Результат интеллектуальной деятельности: СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к станам холодной прокатки труб, и касается подачи смазочно-охлаждающей жидкости в рабочую клеть стана, совершающую возвратно-поступательное перемещение.
Известен стан холодной прокатки труб (см. патент Франции №1576513, кл. B21B 21/00, 45/02, заявл. 09.08.1967 г., опубл. 01.08.1968 г.), содержащий неподвижную станину, имеющую направляющие и трубопровод, подключенный к емкости со смазочно-охлаждающей жидкостью (СОЖ), возвратно-поступательно перемещающуюся рабочую валковую клеть и форсунки для подачи СОЖ в очаг деформации, соединенные с трубопроводом. Соединения форсунок с трубопроводом выполнено в виде трубчатых элементов с шарнирными соединениями.
Недостаток известной конструкции стана холодной прокатки труб заключается в неравномерности подачи СОЖ в очаг деформации при возвратно-поступательном движении клети. При движениях навстречу потока СОЖ и клети подача растет, а при совпадении направлений движений СОЖ и клети подача падает. Из-за этого происходит неравномерное охлаждение и смазка очага деформации, появляется налипание металла на калибры, изнашивается инструмент, снижается качество готовых труб.
Следующий недостаток известного стана холодной прокатки труб заключается в том, что из-за действия знакопеременных динамических нагрузок быстро выходят из строя шарнирные соединения трубопроводов и уплотнения, что снижает надежность смазки и охлаждение рабочей клети, увеличиваются простои на замену износившихся шарниров и уплотнений, уменьшается производительность стана.
Из известных станов холодной прокатки труб наиболее близким по технической сущности является стан, описанный в а.с. СССР №1091952, кл. B21B 21/00, B21B 45/02, заявл. 31.01.1983 г., опубл. 15.05.1984 г.
Этот стан холодной прокатки труб содержит неподвижную станину с направляющими, рабочую валковую клеть, перемещающуюся возвратно-поступательно по направляющим, зубчато-реечные приводы валков, передний и промежуточный патроны, трубопровод, подключенный к емкости со смазочно-охлаждающей жидкостью (СОЖ) и два устройства для подачи СОЖ в очаг деформации, расположенные на входе и выходе рабочей клети.
Недостаток известной конструкции стана холодной прокатки труб заключается в значительных утечках СОЖ между опорой скольжения клети и направляющей из-за возвратно-поступательного движения клети с одновременным действием знакопеременной вертикальной силы на плоскости скольжения из-за большой длины паза в опоре клети, равной ходу клети плюс диаметры подводящего и отводящего отверстий СОЖ. За счет увеличения зазора между опорой клети и направляющей по мере износа трущихся поверхностей утечки СОЖ постоянно растут, подача СОЖ в очаг деформации сокращается, что снижает скорость прокатки, а следовательно, и производительность стана. Недостаточное количество смазки, попадающей в очаг деформации, приводит к его перегреву и налипанию металла на оправку и калибры, что снижает качество готовых труб, ускоряет износ прокатного инструмента.
Следующим недостатком стана холодной прокатки труб является несимметричность действия нагрузки относительно оси прокатки из-за установки устройства для подачи СОЖ на одной стороне клети. Клеть под действием этой несимметричной нагрузки периодически разворачивает в одну или другую сторону, при этом нарушается параллельность между ручьем калибра и осью прокатки, что также снижает качество прокатываемых труб.
Другим недостатком этого стана является неравномерный износ опор клети и направляющих из-за разных условий смазки. Одна пара скольжения «опора-направляющая» смазывается СОЖ снаружи, другая пара скольжения «опора-направляющая» смазывается снаружи и изнутри из паза опоры клети. Неравномерный износ пар скольжения приводит к перекосу клети, уходу ее с оси прокатки и снижению качества готовых труб.
Недостатком известного стана холодной прокатки труб является утяжеление клети, совершающей возвратно-поступательное движение, системой СОЖ. Это нагружает приводной механизм, увеличивает его энергопотребление.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего улучшить качество прокатываемых труб и повысить производительность стана за счет обеспечения надежной подачи смазочно-охлаждающей жидкости в очаг деформации без потерь.
