Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ШПАЛЫ
Вид РИД
Изобретение
Изобретение относится к производству строительных материалов и может быть использовано при изготовлении шпал для железнодорожного и электрического транспорта.
Известен способ изготовления шпал по патенту РФ №2052008, МПК Е02В 3/02, 10.01.1996, включающий подготовку брусков, формирование шпал из брусков, скрепление брусков, выполнение отверстий под шурупы для крепления рельсов, при этом вместо брусков используют заготовки, полученные при распиловке плит плоского прессования, полученных из древесных отходов и связующего вещества, заготовки имеют длину и ширину, равную длине и ширине шпалы, заготовки скрепляют между собой с помощью клея под давлением.
Недостатком этого способа является низкая производительность технологического процесса, обусловленная большим количеством технологических операций.
Наиболее близким аналогом является способ изготовления шпалы, конструкция которой известна по патенту РФ на полезную модель №104940, МПК Е02В 3/02, 27.05.2011. Согласно технологическому процессу изготовления шпалы вначале тонкий лист древесного шпона с заранее размеченными отверстиями под крепежные элементы опор для рельсов пропитывают на всю толщину водостойкой пропиткой-антисептиком на основе каменноугольного масла. Затем производят, с соблюдением совпадения отверстий под крепежные элементы, склеивание клеем Intercoll L 1421 пропитанных тонких листов шпона в механически прочную пластину. Далее производят разметку мест свертывания в рулон механически прочной пластины из древесного шпона. После этого наносят дополнительный слой клея Intercoll L 1421 на поверхность пластины из древесного шпона и производят свертывание механически прочной пластины по всей длине в соответствии с длиной шпалы и с соблюдением первоначально заготовленных выемок в шпоне для получения рулона, по форме соответствующей конфигурации шпалы. Затем, свернутый из одиночной механически прочной пластины рулон помещают под пресс и производят прессование в течение 120 мин, во время которого происходит склеивание пропитанных слоев механически прочной пластины между собой по всей толщине рулона. После склеивания рулон вынимают из-под пресса с готовыми отверстиями под крепеж, получая готовую шпалу.
Недостатки известной технологии:
1. Низкая производительность технологического процесса вследствие того, что одиночная пластина из древесного шпона вращается длительное время вокруг своей продольной оси для получения толщины рулона, достаточной для использования его в качестве железнодорожной шпалы.
2. Недостаточная точность совпадения заранее размеченных и изготовленных в листах шпона отверстий под крепежные элементы рельсов, в результате чего получаются большие зазоры между стенками отверстий и креплениями, что понижает надежность крепления рельсов к шпалам.
Задачей изобретения является повышение производительности технологического процесса изготовления шпал и повышение надежности крепления рельсов к шпалам.
Технический результат достигается тем, что в способе изготовления шпалы, включающем подготовку заготовки, формирование шпалы и выполнение отверстий под крепежные элементы опор для крепления рельсов, при этом в качестве пластин, из которых состоит заготовка, используют тонкие листы древесного шпона, подготовку заготовки осуществляют путем пропитывания водостойкой пропиткой-антисептиком тонких листов древесного шпона на всю толщину и дальнейшего склеивания тонких листов древесного шпона, получая при этом заготовку в виде механически прочной пластины, формирование шпалы осуществляют после нанесения дополнительного слоя клея на поверхность механически прочной пластины из древесного шпона путем свертывания этой пластины по всей длине в рулон, по форме соответствующего конфигурации шпалы, и последующего прессования рулона, согласно предлагаемого изобретения, формирование шпалы осуществляют из не менее двух заготовок, в качестве которых используют не менее двух механически прочных пластин, дополнительный слой клея наносят на поверхность каждой механически прочной пластины, причем формирование шпалы осуществляют путем свертывания в рулон и последующего прессования одновременно всех механически прочных пластин, получая при этом шпалу в виде рулона-бруса.
