферическую форму. Увеличению времени нахождения в расплавленном состоянии заливаемого металла в литейной форме способствует и выгорание индустриального масла из защитно-разделительного покрытия, а также наличие крупнодисперсных частиц графита и мелкодисперсных частиц порошка оксидов металлов. Нахождение в форме в расплавленном виде до начала кристаллизации сплава позволяет эффективнее удалить газы из расплавленного металла и формирует микроструктуру с высокими прочностными свойствами. В начальный момент времени до кристаллизации отливка охлаждается с равной скоростью в сравнении с прототипом. Но в целом она затвердевает быстрее, что дает более высокую производительность, при высоком качестве поверхности.
На фиг.1 показана микроструктура отливки из свинцово-оловяной бронзы марки БрОС10-10, полученной литьем в форму, нагретую до 570°C, с нанесенной на ее поверхность обмазкой.
Округлая форма свинцовых включений служит меньшим концентратором напряжения в структуре сплава, обеспечивая более высокие механические свойства: предел прочности, ударную вязкость.
Предварительный подогрев литейной формы до температур ниже 550°C не позволит получить включения свинца сферической формы с гладкой межфазной поверхностью, в результате чего механические свойства отливки получаются ниже. В случае охлаждения отливки в литейной форме на воздухе без нанесения обмазки может произойти приваривание отливки к металлу формы.
Пример 1
Чугунную литейную форму нагревают в муфельной печи до температуры 580°C. Затем форму извлекают из печи, наносят на ее поверхность обмазку следующего состава, % (весовых):
75 индустриального масла,
10 порошка графита со средним размером частиц 0,03-0,09 мм,
15 ультрадисперсного порошка диоксида циркония со средним размером частиц 0,1-0,25 мкм и удельной поверхностью не менее 30 м2/г.
Затем заливают свинцово-оловянную бронзу марки БрОС10-10.
Полученная структура отливки обладает ударной вязкостью на 46% и пределом прочности на 44% выше по сравнению с отливкой, полученной литьем в форму без применения предварительного нагрева и применения обмазки.
Способ получения отливок из многокомпонентных свинцовосодержащих бронз, отличающийся тем, что литейную форму нагревают в муфельной печи до 550-650°С, извлекают, наносят на нагретую поверхность литейной формы обмазку, содержащую, вес.%: затем в форму заливают многокомпонентную свинцовосодержащую бронзу и охлаждают до комнатной температуры на воздухе.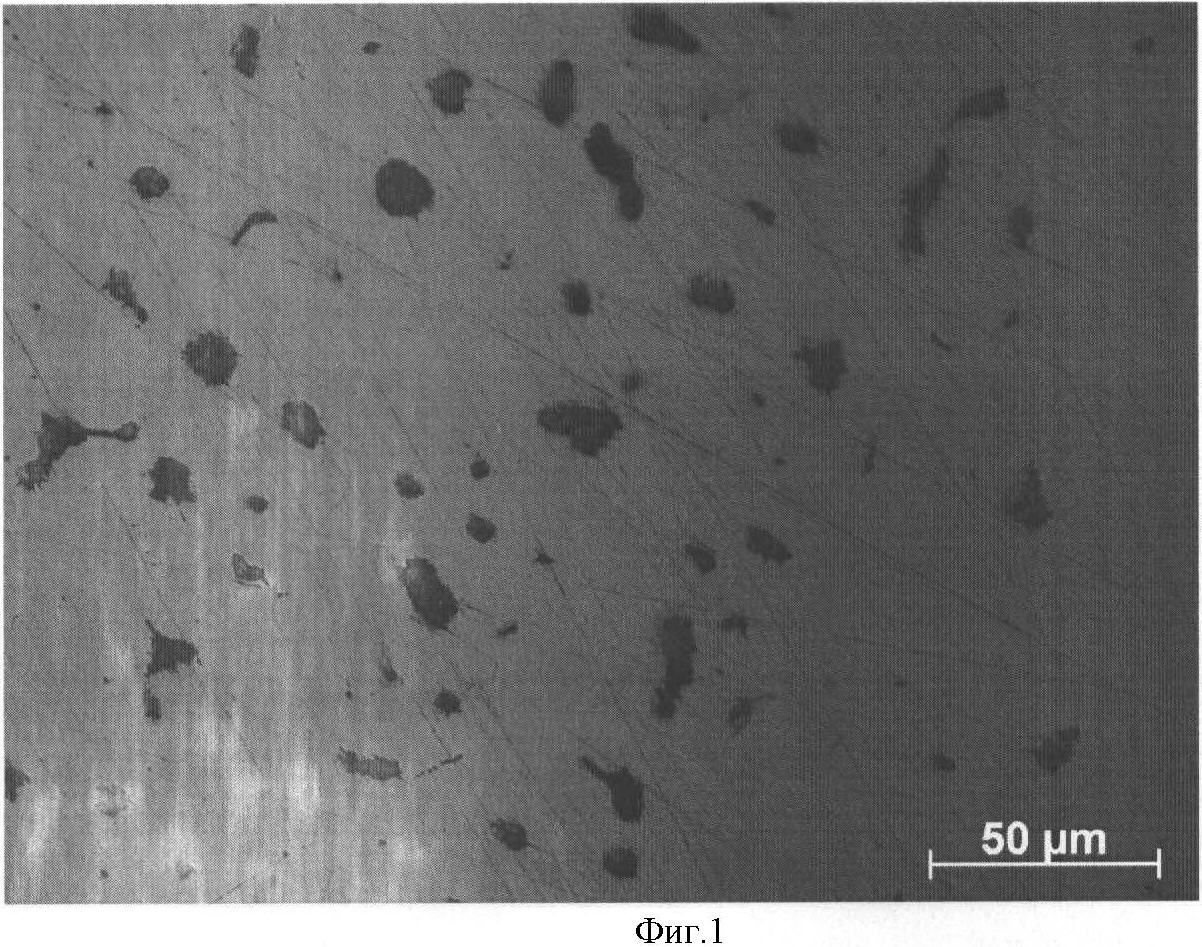
Способ изготовления отливок из свинцовистых бронз
Устройство для измерения температуры
Способ направленного затвердевания залитого в форму металла
Цеолитсодержащий катализатор, способ его получения и способ переработки прямогонного бензина в высокооктановый компонент бензина с пониженным содержанием бензола
Способ получения волластонитовых керамических пигментов на основе двухкальциевого силиката
Устройство для возбуждения высокочастотного факельного разряда
Устройство для моделирования объединенного регулятора потока мощности
Способ определения оптимальной скорости резания
Способ получения нанодисперсной шихты для изготовления нитридной керамики
Электроимпульсный буровой снаряд
Установка для обработки буровых и тампонажных растворов
Способ электроразрядного разрушения твердых материалов
Способ идентификации водородного охрупчивания легких сплавов на основе титана