Поставленная задача достигается тем, что в стане холодной прокатки труб, содержащем неподвижную станину с направляющими, рабочую валковую клеть, перемещающуюся возвратно-поступательно по направляющим от привода, нижнее и верхнее зубчато-реечные зацепления, промежуточный и передний патроны, трубопроводы, подключенные к емкости со смазочно-охлаждающей жидкостью (СОЖ) и устройства для подачи СОЖ в очаг деформации, соединенные с трубопроводами и расположенные на входе и выходе рабочей клети, согласно изобретению устройство для подачи СОЖ в очаг деформации, расположенное на входе в рабочую клеть за промежуточным патроном, выполнено в виде спрейера, установленного на закрепленной в станине раме, устройство для подачи СОЖ в очаг деформации, расположенное на выходе из рабочей клети, выполнено в виде закрепленной на переднем патроне кольцевой опоры с установленными на ней траверсами, в которых на шарнирах размещен спрейер с возможностью раскрытия при смене кулачков переднего патрона и установленного на кольцевой опоре между траверсами корпуса под проводку, фиксирующего спрейер от раскрытия при прокатке, кроме того спрейеры снабжены отводами для подачи СОЖ на верхнее зубчато-реечное зацепление с входной и выходной сторон рабочей клети.
Такое конструктивное выполнение стана холодной прокатки труб обеспечит надежную подачу смазочно-охлаждающей жидкости в очаг деформации без потерь, что исключит налипание металла на оправку и калибры, улучшит качество прокатываемых труб, повысит производительность.
Это достигается благодаря стационарному положению устройств для подачи СОЖ, то есть размещению одного устройства для подачи СОЖ на входе в рабочую клеть на закрепленной в станине раме, а второго устройства для подачи СОЖ на выходе из рабочей клети - на