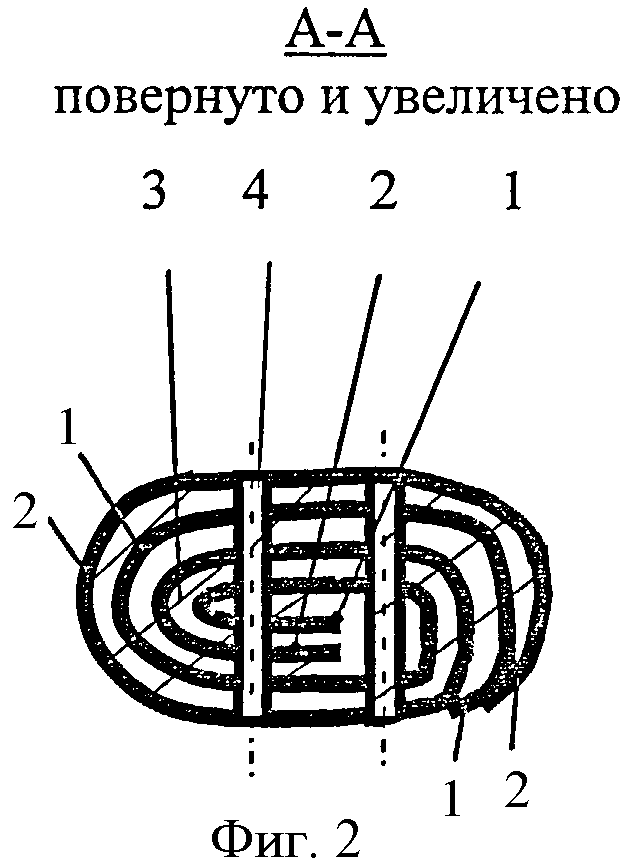
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид шпалы, изготовленной согласно предлагаемому способу изготовления шпалы; на фиг.2 представлен поперечный разрез (разрез А-А на фиг.1).
Цифрами на чертежах обозначены:
1 - первая механически прочная пластина, состоящая из склеенных между собой пластин - тонких листов древесного шпона с водостойкой пропиткой-антисептиком, 2 - вторая механически прочная пластина, состоящая из склеенных между собой пластин - тонких листов древесного шпона с водостойкой пропиткой-антисептиком, 3 - дополнительный слой клея, 4 - отверстия под крепежные элементы опор для крепления рельсов.
Тело шпалы выполнено в виде рулона-бруса из многослойного материала, в котором древесная основа выполнена в виде склеенных между собой первой 1 и второй 2 механически прочных пластин из листов древесного шпона с водостойкой пропиткой-антисептиком на основе каменноугольного масла, и склеивающего состава 3. Шпала имеет отверстия 4 под крепежные элементы опор для крепления рельсов. Конструкция шпалы имеет высокие прочностные характеристики на кручение, изгиб и сжатие, что позволяет увеличить срок службы шпал.
Способ реализуется следующим образом.
Способ изготовления шпалы включает в себя подготовку заготовок, формирование шпалы из заготовок, выполнение отверстий под крепежные элементы опор для крепления рельсов.
Отличием предлагаемого способа изготовления шпалы от прототипа является то, что формирование шпалы осуществляют из не менее двух заготовок. В качестве заготовок для формирования шпалы используют не менее двух механически прочных пластин (на фиг.1 и фиг.2 - механически прочных пластин 1 и 2), на поверхность которых наносят дополнительный слой 3 клея.
В качестве пластин, из которых состоят механически прочные пластины 1 и 2, используют склеенные между собой тонкие листы древесного шпона, пропитанные водостойкой пропиткой-антисептиком, имеющие длину, равную длине шпалы.
Подготовку каждой заготовки осуществляют путем пропитывания водостойкой пропиткой-антисептиком тонких листов древесного шпона на всю толщину и дальнейшего склеивания тонких листов древесного шпона, получая при этом заготовку в виде механически прочной пластины из древесного шпона.