переднем патроне. При этом СОЖ подается стабильно, равномерно в заданных объемах, без потерь независимо от скорости движения рабочей клети.
Кроме того, предлагаемое решение позволит снизить простои стана на замену кулачков переднего патрона при перевалке, обусловленной переходом с одного маршрута прокатки на другой или заменой изношенного технологического инструмента (кулачков патрона), что увеличит производительность стана.
Это достигается выполнением установленного на выходе из клети устройства для подачи СОЖ в виде спрейера, выполненного из двух полых корпусов, каждый из которых при перевалке раскрывается на небольшой угол (30°) без разборки самого устройства для подачи СОЖ.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
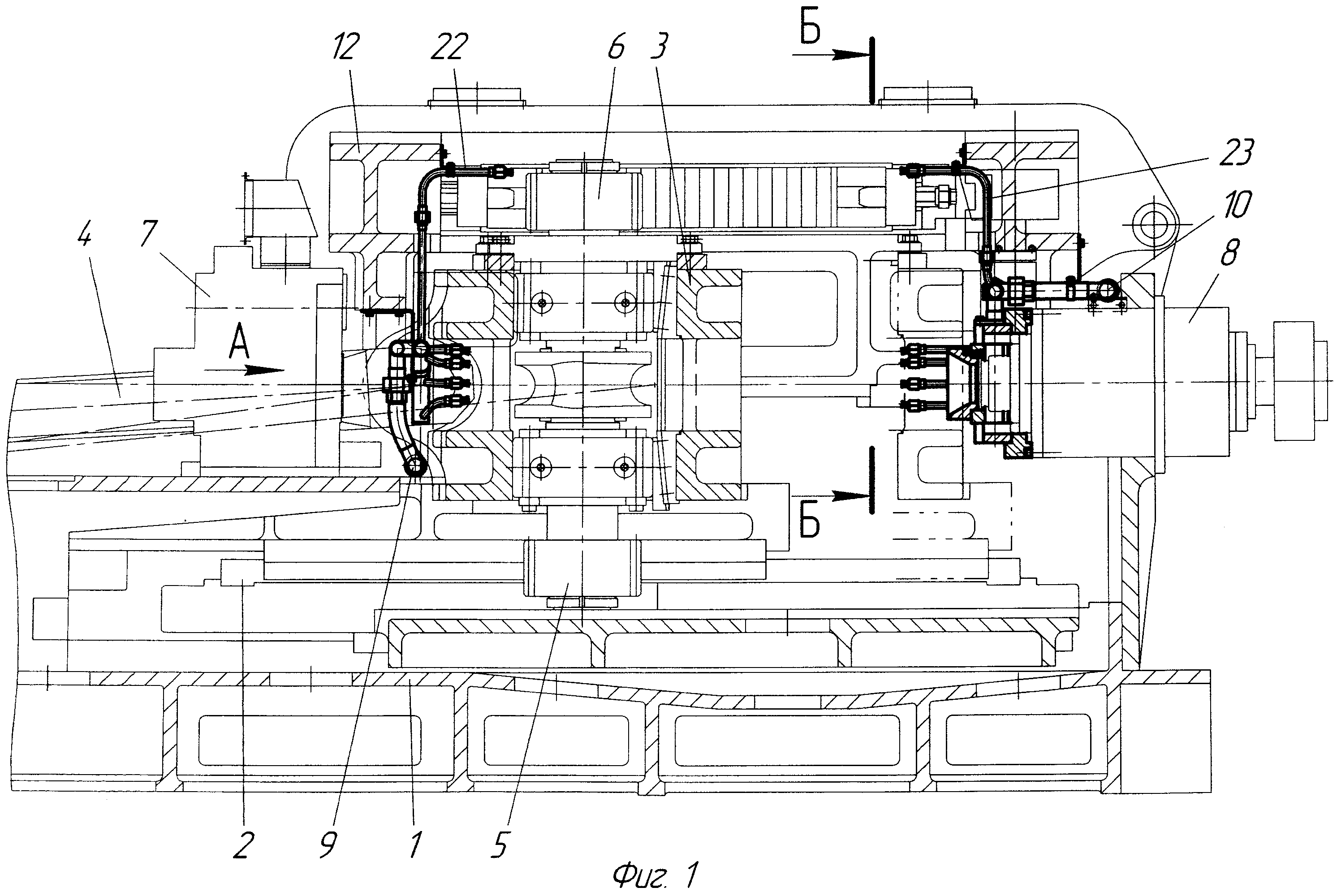
на фиг.1 - изображен стан холодной прокатки труб, общий вид;
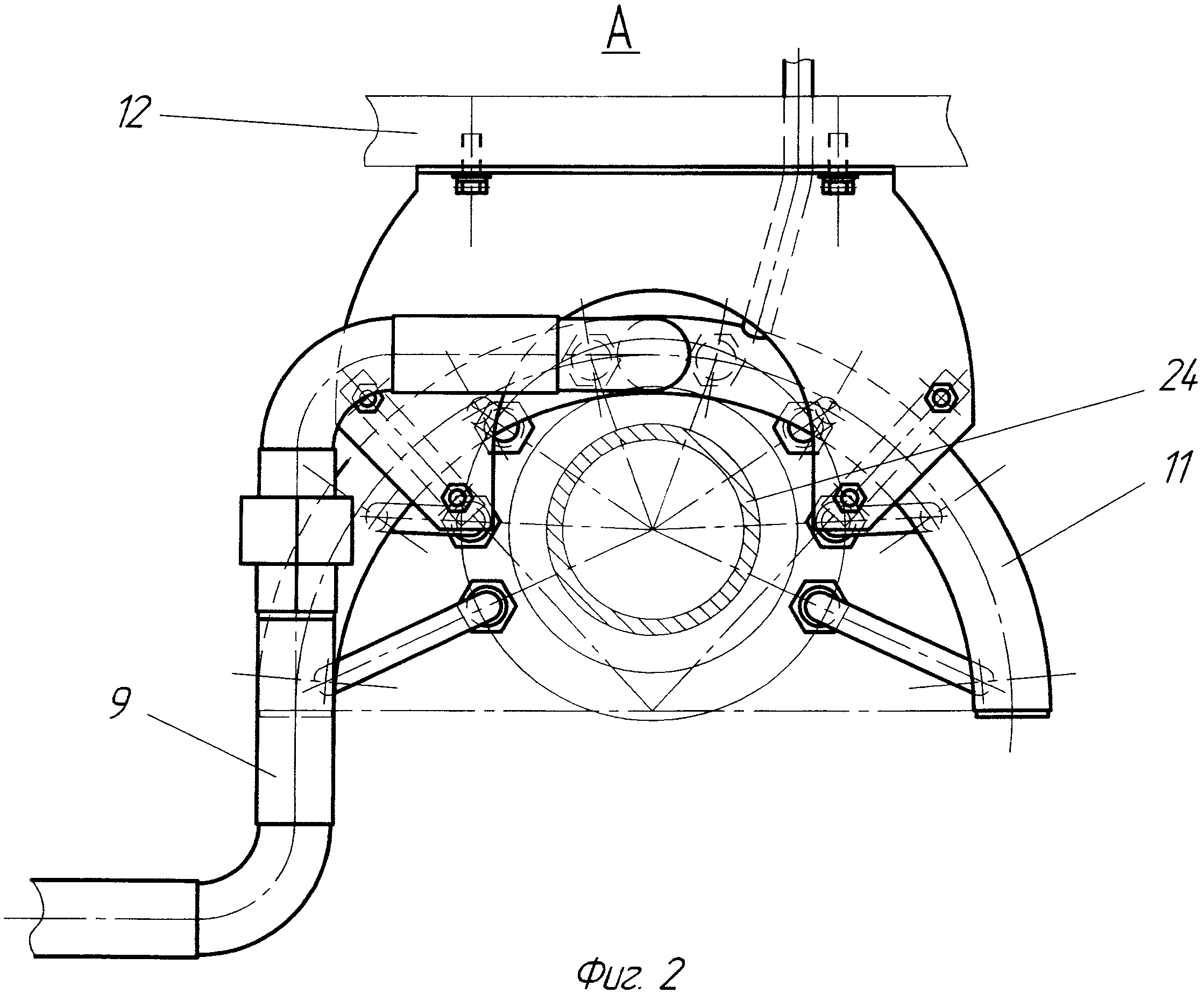
на фиг.2 - вид по стрелке А на фиг.1;
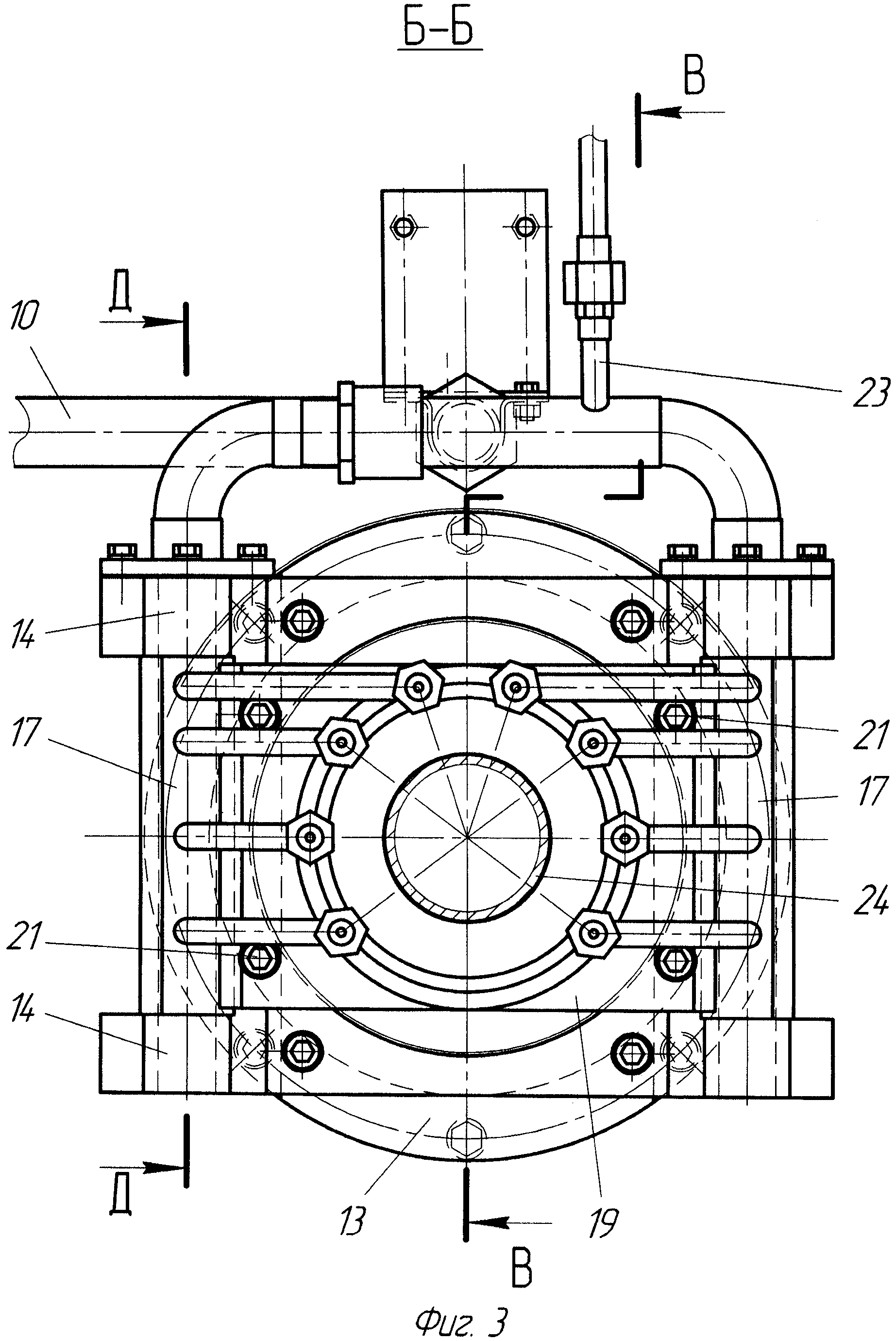
на фиг.3 - разрез Б-Б на фиг.1;
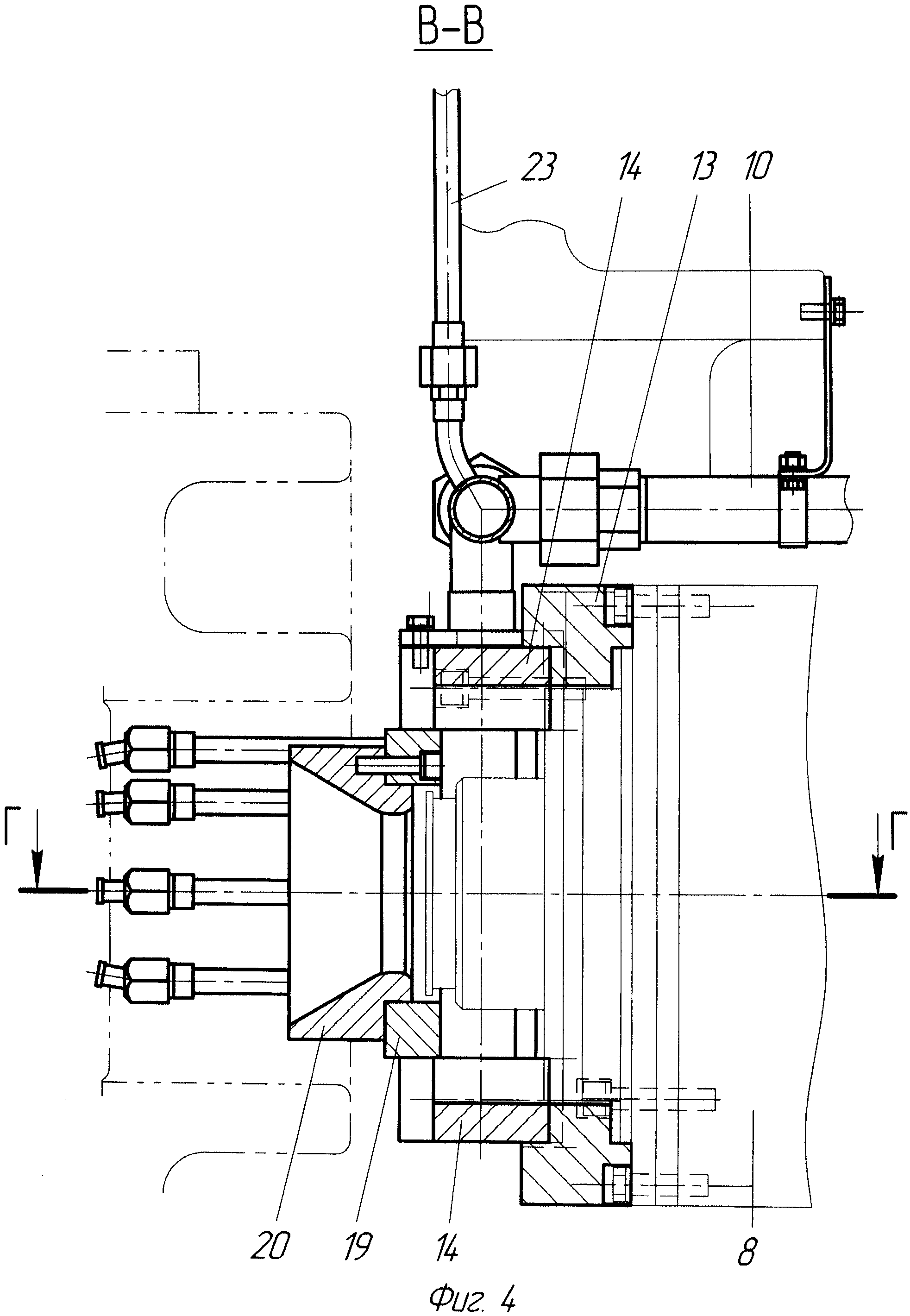
на фиг.4 - разрез В-В на фиг.3;
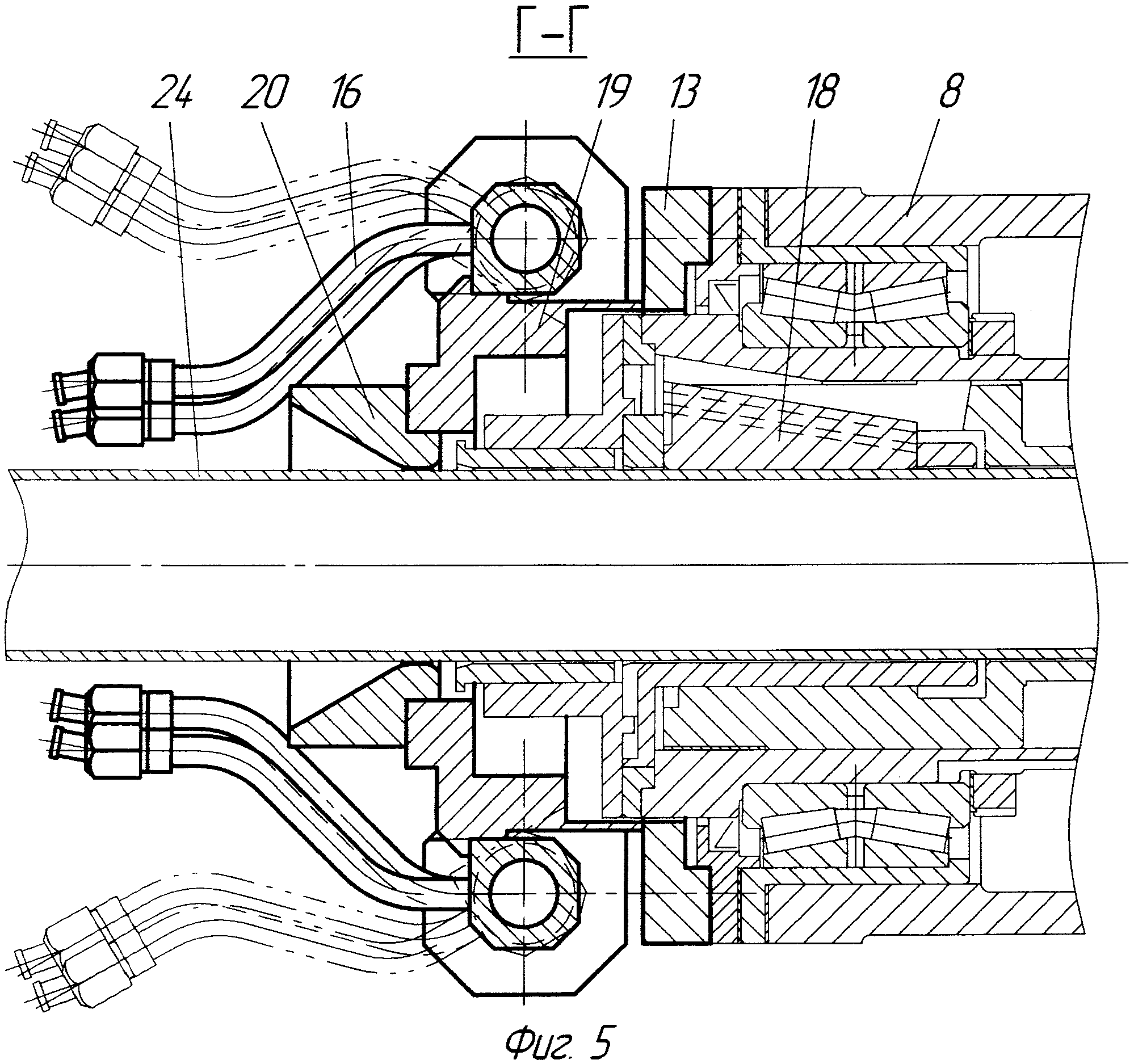
на фиг.5 - разрез Г-Г на фиг.4;
на фиг.6 - разрез Д-Д на фиг.3.