Формирование шпалы из заготовок осуществляют после нанесения дополнительного слоя 3 клея на поверхность механически прочных пластин 1 и 2, путем свертывания этих пластин по всей длине в рулон, по форме соответствующего конфигурации шпалы, и последующего прессования одновременно всех механически прочных пластин (на фиг.1 и фиг.2 - механически прочных пластин 1 и 2), получая при этом шпалу в виде рулона-бруса.
Выполнение отверстий под крепежные элементы опор для крепления рельсов осуществляют после получения рулона-бруса.
Пример конкретного выполнения
В тонких листах древесного шпона отверстия под крепежные элементы опор для крепления рельсов заранее не размечаются.
Листы шпона пропитывают на всю толщину водостойкой пропиткой-антисептиком на основе каменноугольного масла. Затем производят склеивание клеем Intercoll L 1421 (фирма-изготовитель Wakol) пропитанных листов шпона в механически прочные пластины 1 и 2 (фиг.1 и 2). После этого наносят дополнительный слой 3 клея Intercoll L 1421 на поверхность механически прочных пластин 1 и 2. Затем производят одновременное свертывание механически прочных пластин 1 и 2 по всей длине в рулон. Далее, свернутый из механически прочных пластин 1 и 2 рулон помещают под пресс на 120 минут, во время которого происходит склеивание пропитанных слоев механически прочных пластин 1 и 2 между собой по всей толщине. После прессования и склеивания получают рулон-брус. Рулон-брус вынимают из-под пресса и в нем сверлят по разметке отверстия 4 под крепежные элементы опор для крепления рельсов, получая готовую шпалу.
По предлагаемой технологии были свернуты в рулон-брус сразу четыре пластины с толщиной каждой механически прочной пластины, равной 4 мм.
Преимущества предлагаемого способа изготовления шпалы:
1. Скорость свертывания (в рулон-брус одинаковой толщины) двух-четырех механически прочных пластин по сравнению со скоростью свертывания одной механически прочной пластины возрастает в 2-4 раза.
2. Точность выполнения отверстий под крепежные элементы опор для крепления рельсов и надежность крепления рельсов к шпалам возрастает, так как отверстия получаются путем сверления с минимальными зазорами между крепежными деталями и шпалой.