Стан холодной прокатки труб содержит неподвижную станину 1 с направляющими 2, рабочую валковую клеть 3, перемещающуюся по направляющим 2 возвратно-поступательно от шатунов 4 привода, нижнее 5 и верхнее 6 зубчато-реечные зацепления, промежуточный 7 и передний 8 патроны, трубопроводы 9, 10, подключенные к емкости (не показано) со смазочно-охлаждающей жидкостью (СОЖ) и устройства для подачи СОЖ в очаг деформации, соединенные с трубопроводами 9, 10 и расположенные на входе и выходе из рабочей клети 3.
Устройство для подачи СОЖ в очаг деформации, расположенное на входе в рабочую клеть 3 за промежуточным патроном 7, выполнено в виде спрейера 11, установленного на закрепленной в станине 1 раме 12.
Устройство для подачи СОЖ в очаг деформации, расположенное на выходе из рабочей клети, выполнено в виде закрепленной на переднем патроне 8 кольцевой опоры 13 с установленными на ней траверсами 14, в которых на шарнирах 15 размещен спрейер 16. Спрейер 16 состоит из двух полых корпусов 17 с возможностью их раскрытия при смене кулачков 18 переднего патрона 8. Между траверсами 14 на кольцевой опоре 13 установлен корпус 19 под проводку 20, фиксирующий спрейер 16 от раскрытия при прокатке. Корпус 19 закреплен на кольцевой опоре 13 винтами 21. Спрейеры 11, 16 снабжены отводами 22, 23 для подачи СОЖ на верхнее зубчато-реечное зацепление 6 с входной и выходной сторон рабочей клети 3.
Стан холодной прокатки труб работает следующим образом.
При прокатке загруженная в стан трубная заготовка 24 центрируется по оси прокатки кулачками промежуточного 7 и переднего 8 патронов и периодически прерывисто поворачивается и подается вперед от промежуточного патрона 7 к переднему патрону 8 механизмом подачи и поворота (не показан). Рабочая клеть 3 совершает возвратно-поступательное перемещение от шатунов 4. При этом зубчато-реечные зацепления 5, 6 сообщают качательное движение калибрам, в переменных ручьях которых осуществляется деформация трубы. В процессе прокатки в очаг деформации и на верхнее зубчато-реечное зацепление 6 подается смазочно-охлаждающая жидкость (СОЖ). Подача СОЖ в очаг деформации осуществляется из двух стационарных спрейеров 11, 16, расположенных на входе в рабочую клеть 3 за промежуточным патроном 7 и на выходе из рабочей клети 3 перед передним патроном 8. Подача СОЖ на верхнее зубчато-реечное зацепление 6 осуществляется с двух сторон по отводам 22, 23 из спрейеров 11, 16.
В процессе работы на стане периодически выполняется перевалка, связанная с заменой прокатного и технологического инструментов, обусловленная переходом с одного маршрута прокатки на другой или заменой изношенного инструмента. В составе технологического инструмента имеются кулачки 18 переднего патрона 8, размещенные за спрейером 16. Для сокращения потерь времени на замену кулачков 18 переднего патрона 8 спрейер 16 выполнен из двух корпусов 19, каждый из которых раскрывается на небольшой угол (30°) после снятия корпуса 19 с проводкой 20 без разборки самого устройства для подачи СОЖ. Это облегчает выполнение перевалки, сокращает время простоя стана, повышает производительность стана. Кроме того, выполнение спрейера раскрывающимся на небольшой угол при перевалке позволяет уменьшить габариты стана.
Предложенный стан холодной прокатки труб по сравнению с известными позволяет улучшить качество прокатываемых труб и повысить производительность за счет обеспечения надежной подачи СОЖ в очаг деформации.
Стан холодной прокатки труб, содержащий неподвижную станину с направляющими, рабочую валковую клеть, перемещающуюся возвратно-поступательно по направляющим от привода, нижнее и верхнее зубчато-реечные зацепления, промежуточный и передний патроны, трубопроводы, подключенные к емкости со смазочно-охлаждающей жидкостью (СОЖ), и устройства для подачи СОЖ в очаг деформации, соединенные с трубопроводами и расположенные на входе и выходе рабочей клети, отличающийся тем, что устройство для подачи СОЖ в очаг деформации, расположенное на входе в рабочую клеть за промежуточным патроном, выполнено в виде спрейера, установленного на закрепленной в станине раме, устройство для подачи СОЖ в очаг деформации, расположенное на выходе из рабочей клети, выполнено в виде закрепленной на переднем патроне кольцевой опоры с установленными на ней траверсами, в которых на шарнирах размещен спрейер, выполненный с возможностью его раскрытия при смене кулачков переднего патрона, и установленного на кольцевой опоре между траверсами корпуса под проводку, фиксирующего спрейер от раскрытия при прокатке, при этом спрейеры снабжены отводами для подачи СОЖ на верхнее зубчато-реечное зацепление с входной и выходной сторон рабочей клети.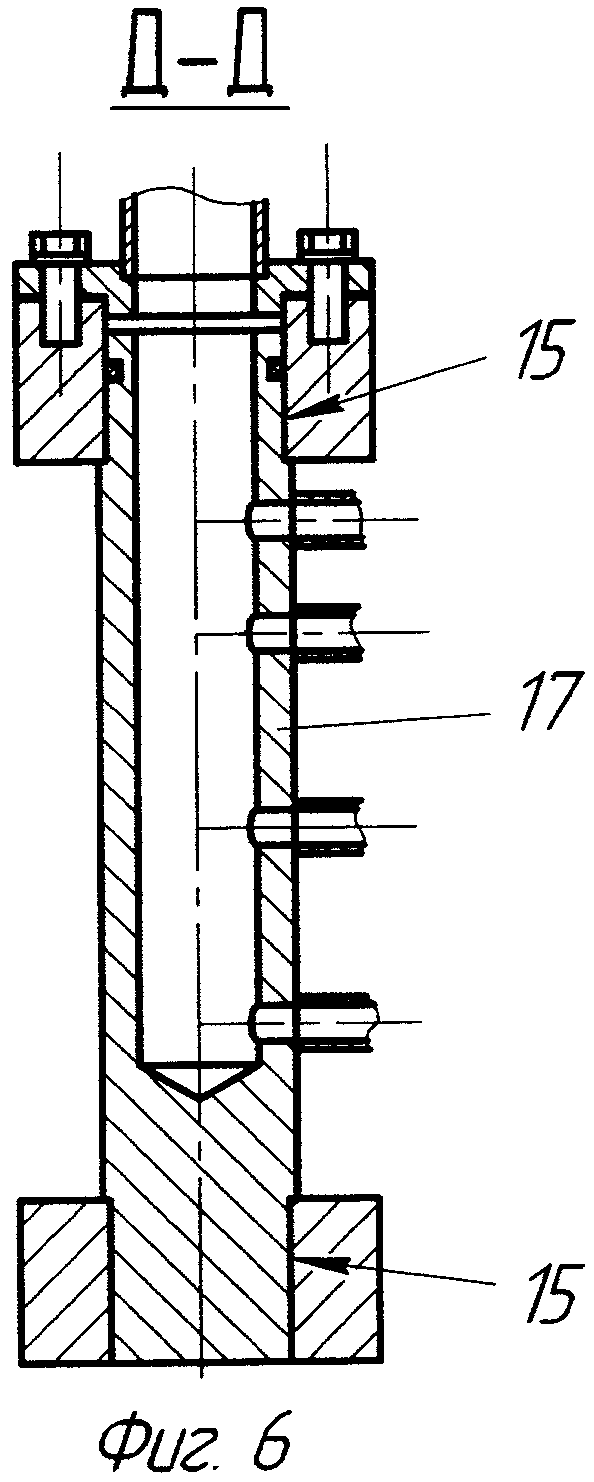
Рабочая клеть стана холодной прокатки труб
Устройство для формовки и сварки продольных швов труб
Машина для сборки и сварки полос
Кантователь прямоугольного проката
Устройство для промывки внутренней поверхности труб в технологическом потоке
Способ расточки калибров валков трехвалковой клети продольной прокатки
Шариковый шарнир
Способ изготовления труб и устройство для его осуществления
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Агрегат для производства бесшовных труб
Универсальный шарнир
Рабочая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Устройство для формовки и сварки продольных швов труб
Машина для сборки и сварки полос
Кантователь прямоугольного проката
Устройство для промывки внутренней поверхности труб в технологическом потоке
Способ расточки калибров валков трехвалковой клети продольной прокатки
Шариковый шарнир