Способ изготовления шпалы, включающий подготовку заготовки, формирование шпалы и выполнение отверстий под крепежные элементы опор для крепления рельсов, при этом в качестве пластин, из которых состоит заготовка, используют тонкие листы древесного шпона, подготовку заготовки осуществляют путем пропитывания водостойкой пропиткой-антисептиком тонких листов древесного шпона на всю толщину и дальнейшего склеивания тонких листов древесного шпона, получая при этом заготовку в виде механически прочной пластины из древесного шпона, формирование шпалы осуществляют после нанесения дополнительного слоя клея на поверхность механически прочной пластины из древесного шпона путем свертывания этой пластины по всей длине в рулон, по форме соответствующего конфигурации шпалы, и последующего прессования рулона, отличающийся тем, что формирование шпалы осуществляют из не менее чем двух заготовок, в качестве которых используют не менее двух механически прочных пластин, дополнительный слой клея наносят на поверхность каждой механически прочной пластины, причем формирование шпалы осуществляют путем свертывания в рулон и последующего прессования одновременно всех механически прочных пластин, получая при этом шпалу в виде рулона-бруса.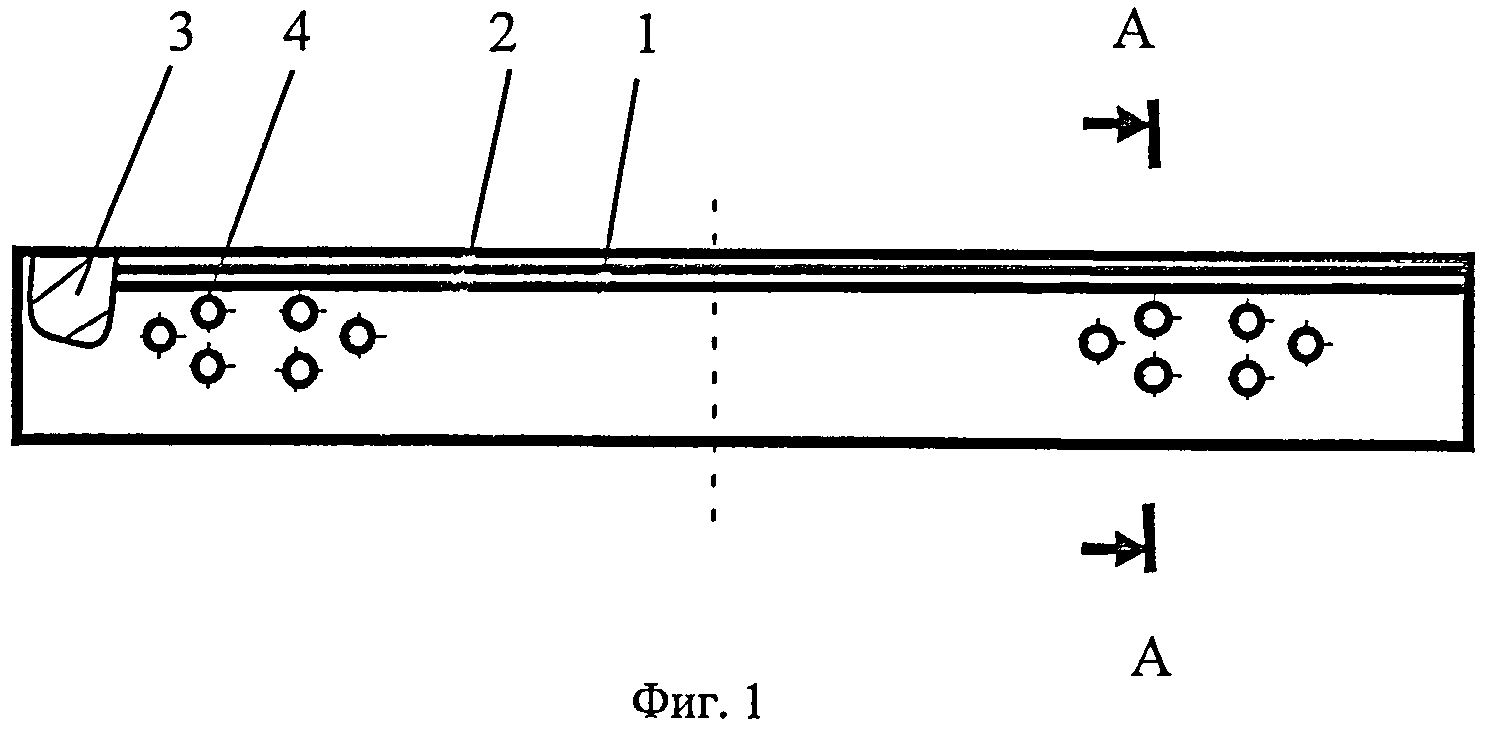
Установка для подземной газификации топлива
Установка для производства пиролизного топлива
Установка для получения нагретых газов из углеродсодержащего материала
Радиантный змеевик печи для этиленового крекинга
Арбалет
Способ бесконтактной дистанционной диагностики состояния высоковольтных полимерных изоляторов
Система беспроводной атмосферной оптической связи на объектах с высоким уровнем электромагнитных помех
Гидравлический таран
Применение шлама, образующегося на водоподготовительной установке, в качестве сорбента при очистке газовых выбросов тэс
Устройство для сварки полимерных трубчатых элементов
Устройство для обработки призабойной зоны скважины и способ обработки призабойной зоны скважины
Способ информационного квч воздействия на живой организм
Способ контроля провиса провода линии электропередачи
Теплообменная труба
Способ получения сорбента для газовой хроматографии

